Запояване с поялник
Запояването с поялник е един от най-разпространените и прости методи за запояване, но има две съществени ограничения. Първо, поялник може да се запоява само с нискотопими (меки) припои, и второ, те не могат (или във всеки случай е трудно) да запояват масивни части с голям радиатор - поради невъзможността за нагряване ги до температурата на топене на спойката. Последното ограничение се преодолява чрез нагряване на запояваната част с външен източник на топлина - газова горелка, електрическа или газова печка или по друг начин - но това усложнява процеса на запояване.
Преди да запоявате с поялник, трябва да вземете всичко необходимо. Основните инструменти и материали, без които запояването е невъзможно, включват самия поялник, спойка и поток.
Поялници
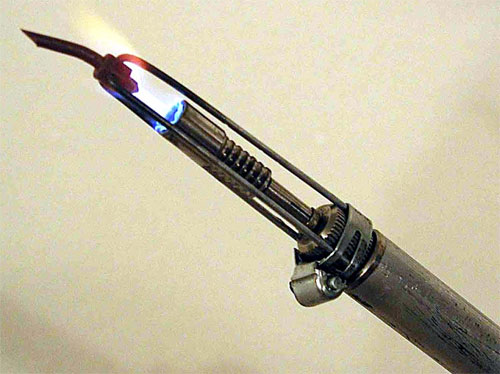
Според начина на нагряване поялниците биват "нормални" - електрически (със спирален или керамичен нагревател), газови (с газова горелка), топловъздушни (топлината се предава от въздушния поток), индукционни. Масивните чукови поялници могат да се нагряват не само с електричество, но и по стария начин - с открит пламък.
Как да използвате такъв поялник, можете да научите от описанията на технологията на работа с калай, там те се използват най-често. В днешно време обикновено се използват електрически поялници поради тяхната наличност и лекота на използване. Но първите поялници се нагряваха с открит пламък.

Основният параметър, по който се избира поялник, е неговата мощност, която определя количеството топлинен поток, предаван на запоените части. За запояване на електронни компоненти се използват устройства с мощност до 40 W. Тънкостенните части (с дебелина на стената до 1 мм) изискват мощност от 80-100 вата.

За части с дебелина на стената от 2 мм или повече ще ви трябват поялници с мощност над 100 вата. Това са по-специално чукови електрически поялници, които консумират до 250 W и повече. Най-енергоемките поялници включват например чуковия поялник Ersa Hammer 550 с мощност 550 W. Може да се нагрява до температура 600°C и е предназначен за запояване на особено масивни части - радиатори, машинни части. Но той има неадекватна цена.

В допълнение към масивността на частта, топлопроводимостта на запоения метал също влияе върху необходимата мощност на поялника. С увеличаването му трябва да се увеличи мощността на устройството и температурата на неговото нагряване. При запояване на медни части с поялник, той трябва да се нагрее по-силно, отколкото при запояване на част от същата маса, но изработена от стомана. Между другото, при работа с медни продукти може да възникне ситуация, когато поради високата топлопроводимост на метала по време на запояване ще настъпи разпояване на предварително завършени места.
Припои
При запояване с електрически поялници се използват нискотемпературни калаено-оловни (POS-30, POS-40, POS-61), калаено-сребърни (PSr-2, PSr-2.5) или други припои и чист калай. Недостатъците на припоите, съдържащи олово, включват вредността на последното, предимствата са по-доброто качество на запояване от безоловните припои. Чистият калай се използва за спояване на съдове за храна.
Потоци
Общоприето е, че калай, сребро, злато, мед, месинг, бронз, олово, никел сребро са добре запоени. Задоволително - въглеродни и нисколегирани стомани, никел, цинк. Лоши - алуминий, високолегирани и неръждаеми стомани, алуминиев бронз, чугун, хром, титан, магнезий. Въпреки това, без да се оспорват тези данни, може да се твърди, че няма лошо запоен метал, има лоша подготовка на детайла, неправилно избран поток и неправилни температурни условия.Изборът на правилния флюс за запояване означава решаване на основния проблем със запояването. Качеството на потока определя преди всичко способността за запояване на даден метал, лекотата или трудността на самия процес на запояване и здравината на съединението. Флюсът трябва да съответства на материала на запоените продукти - способността му да разрушава оксидния си филм.
Киселинни (активни) флюсове, като "Soldering Acid" на базата на цинков хлорид, не могат да се използват при запояване на електронни компоненти, тъй като те провеждат добре електричество и причиняват корозия, но поради своята агресивност те подготвят повърхността много добре и следователно са незаменим при запояване на метални конструкции и колкото по-химически устойчив е металът, толкова по-активен трябва да бъде потокът. Остатъците от активни флюси трябва внимателно да се отстранят след приключване на запояването.
Ефективните потоци за запояване на стомана са воден разтвор на цинков хлорид, запояващи киселини на негова основа, поток LTI-120. Можете да използвате други, по-силни флюсове, които изобилстват на пазара.

Основната разлика между запояване на неръждаеми стомани и запояване на въглеродни и нисколегирани стомани е необходимостта от използване на по-активни флюсове, които са необходими за унищожаване на химически устойчивите оксиди, с които са покрити неръждаемите стомани. Що се отнася до чугуна, той трябва да бъде запоен с високотемпературно запояване и следователно електрическият поялник не е подходящ за тази цел.
За неръждаема стомана се използва фосфорна киселина. Добре се справя с химически устойчив оксиден филм и специализирани потоци, като например F-38.

За поцинковано желязо можете да използвате състав, съдържащ колофон, етилов алкохол, цинков хлорид и амониев хлорид (флюс LK-2).
Помощни материали и устройства
Можете да се справите без някои устройства и материали, използвани за запояване, но тяхното присъствие прави работата много по-удобна и комфортна.Поставка за поялникслужи за гарантиране, че нагрятият поялник не докосва масата или други предмети. Ако не идва с поялник, той се закупува отделно или се прави самостоятелно. Най-простата стойка може да бъде направена от тънък лист калай, като се изрежат жлебове в него за полагане на инструмента.
![]()
Мокра коприна или пяна гъба, поставен в гнездо за предотвратяване на изпадане, е много по-удобно да почиствате върха на поялника, отколкото с обикновена кърпа. За същите цели могат да служат и месингови стружки.

Можете да премахнете излишната спойка от повърхността на частите, като използвате специално засмукванеили плитки. Първият по външен вид и дизайн прилича на спринцовка, оборудвана с пружина. Преди употреба, той трябва да се вдигне чрез удавяне на главата на стеблото. Довеждайки чучура до разтопената спойка, пружината се спуска чрез натискане на бутона за освобождаване. В резултат на това излишната спойка се изтегля в подвижната глава.

Това е оплетка от флюсирани тънки медни жици. Като прикрепите края му към припоя и го натиснете отгоре с поялник, благодарение на капилярните сили можете да съберете целия излишен припой в него като попивателна машина. Върхът на плитката, наситен с спойка, просто се отрязва.


Много полезно устройство се нарича трета ръка(Инструмент от трета ръка). Когато работите с поялник, понякога има катастрофално „недостатъчни ръце“ - единият е зает със самия поялник, другият с спойка, но все пак трябва да държите частите, които ще запоявате, в определено положение. "Третата ръка" е удобна с това, че нейните скоби могат лесно да се монтират във всяка позиция една спрямо друга.

Държач за спойка "Трета ръка"
Запоените части се нагряват до висока температура, докосването им може да причини изгаряния. Ето защо е желателно да имате различни затягащи устройства, които ви позволяват да манипулирате нагрети части - клещи, пинсети, щипки.
Подготовка на поялника за работа
Първият път, когато включите поялника, той може да започне да пуши. Няма нищо лошо в това, маслата, използвани за запазване на поялника, просто изгарят. Просто трябва да проветрите стаята.Преди да използвате поялника, трябва да подготвите върха му. Подготовката зависи от оригиналната му форма. Ако върхът е от чиста мед, върхът може да бъде изкован във формата на отвертка, което ще уплътни медта и ще я направи по-устойчива на износване. Можете просто да го заточите с шкурка или файл, като му придадете необходимата форма - под формата на остър или пресечен конус с различен ъгъл, тетраедрична пирамида, ъглова фаска от едната страна. Металните покрития от никел се използват за защита на медта от окисление. Ако поялникът има такова покритие, тогава той не може да бъде изкован и заточен, за да се избегне повреда на слоя покритие.
Има унифициран набор от форми на накрайници, но можете, разбира се, да използвате всяка форма, подходяща за конкретна работа.

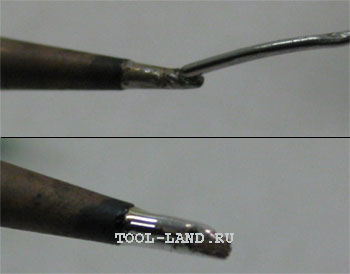
При запояване на масивни части площта на контакт между поялника и детайла трябва да бъде възможно най-голяма, за да се осигури по-добър пренос на топлина. В този случай ъгловото заточване на кръгъл прът се счита за най-доброто (2 на снимката по-горе). Ако възнамерявате да запоявате малки части, тогава ще свършите работа с остър конус (4), нож или други форми с малки ъгли.
Инструкцията за работа с поялник с меден накрайник без покритие съдържа едно задължително изискване - калайдисване на "жилото" на нов поялник, за да се предпази от окисляване и износване. И това трябва да стане при първото загряване, без забавяне. В противен случай "ужилването" ще бъде покрито с тънък слой котлен камък и спойката няма да иска да се залепи за него. Това може да стане по различни начини. Загрейте поялника до работна температура, докоснете "жилото" до колофона, разтопете спойката върху него и го смилайте върху парче дърво. Или избършете нагрятия връх с кърпа, навлажнена с разтвор на цинков хлорид, разтопете припой върху него и го разтрийте върху върха с парче амоняк или каменна сол. Основното е, че в резултат на тези операции работната част на върха е напълно покрита с тънък слой спойка.
Необходимостта от калайдисване на върха се дължи на факта, че потокът постепенно корозира и спойката разтваря върха. Поради загубата на форма е необходимо редовно да се заточва жилото и колкото по-активен е потокът, толкова по-често, понякога няколко пъти на ден. За никелирани накрайници никелът затваря достъпа до медта, като го предпазва, но такива накрайници изискват внимателно боравене, те се страхуват от прегряване и не е факт, че производителят е направил достатъчно висококачествено покритие, за което изисква надплащане .
Подготовка на части за запояване
Подготовката на части за запояване включва извършване на едни и същи операции, независимо от това какъв тип (нискотемпературно или високотемпературно) запояване се извършва и какъв източник на нагряване (електрически или газов поялник, газова горелка, индуктор или нещо друго) се използва.На първо място, това е почистване на детайла от мръсотия и обезмасляване. Тук няма специални тънкости - трябва да почистите частта от масла, мазнини, мръсотия с помощта на разтворители (бензин, ацетон или други). Ако има ръжда, тя трябва да се отстрани с подходящи механични средства - с помощта на шкурка, телена четка или шкурка. При високолегирани и неръждаеми стомани е желателно съединените ръбове да се шлифоват с абразивен инструмент, тъй като оксидният филм на тези метали е особено здрав.
Температура на запояване
Температурата на нагряване на поялника е най-важният параметър, качеството на запояване зависи от температурата. Недостатъчната температура се проявява във факта, че спойката не се разпространява по повърхността на продукта, а лежи на бучка, въпреки подготовката на повърхността с поток. Но дори ако запояването се оказа външно (спойката се разтопи и се разпространи върху ставата), спойката се оказва разхлабена, матова на цвят и има ниска механична якост.Температурата на запояване (температурата на запоените части) трябва да бъде с 40-80°C по-висока от температурата на топене на спойката, а температурата на нагряване на върха трябва да бъде с 20-40°C по-висока от температурата на запояване. Последното изискване се дължи на факта, че при контакт с частите, които ще бъдат запоени, температурата на поялника ще намалее поради отвеждане на топлината. Така температурата на нагряване на върха трябва да надвишава температурата на топене на спойката с 60-120°C. Ако се използва станция за запояване, тогава необходимата температура се задава просто от регулатора. При използване на поялник без контрол на температурата е възможно да се оцени действителната му стойност, когато се използва колофон като поток, чрез поведението на колофона при докосване на поялника. Трябва да заври и да изпуска обилно пара, но да не изгори моментално, а да остане на върха под формата на врящи капки.
Прегряването на поялника също е вредно, то води до изгаряне на флюса и овъгляване, преди да активира повърхността на спойка. Прегряването се доказва от тъмен филм от оксиди, който се появява върху спойката, разположена на върха на поялника, както и от факта, че не се задържа върху "жилото", изтичащо от него.
техника на запояване
Има два основни начина за запояване с поялник:- Подаване (източване) на спойка към запоени части от върха на поялника.
- Подаване на припой директно към частите за запояване (към подложката).
При всеки метод е необходимо първо да подготвите частите за запояване, да ги монтирате и фиксирате в първоначалното им положение, да загреете поялника и да навлажнете мястото на спойката с поток. Допълнителните стъпки се различават в зависимост от използвания метод.
При подаване на припой от поялник, върху него се разтопява известно количество припой (за задържане на върха) и "жилото" се притиска към частите за запояване. В този случай потокът ще започне да кипи и да се изпарява, а разтопената спойка преминава от поялника към кръстовището. Придвижвайки върха по бъдещия шев, спойката се разпределя върху ставата.
Спойка върху желето може да е достатъчна, ако върхът току-що е придобил метален блясък. Ако формата на върха се е променила забележимо, тогава има твърде много спойка.

При нанасяне на спойка директно върху кръстовището, поялникът първо загрява частите до температурата на запояване и след това спойката се подава към детайла или към съединението между поялника и детайла. Топейки се, спойката ще запълни фугата между запоените части. Изберете как да запоявате с поялник - първият или вторият начин - трябва да бъде в зависимост от естеството на извършената работа. За малки части първият метод е по-добър, за големите - вторият.
Основните изисквания за висококачествено запояване включват:
- добро нагряване на поялника и запоените части;
- достатъчно количество поток;
- въвеждане на необходимото количество спойка - точно толкова, колкото е необходимо, но не повече.
Ето няколко съвета как правилно да запоявате с поялник.
Ако спойката не тече, а се размазва, тогава температурата на частите не е достигнала желаните стойности, трябва да увеличите температурата на нагряване на поялника или да вземете по-мощно устройство.
Не е необходимо да добавяте твърде много спойка. Висококачественото запояване предполага наличието на минимално достатъчно количество материал в съединението, при което шевът се оказва леко вдлъбнат. Ако има твърде много спойка, не е нужно да се опитвате да я прикрепите някъде на кръстовището, по-добре е да я премахнете с засмукване или плитка.
Качеството на кръстовището се показва от неговия цвят. Високо качество - кръстовището има ярък блясък. Недостатъчната температура прави структурата на кръстовището зърнеста, пореста - това е недвусмислен брак. Изгорялата спойка изглежда тъпа и има намалена якост, което в някои случаи може да е съвсем приемливо.
При използване на активни (киселинни) флюсове е задължително да се отмият остатъците им след запояване - с някакъв препарат или обикновен алкален сапун. В противен случай не може да се даде гаранция, че след известно време връзката няма да бъде унищожена от корозия от останалите киселини.
Калайдисване
Калайдисването - покриване на металната повърхност с тънък слой спойка - може да бъде или независима, крайна операция, или междинен, подготвителен етап на запояване. Когато това е подготвителният етап, успешното калайдисване на частта в повечето случаи означава, че най-трудната част от работата по запояване (съединяването на спойката към метала) е извършена и запояването на калайдисаните части заедно обикновено вече не е трудно.Калайдисване на тел. Калайдисването на краищата на електрическите проводници е една от най-честите операции. Извършва се преди запояване на проводниците към контактите, запояване заедно или за осигуряване на по-добър контакт с клемите при свързване с болтове. Удобно е да направите пръстен от калайдисан многожилен проводник, което осигурява удобство при закрепване към клемата и добър контакт.
Проводниците могат да бъдат твърди и многожилни, медни и алуминиеви, лакирани или не, чисти нови или подкислени стари. В зависимост от тези характеристики, тяхното обслужване се различава.
Най-лесният начин за калайдисване е едножилен меден проводник. Ако е нов, той не е покрит с оксиди и е калайдисан дори без оголване, просто трябва да нанесете флюс върху повърхността на жицата, да нанесете спойка върху нагрятия поялник и да преместите поялника по жицата, като леко завъртите тел. По правило калайдисването преминава без проблеми.


Ако проводника не иска да се калайдиса - поради наличието на лак (емайл) - помага обикновен аспирин. Да знаете как да запоявате таблетка аспирин (ацетилсалицилова киселина) може да бъде много полезно в някои случаи. Трябва да го поставите на дъска, да притиснете проводника към него и да го загреете за няколко секунди с поялник. В този случай таблетката започва да се топи и получената киселина разрушава лака. След това телта обикновено се калайдисва лесно.
Ако няма аспирин, изолацията от винилхлорид от електрически проводници също помага да се премахне лакът, който пречи на калайдисването от повърхността на проводника, който при нагряване освобождава вещества, които разрушават лаковото покритие. Необходимо е да натиснете проводниците с поялник към парче изолация и да го плъзнете няколко пъти между изолацията и поялника. След това облъчете жицата по обичайния начин. При премахване на лак с шкурка или нож не са необичайни порязвания и счупвания на тънки телени нишки. При оголване чрез изпичане телта може да загуби здравина и лесно да се счупи.
Трябва да се има предвид, че разтопеното PVC и аспиринът отделят във въздуха вредни за здравето вещества.
Също така, за лакирани (емайлирани) проводници можете да закупите специален поток, който премахва лака.

Новата усукана медна жица може да бъде калайдисана също толкова лесно, колкото единична нишка. Единствената функция е да го завъртите в посоката, в която жиците ще бъдат усукани, а не разплетени.
Старите проводници могат да бъдат покрити с оксиди, които предотвратяват калайдисването. Същата таблетка аспирин ще ви помогне да се справите с тях. Трябва да развиете проводника, да го поставите върху аспирин и да го загреете с поялник за няколко секунди, като движите проводника напред-назад - и проблемът с калайдисването ще изчезне.
За калайдисване на алуминиева тел ще ви е необходим специален флюс - например този, който се нарича "Алуминиев спояващ флюс". Този флюс е универсален и е подходящ и за запояване на метали с химически устойчив оксиден филм - особено неръждаема стомана. Когато го използвате, просто трябва да запомните след това да почистите връзката от остатъците от флюс, за да избегнете корозия.

Ако по време на калайдисването на проводниците върху тях се е образувал излишен прибой, можете да го премахнете, като поставите проводника вертикално с края надолу и натиснете нагрят поялник към края му. Излишната спойка ще се оттича от жицата към поялника.
Калайдисване на голяма метална повърхност
Може да се наложи калайдисване на металната повърхност, за да се предпази от корозия или за последващо запояване на друга част към нея. Дори ако е калайдисан изцяло нов лист, който външно изглежда чист, на повърхността му винаги могат да бъдат чужди вещества - консервираща смазка, различни замърсители. Ако лист, покрит с ръжда, е калайдисан, тогава той трябва да бъде почистен още повече. Следователно калайдисването винаги започва с цялостно почистване на повърхността. Ръждата се почиства с шкурка или метална четка, мазнините и маслата се отстраняват с бензин, ацетон или друг разтворител.След това с четка или друг инструмент, който съответства на флюса, се нанася флюс върху повърхността на листа (това може да не е пастообразен флюс, както е на снимката по-долу, а например разтвор на цинков хлорид или друг активен поток).

Поялник с относително голяма плоска повърхност на върха се нагрява до необходимата температура и върху повърхността на частта се нанася спойка. Желателно е мощността на поялника да бъде около 100 W или по-висока.

След това нанесете поялника върху спойката на детайла с най-голямата равнина и го задръжте в това положение. Времето за нагряване на детайла зависи от неговия размер, мощността на поялника и контактната площ. Постигането на необходимата температура се доказва от кипенето на флюса, топенето на спойката и нейното разпространение по повърхността. Постепенно спойката се разпределя по повърхността.

След калайдисване металната повърхност се почиства от остатъци от флюс с алкохол, ацетон, бензин, сапунена вода (в зависимост от химичния състав на флюса).

Ако спойката не се разпространява по металната повърхност, това може да се дължи на лошо почистване на повърхността преди калайдисване, лошо нагряване на метала (поради недостатъчна мощност на поялника, малка контактна площ, недостатъчно време за нагряване на металната част) , мръсен накрайник на поялник. Друга причина може да е грешният избор на поток или спойка.

Калайдисването може да се извърши чрез нанасяне (източване) на спойка от поялник и разпределянето му с "ужилване" по повърхността или чрез подаване на спойка директно на мястото - спойката се топи, когато докосне нагрятия метал на частта.
Припокриване на ламарина
При ремонт на каросерии, всякакъв вид тенекеджия се налага запояване на ламарина. Можете да запоявате листови части чрез припокриване по два начина - чрез предварително облъчване или използване на паста за запояване, съдържаща спойка и поток.В първия случай зоните на припокриване на частите са предварително калайдисани след механично почистване и обезмасляване. След това частите на връзката се нанасят една върху друга с калайдисани повърхности, фиксират се със затягащи устройства и се нагряват с поялник от различни страни до температурата на топене на спойката. Доказателство за успешно запояване е потокът от разтопена спойка от пролуката.
При втория метод, след подготовката на частите, контактната зона на една от частите се покрива с паста за запояване. След това частите се фиксират в желаното положение, затягат се със скоби и, както в първия случай, шевът се нагрява с поялник от двете страни.
Когато купувате спояваща паста, трябва да обърнете внимание на нейната цел, т.к. много пасти за запояване са предназначени за запояване на електроника и не съдържат активни потоци, които позволяват запояване на стомана.



Когато използвате съдържанието на този сайт, трябва да поставите активни връзки към този сайт, видими за потребителите и роботите за търсене.