टांका लगाने वाले लोहे के साथ टांका लगाना
टांका लगाने वाले लोहे के साथ टांका लगाना सबसे आम और सरल टांका लगाने के तरीकों में से एक है, लेकिन इसकी दो महत्वपूर्ण सीमाएँ हैं। सबसे पहले, एक टांका लगाने वाले लोहे को केवल कम-पिघलने वाले (नरम) सोल्डर के साथ मिलाया जा सकता है, और दूसरी बात, वे (या, किसी भी मामले में, यह मुश्किल है) बड़े गर्मी सिंक के साथ बड़े पैमाने पर भागों को मिलाप नहीं कर सकते - हीटिंग की असंभवता के कारण उन्हें मिलाप के पिघलने के तापमान तक। बाहरी ताप स्रोत - गैस बर्नर, इलेक्ट्रिक या गैस स्टोव, या किसी अन्य तरीके से सोल्डर किए जाने वाले हिस्से को गर्म करके बाद की सीमा को दूर किया जाता है - लेकिन यह टांका लगाने की प्रक्रिया को जटिल बनाता है।
टांका लगाने वाले लोहे के साथ मिलाप करने से पहले, आपको वह सब कुछ प्राप्त करना होगा जो आपको चाहिए। मुख्य उपकरण और सामग्री जिनके बिना टांका लगाना असंभव है, उनमें टांका लगाने वाला लोहा, सोल्डर और फ्लक्स शामिल हैं।
टांका लगाने वाला लोहा
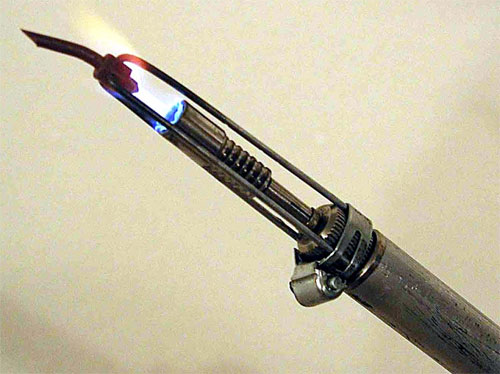
हीटिंग की विधि के आधार पर, सोल्डरिंग आइरन "सामान्य" होते हैं - इलेक्ट्रिक (सर्पिल या सिरेमिक हीटर के साथ), गैस (गैस बर्नर के साथ), गर्म हवा (वायु प्रवाह द्वारा गर्मी स्थानांतरित होती है), इंडक्शन। बड़े पैमाने पर हथौड़ा टांका लगाने वाले लोहे को न केवल बिजली से, बल्कि पुराने तरीके से भी गर्म किया जा सकता है - एक खुली लौ के साथ।
इस तरह के टांका लगाने वाले लोहे का उपयोग कैसे करें, आप टिन के काम की तकनीक के विवरण से सीख सकते हैं, यह वहां था कि वे सबसे अधिक बार उपयोग किए जाते थे। आजकल, इलेक्ट्रिक सोल्डरिंग आइरन का उपयोग आमतौर पर उनकी उपलब्धता और उपयोग में आसानी के कारण किया जाता है। लेकिन पहले टांका लगाने वाले लोहे को खुली लौ से गर्म किया जाता था।

मुख्य पैरामीटर जिसके द्वारा टांका लगाने वाले लोहे का चयन किया जाता है, वह इसकी शक्ति है, जो कि टांका लगाने वाले भागों में संचरित ऊष्मा प्रवाह की मात्रा निर्धारित करता है। इलेक्ट्रॉनिक घटकों को टांका लगाने के लिए, 40 W तक की शक्ति वाले उपकरणों का उपयोग किया जाता है। पतली दीवार वाले हिस्सों (1 मिमी तक की दीवार की मोटाई के साथ) को 80-100 वाट की शक्ति की आवश्यकता होती है।

2 मिमी या अधिक की दीवार मोटाई वाले भागों के लिए, आपको 100 वाट से अधिक की शक्ति वाले सोल्डरिंग आइरन की आवश्यकता होगी। ये, विशेष रूप से, हैमर इलेक्ट्रिक सोल्डरिंग आइरन हैं जो 250 W और अधिक तक की खपत करते हैं। सबसे अधिक ऊर्जा-गहन टांका लगाने वाले लोहे में शामिल हैं, उदाहरण के लिए, 550 डब्ल्यू की शक्ति के साथ एर्सा हैमर 550 हथौड़ा टांका लगाने वाला लोहा। यह 600 डिग्री सेल्सियस के तापमान तक गर्म करने में सक्षम है और विशेष रूप से बड़े भागों - रेडिएटर, मशीन भागों को टांका लगाने के लिए डिज़ाइन किया गया है। लेकिन उसके पास अपर्याप्त कीमत है।

भाग की व्यापकता के अलावा, टांका लगाने वाली धातु की तापीय चालकता भी टांका लगाने वाले लोहे की आवश्यक शक्ति को प्रभावित करती है। इसकी वृद्धि के साथ, डिवाइस की शक्ति और इसके हीटिंग के तापमान को बढ़ाना होगा। टांका लगाने वाले लोहे के साथ तांबे के हिस्सों को मिलाते समय, इसे उसी द्रव्यमान के एक हिस्से को टांका लगाने की तुलना में अधिक मजबूती से गर्म किया जाना चाहिए, लेकिन स्टील से बना। वैसे, तांबे के उत्पादों के साथ काम करते समय, ऐसी स्थिति उत्पन्न हो सकती है, जब धातु की उच्च तापीय चालकता के कारण, टांका लगाने के दौरान, पहले से पूर्ण किए गए स्थानों को हटा दिया जाएगा।
सोल्डर्स
इलेक्ट्रिक सोल्डरिंग आइरन के साथ सोल्डरिंग करते समय, कम तापमान वाले टिन-लीड (POS-30, POS-40, POS-61), टिन-सिल्वर (PSr-2, PSr-2.5) या अन्य सोल्डर और शुद्ध टिन का उपयोग किया जाता है। सीसा युक्त सेलर्स के नुकसान में बाद की हानिकारकता शामिल है, फायदे सीसा रहित सेलर्स की तुलना में टांका लगाने की बेहतर गुणवत्ता है। खाने के बर्तनों को टांका लगाने के लिए शुद्ध टिन का उपयोग किया जाता है।
अपशिष्टों
यह आमतौर पर स्वीकार किया जाता है कि टिन, चांदी, सोना, तांबा, पीतल, कांस्य, सीसा, निकल चांदी को अच्छी तरह से मिलाया जाता है। संतोषजनक - कार्बन और कम मिश्र धातु स्टील्स, निकल, जस्ता। गरीब - एल्यूमीनियम, उच्च मिश्र धातु और स्टेनलेस स्टील, एल्यूमीनियम कांस्य, कच्चा लोहा, क्रोमियम, टाइटेनियम, मैग्नीशियम। हालांकि, इन आंकड़ों पर विवाद किए बिना, यह तर्क दिया जा सकता है कि कोई खराब टांका लगाने वाली धातु नहीं है, भाग की खराब तैयारी है, गलत तरीके से चयनित प्रवाह और गलत तापमान की स्थिति है।सोल्डरिंग के लिए सही फ्लक्स चुनने का अर्थ है सोल्डरिंग की मुख्य समस्या को हल करना। यह फ्लक्स की गुणवत्ता निर्धारित करता है, सबसे पहले, किसी विशेष धातु की सोल्डरेबिलिटी, सोल्डरिंग प्रक्रिया की आसानी या कठिनाई, और संयुक्त की ताकत। फ्लक्स को टांका लगाने वाले उत्पादों की सामग्री के अनुरूप होना चाहिए - इसकी ऑक्साइड फिल्म को नष्ट करने की क्षमता।
एसिडिक (सक्रिय) फ्लक्स, जैसे जिंक क्लोराइड पर आधारित "सोल्डरिंग एसिड", इलेक्ट्रॉनिक घटकों को सोल्डर करते समय उपयोग नहीं किया जा सकता है, क्योंकि वे बिजली का संचालन अच्छी तरह से करते हैं और जंग का कारण बनते हैं, हालांकि, उनकी आक्रामकता के कारण, वे सतह को बहुत अच्छी तरह से तैयार करते हैं और इसलिए धातु संरचनाओं को टांका लगाते समय अपरिहार्य, और धातु जितना अधिक रासायनिक रूप से प्रतिरोधी होता है, प्रवाह उतना ही अधिक सक्रिय होना चाहिए। सोल्डरिंग पूरा होने के बाद सक्रिय फ्लक्स के अवशेषों को सावधानीपूर्वक हटा दिया जाना चाहिए।
टांका लगाने वाले स्टील के लिए प्रभावी प्रवाह जस्ता क्लोराइड का एक जलीय घोल है, इसके आधार पर सोल्डरिंग एसिड, फ्लक्स LTI-120। आप अन्य, मजबूत प्रवाहों का उपयोग कर सकते हैं, जो बाजार में प्रचुर मात्रा में हैं।

सोल्डरिंग स्टेनलेस स्टील्स और सोल्डरिंग कार्बन और लो-अलॉय स्टील्स के बीच मुख्य अंतर अधिक सक्रिय फ्लक्स का उपयोग करने की आवश्यकता है, जो रासायनिक रूप से प्रतिरोधी ऑक्साइड को नष्ट करने के लिए आवश्यक हैं जिसके साथ स्टेनलेस स्टील्स लेपित हैं। कच्चा लोहा के लिए, इसे उच्च तापमान टांका लगाने के साथ मिलाप किया जाना चाहिए, और इसलिए, इस उद्देश्य के लिए एक विद्युत टांका लगाने वाला लोहा उपयुक्त नहीं है।
स्टेनलेस स्टील के लिए, फॉस्फोरिक एसिड का उपयोग किया जाता है। अच्छी तरह से रासायनिक रूप से प्रतिरोधी ऑक्साइड फिल्म और विशेष फ्लक्स के साथ सामना करें, जैसे कि, उदाहरण के लिए, एफ -38।

गैल्वनाइज्ड आयरन के लिए, आप रोसिन, एथिल अल्कोहल, जिंक क्लोराइड और अमोनियम क्लोराइड (फ्लक्स एलके -2) युक्त रचना का उपयोग कर सकते हैं।
सहायक सामग्री और उपकरण
आप सोल्डरिंग के लिए उपयोग किए जाने वाले कुछ उपकरणों और सामग्रियों के बिना कर सकते हैं, लेकिन उनकी उपस्थिति काम को और अधिक सुविधाजनक और आरामदायक बनाती है।सोल्डरिंग आयरन स्टैंडयह सुनिश्चित करने के लिए कार्य करता है कि गर्म टांका लगाने वाला लोहा मेज या अन्य वस्तुओं को नहीं छूता है। यदि यह टांका लगाने वाले लोहे के साथ नहीं आता है, तो इसे अलग से खरीदा जाता है या स्वतंत्र रूप से बनाया जाता है। उपकरण बिछाने के लिए इसमें खांचे काटकर टिन की एक पतली शीट से सबसे सरल स्टैंड बनाया जा सकता है।
![]()
गीला रेयान या फोम स्पंज, बाहर गिरने से रोकने के लिए घोंसले में रखा जाता है, टांका लगाने वाले लोहे की नोक को नियमित कपड़े से साफ करना अधिक सुविधाजनक होता है। पीतल की छीलन भी इसी उद्देश्य के लिए काम कर सकती है।

आप का उपयोग कर भागों की सतह से अतिरिक्त मिलाप निकाल सकते हैं विशेष चूषणया चोटी। उपस्थिति और डिजाइन में पहला वसंत से सुसज्जित एक सिरिंज जैसा दिखता है। उपयोग करने से पहले, इसे तने के सिर को डुबो कर कॉक करना चाहिए। टोंटी को पिघले हुए सोल्डर में लाते हुए, रिलीज बटन दबाकर स्प्रिंग को उतारा जाता है। नतीजतन, अतिरिक्त मिलाप को हटाने योग्य सिर में खींचा जाता है।

यह प्रवाहित पतले तांबे के तारों की एक चोटी है। इसके सिरे को मिलाप से जोड़कर और इसे टांका लगाने वाले लोहे के साथ शीर्ष पर दबाकर, केशिका बलों के लिए धन्यवाद, आप इसमें सभी अतिरिक्त मिलाप को एक धब्बा की तरह एकत्र कर सकते हैं। मिलाप से संतृप्त ब्रैड की नोक को बस काट दिया जाता है।


अति उपयोगी युक्ति कहलाती है तीसरा हाथ(थर्ड-हैंड टूल)। टांका लगाने वाले लोहे के साथ काम करते समय, कभी-कभी भयावह रूप से "पर्याप्त हाथ नहीं" होते हैं - एक स्वयं टांका लगाने वाले लोहे में व्यस्त होता है, दूसरा मिलाप के साथ, लेकिन आपको अभी भी भागों को एक निश्चित स्थिति में मिलाप रखने की आवश्यकता होती है। "तीसरा हाथ" इस मायने में सुविधाजनक है कि इसके क्लैंप एक दूसरे के सापेक्ष किसी भी स्थिति में आसानी से स्थापित किए जा सकते हैं।

मिलाप धारक "तीसरा हाथ"
टांका लगाने वाले भागों को उच्च तापमान पर गर्म किया जाता है, उन्हें छूने से जलन हो सकती है। इसलिए, विभिन्न क्लैंपिंग उपकरणों का होना वांछनीय है जो आपको गर्म भागों में हेरफेर करने की अनुमति देते हैं - चिमटा, चिमटी, दबाना.
काम के लिए सोल्डरिंग आयरन तैयार करना
जब आप पहली बार टांका लगाने वाले लोहे को चालू करते हैं, तो यह धूम्रपान करना शुरू कर सकता है। इसमें कुछ भी गलत नहीं है, सोल्डरिंग आयरन को संरक्षित करने के लिए इस्तेमाल किया जाने वाला तेल बस जल जाता है। आपको बस कमरे को हवादार करने की जरूरत है।टांका लगाने वाले लोहे का उपयोग करने से पहले, आपको इसकी नोक तैयार करने की आवश्यकता है। तैयारी इसके मूल रूप पर निर्भर करती है। यदि टिप नंगे तांबे की है, तो टिप को एक स्क्रूड्राइवर आकार में जाली बनाया जा सकता है, जो तांबे को कॉम्पैक्ट करेगा और इसे पहनने के लिए अधिक प्रतिरोधी बना देगा। आप इसे केवल सैंडपेपर या एक फ़ाइल के साथ तेज कर सकते हैं, इसे आवश्यक आकार दे सकते हैं - एक अलग कोण के साथ एक तीव्र या काटे गए शंकु के रूप में, एक टेट्राहेड्रल पिरामिड, एक तरफ एक कोणीय बेवल। तांबे को ऑक्सीकरण से बचाने के लिए निकल धातु के लेप का उपयोग किया जाता है। यदि टांका लगाने वाले लोहे में ऐसी कोटिंग होती है, तो कोटिंग परत को नुकसान से बचने के लिए इसे जाली और तेज नहीं किया जा सकता है।
टिप आकृतियों की एक एकीकृत श्रेणी है, लेकिन आप निश्चित रूप से किसी विशेष कार्य के लिए उपयुक्त किसी भी आकार का उपयोग कर सकते हैं।

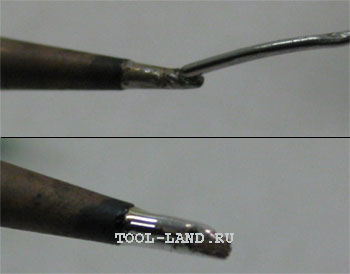
बड़े पैमाने पर टांका लगाते समय, टांका लगाने वाले लोहे और भाग के बीच संपर्क का क्षेत्र बेहतर गर्मी हस्तांतरण सुनिश्चित करने के लिए जितना संभव हो उतना बड़ा होना चाहिए। इस मामले में, एक गोल छड़ के कोणीय तीक्ष्णता को सबसे अच्छा (ऊपर की तस्वीर में 2) माना जाता है। यदि आप छोटे भागों को मिलाप करने का इरादा रखते हैं, तो एक तेज शंकु (4), चाकू या अन्य छोटे कोणों के साथ करेंगे।
एक टांका लगाने वाले लोहे के साथ काम करने के निर्देशों में एक बिना तांबे की नोक होती है जिसमें एक अनिवार्य आवश्यकता होती है - ऑक्सीकरण और पहनने से बचाने के लिए एक नए टांका लगाने वाले लोहे के "स्टिंग" को टिन करना। और यह बिना किसी देरी के पहले हीटिंग पर किया जाना चाहिए। अन्यथा, "डंक" पैमाने की एक पतली परत के साथ कवर किया जाएगा, और मिलाप इससे चिपकना नहीं चाहेगा। यह विभिन्न तरीकों से किया जा सकता है। टांका लगाने वाले लोहे को ऑपरेटिंग तापमान पर गर्म करें, "डंक" को रसिन को स्पर्श करें, उस पर मिलाप पिघलाएं और बाद वाले को लकड़ी के टुकड़े पर पीस लें। या गर्म सिरे को जिंक क्लोराइड के घोल से सिक्त चीर से पोंछ लें, उस पर मिलाप पिघलाएँ और इसे अमोनिया या सेंधा नमक के टुकड़े से सिरे पर रगड़ें। मुख्य बात यह है कि इन ऑपरेशनों के परिणामस्वरूप, टिप का काम करने वाला हिस्सा पूरी तरह से मिलाप की एक पतली परत से ढका होता है।
टिप को टिन करने की आवश्यकता इस तथ्य के कारण है कि फ्लक्स धीरे-धीरे खराब हो जाता है, और सोल्डर टिप को भंग कर देता है। आकार के नुकसान के कारण, नियमित रूप से डंक को तेज करना आवश्यक है, और अधिक सक्रिय प्रवाह, अधिक बार, कभी-कभी दिन में कई बार। निकल-प्लेटेड युक्तियों के लिए, निकेल तांबे तक पहुंच को बंद कर देता है, इसकी रक्षा करता है, लेकिन इस तरह की युक्तियों को सावधानीपूर्वक संभालने की आवश्यकता होती है, वे अति ताप करने से डरते हैं, और यह एक तथ्य नहीं है कि निर्माता ने पर्याप्त उच्च गुणवत्ता वाली कोटिंग बनाई है जिसके लिए इसे अधिक भुगतान की आवश्यकता है .
टांका लगाने के लिए भागों की तैयारी
सोल्डरिंग के लिए भागों को तैयार करने में एक ही ऑपरेशन करना शामिल है, भले ही किस प्रकार (कम तापमान या उच्च तापमान) सोल्डरिंग किया जाता है, और किस हीटिंग स्रोत (इलेक्ट्रिक या गैस सोल्डरिंग आयरन, गैस बर्नर, इंडक्टर, या कुछ और) का उपयोग किया जाता है।सबसे पहले, यह गंदगी और degreasing से भाग को साफ कर रहा है। यहां कोई विशेष सूक्ष्मता नहीं है - आपको सॉल्वैंट्स (गैसोलीन, एसीटोन या अन्य) की मदद से तेल, वसा, गंदगी से भाग को साफ करने की आवश्यकता है। यदि जंग है, तो इसे किसी भी उपयुक्त यांत्रिक माध्यम से हटाया जाना चाहिए - एक एमरी व्हील, वायर ब्रश या सैंडपेपर का उपयोग करना। उच्च-मिश्र धातु और स्टेनलेस स्टील्स के मामले में, शामिल किनारों को एक अपघर्षक उपकरण के साथ पीसने की सलाह दी जाती है, क्योंकि इन धातुओं की ऑक्साइड फिल्म विशेष रूप से मजबूत होती है।
सोल्डरिंग तापमान
टांका लगाने वाले लोहे का ताप तापमान सबसे महत्वपूर्ण पैरामीटर है, टांका लगाने की गुणवत्ता तापमान पर निर्भर करती है। अपर्याप्त तापमान स्वयं को इस तथ्य में प्रकट करता है कि मिलाप उत्पाद की सतह पर नहीं फैलता है, लेकिन प्रवाह के साथ सतह की तैयारी के बावजूद, एक गांठ में निहित है। लेकिन भले ही टांका बाहरी रूप से निकला हो (मिलाप पिघल गया और जोड़ पर फैल गया), मिलाप का जोड़ ढीला, मैट रंग का हो जाता है, और इसमें यांत्रिक शक्ति कम होती है।टांका लगाने का तापमान (टांका लगाने वाले भागों का तापमान) मिलाप के पिघलने के तापमान से 40-80 ° C अधिक होना चाहिए, और टांका लगाने वाले तापमान की तुलना में टिप का ताप तापमान 20-40 ° C अधिक होना चाहिए। अंतिम आवश्यकता इस तथ्य के कारण है कि टांका लगाने वाले भागों के संपर्क में, गर्मी हटाने के कारण टांका लगाने वाले लोहे का तापमान कम हो जाएगा। इस प्रकार, टिप का ताप तापमान सोल्डर के पिघलने के तापमान से 60-120 डिग्री सेल्सियस से अधिक होना चाहिए। यदि एक सोल्डरिंग स्टेशन का उपयोग किया जाता है, तो आवश्यक तापमान केवल नियामक द्वारा निर्धारित किया जाता है। तापमान नियंत्रण के बिना टांका लगाने वाले लोहे का उपयोग करते समय, टांका लगाने वाले लोहे को छूने पर रोसिन के व्यवहार से, फ्लक्स के रूप में रोसिन का उपयोग करते समय, इसके वास्तविक मूल्य का मूल्यांकन करना संभव है। इसे उबालना चाहिए और भाप को गहराई से छोड़ना चाहिए, लेकिन तुरंत नहीं जलना चाहिए, बल्कि उबलते बूंदों के रूप में टिप पर रहना चाहिए।
टांका लगाने वाले लोहे का अधिक गरम होना भी हानिकारक है, यह सोल्डर की सतह को सक्रिय करने से पहले फ्लक्स को जलाने और चारे का कारण बनता है। टांका लगाने वाले लोहे की नोक पर स्थित मिलाप पर दिखाई देने वाले आक्साइड की एक डार्क फिल्म द्वारा ओवरहीटिंग का सबूत दिया जाता है, साथ ही इस तथ्य से भी कि यह "स्टिंग" पर नहीं रहता है, इससे बहता है।
सोल्डरिंग तकनीक
टांका लगाने वाले लोहे के साथ मिलाप करने के दो मुख्य तरीके हैं:- टांका लगाने वाले लोहे की नोक से टांका लगाने वाले भागों को मिलाप की आपूर्ति (नाली)।
- टांका लगाने वाले भागों को सीधे सोल्डर की आपूर्ति (पैड को)।
किसी भी विधि के साथ, पहले टांका लगाने के लिए भागों को तैयार करना, उन्हें उनकी मूल स्थिति में स्थापित करना और ठीक करना आवश्यक है, टांका लगाने वाले लोहे को गर्म करें और मिलाप के स्थान को फ्लक्स से सिक्त करें। किस विधि का उपयोग किया जाता है, इसके आधार पर आगे के चरण भिन्न होते हैं।
टांका लगाने वाले लोहे से मिलाप की आपूर्ति करते समय, उस पर एक निश्चित मात्रा में मिलाप पिघलाया जाता है (टिप पर रखा जाता है) और "स्टिंग" को टांका लगाने वाले भागों के खिलाफ दबाया जाता है। इस मामले में, फ्लक्स उबलना और वाष्पित होना शुरू हो जाएगा, और पिघला हुआ मिलाप टांका लगाने वाले लोहे से जंक्शन तक जाता है। भविष्य के सीम के साथ टिप को स्थानांतरित करके, मिलाप को जोड़ पर वितरित किया जाता है।
जेली पर मिलाप पर्याप्त हो सकता है यदि टिप ने अभी-अभी एक धातु की चमक हासिल की है। यदि टिप का आकार काफी बदल गया है, तो बहुत अधिक मिलाप है।

मिलाप को सीधे जंक्शन पर लगाते समय, टांका लगाने वाला लोहा पहले भागों को टांका लगाने के तापमान तक गर्म करता है, और फिर मिलाप को भाग या टांका लगाने वाले लोहे और भाग के बीच के जोड़ को खिलाया जाता है। पिघलने, मिलाप मिलाप भागों के बीच के जोड़ को भर देगा। टांका लगाने वाले लोहे के साथ टांका लगाने का तरीका चुनें - पहला या दूसरा तरीका - प्रदर्शन किए गए कार्य की प्रकृति के आधार पर होना चाहिए। छोटे भागों के लिए, पहली विधि बेहतर है, बड़े के लिए, दूसरी।
उच्च गुणवत्ता वाले सोल्डरिंग के लिए मुख्य आवश्यकताओं में शामिल हैं:
- टांका लगाने वाले लोहे और टांका लगाने वाले भागों का अच्छा ताप;
- पर्याप्त मात्रा में प्रवाह;
- मिलाप की आवश्यक मात्रा में प्रवेश करना - ठीक उतना ही जितना आवश्यक हो, लेकिन अधिक नहीं।
टांका लगाने वाले लोहे के साथ ठीक से मिलाप करने के तरीके के बारे में यहां कुछ सुझाव दिए गए हैं।
यदि मिलाप प्रवाहित नहीं होता है, लेकिन धब्बा होता है, तो भागों का तापमान वांछित मूल्यों तक नहीं पहुंचा है, आपको टांका लगाने वाले लोहे के ताप तापमान को बढ़ाने या अधिक शक्तिशाली उपकरण लेने की आवश्यकता है।
आपको बहुत अधिक मिलाप जोड़ने की आवश्यकता नहीं है। उच्च-गुणवत्ता वाले सोल्डरिंग का तात्पर्य संयुक्त में न्यूनतम पर्याप्त मात्रा में सामग्री की उपस्थिति से है, जिस पर सीम थोड़ा अवतल हो जाता है। यदि बहुत अधिक मिलाप है, तो आपको इसे जंक्शन पर कहीं संलग्न करने का प्रयास करने की आवश्यकता नहीं है, इसे सक्शन या ब्रैड के साथ निकालना बेहतर है।
जंक्शन की गुणवत्ता उसके रंग से संकेतित होती है। उच्च गुणवत्ता - जंक्शन में एक उज्ज्वल चमक है। अपर्याप्त तापमान जंक्शन की संरचना को दानेदार, स्पंजी बनाता है - यह एक स्पष्ट विवाह है। जला हुआ सोल्डर सुस्त दिखता है और ताकत कम कर देता है, जो कुछ मामलों में काफी स्वीकार्य हो सकता है।
सक्रिय (अम्लीय) फ्लक्स का उपयोग करते समय, टांका लगाने के बाद उनके अवशेषों को धोना अनिवार्य है - किसी प्रकार के डिटर्जेंट या साधारण क्षारीय साबुन से। अन्यथा, इस बात की कोई गारंटी नहीं दी जा सकती है कि कुछ समय बाद शेष एसिड से जंग से कनेक्शन नष्ट नहीं होगा।
टिनिंग
टिनिंग - सोल्डर की एक पतली परत के साथ धातु की सतह को कवर करना - या तो एक स्वतंत्र, अंतिम ऑपरेशन, या एक मध्यवर्ती, सोल्डरिंग की प्रारंभिक चरण हो सकता है। जब यह प्रारंभिक चरण होता है, तो ज्यादातर मामलों में भाग की सफल टिनिंग का मतलब है कि टांका लगाने का काम (धातु में मिलाप को मिलाना) का सबसे कठिन हिस्सा किया जाता है, और टिन किए गए भागों को एक साथ मिलाप करना आमतौर पर मुश्किल नहीं होता है।तार टिनिंग. बिजली के तारों के सिरों को टिन करना सबसे अधिक बार चलने वाले कार्यों में से एक है। संपर्कों को तारों को टांका लगाने, एक साथ टांका लगाने या बोल्ट से जुड़ने पर टर्मिनलों के साथ बेहतर संपर्क सुनिश्चित करने से पहले इसे किया जाता है। टिन के फंसे हुए तार से एक अंगूठी बनाना सुविधाजनक है, जो टर्मिनल और अच्छे संपर्क से जुड़ी होने पर सुविधा प्रदान करता है।
तार ठोस और फंसे हुए, तांबे और एल्यूमीनियम, वार्निश या नहीं, साफ नए या अम्लीकृत पुराने हो सकते हैं। इन विशेषताओं के आधार पर, उनकी सेवा भिन्न होती है।
टिन का सबसे आसान तरीका सिंगल-कोर कॉपर वायर है। यदि यह नया है, तो यह ऑक्साइड से ढका नहीं है और बिना स्ट्रिपिंग के भी टिन किया गया है, आपको बस तार की सतह पर फ्लक्स लगाने की जरूरत है, सोल्डर को गर्म टांका लगाने वाले लोहे पर लागू करें और टांका लगाने वाले लोहे को तार के साथ थोड़ा मोड़ें। तार। एक नियम के रूप में, टिनिंग बिना किसी समस्या के गुजरता है।


यदि कंडक्टर टिन नहीं करना चाहता है - वार्निश (तामचीनी) की उपस्थिति के कारण - साधारण एस्पिरिन मदद करता है। एस्पिरिन (एसिटाइलसैलिसिलिक एसिड) टैबलेट के साथ मिलाप करने का तरीका जानना कुछ मामलों में बहुत मददगार हो सकता है। आपको इसे एक बोर्ड पर रखने की जरूरत है, इसके खिलाफ कंडक्टर को दबाएं और इसे कुछ सेकंड के लिए टांका लगाने वाले लोहे से गर्म करें। इस मामले में, टैबलेट पिघलना शुरू हो जाता है, और परिणामस्वरूप एसिड वार्निश को नष्ट कर देता है। उसके बाद, तार आमतौर पर आसानी से टिन हो जाता है।
यदि कोई एस्पिरिन नहीं है, तो बिजली के तारों से विनाइल क्लोराइड इन्सुलेशन भी वार्निश को हटाने में मदद करता है जो कंडक्टर की सतह से टिनिंग में हस्तक्षेप करता है, जो गर्म होने पर वार्निश कोटिंग को नष्ट करने वाले पदार्थों को छोड़ता है। टांका लगाने वाले लोहे के साथ तारों को इन्सुलेशन के एक टुकड़े पर दबाना और इसे इन्सुलेशन और टांका लगाने वाले लोहे के बीच कई बार खींचना आवश्यक है। फिर तार को सामान्य तरीके से विकिरणित करें। सैंडपेपर या चाकू से वार्निश को अलग करते समय, पतले तार के तारों में कटौती और टूटना असामान्य नहीं है। फायरिंग से अलग होने पर, तार ताकत खो सकता है और आसानी से टूट सकता है।
यह ध्यान में रखा जाना चाहिए कि पिघला हुआ पीवीसी और एस्पिरिन हवा में स्वास्थ्य के लिए हानिकारक पदार्थों को छोड़ते हैं।
इसके अलावा, वार्निश (तामचीनी) तारों के लिए, आप एक विशेष प्रवाह खरीद सकते हैं जो वार्निश को हटा देता है।

नए फंसे हुए तांबे के तार को एक ही स्ट्रैंड की तरह आसानी से टिन किया जा सकता है। एकमात्र विशेषता यह है कि इसे उस दिशा में घुमाया जाए जिसमें तार मुड़े होंगे न कि मुड़े हुए।
पुराने तारों को ऑक्साइड के साथ लेपित किया जा सकता है जो टिनिंग को रोकते हैं। वही एस्पिरिन टैबलेट उनसे निपटने में मदद करेगी। आपको कंडक्टर को खोलना है, इसे एस्पिरिन पर रखना है और इसे कुछ सेकंड के लिए टांका लगाने वाले लोहे से गर्म करना है, कंडक्टर को आगे-पीछे करना - और टिनिंग की समस्या गायब हो जाएगी।
एल्यूमीनियम तार टिनिंग के लिए, आपको एक विशेष प्रवाह की आवश्यकता होगी - उदाहरण के लिए, जिसे "एल्यूमीनियम ब्रेजिंग फ्लक्स" कहा जाता है। यह प्रवाह सार्वभौमिक है और रासायनिक रूप से प्रतिरोधी ऑक्साइड फिल्म - विशेष रूप से स्टेनलेस स्टील के साथ टांका लगाने वाली धातुओं के लिए भी उपयुक्त है। इसका उपयोग करते समय, आपको जंग से बचने के लिए बाद में फ्लक्स अवशेषों से कनेक्शन को साफ करना याद रखना होगा।

यदि टिनिंग के दौरान तारों पर अतिरिक्त सर्फ़ बन गया है, तो आप तार को नीचे की ओर लंबवत रखकर और उसके सिरे पर एक गर्म टांका लगाने वाले लोहे को दबाकर इसे हटा सकते हैं। अतिरिक्त मिलाप तार से टांका लगाने वाले लोहे में निकल जाएगा।
एक बड़ी धातु की सतह की टिनिंग
धातु की सतह को जंग से बचाने के लिए या बाद में इसके दूसरे हिस्से को मिलाप करने के लिए टिनिंग की आवश्यकता हो सकती है। भले ही एक पूरी तरह से नई शीट को टिन किया गया हो, जो बाहरी रूप से साफ दिखती है, विदेशी पदार्थ हमेशा इसकी सतह पर हो सकते हैं - परिरक्षक स्नेहक, विभिन्न संदूषक। यदि जंग से ढकी एक शीट टिन की हुई है, तो उसे और अधिक साफ करने की आवश्यकता है। इसलिए, टिनिंग हमेशा सतह की पूरी तरह से सफाई के साथ शुरू होती है। जंग को एक उभरे हुए कपड़े या धातु के ब्रश से साफ किया जाता है, गैसोलीन, एसीटोन या अन्य विलायक के साथ वसा और तेल हटा दिए जाते हैं।फिर, ब्रश या अन्य उपकरण के साथ जो फ्लक्स से मेल खाता है, शीट की सतह पर एक फ्लक्स लगाया जाता है (यह नीचे दी गई तस्वीर में पेस्टी फ्लक्स नहीं हो सकता है, लेकिन, उदाहरण के लिए, जिंक क्लोराइड का समाधान या कोई अन्य सक्रिय प्रवाह)।

टिप की अपेक्षाकृत बड़ी सपाट सतह वाले टांका लगाने वाले लोहे को आवश्यक तापमान तक गर्म किया जाता है और सोल्डर को भाग की सतह पर लगाया जाता है। यह वांछनीय है कि टांका लगाने वाले लोहे की शक्ति लगभग 100 W या अधिक हो।

फिर सोल्डरिंग आयरन को सबसे बड़े प्लेन वाले हिस्से पर टांका लगाने वाले हिस्से पर लगाएं और उस स्थिति में रखें। भाग का ताप समय उसके आकार, टांका लगाने वाले लोहे की शक्ति और संपर्क क्षेत्र पर निर्भर करता है। आवश्यक तापमान की उपलब्धि फ्लक्स के उबलने, सोल्डर के पिघलने और सतह पर इसके फैलने से प्रमाणित होती है। धीरे-धीरे, मिलाप सतह पर वितरित किया जाता है।

टिनिंग के बाद, धातु की सतह को अल्कोहल, एसीटोन, गैसोलीन, साबुन के पानी (फ्लक्स की रासायनिक संरचना के आधार पर) से फ्लक्स अवशेषों से साफ किया जाता है।

यदि मिलाप धातु की सतह पर नहीं फैलता है, तो यह टिनिंग से पहले सतह की खराब सफाई, धातु के खराब ताप (अपर्याप्त टांका लगाने वाली लोहे की शक्ति, छोटे संपर्क क्षेत्र, धातु के हिस्से के अपर्याप्त हीटिंग समय के कारण) के कारण हो सकता है। , गंदा टांका लगाने वाला लोहे का टिप। एक अन्य कारण फ्लक्स या सोल्डर का गलत चुनाव हो सकता है।

टिनिंग को टांका लगाने वाले लोहे से मिलाप लगाकर (निकालना) किया जा सकता है और इसे सतह पर "डंक" के साथ वितरित किया जा सकता है, या सीधे साइट पर मिलाप की आपूर्ति करके - मिलाप पिघल जाता है जब यह भाग की गर्म धातु को छूता है।
शीट मेटल की लैप सोल्डरिंग
कार निकायों की मरम्मत करते समय, सभी प्रकार के टिन काम करते हैं, शीट धातु को मिलाप करना आवश्यक हो जाता है। आप दो तरह से एक दूसरे को ओवरलैप करके शीट के हिस्सों को मिलाप कर सकते हैं - उन्हें पूर्व-विकिरण करके, या मिलाप और फ्लक्स युक्त सोल्डर पेस्ट का उपयोग करके।पहले मामले में, यांत्रिक सफाई और गिरावट के बाद भागों के अतिव्यापी क्षेत्रों को पूर्व-टिन किया जाता है। फिर कनेक्शन के हिस्सों को एक दूसरे पर टिन की सतहों के साथ लागू किया जाता है, क्लैम्पिंग उपकरणों के साथ तय किया जाता है और टांका लगाने वाले लोहे के साथ अलग-अलग पक्षों से मिलाप के पिघलने के तापमान तक गरम किया जाता है। सफल सोल्डरिंग का प्रमाण अंतराल से पिघला हुआ सोल्डर का प्रवाह है।
दूसरी विधि में, भागों को तैयार करने के बाद, भागों में से एक के संपर्क क्षेत्र को सोल्डर पेस्ट से ढक दिया जाता है। फिर भागों को वांछित स्थिति में तय किया जाता है, क्लैंप के साथ कड़ा किया जाता है और, जैसा कि पहले मामले में, सीम को दोनों तरफ से टांका लगाने वाले लोहे से गरम किया जाता है।
सोल्डर पेस्ट खरीदते समय, आपको इसके उद्देश्य पर ध्यान देने की आवश्यकता है, क्योंकि। कई सोल्डर पेस्ट सोल्डरिंग इलेक्ट्रॉनिक्स के लिए डिज़ाइन किए गए हैं और इसमें सक्रिय फ्लक्स नहीं होते हैं जो सोल्डरिंग स्टील की अनुमति देते हैं।



इस साइट की सामग्री का उपयोग करते समय, आपको इस साइट के सक्रिय लिंक डालने होंगे, जो उपयोगकर्ताओं और खोज रोबोटों के लिए दृश्यमान हों।