Простой сварочный инвертор своими руками схема. Убавление числа витков.
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.
Схема с такими характеристиками включает следующие элементы:
- блок питания;
- драйверы силовых ключей;
- силовой блок.
Прежде чем начать собирать самодельный инвертор, надо подготовить рабочие инструменты и элементы для создания электронных схем. Так, вам понадобятся:
- набор отверток;
- паяльник для соединения элементов электронных схем;
- ножовка для работы по металлу;
- резьбовые крепежные элементы;
- листовой металл небольшой толщины:
- элементы, из которых будут формироваться электронные схемы;
- медные провода и полосы – для намотки трансформаторов;
- термобумага от кассового аппарата;
- стеклоткань;
- текстолит;
- слюда.
Для домашнего использования чаще всего собирают инверторы, работающие от стандартной электрической сети с напряжением 220 В. Однако при необходимости можно сделать устройство, которое будет работать от трехфазной электрической сети с напряжением 380 В. Такие инверторы имеют свои преимущества, наиболее важным из которых является более высокий КПД, по сравнению с однофазными аппаратами.
Блок питания
Одним из важнейших элементов блока питания является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
- первичной (100 витков провода ПЭВ диаметром 0,3 мм);
- первой вторичной (15 витков провода ПЭВ диаметром 1 мм);
- второй вторичной (15 витков провода ПЭВ диаметром 0,2 мм);
- третьей вторичной (20 витков провода ПЭВ диаметром 0,3 мм).
Чтобы минимизировать негативное влияние перепадов напряжения, регулярно возникающих в электрической сети, намотку обмоток трансформатора следует выполнять по всей ширине каркаса.

После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать. Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора. Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».
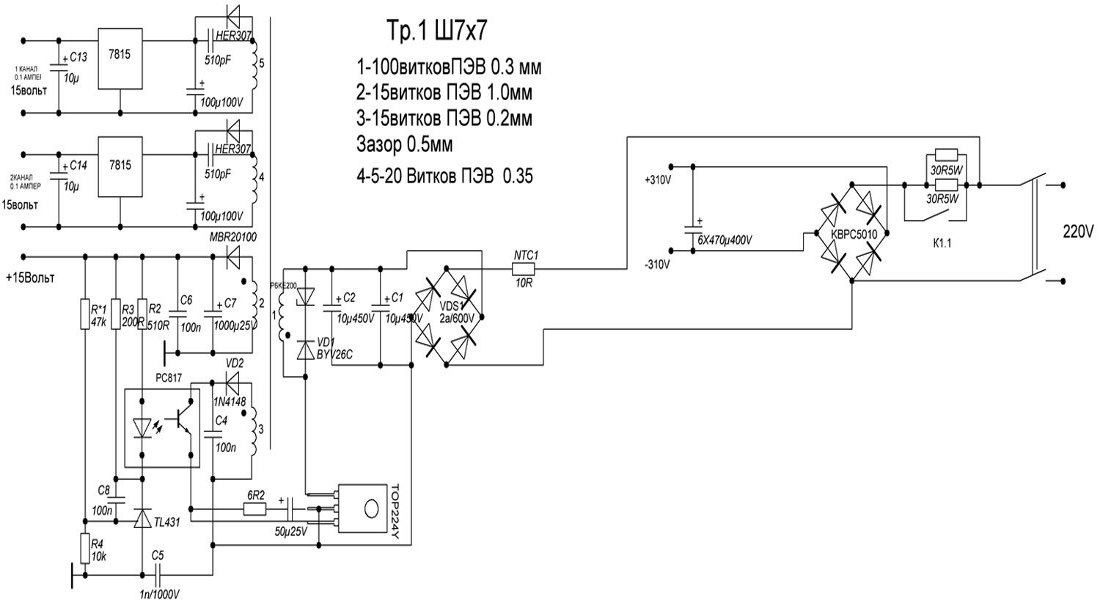
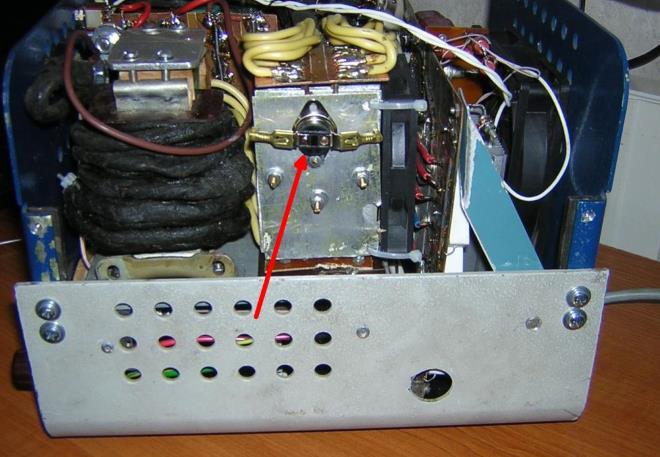
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный. Провода, соединяющие эти выводы, должны быть не длиннее 15 см. Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.

Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость. Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты. Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.

В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
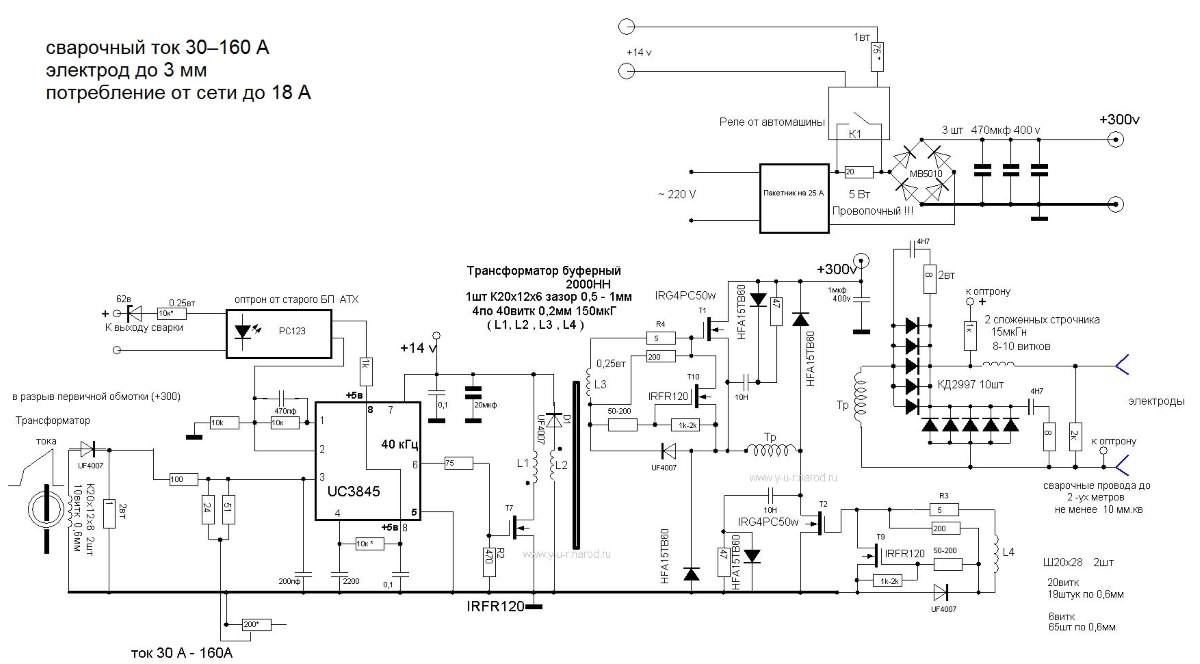
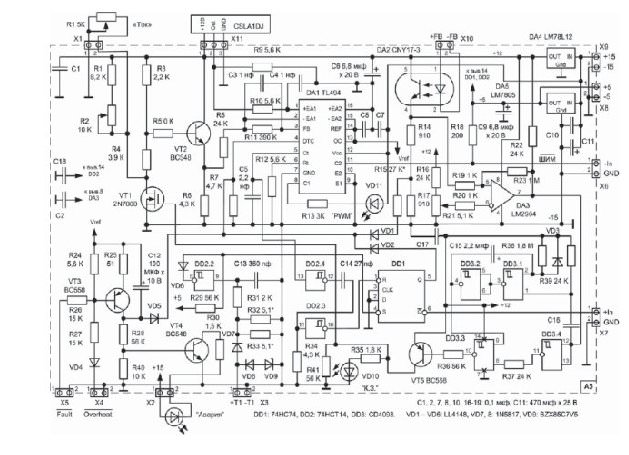
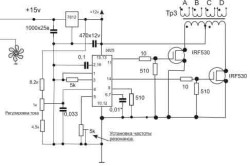
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.

Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор. Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него.
Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха. Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм. В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см. Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения. Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления. К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.

Диагностика самодельного инвертора и его подготовка к работе
Сделать – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.

После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
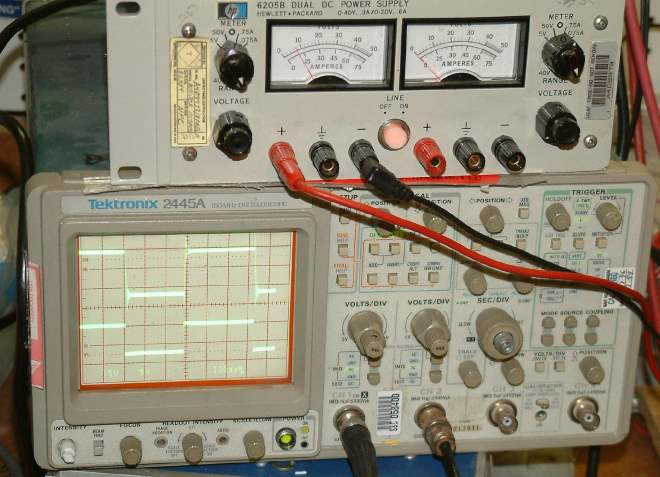
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
1
, средняя оценка: 5,00
из 5)
Сварочный инвертор сегодня активно используется не только в производственных потребностях, но и дома. Это связано с отличными функциональными и производственными достоинствами.
Если вы хорошо разбираетесь в электронике, то имея схемы и инструкцию изготовления, можно инверторный сварочный аппарат сделать своими руками, при этом потратив деньги только на расходные материалы. Этот вариант подходит для людей, которые любят покупать технику хорошего качества. Инверторные аппараты известных фирм стоят очень дорого, а дешевые – только будут приносить разочарование от использования.
Для того чтобы приступить к конструированию самодельного сварочного инвертора, необходимо тщательно поработать над его схемой: изучить всю конструкцию, разобраться с электроникой, расставить очередность выполнения работ.
Практически все сварочные инверторы, изготовленные своими руками, имеют такие основные элементы:
- Блок питания;
- Драйвера силовых ключей;
- Силовая часть.
При конструировании сварочного инвертора важно ориентироваться в его характеристиках:
- Максимальное значение потребляемого тока – 32 А;
- При работе используется ток не более 250 А;
- Для выполнения сварочных работ достаточного сетевого напряжения 220 В;
- Для работ используются электроды диаметром 3- 5 мм, и длиной 10 мм.
- Полученный аппарат будет иметь показатели КПД не меньше, чем профессиональная версия прибора.
Схема сварочного аппарата своими руками
Когда вы определились, что инверторный аппарат будет строиться самостоятельно, первым делом станет составление схемы .
Вам необходимо продумать и предусмотреть вентиляцию механизмов прибора, так как это крайне важно, чтобы избежать перегревания деталей внутри. Самым простым и оптимальным решением станет использование радиаторов от системных блоков Pentium 4, Athlon 64. Эти составляющие доступны в продаже и имеют невысокую цену.
В схеме необходимо предусмотреть наличие и расположение скоб, которые будут фиксировать трансформатор.
Подготовительные работы перед сборкой аппарат
Когда схема прибора составлена, необходимо переходить к подготовке комплектующих и деталей. Чтобы собрать инвертор своими руками,вам будут необходимы такие материалы:
Чтобы не возникало проблем с перепадами напряжения, необходимо выполнять обмотку по всей ширине каркаса. В конкретно предложенном варианте аппарата будет 4 обмотки:
- Первичная. В нее войдет 100 витков, ПЭВ 0,3 мм;
- Вторичная первая – 15 витков, ПЭВ 1 мм;
- Вторичная вторая – 15 витков, ПЭВ 0,2 мм;
- Вторичная третья – 20 витков, ПЭВ 0,3 мм.
Плата и блок питания устанавливаются отдельно друг от друга, между ними располагается лист металла. Для его крепления к корпусу сварочного инвертора необходимо применять сварочные швы.
Чтобы производить управление затворками, необходимо установить проводники. Их длина должна быть не больше 15 см, к сечению особых требований не предъявляется. При процессах сборки аппарата, необходимо детально изучить схему к нему, разобраться во всех важных моментах соединения деталей между собой.
Блок питания обязательно после первичной обмотки накрывается экранизирующей обмоткой . Ее изготавливаются из аналогичного провода. Все витки накрытия должны иметь такое же направление, как и первичные, и полностью их перекрывать. Между каждой обмоткой обязательно должна находиться изоляция. Для нее можно использовать лакоткани или малярный скотч.
При вводе блока питания в эксплуатацию, необходимо поработать над подбором необходимого сопротивления. Его необходимо сбалансировать таким образом, чтобы подаваемое питание на реле было в пределах 20-25 В.
Тщательно подойдите к подбору радиаторных элементов для входных выпрямителей. Они должны быть мощными и надежными. Отлично себя зарекомендовали б\у детали от компьютеров. Они доступны в продаже на радиорынке.
Для сварочного инвертора необходимо наличие 1 термического датчика . Его устанавливают внутри радиатора. Для регуляции тока в дуге, покупается и устанавливается ШИМ-контроллер на блок управления. Конденсатор будет выдавать напряжение ШИМ, от этого будут зависеть параметры силы тока сварки.
Собираем сварочный инверторный аппарат
Купив все необходимые детали для сварочного инвертора, переходим к его сборке. Перед началом установки деталей, проверьте их исправность. Найдите готовый дроссель и начинайте его обмотку. Для этого необходимо использовать провод ПЭВ-2 . Обязательное количество витков – 175. Выбранный конденсатор должен иметь напряжение не менее 1000 В. Если вы не можете купить один конденсатор с таким напряжением, можно установить несколько, чтобы в сумме их емкость равнялась 1000 В.
Старайтесь в установке не использовать один мощный транзистор, его лучше заменить несколькими, менее мощными. Эти показатели влияют на рабочую частоту, что влечет образования больших шумовых эффектов во время сварочных работ. Если вы неправильно рассчитаете необходимую мощность аппарата, это повлечет быструю его поломку и ремонтные работы.
Когда начинается сборка сварочного инвертора, необходимо обязательно соблюдать расстояние между обмоткой и магнитопроводами. Между слоями обмотки должна обязательно укладываться пластина из текстолита. Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения.
Далее, переходим к креплению трансформатора к самому основанию самодельного инвертора. Для этого используются 2-3 скобы. Они могут изготавливаться из медной проволоки диаметром 3 мм. Для плат можно использовать фольгированный текстолит толщиной 0,5- 1 мм. Обязательно сделайте в плитах узкие разрезы, они помогут свободно выводить диоды, чтобы не возникало перенагрузок.
Когда будут собраны все основные элементы аппарата, можно переходить к его креплению на основание. Само основание может быть изготовлено из пластин гетинакса. Для нормальной работы подойдет пластина толщиной 0,5 см . Обязательно вырежьте круглое окно в центре пластины, туда будет фиксироваться вентилятор, который необходимо оградить защитной решеткой. Не забывайте, при установке магнитопроводов оставлять зазоры для свободного потока воздуха.
На лицевой стороне нужно установить ручку тумблера и светодиоды, зажимы для кабелей и ручку переменного резистора. Это будет конструкция практически готового сварочного аппарата. Ее помещают в кожух толщиной 4 мм. На держатель электропровода устанавливается кнопка. Кабель, который подключен к ней и провода основательно изолируйте.
Настраиваем сварочный инвертор для работы
Собрав весь механизм, необходимо правильно и грамотно его настроить и ввести в эксплуатацию. Бывают такие ситуации, что самостоятельно решить вопрос трудно, приходится прибегать к помощи специалиста.
- Первым шагом идет подключение аппарата к питанию в 15В к ШИМ, параллельно подключается и один из конвекторов. Это поможет избежать перегрева аппарата, и уровень шума будет значительно ниже.
- Чтобы произошло замыкание резистора, необходимо подключить реле. Его вводят в работу после окончания зарядки конденсаторов. Это поможет избежать больших колебаний напряжения при подключении в сеть 220В. В случае пренебрежения подключения резистора напрямую, может произойти взрыв.
- Далее, необходим тщательный контроль за срабатыванием реле замыкания резистора, когда он подключен к току на плату ШИМ. Обязательно нужно продиагностировать наличие импульсов на плате, после срабатывания реле.
- Затем подаем питание 15В на мост. Это помогает проверить его нормальную и исправную работу, правильность установки. На приборе не должна сила тока превышать 100А. При этом ход должен быть холостым.
- Обязательно предусматривается проверка правильности установки трансформаторных фаз. Можно для этого использовать осциллограф на 2 луча. Для него нужно подать на мост от конденсаторов через лампу питание 220В, выставив частоту ШИМ 55 кГЦ. Установив осциллограф, посмотреть на сигнальную форму, и пронаблюдать, напряжение не должно превышать 330В. Рассчитать частоту колебания трансформатора несложно. Необходимо постепенно убирать частоту ШИМ, пока нижний ключ IGBT не выдаст небольшой заворот. Этот показатель необходимо поделить на 2, и полученное частное сложить со значением частоты перенасыщения. Параметры потребления тока мостом не должны быть выше 150 ма. Следите за светом от лампочки. Сильно яркий указывает на проблемы с обмоткой, возможен пробой в ней. От трансформатора не должно исходить никаких шумовых эффектов. При наличии любых шумов, обратите внимание на правильность подключения полярности. В виде тестового контроля на мосту, можно использовать электрочайник в 220В. Все проводники от ШИМ, необходимо скучивать, и располагать подальше от источников помех.
- Используя резисторы, необходимо постепенно повышать ток. При этом прислушивайтесь к посторонним шумам и звукам, наблюдайте за показаниями осциллографа. Показания нижнего ключа не более 500В. Нормой считается 240В.
- Начинать сварочные работы необходимо с 10 секунд. Потом, проверяются радиаторы. Если они холодные, то работа длится еще 20 секунд. Далее, время увеличивается до 1 минуты.
Правила обслуживания и ремонта сварочного
Для исправной и продолжительной работы аппарата, необходимо периодически производить проверку и контроль каждого элемента конструкции. Это облегчить ваши ремонтные работы и снизит их до минимума. В случае поломки агрегата, найдите причину неисправности и выполните ремонтные работы.
Для выполнения этих работ необходимо иметь у себя такие инструменты:
Первой и основной причиной поломки может быть выпрямитель. Через него происходит преобразования переменного тока в постоянное напряжение. Сетевой фильтр дает возможность сгладить перепады в напряжении. Транзисторная схема отвечает за формирование однофазного высокочастотного напряжения. Блок регулирует работу ключей средствами сигналов обратной связи, поэтому может менять режим работы инвертора. Варочный трансформатор отвечает за снижение напряжения, потом блоки вентилей выпрямляют его и подают на электрод.
Сварочные инверторы своими руками
Если сварочный аппарат поломался, снимите крышку корпуса и продуйте обычным пылесосом . Места, которые трудно очистить таким способом, необходимо обработать кисточкой или тряпочкой. Начинайте диагностику входной цепи. Проверьте, получает ли инвертор напряжение. Если его нет, то занимайтесь ремонтом блока питания. Возможно, сгорели предохранители. Сварочный инвертор своими руками создать несложно, но ремонт, при неправильной диагностике, может занять много времени.
Далее, начинайте диагностику температурного датчика. Сравните номинальные показатели с имеющимися. Этот элемент не подлежит ремонту, его необходимо заменять на новый. Потом, происходит изучение основных элементов аппарата. Если вы, на одном из них, увидите потемнения, то это значить, что при сборке некачественно была выполнена спайка. Используйте тестер для проверки цепей соединения.
Коль контакты сделаны некачественно, то это влечет перегрев, поломку и дорогостоящий ремонт инвертора. Проверьте разъемы, если они расшатались – подтяните, плохое соединение – подпаяйте. Если при сварочных работах идет разбрызгивание металла, прилипание электрода, горение дуги, то необходимо отрегулировать подачу тока или заменить электроды.
Следите за исправностью кабеля, в случае перегиба, сразу заменяйте на новый. Только в этом случае инверторный сварочный аппарат, своими руками созданный, будет работать качественно и надёжно.
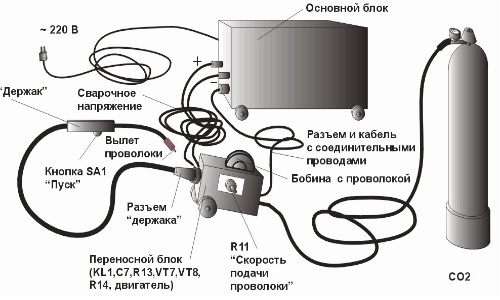
Сварочный инвертор – удобный мобильный аппарат, работающий от сети 220В. Его легкая масса и небольшие размеры позволяют вести работу на любых строительно-ремонтных объектах и в домашних условиях.
Предназначен он для сварки на постоянном токе черных и цветных металлов. Комплектация состоит из 2 сварочных кабелей, щетка и инструкции. Установка специальной горелки позволит устройству работать в среде защитных газов.
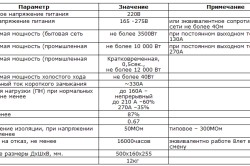
Основные технические параметры, которым отвечает большинство инверторов:
- настройка сварочного тока в пределах от 20 до 250А;
- напряжение ХХ 50-70В;
- частота промышленная 50Гц;
- диаметр электрода 1,6-5мм;
- используемая мощность примерно 4-12кВт;
- рабочий цикл при 200А равен 60%;
- КПД 85%;
- вес от 3 до 12кг;
Кроме параметров, оборудование должно выполнять основные требования:
- Мягкое зажигание и равномерное горение дуги.
- Контроль мощности и силы тока.
- Срабатывание защиты при коротком замыкании.
- Качественное формирование наплавляемого валика.
Преимущества:
- Экономия электроэнергии.
- Простота в обращении.
- Надежность и безопасность.
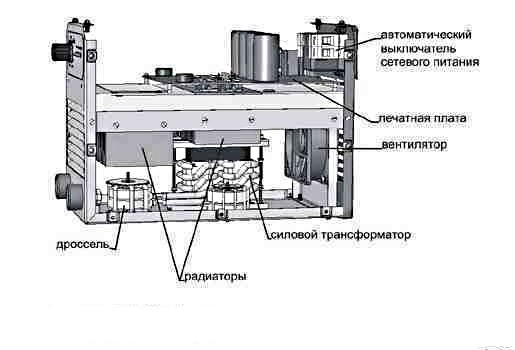
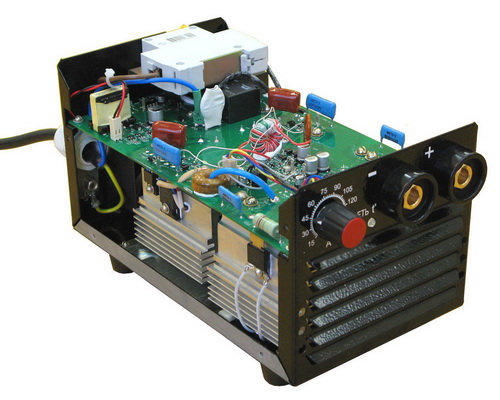
Перед сборкой нужно знать устройство
Различные типы и виды сварочных инверторов производят во всем мире. За короткий период времени они приобрели популярность среди людей. Важным фактором в этом сыграла доступность в цене.
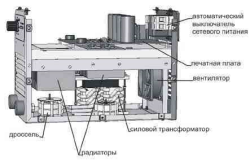
Рассмотрим подробней, из чего сделаны самые распространенные маломощные агрегаты на примере COLT 1300 от итальянского производителя:
- Корпус изготовлен из металлического защитного кожуха толщиной 1мм. Он одет на боковые панели.
- На лицевую стенку выведены разъемы для подключения кабелей, регулятор силы тока, индикатор сети и защиты.
- На задней части присутствует выключатель.
- На всей оболочке выполнены технологические отверстия для вентиляции.
- Внутри находится электрическая плата , на которой закреплены все детали схемы.
Такой вариант сборки наиболее удобный.
Китайцы делают начинку из 4,5 пластин. Это не относится к минусам, но при проектировке своего аппарата возьмем более простую идею.
Комплект состоит из следующих единиц:
- электроплита;
- конденсаторы;
- радиаторы;
- вентилятор;
- поглощающий фильтр;
- диодный выпрямитель;
- транзисторы;
- блок управления;
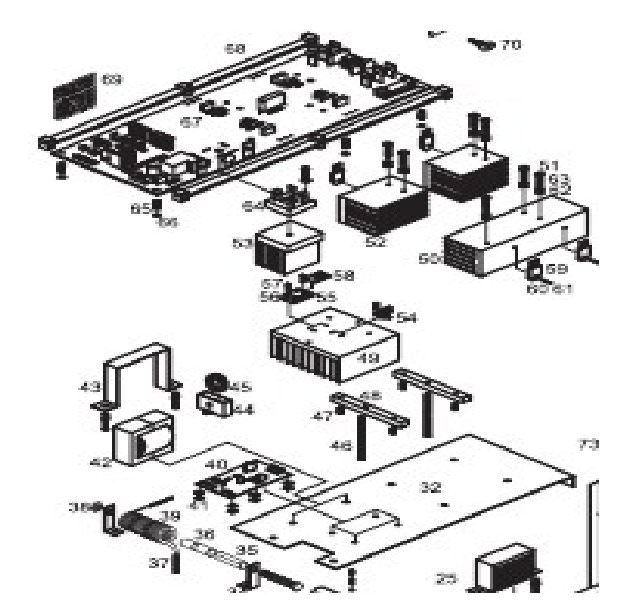
Остальное показано в спецификации.
Схемы
Одним из первых шагов изготовления инвертора — определение его рабочей схемы. Поскольку в интернете находится большое количество выбора, нет необходимости придумывать, что-то новое.
За основу будем продолжать использовать информацию об инверторе модели COLT1300, рабочая схема показана на рисунке 1:
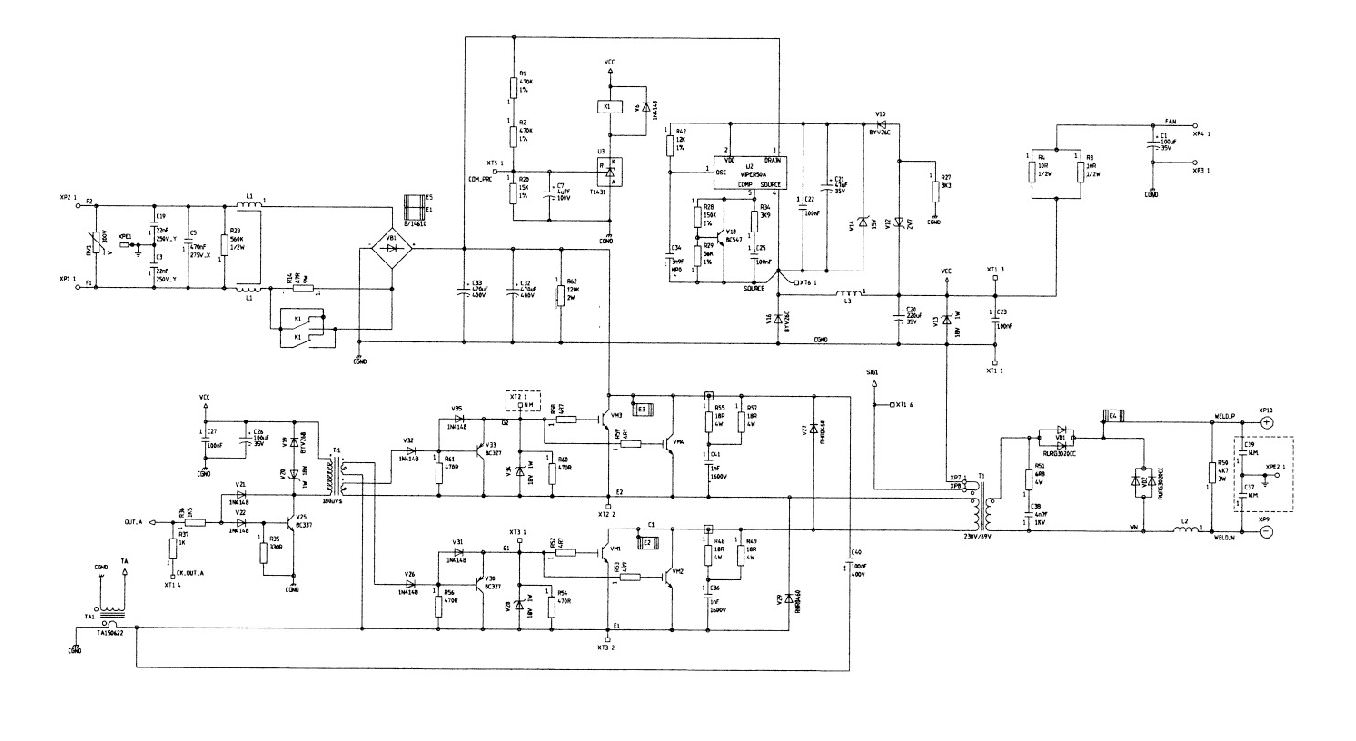
На рисунке 2 изображена схема блока управления процессами, проходящими в силовой части. У рассматриваемого типа аппарата схемы втиснуты на одну плату. Изменим это и блок управления сделаем на отдельной плате.
Разобьем основную схему на несколько частей и получим:



Для изготовления электрических 4 плат, потребуется следующее:
- текстолит FR4 150×250мм (2мм);
- перманентный черный маркер;
- лимонная кислота и перекись водорода;
- флюс паяльный ЛТИ-120;
- сверло диаметром 1мм и 2мм;
В программе Dip Trace чертим силовую схему:

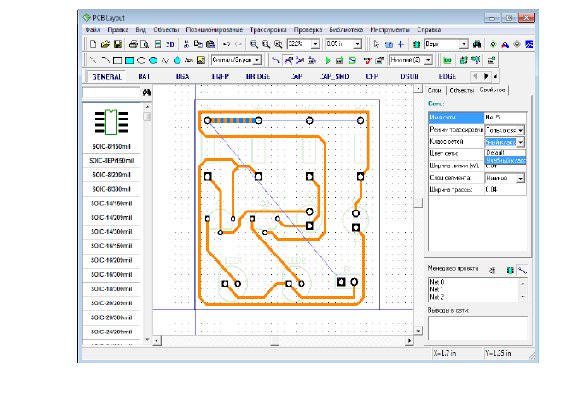
Преобразовываем в плату:
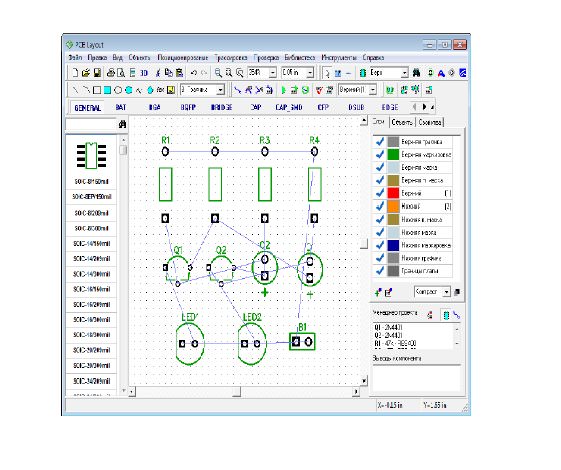
В конце получится рисунок:
Пример показан на более простой схеме. Скачать учебник для работы в Dip Trace можно на сайте Full-Chip.net . В нем последовательно описывается каждая операция для печати микросхем.
Полученное изображение макета надо распечатать на лазерном принтере, это обязательное условие, чернило, не даст нужный эффект:
- Подготовим текстолит. Слегка зачистить мелкозернистой наждачной бумагой до яркой поверхности. Прикладываем к пластине напечатанный макет и сверху заворачиваем еще одним слоем газетной бумаги.
- Прикладываем горячий утюг и ждем 15-20 секунд. Даем постепенно остыть, затем что бы легко было отдирать, замачиваем водой. Если на каком-то участке связь плохо пропечаталась, дорисовываем черным маркером.
- Готовим ванну для травления платы. В раствор входит лимонная кислота, перекись водорода и вода. Емкость достаточного размера, чтобы плата могла полностью в нее войти. С этой смесью надо соблюдать осторожность, работать в резиновых перчатках. Размешивать только деревянными предметами, металлическими нельзя.
- Дальше все это надо поставить в теплое место или в таз с теплой водой. Контролируя процесс можно увидеть, когда не окрашенный медный налет сойдет, тогда можно доставать деталь.
- Высушиваем схему и снимаем наждачной бумагой маркер. Покрываем поверхность флюсом ЛТИ-120. Что бы ни дать окислятся дорожкам, их надо осторожно полудить до приятного блеска.
Итак, получаем две платы на силовую схему и блок управления.
Необходимые материалы, детали и инструменты
Для сборки самодельного инвертора потребуется :
- отвертка;
- плоскогубцы;
- кусачки;
- болгарка с отрезным и засечным кругами;
Список материала:
- металл толщиной 1мм, для изготовления корпуса и кожуха;
- саморезы;
- медные провода;
- готовые платы для деталей;
- олово, припой;
- ферритные кольца для трансформатора;
- теплопроводная паста КПТ-8;
- ферритовый сердечник;
- катушка провода ПЭТВ d=1,5 для обмотки трансформатора;
И список деталей:
- силовые VS-150 EBUO4;
- транзисторы IRG4PC50UDPBF IGBT 600В 55А 60кГц;
- высокоскоростной ШИП – контролер для импульсных источников питания UC3825N;
- реле мягкого пуска Finder, с шагом 3,5 16А 250В;
- резистор силовой SQP3BT 47Ом;
- фильтр подавления ЭМП B82731-N2102-A20;
- конденсаторы 470мКф 450В серия LS 35×45;
- радиаторы Hs 113-50 50x85x24;
- вентилятор DEEPCOOL WIND BLADE 80, 80мм;
- диодный мост КЦ405 90-92;
Сборка, пошаговая инструкция
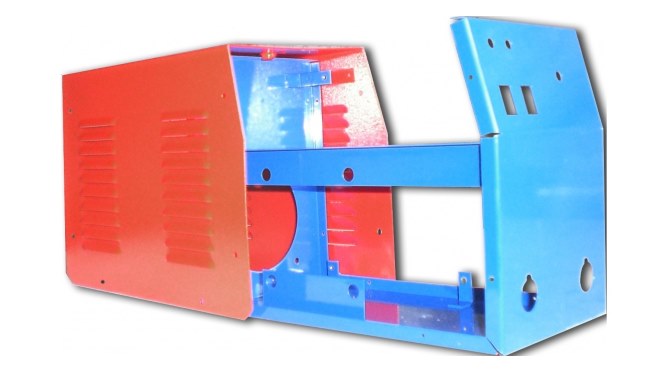
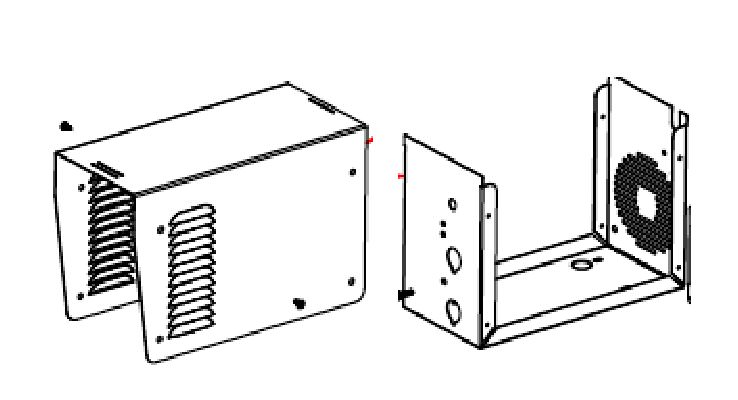
Начинаем сборку с конструкции корпуса. Размечаем на металлическом листе две части оболочки. На рисунке изображены п-образные заводские половинки.
В домашних условиях сделать точно такие кожуха невозможно, но по примеру можно попытаться:
Разъяснение:
- Размеченный лист режим болгаркой, а затем гнем на гибочном самодельном станке.
- Внутрь основания устанавливаем перемычки, на которых будут платы.
- На Ш – образные пластины наматываем обмотки. Первичная обмотка – 100 витков, между слоями подкладываем прокладку, тонкую, плотную бумагу. Вторичная обмотка – 50 витков.
- Устанавливаем с помощью паяльника и припоя детали на приготовленные платы по схемам.
- Транзисторы и диоды устанавливаем на радиаторы. Между ними наносим теплопроводную пасту КПТ-8.
- Схемы соединяем изолированными проводниками. Не так важен диаметр, как длина, которая не должна превышать 140мм. Провода должны быть скручены между собой.
Похожий пример сборки указан на изображении:
Настройка инвертора
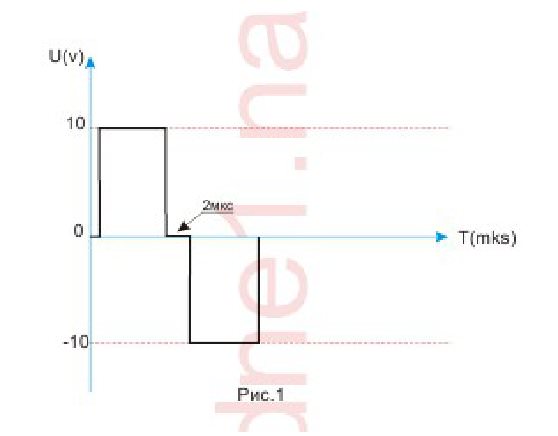
Настройку преобразователя будем проводить в диапазоне 20-85кГц:
- Даем нагрузку на обмотку понижающего трансформатора.
- Сравниваем вид сигнала с правильным рисунком
Разъяснения:
- Ступенька смены полярности должна быть не меньше 1,2мкс.
- Важно настраивать аппарат под нагрузкой для получения максимальных параметров собранного оборудования.
- К выходам подключаем примерное сопротивление в 0,14Ом.
- Дальше подключаем генератор, к диодному мосту рассчитывая фазы.
- Питание должно быть 12-25В во вторичную обмотку силового трансформатора подключаем лампочку.
- Регулируя частоту , добиваемся наиболее яркого горения дуги.
- В случае поломки транзистора или диода придется производить замену сгоревшей детали.
- Настройку провести заново.
Если выходные параметры не соответствуют требуемым, возможно причина в неправильной или некачественной обмотке трансформатора. Не соблюдены зазоры между обмоткой или плохая подкладка между слоями.
Напряжение на выходе стабилизаторов должно быть +15В и -15В.
На резисторе перед драйвером подключаем потенциометр регулятора тока на минимум.
Имитируем увеличение тока. На выходе, напряжение повышается до 5В. ШИМ-сигнал выдает частоту 30кГЦ.
При повышении тока, напряжение повышается, а сигнал частоты становится меньше. В конце. настройку проводить с инвертором. Настраиваем максимальный ток, затем с помощью потенциометра устанавливаем частоту ШИМ-сигнала равной 30кГц.
Правила использования

Сварочное оборудование требует к себе ответственное отношение:
- Перед работой подготовьте рабочие место. Нормально когда много свободного пространства.
- Инвертор плохо реагирует на перепады температур, погодные условия.
- Избегайте пыли. Она очень хорошо проводит ток. На промышленных предприятиях есть сжатый воздух, которым можно продувать оборудование.
- Не перегревайте аппарат. Интенсивные электрические процессы, протекающие в схемах, приводят к большому их нагреву. Перегоревшая деталь — частая проблема поломки. В среднем, непрерывная работа длится 5-6 минут.
- Выбор проводов для кабелей зависит от толщины электрода. Для бытовых потребностей используйте диаметр 3мм. Сварка таким диаметром позволит использовать тонкие и легкие кабеля. Их длина не должна быть больше 1,5м.
- Перед работой проводится проверка всех соединений проводов, чтобы избежать нарушений с подачей тока.
- Присоедините плюс к металлу, минус на держателе. Включите аппарат в розетку и нажмите кнопку пуск на задней панели. Настройте сварочный ток. Его сила должна быть достаточной, чтобы расплавлять, но не пережигать металл.
- Работать требуется в специальной, негорящей одежде, в рукавицах и щитке.
Затраты при самостоятельной сборке
В данном разделе приводится подсчет средств, вложенных в сборку сварочного инвертора. В списке приведены основные элементы оборудования. Все, что не вошло в список, имеет малое значение.
Цена, напротив, указана за одну единицу:
- теплопроводная паста — КПТ-8 200р;
- ферритовый сердечник — 170р;
- катушка провода — ПЭТВ d=1,5 для обмотки трансформатора 550р;
И список деталей:
- силовые диоды VS-150 EBUO4 390р-1шт;
- транзисторы IRG4PC50UDPBF IGBT 600В 55А 60кГц 230-1шт;
- высокоскоростной ШИП – контролер для импульсных источников питания UC3825N 300р-1шт;
- реле мягкого пуска Finder, с шагом 3,5 16А 250В 70р;
- резистор силовой SQP3BT 47Ом 9р;
- фильтр подавления ЭМП B82731-N2102-A20 57р;
- конденсаторы 470мКф 450В серия LS 35×45 770р-1шт;
- радиаторы Hs 113-50 50x85x24 180р-1шт;
- вентилятор DEEPCOOL WIND BLADE 80, 80мм 260р;
- диодный мост КЦ405 90-92 27р;
Принцип действия
Инвертор – источник питания электрической дуги. Обладая малыми габаритами, он обеспечивает стабильное горение электрода. Поддерживать эти процессы удается несколько раз выпрямленному и преобразованному напряжению.
Сравним обычный трансформатор с его конкурентом. Первый служит для понижения напряжения сети до 60В. Мощная медная обмотка позволяла после этого пропускать высокий ток. Простая конструкция имеет минусы — расход меди, большой вес.
Убрать эти 2 недостатка получилось с помощью повышения рабочего импульса с 0,05кГц до 65кГц.
Упрощенная схема изменения энергии показана на рисунке:
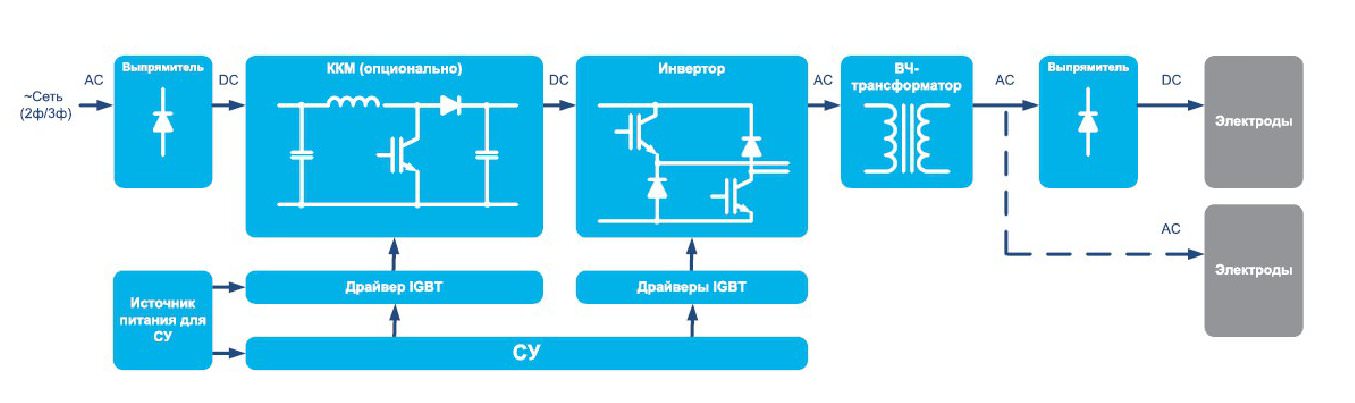
Разъяснения схемы:
- Напряжение сети 220В с колебанием 50Гц проходят через диодный выпрямитель. Это делается для питания транзисторов, на которых собрана инверторная схема.
- Под сглаженное напряжение они переключаются с огромной скоростью.
- Включение-выключение контролирует специальные драйвера и система управления.
- Полученная частот а в зависимости от качества транзисторов увеличивается во много раз.
- Схема инвертора подключена к трансформатору. Он принимает около 60-65кГц и по законам физики маленький, и легкий он может выдать ток такой же силы, как и его большой брат.
- К трансформатору подключен второй набор диодов. Поскольку частота увеличена на этот выпрямитель, устанавливаются более мощные двойные диоды.
- Пройдя эти все ступени , сварочный ток зажигает дугу и создает условия для качественного процесса сварки.
- Убавление числа витков
- Монтажные работы: рекомендации
- Основные неполадки и их ремонт
Практически все сварочные аппараты сделаны по одному и тому же принципу. Применяется инверторная схема, в которой силовыми переключателями являются полевые транзисторы большой мощности. Благодаря такой схеме произошло уменьшение веса сварочного аппарата, снизились размеры самого устройства. Ее применение предоставляет возможность уменьшить массу и габариты конструкции.
В магазинах и на рынке предлагается большой ассортимент таких сварочных аппаратов. Все они имеют одинаковый принцип действия, но стоимость такого сварочного инвертора довольно высока. Поэтому появляется вопрос: как сделать сварочный инвертор своими руками? Прежде чем ответить на него, необходимо разобраться в его устройстве и в работе внутренней схемы.
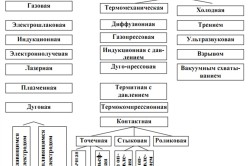
Виды сварки и сварочные аппараты
Технологический процесс сварки имеет несколько разновидностей:
- дуговую;
- электрошлаковую:
- плазменную;
- электронно-лучевую;
- лазерную;
- газовую;
- контактную;
- ультразвуковую;
- точечную.
Для работы в домашних условиях, на своем приусадебном участке хватает самой обыкновенной электродуговой сварки. Для такого вида сварочных работ изготавливаются два типа сварочных аппаратов:
- трансформаторные;
- инверторные.
Трансформаторный сварочный аппарат может работать практически на любом виде тока. У такого устройства нескольких положительных характеристик:
- надежность;
- простота обслуживания;
- долговечность;
- большой вес.
Однако такой сварочный аппарат реагирует на скачки напряжения. При падении напряжения, когда оно менее 200 вольт, все работы практически прекращаются, так как очень сложно получить дугу и удерживать ее постоянно.
Инверторный сварочный аппарат является изобретением последних десятилетий. Он значительно облегчает работу сварщика. За счет применения современной электронной начинки намного уменьшилась масса аппарата.
Теперь она не превышает 5 кг. Сварочный аппарат инвертор способен стабилизировать ток. Он может функционировать, когда в сети происходит падение напряжения. Такой аппарат тонко чувствует повышение температуры и сильный нагрев. Работа на инверторе требует особых навыков, аккуратности и осторожности.
Вернуться к оглавлению
Подготовка основы для изготовления самодельного инвертора

Базой сварочного инвертора может стать обыкновенный трансформатор от домашней микроволновой печи. В состав трансформатора входят:
- катушки;
- медный провод;
- железо;
- эмаль.
Одна катушка играет роль первичной обмотки, другая, естественно, вторичной. Цветной медный провод намотан на сердцевину, сделанную из железа, и покрыт эмалью.
Каждая катушка имеет определенное число витков. Электрическая сеть работает в паре с первичной обмоткой. Благодаря индукции происходит образование тока во вторичной обмотке. Он имеет напряжение намного ниже того, которое возникло в первичной обмотке. Зато амперный показатель намного выше.
Для работы инвертору нужен постоянный ток, который можно регулировать.
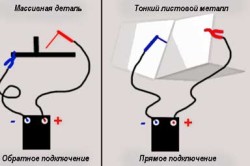
Максимальное значение тока может достигать 130 ампер. На первичной обмотке максимальным будет 20 А. Чтобы получить качественное сварное соединение, применяются электроды, диаметр которых не превышает 3 мм. Включение сварочного напряжения выполняется тумблером, расположенным на электрододержателе. Сварочный аппарат такого типа способен выполнять сварку при обратной полярности. В результате можно сваривать тонкие стальные листы.
Вернуться к оглавлению
Убавление числа витков
Уменьшение количества витков просто необходимо, так как трансформатор СВЧ печи дает напряжение более 2000 вольт. Поэтому он требует усовершенствования. Для нормальной работы необходимо сделать следующее:
- увеличить значение тока;
- уменьшить напряжение.
Каждый профессиональный сварщик хорошо знает, что очень маленький ток отрицательно сказывается на качестве сварки. Если будет иметь место большая сила тока, не только произойдет горение электрода, но и будет испорчен сам металл.
Для хорошей работы нужно перемотать вторичную обмотку. Каждый виток должен иметь плотное соприкосновение с последующим, однако провод намотки уже другой. Для этого применяется провод, покрытый эмалью. Перед началом работ разрезается старая обмотка и удаляется из катушки. Работу нужно делать аккуратно и осторожно, чтобы не испортить первичную обмотку.
Новый провод должен иметь конкретное сечение, а намотка выполняется с определенным числом витков. Все эти параметры зависят от вида трансформатора. Поэтому невозможно точно сказать, каким конкретно должны быть эти данные. Все расчеты сделать очень просто, достаточно заглянуть в школьный учебник физики или воспользоваться услугами специального онлайн-калькулятора.
После изготовления новой обмотки ее нужно обязательно закрыть токоизоляционным лаком.
Вернуться к оглавлению
Для самодельного сварочного инвертора необходимо подобрать корпус, в который будут вставляться все детали. Желательно, чтобы такая емкость была компактной и удобной в транспортировке.

Трансформаторы должны крепиться последовательно, один за другим. Тогда произойдет уменьшение тока до 50 ампер. Первичные обмотки устанавливаются параллельно, вторичные можно размещать последовательно. Такой монтаж позволит получить:
- 60 ампер при работе с нагрузкой;
- 38 вольт на выходе.
Детали электрической схемы монтируются на заводской плате. Монтаж схемы блока питания, его платы и драйверов осуществляется отдельно. Металлическим листом от платы отделяется силовая часть. Лист подсоединен к корпусу инвертора. Управляющие проводники соединяются попарно. Их нужно припаять рядом с ножками транзисторов. Размер таких проводников обычно не больше 15 см, диаметр провода значения не имеет.
Когда выполняются сборочные работы, необходимо обязательно сделать армирование силовых дорожек. Простого лужения здесь не хватит, необходимо пропаять все дорожки медной проволокой. Простой припой может расплавиться, в результате сгорят все транзисторы.
Чтобы более качественно происходил отвод тепла от мощных тринисторов, их устанавливают на специальный радиатор, крепящийся к плате. Габариты радиаторов, интенсивность обдува сильно влияют на эксплуатационные характеристики сварочного инвертора. Чем они лучше, тем дольше будет работать аппарат. Материалом для платы является тонкий текстолит, толщина которого не превышает 1,5 мм.
Вернуться к оглавлению
Система охлаждения: особенности

В корпус самодельного сварочного инвертора устанавливают два вентилятора, с каждой стороны по одному. Они вытягивают воздух и работают от блока питания обыкновенного компьютера. Для поступления воздуха в корпус инвертора снизу делаются сквозные отверстия, которых может быть несколько десятков.
Чтобы система охлаждения была более надежной и сильной, устанавливают еще один дополнительный вентилятор. Он монтируется прямо в корпус инвертора.
Выполнять сварочные операции с таким инвертором гораздо легче, чем использовать трансформаторный агрегат. Качество шва получается намного выше. Таким аппаратом можно варить:
- черный металл;
- цветной металл;
- нержавейку;
- тонкие стальные листы.
Чтобы собрать сварочный инвертор, необходимо заранее подготовить:
- блок питания;
- драйверы;
- скотч;
- силовые агрегаты.
Для регулировки блока питания подбирается сопротивление, которое могло бы создать питание в 20 вольт. Очень важно, чтобы входные выпрямители имели мощные радиаторы.

Внутрь корпуса устанавливается термический датчик, так как он будет улавливать максимальную температуру нагрева.
В качестве блока управления сварочного инвертора устанавливается ШИМ-контроллер. Он пользуется только одним каналом настройки. От него зависит, какой будет дуга, насколько стабильно она будет гореть. Установленный конденсатор определит напряжение контроллера. Именно он влияет на величину сварочного тока.
Держак, массу кабеля и другие аксессуары можно приобрести в любом специализированном магазине, их стоимость доступна каждому потребителю.
Самой важной частью приобретенного или самодельного сварочного инвертора является схема. Провод в сварочном инверторе не обматывается материалом для термоизоляции. За основу можно взять плиту из дюралюминия. К ней понадобится присоединить несколько проводов и проводников, которые будут отдавать тепло. Для обдува понадобится использовать вентилятор большой мощности (в данном случае может использоваться радиатор от автомобиля). Также будут необходимы радиаторы диодов выпрямления и дроссель. Последний элемент прижимается к конструкции через прокладочный материал для уплотнения.
Самодельный сварочный аппарат не сможет работать без дроссельного устройства. Его можно изготовить из медных сердечников. Подобные элементы чаще всего установлены в строчных трансформаторах. Если таких приспособлений нет, можно их изготовить своими руками из деталей телевизоров или приобрести на строительном рынке. Диоды прижимаются к основанию инверторной схемы, после чего к ним подсоединяются уплотнители для изоляции и стабилизаторы напряжения.
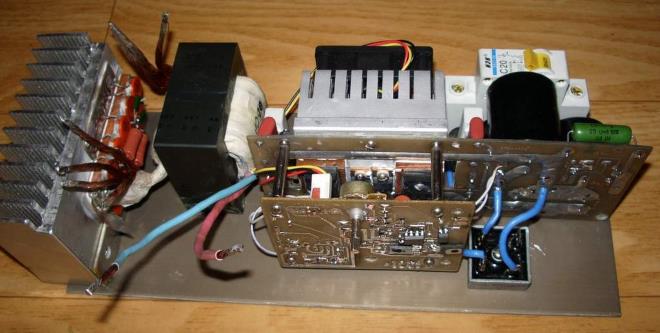
Пример изготовления сварочного инвертора
В подобной конструкции будет использоваться нестандартный трансформатор, так как магнитный провод в нем имеет сечение 2 мм. Подобный провод не покрывается изоляционными материалами, однако можно использовать и защищенный кабель.
Пучок проводника собирается из нескольких проводков, их тоже нужно будет изолировать изолентой или полосой из фторопласта. Схему изготавливаемой конструкции для сварки можно увидеть на рис 1. Благодаря подобной вторичной обмотке лента из фторопласта будет расходоваться очень экономно, так как щель между изоляциями уже присутствует. Благодаря данному зазору можно производить охлаждение трансформатора тока. Если будет использована данная схема, то не понадобится дополнительно устанавливать какие-либо тиристоры или транзисторы.

Рисунок 1. Пучок проводника из различных проводков необходимо изолировать изолентой.
Проводники надо будет развести в разные стороны, чтобы они не контачили и не вызывали сбоев в процессе работы. После этого на транзисторе нужно произвести монтаж силового моста. Он выполняется навесом. В данном случае понадобится использовать медный шнур сечением 2 мм без изоляции. Его следует залудить и обмотать обыкновенными нитками в несколько слоев. Подобный проводник имеет защиту от повреждений в процессе пайки или сварки. Для фиксации можно использовать пятки для изоляции, на которые будет переноситься нагрузка с транзисторов. Таким образом можно продлить работоспособность.
Транзисторы нужно дополнительно прижать к радиатору. Их можно закрепить при помощи использования пластинок из дюралюминия. Подобные прокладки следует привинтить с помощью винтов небольших размеров. Данные крепежные элементы удобно использовать при изготовлении маленького самодельного аппарата для сварки.
Вентилятор будет охлаждать несколько мостов, но каждый из мостов следует ограждать изоляционным слоем.
Вентиляция вторичной обмотки имеет большое значение. Если есть необходимость, то можно вывести вторичную обмотку на ферритовые цилиндры. В данном случае можно использовать и приемник питания со средними волнами, из которого энергия сможет поступать к сердечникам.
Как сделать импульсный инверторный сварочный аппарат своими руками?
Принципиальная схема инверторного устройства сварочного аппарата.
Импульсный инвертор можно сделать своими руками в домашних условиях. Следует помнить, что обмотки могут наматываться лишь на полную ширину каркаса. В таком случае трансформатор станет более устойчив к перепадам напряжения и воздействиям окружающей среды. Для того чтобы изготовить сварочный аппарат подобного типа, понадобится подготовить следующие элементы:
- преобразователь трансформатора на 41 Гц;
- элементы для уплотнения
- жестянка из меди;
- изолента;
- чертежи инверторов.
В данном случае будет рассмотрен пример изготовления одноконтактного инвертора, который функционирует с помощью углекислого газа или аргона.
Вторичная обмотка в данном варианте наматывается в несколько слоев. На ферритный сердечник надо будет намотать дроссель. Через трансформаторное устройство нужно закрепить специальные кольца к первичной или вторичной обмотке.

Рисунок 2. Схема работы импульсного инверторного сварочного аппарата.
Чтобы производить охлаждение самодельного инвертора для сварки, понадобится использовать специальный компьютерный радиатор, который отлично подходит и по мощности, и по потреблению энергии. Импульсное трансформаторное приспособление наматывается полосой из меди, так как алюминиевые провода не смогут выдержать перепадов непостоянного тока.
Бесперебойная работа конструкции будет напрямую зависеть не только от величины тока, но и от толщины провода. Если будет намотана обмотка толстым слоем, то получится обратный скин-эффект, который может негативно сказаться на работе остальных бытовых конструкциях.
Вес подобного приспособления составляет приблизительно 5-10 кг, его пропускная способность составляет 30-150 А. Схему подобной конструкции можно увидеть на рис. 2.
Как настроить работу самодельного инвертора?
Изготовить подобную конструкцию можно с легкостью своими руками, при этом понадобится незначительное количество материалов. Однако правильно настроить данное приспособление самостоятельно сможет далеко не каждый, потому может потребоваться помощь высококвалифицированных специалистов с опытом работы.
Если все же есть желание произвести настройку инвертора самостоятельно, то следует знать последовательность действий. Настройка конструкции состоит из следующих этапов:
Рисунок 3. Схема источника питания инвертора.
- Прежде всего понадобится подключить сварочный аппарат к электросети. После этого блок должен начать издавать громкие звуки. Это означает, что приспособление передает ток. Электричество должно подаваться на емкостный вентилятор. Только в таком случае будет возможность уменьшить нагреваемость аппарата и громкость его работы.
- Для того чтобы замкнуть резистор, понадобится подключить реле. Данный элемент следует подключать исключительно после зарядки конденсаторов. Подобные действия способны существенно уменьшить перепады тока в процессе включения аппарата для сварки в сеть 220 В.
- Следует помнить, что если подсоединить трансформатор без резистора, то может произойти взрыв. Все изготавливаемые инверторы будут пропускать по 100 А и более, точный уровень определяется исходя из того, какая плата использовалась в процессе разработки. Для определения уровня следует использовать мультиметр. Понадобится выполнить следующие действия: первым делом устройство включается в режиме амперметра, после чего выполняется замер периодичности поступающих импульсов.
- Сварку понадобится проверить на усилителе, который будет проводить сигнал к блоку. Средняя амплитуда составляет 15 В (если изготавливается сварочный аппарат небольшой мощности). Далее, нужно будет проверить правильность сборки моста. Для этого на инвертор нужно подать питание 16 В. Следует помнить, что холостой ход сможет преобразовывать только 100 мА. Чтобы произвести правильные контрольные замеры, понадобится учитывать данный показатель.
- Проверить работу инвертора для сварки можно с помощью осциллографа. Импульсы, которые исходят от обмоток, должны быть одинаковыми.
- Понадобится проконтролировать трансформатор для сварки под управлением силовых конденсаторных приспособлений. Необходимо изменить пропускной уровень на больший, после чего подключить осциллограф. Важно следить за формой сигнала, который исходит от коллектора.
Схема источника питания инвертора изображена на рис. 3.
Как правильно использовать инвертор для сварки?
При включении инвертора в электросеть контроллер автоматически выставит величину задания тока сварки на 120 А. Если после включения напряжение в проводах конструкции не превысит 100 В, то на индикаторе можно будет увидеть много восьмерок. Подобные цифры указывают на неисправность устройства. При нормальном запуске данные цифры должны смениться значением тока 120 А. Величина задания тока может изменяться с помощью кнопок.
Чтобы контролировать температуру конструкции в процессе работы, нужно нажать все кнопки одновременно. При нажатии индикатор должен показывать заданную температуру радиаторной конструкции.
Если температура радиаторного устройства в процессе работы превысит 75 °С, то индикатор начнет отображать температуру конструкции, после чего включится звуковой сигнал. Работа инверторной конструкции не заблокируется, но ток автоматически снизится до 20 А.
Как только температура будет составлять менее 65 °С, звуковой сигнал выключится. Ток в данном случае будет составлять 20 А. Индикация будет такой, как до превышения температуры.
Если оборвется температурный датчик, то индикатор должен выдать код ошибки Ert1. После этого включится звуковой сигнал. Работа инверторного приспособления заблокирована не будет, но величина тока автоматически изменится до 20 А. Если температурный датчик замкнется, то индикатор должен выдать код ошибки Ert0. После этого включится звуковой сигнал, а ток снизится до 20 А.
Нюансы, которые следует учитывать в процессе изготовления сварочного инвертора
- При намотке в качестве термопрослойки можно использовать обыкновенную бумагу с кассового аппарата. Подойдет и бумага для ксерокса, однако она имеет плохие механические характеристики. Материал должен быть прочным.
- Нельзя наматывать толстый провод. Приспособление работает на высоких токах, которые не смогут задействовать сердцевину в проводнике большой толщины. В результате произойдет сильный перегрев трансформаторной конструкции. Лучше всего использовать медную ленту небольшой толщины.
- Вторичная обмотка компонуется из нескольких полос меди, которые отделяются друг от друга. В данном случае также понадобится произвести обмотку бумагой из кассового аппарата. Альтернативным вариантом является использование провода ПЭВ сечением до 0,7 мм. Данный элемент имеет большое количество жил, что является дополнительным преимуществом. Однако провода имеют большие зазоры воздуха, следовательно, площадь сечения будет приблизительно на 30% меньше, чем в случае применения медного провода.
- В конструкции понадобится обязательно предусмотреть вентилятор для охлаждения, так как обмотка сильно нагревается в процессе работы. В данном случае можно использовать обыкновенный кулер от системного блока компьютера.
Инвертор для сварки является популярной и необходимой конструкцией, которая достаточно часто используется как в условиях промышленности, так и дома.