Lipirea cu un fier de lipit
Lipirea cu un fier de lipit este una dintre cele mai comune și mai simple metode de lipit, dar are două limitări semnificative. În primul rând, un fier de lipit poate fi lipit numai cu lipituri cu topire scăzută (moale) și, în al doilea rând, nu pot (sau, în orice caz, este dificil) să lipiți piesele masive cu un radiator mare - din cauza imposibilității de încălzire la temperatura de topire a lipitului. Ultima limitare este depășită prin încălzirea piesei care urmează să fie lipită cu o sursă de căldură externă - un arzător cu gaz, o sobă electrică sau pe gaz sau într-un alt mod - dar acest lucru complică procesul de lipire.
Înainte de a lipi cu un fier de lipit, trebuie să obțineți tot ce aveți nevoie. Principalele instrumente și materiale fără de care lipirea este imposibilă includ fierul de lipit în sine, lipirea și fluxul.
Fiare de lipit
În funcție de metoda de încălzire, fiarele de lipit sunt „normale” - electrice (cu încălzitor în spirală sau ceramică), gaz (cu arzător cu gaz), aer cald (căldura este transferată prin flux de aer), inducție. Fiarele de lipit cu ciocan masiv pot fi încălzite nu numai cu electricitate, ci și în mod vechi - cu o flacără deschisă.
Cum să utilizați un astfel de fier de lipit, puteți afla din descrierile tehnologiei de lucru cu tablă, acolo au fost folosite cel mai des. În zilele noastre, fiarele de lipit electrice sunt de obicei folosite datorită disponibilității și ușurinței lor de utilizare. Dar primele fiare de lipit au fost încălzite de o flacără deschisă.

Principalul parametru prin care este selectat un fier de lipit este puterea acestuia, care determină cantitatea de flux de căldură transmisă pieselor lipite. Pentru lipirea componentelor electronice se folosesc dispozitive cu o putere de până la 40 W. Piesele cu pereți subțiri (cu o grosime a peretelui de până la 1 mm) necesită o putere de 80-100 wați.

Pentru piesele cu grosimea peretelui de 2 mm sau mai mult, veți avea nevoie de fiare de lipit cu o putere mai mare de 100 wați. Acestea sunt, în special, fiare de lipit electrice cu ciocan care consumă până la 250 W și mai mult. Cele mai consumabile fiare de lipit includ, de exemplu, fierul de lipit cu ciocan Ersa Hammer 550 cu o putere de 550 W. Este capabil să se încălzească până la o temperatură de 600°C și este proiectat pentru lipirea pieselor deosebit de masive - radiatoare, piese de mașini. Dar are un preț nepotrivit.

Pe lângă masivitatea piesei, conductivitatea termică a metalului lipit afectează și puterea necesară a fierului de lipit. Odată cu creșterea acestuia, puterea dispozitivului și temperatura de încălzire a acestuia trebuie crescute. La lipirea pieselor de cupru cu un fier de lipit, acesta trebuie încălzit mai puternic decât atunci când lipiți o parte din aceeași masă, dar din oțel. Apropo, atunci când lucrați cu produse din cupru, poate apărea o situație când, din cauza conductivității termice ridicate a metalului, în timpul lipirii, va avea loc dezlipirea locurilor finalizate anterior.
Lipituri
La lipirea cu fiare de lipit electrice, se utilizează staniu-plumb la temperatură joasă (POS-30, POS-40, POS-61), staniu-argint (PSr-2, PSr-2.5) sau alte lipituri și staniu pur. Dezavantajele lipiturii care conțin plumb includ nocivitatea acestora din urmă, avantajele fiind calitatea mai bună a lipirii decât lipiturile fără plumb. Staniul pur este folosit pentru lipirea ustensilelor alimentare.
Fluxuri
Este în general acceptat că staniul, argintul, aurul, cuprul, alama, bronzul, plumbul, nichel-argint sunt bine lipiți. Satisfăcător - oțeluri carbon și slab aliate, nichel, zinc. Slab - aluminiu, oțeluri înalt aliate și inoxidabile, bronz aluminiu, fontă, crom, titan, magneziu. Cu toate acestea, fără a contesta aceste date, se poate argumenta că nu există un metal slab lipit, există o pregătire slabă a piesei, un flux incorect selectat și condiții de temperatură incorecte.Alegerea fluxului potrivit pentru lipire înseamnă rezolvarea problemei principale de lipit. Calitatea fluxului este cea care determină, în primul rând, capacitatea de lipire a unui anumit metal, ușurința sau dificultatea procesului de lipire în sine și rezistența îmbinării. Fluxul trebuie să corespundă materialului produselor lipite - capacitatea sa de a-și distruge filmul de oxid.
Fluxurile acide (active), precum „Acidul de lipit” pe bază de clorură de zinc, nu pot fi utilizate la lipirea componentelor electronice, deoarece conduc bine electricitatea și provoacă coroziune, totuși, datorită agresivității lor, pregătesc suprafața foarte bine și, prin urmare, sunt indispensabil la lipirea structurilor metalice, iar cu cât metalul este mai rezistent chimic, cu atât fluxul ar trebui să fie mai activ. Reziduurile de fluxuri active trebuie îndepărtate cu grijă după terminarea lipirii.
Fluxurile eficiente pentru lipirea oțelului sunt o soluție apoasă de clorură de zinc, acizi de lipit pe baza acesteia, flux LTI-120. Poti folosi si alte fluxuri, mai puternice, care abunda pe piata.

Principala diferență dintre lipirea oțelurilor inoxidabile și lipirea oțelurilor carbon și slab aliate este necesitatea de a folosi mai multe fluxuri active, care sunt necesare pentru a distruge oxizii rezistenți chimic cu care sunt acoperite oțelurile inoxidabile. În ceea ce privește fonta, aceasta trebuie lipită cu lipire la temperatură ridicată și, prin urmare, un fier de lipit electric nu este potrivit pentru acest scop.
Pentru oțel inoxidabil se folosește acid fosforic. Faceți față bine unui film de oxid rezistent chimic și fluxurilor specializate, cum ar fi, de exemplu, F-38.

Pentru fierul galvanizat, puteți utiliza o compoziție care conține colofoniu, alcool etilic, clorură de zinc și clorură de amoniu (flux LK-2).
Materiale și dispozitive auxiliare
Te poți descurca fără unele dispozitive și materiale folosite pentru lipire, dar prezența lor face munca mult mai convenabilă și confortabilă.Suport fier de lipit servește pentru a se asigura că fierul de lipit încălzit nu atinge masa sau alte obiecte. Daca nu vine cu fier de lipit, se achizitioneaza separat sau se face independent. Cel mai simplu suport poate fi realizat dintr-o foaie subțire de tablă prin tăierea canelurilor în ea pentru așezarea instrumentului.
![]()
Raion umed sau spumă burete, așezat într-un cuib pentru a preveni căderea, este mult mai convenabil să curățați vârful fierului de lipit decât cu o cârpă obișnuită. Așchii de alamă pot servi și în aceleași scopuri.

Puteți îndepărta excesul de lipire de pe suprafața pieselor folosind aspirație specială sau împletituri. Primul ca aspect și design seamănă cu o seringă echipată cu un arc. Înainte de utilizare, acesta trebuie înarmat prin înecarea capului tulpinii. Aducând duza la lipitura topită, arcul este coborât prin apăsarea butonului de eliberare. Ca rezultat, excesul de lipit este atras în capul detașabil.

Este o împletitură din fire subțiri de cupru fluxate. Prin atașarea capătului său de lipit și apăsând deasupra cu un fier de lipit, datorită forțelor capilare, puteți colecta tot excesul de lipit în el ca un blotter. Vârful împletiturii, saturat cu lipire, este pur și simplu tăiat.


Un dispozitiv foarte util se numește mana a treia(Unelte cu mâna a treia). Când lucrați cu un fier de lipit, uneori există în mod catastrofal „nu sunt suficiente mâini” - unul este ocupat cu fierul de lipit în sine, celălalt cu lipirea, dar trebuie totuși să păstrați piesele de lipit într-o anumită poziție. „Mâna a treia” este convenabilă prin faptul că clemele sale pot fi instalate cu ușurință în orice poziție una față de alta.

Suport de lipit "Mâna a treia"
Părțile lipite sunt încălzite la o temperatură ridicată, atingerea lor poate provoca arsuri. Prin urmare, este de dorit să aveți diverse dispozitive de prindere care vă permit să manipulați piesele încălzite - cleşte, pensetă, cleme.
Pregătirea fierului de lipit pentru lucru
Prima dată când porniți fierul de lipit, acesta poate începe să fumeze. Nu este nimic în neregulă cu asta, uleiurile folosite pentru conservarea fierului de lipit doar se ard. Trebuie doar să aerisești camera.Înainte de a utiliza fierul de lipit, trebuie să-i pregătiți vârful. Pregătirea depinde de forma sa originală. Dacă vârful este din cupru gol, vârful poate fi forjat într-o formă de șurubelniță, ceea ce va compacta cuprul și îl va face mai rezistent la uzură. Îl puteți ascuți pur și simplu cu șmirghel sau o pilă, dându-i forma necesară - sub forma unui con acut sau trunchiat cu un unghi diferit, o piramidă tetraedrică, o teșire unghiulară pe o parte. Acoperirile metalice de nichel sunt folosite pentru a proteja cuprul de oxidare. Dacă fierul de lipit are o astfel de acoperire, atunci nu poate fi forjat și ascuțit pentru a evita deteriorarea stratului de acoperire.
Există o gamă unificată de forme de vârf, dar, desigur, puteți utiliza orice formă potrivită pentru o anumită lucrare.

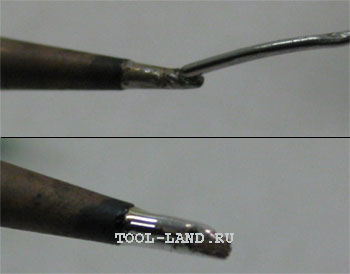
Când lipiți piese masive, zona de contact dintre fierul de lipit și piesă trebuie să fie cât mai mare posibil pentru a asigura un transfer de căldură mai bun. În acest caz, ascuțirea unghiulară a unei tije rotunde este considerată cea mai bună (2 în fotografia de mai sus). Dacă intenționați să lipiți piese mici, atunci un con ascuțit (4), un cuțit sau alte forme cu unghiuri mici vor fi potrivite.
Instrucțiunile de lucru cu un fier de lipit care are un vârf de cupru neacoperit conțin o cerință obligatorie - cositorirea „înțepăturii” unui fier de lipit nou pentru a-l proteja de oxidare și uzură. Și acest lucru ar trebui făcut la prima încălzire, fără întârziere. În caz contrar, „înțepătura” va fi acoperită cu un strat subțire de solz, iar lipitura nu va dori să se lipească de ea. Acest lucru se poate face în moduri diferite. Încălziți fierul de lipit la temperatura de funcționare, atingeți „înțepătura” de colofoniu, topiți lipitul pe acesta și pisați-l pe acesta din urmă pe o bucată de lemn. Sau ștergeți vârful încălzit cu o cârpă umezită cu o soluție de clorură de zinc, topiți lipitura pe el și frecați-l peste vârf cu o bucată de amoniac sau sare gemă. Principalul lucru este că, în urma acestor operațiuni, partea de lucru a vârfului este complet acoperită cu un strat subțire de lipit.
Necesitatea cositurii vârfului se datorează faptului că fluxul se corodează treptat, iar lipirea dizolvă vârful. Din cauza pierderii formei, este necesar să ascuți în mod regulat înțepătura, iar cu cât fluxul este mai activ, cu atât mai des, uneori de câteva ori pe zi. Pentru vârfurile placate cu nichel, nichelul închide accesul la cupru, protejându-l, dar astfel de vârfuri necesită o manipulare atentă, le este frică de supraîncălzire și nu este un fapt că producătorul a făcut o acoperire suficient de de înaltă calitate pentru care necesită o plată în exces. .
Pregătirea pieselor pentru lipire
Pregătirea pieselor pentru lipire presupune efectuarea acelorași operațiuni, indiferent de tipul de lipit (la temperatură joasă sau la temperatură înaltă) se efectuează și ce sursă de încălzire (fier de lipit electric sau pe gaz, arzător cu gaz, inductor, sau altceva) este folosită.În primul rând, aceasta este curățarea piesei de murdărie și degresare. Nu există subtilități speciale aici - trebuie să curățați piesa de uleiuri, grăsimi, murdărie cu ajutorul solvenților (benzină, acetonă sau alții). Dacă există rugină, aceasta trebuie îndepărtată prin orice mijloace mecanice adecvate - folosind o roată de smirghel, o perie de sârmă sau un șmirghel. În cazul oțelurilor înalt aliate și inoxidabile, este de dorit să șlefuiți marginile îmbinate cu o unealtă abrazivă, deoarece pelicula de oxid a acestor metale este deosebit de puternică.
Temperatura de lipit
Temperatura de încălzire a fierului de lipit este cel mai important parametru; calitatea lipirii depinde de temperatură. Temperatura insuficientă se manifestă prin faptul că lipitul nu se întinde pe suprafața produsului, ci se află într-un bulgăre, în ciuda pregătirii suprafeței cu flux. Dar chiar dacă lipirea s-a dovedit extern (lipirea s-a topit și s-a răspândit peste îmbinare), îmbinarea de lipire se dovedește a fi slăbită, de culoare mată și are o rezistență mecanică scăzută.Temperatura de lipit (temperatura pieselor lipite) ar trebui să fie cu 40-80°C mai mare decât temperatura de topire a lipitului, iar temperatura de încălzire a vârfului ar trebui să fie cu 20-40°C mai mare decât temperatura de lipire. Ultima cerință se datorează faptului că în contact cu piesele de lipit, temperatura fierului de lipit va scădea din cauza îndepărtarii căldurii. Astfel, temperatura de încălzire a vârfului ar trebui să depășească temperatura de topire a lipitului cu 60-120°C. Dacă se folosește o stație de lipit, atunci temperatura necesară este pur și simplu setată de regulator. Când se folosește un fier de lipit fără control al temperaturii, este posibil să se evalueze valoarea reală a acestuia, atunci când se folosește colofoniu ca flux, prin comportamentul colofoniului la atingerea fierului de lipit. Ar trebui să fiarbă și să elibereze abur abundent, dar să nu se ardă instantaneu, ci să rămână pe vârf sub formă de picături clocotite.
Supraîncălzirea fierului de lipit este, de asemenea, dăunătoare, determinând arderea fluxului și carbonizarea înainte de a activa suprafața de lipit. Supraîncălzirea este evidențiată de o peliculă întunecată de oxizi care apare pe lipitura situată la vârful fierului de lipit, precum și de faptul că nu rămâne pe „tepă”, curgând din acesta.
tehnica de lipire
Există două moduri principale de a lipi cu un fier de lipit:- Alimentarea (scurgerea) cu lipire a pieselor lipite din vârful fierului de lipit.
- Furnizare de lipit direct la piesele de lipit (la pad).
Cu orice metodă, este necesar să pregătiți mai întâi piesele pentru lipit, să le instalați și să le fixați în poziția lor inițială, să încălziți fierul de lipit și să umeziți locul lipitului cu flux. Pașii suplimentari diferă în funcție de metoda utilizată.
La furnizarea de lipit dintr-un fier de lipit, o anumită cantitate de lipit este topită pe acesta (care trebuie ținută la vârf) și „înțepătura” este presată pe piesele de lipit. În acest caz, fluxul va începe să fiarbă și să se evapore, iar lipitura topită trece de la fierul de lipit la joncțiune. Prin deplasarea vârfului de-a lungul cusăturii viitoare, lipirea este distribuită peste îmbinare.
Lipirea pe jeleu poate fi suficientă dacă vârful tocmai a căpătat un luciu metalic. Dacă forma vârfului s-a schimbat semnificativ, atunci există prea multă lipire.

Când se aplică lipit direct pe joncțiune, fierul de lipit încălzește mai întâi piesele la temperatura de lipit, iar apoi lipitul este alimentat la piesă sau la îmbinarea dintre fierul de lipit și piesă. Topind, lipitul va umple îmbinarea dintre piesele lipite. Alegeți cum să lipiți cu un fier de lipit - prima sau a doua modalitate - ar trebui să fie în funcție de natura muncii efectuate. Pentru piesele mici, prima metodă este mai bună, pentru cele mari, a doua.
Principalele cerințe pentru lipirea de înaltă calitate includ:
- încălzire bună a fierului de lipit și a pieselor lipite;
- o cantitate suficientă de flux;
- introducerea cantității necesare de lipit - exact cât este necesar, dar nu mai mult.
Iată câteva sfaturi despre cum să lipiți corect cu un fier de lipit.
Dacă lipirea nu curge, ci se înmoaie, atunci temperatura pieselor nu a atins valorile dorite, trebuie să creșteți temperatura de încălzire a fierului de lipit sau să luați un dispozitiv mai puternic.
Nu trebuie să adăugați prea multă lipire. Lipirea de înaltă calitate implică prezența unei cantități minime suficiente de material în îmbinare, la care cusătura se dovedește a fi ușor concavă. Dacă există prea multă lipire, nu trebuie să încercați să o atașați undeva la joncțiune, este mai bine să o îndepărtați cu aspirație sau o împletitură.
Calitatea joncțiunii este indicată de culoarea acesteia. Calitate înaltă - joncțiunea are o strălucire strălucitoare. Temperatura insuficientă face ca structura joncțiunii să fie granulată, spongioasă - aceasta este o căsătorie fără ambiguitate. Lipitura arsă arată plictisitoare și are o rezistență redusă, ceea ce în unele cazuri poate fi destul de acceptabil.
Când utilizați fluxuri active (acide), este imperativ să spălați reziduurile acestora după lipire - cu un fel de detergent sau săpun alcalin obișnuit. În caz contrar, nu se poate oferi nicio garanție că după un timp conexiunea nu va fi distrusă prin coroziune de la acizii rămași.
Coatorie
Coitorirea - acoperirea suprafeței metalice cu un strat subțire de lipire - poate fi fie o operație finală independentă, fie o etapă intermediară, pregătitoare a lipirii. Când aceasta este etapa pregătitoare, cositorirea cu succes a piesei în cele mai multe cazuri înseamnă că partea cea mai grea a lucrării de lipire (imbinarea lipitului cu metalul) este finalizată, iar lipirea părților cositorite împreună nu mai este de obicei dificilă.Coitorirea firelor. Colectarea capetelor firelor electrice este una dintre cele mai frecvente operațiuni. Se efectuează înainte de lipirea firelor la contacte, lipirea împreună sau pentru a asigura un contact mai bun cu bornele la conectarea cu șuruburi. Este convenabil să faceți un inel dintr-un fir toronizat, care oferă confort atunci când este atașat la terminal și un contact bun.
Firele pot fi solide și pline, din cupru și aluminiu, lăcuite sau nu, curate noi sau vechi acidulate. În funcție de aceste caracteristici, serviciul lor diferă.
Cel mai simplu mod de cositor este un fir de cupru cu un singur miez. Dacă este nou, nu este acoperit cu oxizi și este cositorit chiar și fără decapare, trebuie doar să aplicați flux pe suprafața firului, să aplicați lipire pe fierul de lipit încălzit și să mutați fierul de lipit de-a lungul firului, rotind ușor sârmă. De regulă, cositorirea trece fără probleme.


Dacă dirijorul nu vrea să fie cositorit - din cauza prezenței lacului (smalț) - aspirina obișnuită ajută. A ști cum să lipiți cu o tabletă de aspirină (acid acetilsalicilic) poate fi de mare ajutor în unele cazuri. Trebuie să-l puneți pe o placă, să apăsați conductorul împotriva ei și să îl încălziți câteva secunde cu un fier de lipit. În acest caz, tableta începe să se topească, iar acidul rezultat distruge lacul. După aceea, firul de obicei se întinde ușor.
Dacă nu există aspirină, izolația cu clorură de vinil din firele electrice ajută și la îndepărtarea lacului care interferează cu cositorirea de pe suprafața conductorului, care, atunci când este încălzit, eliberează substanțe care distrug stratul de lac. Este necesar să presați firele cu un fier de lipit pe o bucată de izolație și să o trageți de mai multe ori între izolație și fierul de lipit. Apoi iradiați firul în mod obișnuit. Când îndepărtați lacul cu șmirghel sau cu un cuțit, tăieturile și rupturile în fire subțiri nu sunt neobișnuite. La decuparea prin ardere, firul poate pierde rezistență și se poate rupe cu ușurință.
Trebuie avut în vedere faptul că PVC-ul topit și aspirina eliberează în aer substanțe dăunătoare sănătății.
De asemenea, pentru firele lăcuite (emailate), puteți achiziționa un flux special care îndepărtează lacul.

Noul fir de cupru toronat poate fi cositorit la fel de ușor ca un singur fir. Singura caracteristică este să o rotiți în direcția în care firele vor fi răsucite și nu destorse.
Firele vechi pot fi acoperite cu oxizi care previn cositorirea. Aceeași tabletă de aspirină va ajuta să le faceți față. Trebuie să desfășurați conductorul, să îl puneți pe aspirină și să îl încălziți cu un fier de lipit timp de câteva secunde, mișcând conductorul înainte și înapoi - și problema cositoriei va dispărea.
Pentru cositorirea sârmei de aluminiu, veți avea nevoie de un flux special - de exemplu, cel care se numește „Aluminium Brazing Flux”. Acest flux este universal și este potrivit și pentru lipirea metalelor cu o peliculă de oxid rezistentă chimic - în special oțelul inoxidabil. Când îl utilizați, trebuie doar să vă amintiți să curățați ulterior conexiunea de reziduurile de flux pentru a evita coroziunea.

Dacă în timpul cositurii firelor s-a format un exces de surf pe ele, îl puteți îndepărta așezând firul vertical cu capătul în jos și apăsând un fier de lipit încălzit până la capăt. Excesul de lipit se va scurge din fir în fierul de lipit.
Coatorirea unei suprafețe mari de metal
Coitorirea suprafeței metalice poate fi necesară pentru a o proteja de coroziune sau pentru a lipi ulterior o altă piesă pe ea. Chiar dacă o foaie complet nouă este conservată, care în exterior arată curată, pe suprafața ei pot fi întotdeauna substanțe străine - lubrifiant conservant, diverși contaminanți. Dacă o foaie acoperită cu rugină este cositorită, atunci trebuie curățată cu atât mai mult. Prin urmare, cositorirea începe întotdeauna cu o curățare temeinică a suprafeței. Rugina se curăță cu o cârpă de smirghel sau o perie metalică, grăsimile și uleiurile sunt îndepărtate cu benzină, acetonă sau alt solvent.Apoi, cu o perie sau alt instrument care se potrivește cu fluxul, se aplică un flux pe suprafața foii (acesta poate să nu fie un flux pastos ca în fotografia de mai jos, ci, de exemplu, o soluție de clorură de zinc sau un alt activ flux).

Un fier de lipit cu o suprafață plată relativ mare a vârfului este încălzit la temperatura necesară și lipirea este aplicată pe suprafața piesei. Este de dorit ca puterea fierului de lipit să fie de aproximativ 100 W sau mai mare.

Apoi aplicați fierul de lipit pe lipitul de pe partea cu cel mai mare plan și mențineți-l în acea poziție. Timpul de încălzire al piesei depinde de dimensiunea acesteia, de puterea fierului de lipit și de zona de contact. Atingerea temperaturii cerute se evidențiază prin fierberea fluxului, topirea lipitului și răspândirea acesteia pe suprafață. Treptat, lipirea este distribuită pe suprafață.

După cositorire, suprafața metalică este curățată de reziduurile de flux cu alcool, acetonă, benzină, apă cu săpun (în funcție de compoziția chimică a fluxului).

Dacă lipirea nu se răspândește pe suprafața metalică, acest lucru se poate datora curățării proaste a suprafeței înainte de cositorire, încălzirii slabe a metalului (datorită puterii insuficiente a fierului de lipit, suprafeței mici de contact, timpului de încălzire insuficient al piesei metalice) , vârful fierului de lipit murdar. Un alt motiv poate fi alegerea greșită a fluxului sau lipirii.

Coatorirea poate fi efectuată prin aplicarea (scurgerea) lipiturii dintr-un fier de lipit și distribuirea acestuia cu o „înțepătură” pe suprafață sau prin furnizarea de lipire direct la locație - lipitura se topește atunci când atinge metalul încălzit al piesei.
Lipirea prin strângere a tablei
Când reparați caroserii auto, toate tipurile de tablă funcționează, devine necesară lipirea tablei de metal suprapuse. Există două moduri de a lipi părțile foii de lipit care se suprapun una pe cealaltă - prin pre-iradierea lor sau folosind pastă de lipit care conține lipit și flux.În primul caz, zonele suprapuse ale pieselor sunt pre-cositorite după curățare mecanică și degresare. Apoi părțile conexiunii sunt aplicate între ele cu suprafețe cositorite, fixate cu dispozitive de prindere și încălzite cu un fier de lipit din diferite părți la temperatura de topire a lipitului. Dovada unei lipiri de succes este fluxul de lipire topită din gol.
În a doua metodă, după pregătirea pieselor, zona de contact a uneia dintre părți este acoperită cu pastă de lipit. Apoi piesele sunt fixate în poziția dorită, strânse cu cleme și, ca și în primul caz, cusătura este încălzită cu un fier de lipit din ambele părți.
Când cumpărați pastă de lipit, trebuie să acordați atenție scopului acesteia, deoarece. multe paste de lipit sunt concepute pentru lipirea electronicelor și nu conțin fluxuri active care permit lipirea oțelului.



Când utilizați conținutul acestui site, trebuie să puneți link-uri active către acest site, vizibile utilizatorilor și roboților de căutare.