Консумация на електроди по време на заваряване - ние правим изчислението.
На първо място е необходимо да се определи консумацията на електроди от този тип за наваряване на 1 kg метал. За да направите това, можете да използвате специална формула:
H \u003d M * K поток,
където K flow е коефициентът на потребление на електрода (показан на фигурата по-долу), а M е масата на метала.
Има друга формула, чрез която можете да изчислите колко електроди се изразходват по време на заваряване:
G \u003d F x L x Тегло на телта (1 cm 3),
където: кръст на F-област. раздели; G е масата на пълнежа. Метал, а L е дължината на шева.
За да намалите консумацията на електроди, можете да използвате автоматична или полуавтоматична машина за заваряване. При заваряване с такива апарати загубите са 3%, а при ръчна работа - 5%. Следователно използването на автоматично и полуавтоматично заваряване е много по-изгодно, тъй като намалява количеството на необходимите материали.
Отчитане на загубите при заваряване
Когато правите изчисления, е важно да бъдете възможно най-точни и внимателни, но дори и в този случай е важно да запомните грешката, тъй като при изчисляване на броя на електродите сумата не може да бъде абсолютно точна. Ето защо, когато купувате, си струва да вземете материали с малък запас, за да осигурите непрекъсната и пълноценна работа.
Освен това е важно да запомните, че по време на работа никой не е защитен от увеличаване на потреблението на заваръчни материали поради дефектни продукти и непредвидени разходи, следователно по време на покупката запасът от закупени електроди трябва да бъде средно около 5 -7%.
Също така при изчисляването е необходимо да се вземат предвид характеристиките на технологичния процес, които в някои случаи предвиждат допълнителна консумация на електроди. Формулите, дадени в тази статия, се използват успешно от мнозина строителни фирми, за да се определи по-точно разходът на заваръчни материали за определен обем продукти. Ако можете да изчислите какъв разход на материал ще имате по време на работа, това може да намали разходите за закупуване на заваръчни материали и оборудване, както и да спести време за заваряване.
Допълнителни материали

Заваръчен инвертор- модерна заваръчна машина, проста, лесна за използване, ще ви помогне да се справите с всяка заваръчна работа лесно и за възможно най-кратко време. Справете се с мъдростта инверторно заваряванесъщо няма да е много трудно.

Говорейки за правилата за сушене на електроди, не забравяйте за тяхното съхранение. Ако електродите се съхраняват при подходящи условия, те ще издържат за дълго време. Сушенето може да се извърши и у дома, но за това трябва да изберете правилната фурна и да изпълните всички условия, които се съдържат в инструкциите към всяка опаковка.
По време на заваряване се използват продукти за пълнене, те участват в топенето на материала, образуването на шева. При подготовката на процеса на заваряване е необходимо да се вземе предвид консумацията на електроди. Този индикатор ще зависи от вида на материала, метода на заваряване. При изчислението се взема предвид нормата на потребление, за изчислението се използват специални формули. Трябва да се отбележи, че използването на автоматично или полуавтоматично заваряване е многократно по-изгодно, тъй като цената на необходимите материали е намалена.
Как да направите изчисление?
Изчисляването на консумацията на електроди може да се извърши по няколко метода, изборът им зависи от условията на работа. Най-хубавото е, че ако изчислението се извърши от специалист, той ще може точно да определи дали има нужда от подмяна на консумативи, какви мерки могат да се предприемат, за да се намалят разходите за заваряване.
Сред методите трябва да се отбележи:
Теоретично изчисление. Днес има няколко метода, които ви позволяват точно да определите количеството на пълнежния материал. Формулата, която обикновено се използва за работа, е:
H \u003d M * K, където

- M - депозиран метал, тегло в килограми;
- K е специален коефициент.
Но когато използвате такава формула, трябва да се вземе предвид следното:
- за изчисляване е необходима стойност на площта напречно сечение, умножава се по плътността на обработвания материал, по дължината на заваръчния шев;
- Ще трябва да вземете предвид и марката на добавката.
Дори ако всички изчисления са извършени правилно, струва си да добавите 5-7% към получените данни, така че в най-неподходящия момент да не се налага да прекъсвате процеса и да отидете до магазина.
Практически изчислителен метод. Каква трябва да бъде консумацията на електроди, как да се изчисли? Необходимо е правилно да се определи масата на метала и след това да се извърши пробно заваряване. След завършването им се измерва сгурията, отчитат се силата на тока, напрежението и дължината на получената заварка. Въз основа на получените данни се определя количеството добавъчни материали, което е необходимо за получаване на определена дължина на заваръчния шев. Трябва да се отбележи, че всички работни условия трябва да се повторят точно, включително ъгъла на позицията и външните данни. В противен случай данните ще бъдат безполезни. Обикновено този метод се използва, ако не е възможно да се вземат таблични данни. Но не е по-лошо от табличното, особено ако повторите опита 3-4 пъти. В резултат на това резултатите ще бъдат много по-точни.
Как да намалим разходите?

За да се спести разход на електроди по време на заваряване, трябва да се спазват определени условия:
- При настройка на апарата е необходимо напрежението и токът да съответстват напълно на избрания продукт за пълнене.
- Ако са необходими значителни икономии на брой електроди, тогава най-добрият избор е използването на автоматичен/полуавтоматичен процес, който при отлично качество осигурява добро намаляване на обема на консумативите.
- Намаляване на консумацията на електроди може да се наблюдава и при промяна на позицията им по време на процеса на заваряване.
Ако икономичният метод е избран правилно, може да се постигне приблизително 30% намаление на пълнежните материали.
Процесът няма да бъде толкова скъп, но в същото време качеството му ще остане на правилното ниво.
Какви може да са разходите?
Консумацията на електродите може да бъде различна. Те зависят от вида на заваръчния процес, от метала, който се обработва. Могат да се отбележат следните стойности на заваръчните електроди:
При заваряване на неръждаема, мека стомана:
- заваръчна тел: за 1 тон - 8,1-9,7 kg, за 100 m² с дебелина 1,2-3 mm - 7,6-23 kg;
- въглероден диоксид: на 1 тон - 7,2-10 kg, на 100 m² с дебелина 1,2-3 mm - 6,8-24 kg;
- поток: за 1 тон - 8-10 kg, за 100 m² с дебелина 1,2-3 mm - 7,5-23 kg.
Ако се заваряват въздуховоди, тогава ще са необходими 28-32 кг материал на тон.
При заваряване на алуминий, сплави на алуминиева основа:
- алуминиева тел: на 100 m² - 5-7 kg, на 1 m заваръчен шев (2-3 mm) - 0,1-1,16 kg;
- с ръчен аргон: на 100 m² - 1800-2700 l, на 1 m заваръчен шев (2-3 mm) - 40 l;
- автоматичен / полуавтоматичен: за 100 m² - 700-1100 l, за 1 m шев (за 2-3 mm) - 12-16 l;
- волфрамови проводници: за 100 m² - 10-15 kg, за 1 m шев (за 2-3 mm) - 02 g.
Консумацията на електроди по време на заваряване може да бъде различна, за да се изчисли точната му стойност, е необходимо да се използват специални таблици, формули, стандарти, които ви позволяват да определите точно всички показатели. Когато избирате оптималния режим и метод, можете да спестите около 5% от продуктите за пълнене, а ако закупите висококачествена добавка, можете спокойно да добавите още няколко процента. Ако вземем предвид цялото количество извършена работа, тогава спестяванията са значителни.
Точното изчисляване на консумативите е в основата на всяко производство или строителен процес. За металните конструкции е важно да се вземат предвид не само спецификата на конфигурацията, но и необходимия брой електроди за заваряване. Препоръчително е да направите това според приетите методи. С тяхна помощ е възможно точно да се изчисли консумацията на електроди на 1 тон метални конструкции.
Параметри, влияещи върху разхода на материали
Първо трябва да вземете решение за факторите, които влияят на количеството консумативи. Те ще повлияят пряко върху производителността и времето за изпълнение. В случай на електроди, трябва да изберете подходящия модел, който е най-подходящ за конкретна операция. След това можете да изчислите консумацията на 1 тон метални конструкции.
За да изчислите, трябва да разберете следните показатели:
- Тегло на заваръчния материал на метална конструкция върху шев. Обемът му не трябва да надвишава 1,5% от теглото на цялата конструкция.
- Дължината на заваръчния шев. В допълнение към стандартните размери се взема предвид дълбочината. Ако този индикатор е голям, се правят два или три шева, за да се осигури връзката.
- Разходна норма. Това е общата маса на настилка на 1 r.m. шев.
Последният индикатор е за справка. Зависи от . Справочните данни могат да бъдат взети от VSN -452-84. Но в същото време са избрани няколко метода за изчисление - теоретични и практически. Разликата между индикаторите определя грешката.
Методи за изчисляване на 1 тон метални конструкции
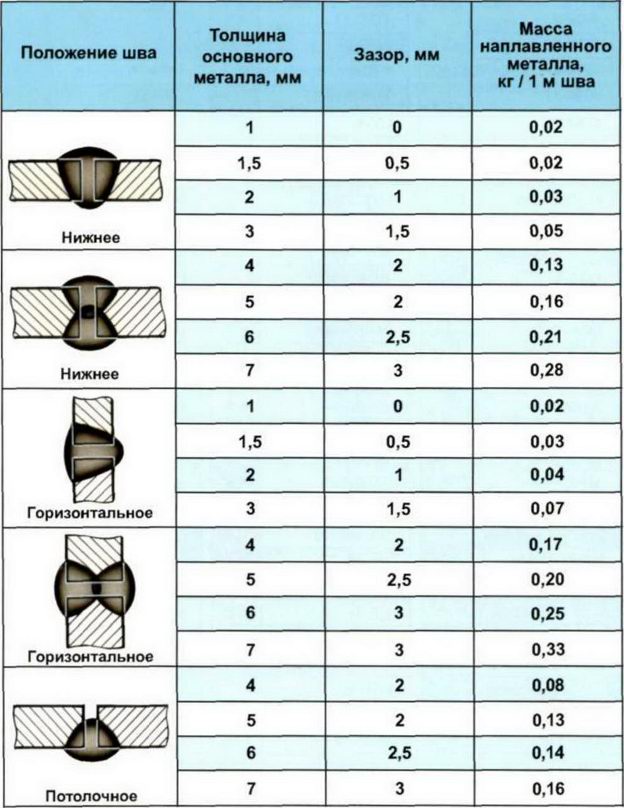
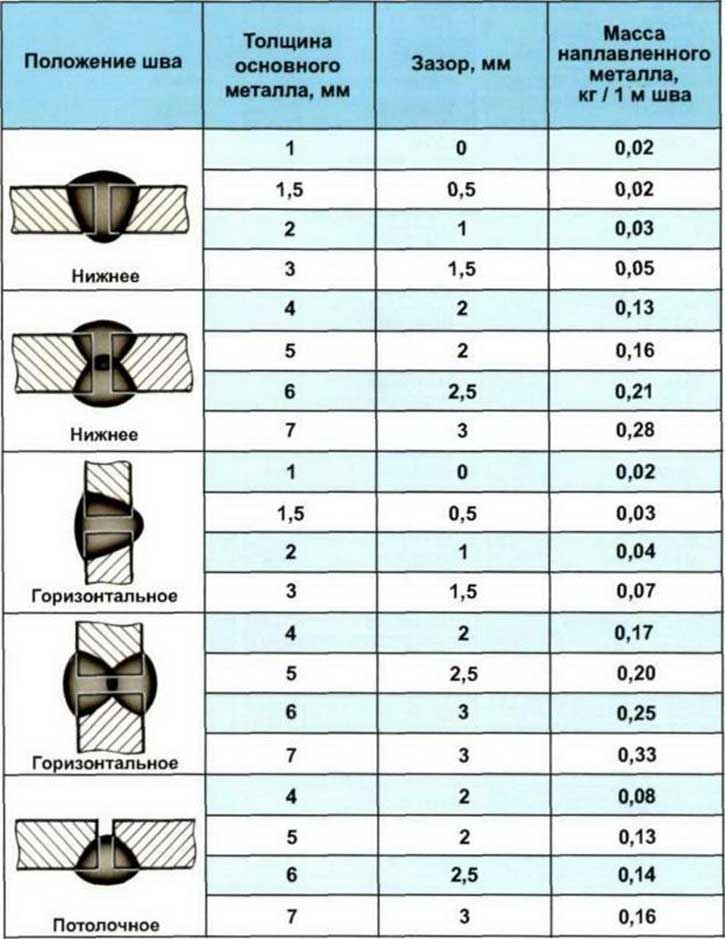
За заваряване на метални конструкции се избират няколко вида шевове. Консумацията на електроди зависи от това, тъй като масата на отложения метал се определя за всеки тип ориентация. То от своя страна влияе върху скоростта на извършената работа. Тези данни са показани в таблицата.
Първият метод на изчисление, теоретичен, е относително прост. За да изчислите, ще трябва да знаете общата маса на метала в конструкцията и специален коефициент. Формулата изглежда така:
H=M*K
- Където M е общата маса на метала;
- K е референтен фактор за всеки тип.
Данните за последния компонент на формулата могат да бъдат взети от референтни материали. Обобщената таблица показва стойностите на коефициента в зависимост от марката електроди.

Вторият метод ви позволява да определите масата на отложения метал. За него не е необходимо да вземате референтни данни - просто трябва да направите измервания на свързващия шев. Изчисленията се извършват по следната формула:
G=F*L*M
- Където F е общата площ на напречното сечение;
- L е дължината на заварения шев;
- M е масата на жицата.
Използвайки тези формули, е възможно точно да се изчисли консумацията на електроди за заваряване на 1 тон метални конструкции. Но в същото време трябва да се вземе предвид грешката. Предварително се препоръчва да се провери правилността на изчисленията на малка работна площ. Това е от значение при сглобяването на големи конструкции, където консумацията на електроди значително ще повлияе на цената. Ако разликата не надвишава 5%, можете да закупите консумативи според изчислените данни.
Рационално намаляване на потреблението
Възможно ли е да се намали очакваният брой електроди без загуба на качество? За да направите това, се препоръчва да използвате следните съвети от експерти:
- Използвайте полуавтоматичен или автоматичен режим на заваряване. При ръчно потребление на добавката се увеличава до 5%, което се отразява на разходите.
- Настроики машина за заваряване- ток и напрежение. Те трябва да съответстват на характеристиките на избраните електроди. При смяна на консумативи се регулира работата на заваръчния апарат.
- Позицията на електрода, при която се получава оптималната консумация на добавката, най-често се определя от резултатите от практическите изчисления. Всичко зависи от параметрите на металните конструкции.
- марка електрод или тел;
- шевна секция;
- вид заваряване.
В зависимост от вида на съединението (челно, ъглово, тройник), площта на напречното сечение на шева се изчислява по различен начин. По-долу са дадени примери за формули, където b съответства на разстоянието между ръбовете на частите, S е дебелината на частта, а e и g са ширината и височината на шева.
Разход на електроди по време на заваряване
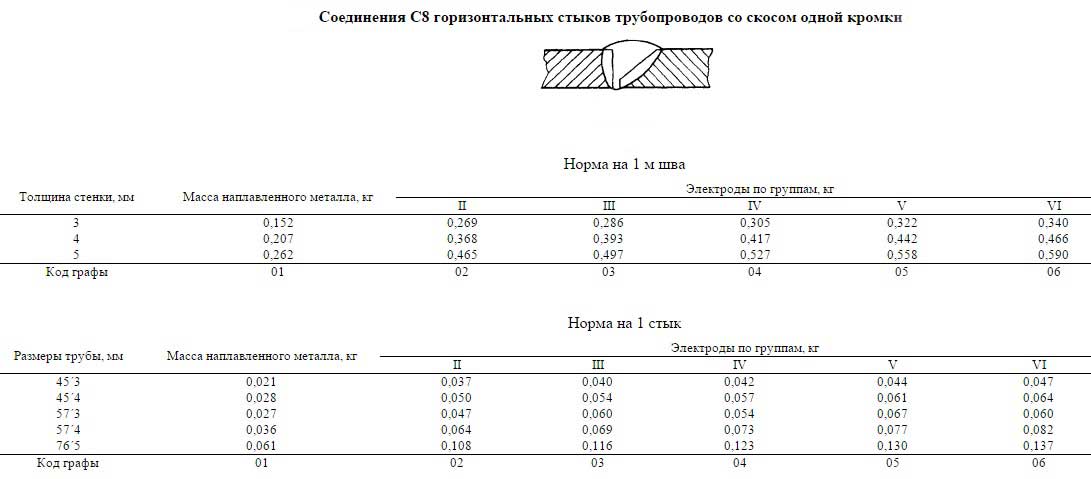
В официални документи VSN 452-84 или VSN 416-81 („Ведомствени строителни норми“) производствените стандарти са посочени за 1 фуга и за 1 метър шев. Индикаторите се изчисляват отделно за различни видовезаваряване:
- ръчна дъга (MMA);
- ръчна аргонова дъга (TIG);
- автоматично заваряване под флюс и др.
Пример за код за заваръчна връзка тип C8:

Консумация на електроди на 1 m шев
Консумацията на електроди може да се определи независимо. Състои се от масата на отложения метал и загубите (те включват пръски, образуване на шлака, пепел). Като начало изчисляваме масата на отложения метал по формулата:
Маса = площ на напречното сечение на заваръчния шев * плътност на метала * дължина на заваръчния шев
Стойностите на плътността са лесни за научаване от референтната литература (плътност на въглеродна стомана - 7,85 g / cc, никел-хромова стомана - 8,5 g / cc). След това, използвайки втората формула, изчисляваме общата консумация на електроди по време на заваряване:
Разходна норма = тегло на отложения метал * коефициент на разход
Консумационният коефициент зависи от конкретната марка електрод. Тези данни са предоставени в нормативни документикато VSN 452-84 (виж следващия раздел). За да изчислите консумацията в килограми на линеен метър (kg / m), трябва да вземете дължината на шева в първата формула като 1 метър.
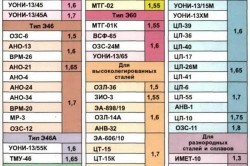
Коефициенти на потребление на електроди
| Коефициент | Класове на електродите |
| 1,5 | ANO-1, OZL-E6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б |
| 1,6 | АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У |
| 1,7 | ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 |
| 1,8 | ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВЦК-4, К-5А |
| 1,9 | ANZHR-2, OZL-28, OZL-27 |
Корекционни фактори
За по-точно изчисление се използват корекционни коефициенти. Пълният им списък може да се намери във VSN 452-84. Ето примери за изменения в зависимост от работните задачи:
При заваряване на ротационни съединения
При заваряване на дюзи, разположени под ъгъл спрямо главната ос на тръбата (по подразбиране ъгълът се приема като 90 °)
Когато дюзите са разположени отстрани или отдолу по отношение на основната тръба
Консумацията на електроди на 1 m шев е важен показател при изготвяне на оценки за заваряване. Точността на изчислението зависи икономически показателицелия проект. Изчисляването на консумацията на електрод трябва да се извърши от опитен заварчик, който е добре запознат с марките продукти и техниките на процеса на заваряване. Той трябва да вземе предвид всички нюанси на предстоящата работа.
Общи формули за изчисление
Като разходна норма се приема максималното количество материали, необходими за производството на заваръчни работи. Разпределението трябва да отчита потреблението на електроди за заваряване, захващане и изправяне по метода на "празен ролер":
H \u003d H sv + H pr + H pr.
Ставката за халс работа и се определя като процент от цената на основната работа:
- при заваряване на стомана с дебелина до 12 mm - 15%;
- при заваряване на стомана с дебелина над 12 mm - 12%;
- при заваряване на алуминиеви и титанови сплави - до 20%.
Стандартът за продукти за изправяне от алуминиеви и титанови сплави е:
- за алуминий с дебелина до 8 mm - 30%;
- за алуминий с дебелина над 8 mm - 25%;
- за титан - 35-40%.
Консумацията на електроди при производството на метални конструкции се определя от възел, детайл, продукт или експлоатационни стандарти. Всички те са взаимосвързани и се изчисляват въз основа на изчислението на разходите за материали на 1 m заваръчен шев. За конкретни размери разходите се регулират в съответствие със SNiP.
Консумативната част включва масата на отложения метал и технологичните загуби:
където N е разходът на 1 m,
M е масата на отложения метал на 1 m,
K е коефициентът на загуба.
Масата на добавката на метър фуга (M) се изчислява като произведение от площта на напречното сечение (S), плътността на материала (ρ) и дължината на фугата (L = 1 m):
Площта на напречното сечение се взема постфактум, а плътността на материала се взема от справочната литература. За обикновените стомани е 7,85 g / cm³.
Назад към индекса
Изчисляване на коефициента на корекция
В стойността на коефициента (К) са включени технологичните загуби от отпадъци, пръски и сгурия. Зависи от използваните методи и режими на заваряване, видовете заварени материали, сложността на условията на работа.
Коефициентът на съотношението на потреблението на материал към отложената маса за различни видовеелектроди е даден в таблицата.
Този индикатор отчита загубите от пръски и отпадъци, както и от сгурия. При изчисляване на загубите на сгурия е взета сгурия с дължина 50 mm, която остава от стандартен електрод с дължина 450 mm. Ако действителните дължини се различават, тогава се прилага корекция.
λ \u003d (le - 50) / (le - lo),
където le е дължината на електрода,
lo е дължината на сгурията.
Стойностите на загубите от пръски, отпадъци и сгурия са посочени в паспортните характеристики на заваръчните консумативи.
Сложността на работата се определя от местоположението на заваръчния шев. В случаите, когато тя се различава от по-ниската, се въвеждат следните коригиращи коефициенти:
- за разположени в наклонена равнина - 1,05;
- за разположени във вертикална равнина - 1,10;
- за таван - 1.20.
Доста трудно е да се вземат предвид всички тънкости на заваряването на метали, въз основа само на теоретични изчисления. И въпреки че SNiP описва подробно нормите за различни видовезаваряване, препоръчва се тестова работа.
Контролните работи се извършват при същите условия и със същите материали като проектираните. За да се осигури непрекъснатост на процеса и да се избегнат забавяния поради неочаквани разходи за материали, закупуването на материали трябва да се извършва с марж от 5-7%.
За да се спестят пълнежни материали, е необходимо да се спазват съответните настройки на напрежението и тока. Икономии могат да бъдат постигнати и чрез промяна на ъгъла на рамото по време на процеса на заваряване.
В продукти, където не се изисква специална плътност на фугата, се използват прекъсващи шевове от 50-150 mm с разстояние между тях от 100-300 mm или повече. Това води до значително спестяване на време и намалена консумация на електроди.
За да се намалят значително разходите за работа, се препоръчва използването на автоматично заваряване, което осигурява висока производителност и спестява пари чрез намаляване на площта на напречното сечение, без да намалява качеството на съединението. Набор от мерки може да доведе до спестявания до 30%.