Souder avec un fer à souder
La soudure avec un fer à souder est l'une des méthodes de soudure les plus courantes et les plus simples, mais elle présente deux limitations importantes. Premièrement, un fer à souder ne peut être soudé qu'avec des soudures à faible point de fusion (douces), et deuxièmement, ils ne peuvent pas (ou, en tout cas, il est difficile) de souder des pièces massives avec un grand dissipateur thermique - en raison de l'impossibilité de chauffer à la température de fusion de la soudure. Cette dernière limitation est surmontée en chauffant la pièce à souder avec une source de chaleur externe - un brûleur à gaz, une cuisinière électrique ou à gaz, ou d'une autre manière - mais cela complique le processus de soudage.
Avant de souder avec un fer à souder, vous devez vous procurer tout ce dont vous avez besoin. Les principaux outils et matériaux sans lesquels la soudure est impossible comprennent le fer à souder lui-même, la soudure et le flux.
Fers à souder
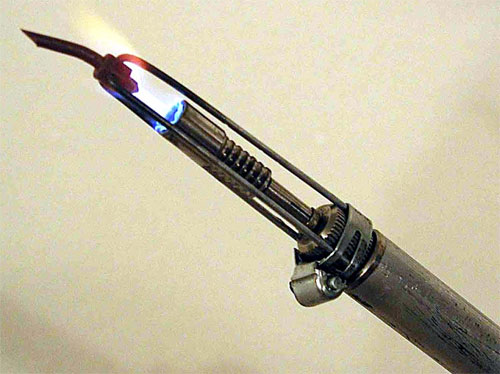
Selon la méthode de chauffage, les fers à souder sont "normaux" - électriques (avec un élément chauffant en spirale ou en céramique), au gaz (avec un brûleur à gaz), à air chaud (la chaleur est transférée par un flux d'air), à induction. Les fers à souder à marteaux massifs peuvent être chauffés non seulement à l'électricité, mais aussi à l'ancienne - avec une flamme nue.
Comment utiliser un tel fer à souder, vous pouvez apprendre des descriptions de la technologie du travail de l'étain, c'est là qu'ils étaient le plus souvent utilisés. De nos jours, les fers à souder électriques sont généralement utilisés en raison de leur disponibilité et de leur facilité d'utilisation. Mais les premiers fers à souder étaient chauffés par une flamme nue.

Le paramètre principal par lequel un fer à souder est sélectionné est sa puissance, qui détermine la quantité de flux de chaleur transmise aux pièces soudées. Pour souder des composants électroniques, des appareils d'une puissance allant jusqu'à 40 W sont utilisés. Les pièces à paroi mince (avec une épaisseur de paroi allant jusqu'à 1 mm) nécessitent une puissance de 80 à 100 watts.

Pour les pièces dont l'épaisseur de paroi est supérieure ou égale à 2 mm, vous aurez besoin de fers à souder d'une puissance supérieure à 100 watts. Ce sont notamment des fers à souder électriques à marteau qui consomment jusqu'à 250 W et plus. Les fers à souder les plus énergivores comprennent, par exemple, le fer à souder à marteau Ersa Hammer 550 d'une puissance de 550 W. Il est capable de chauffer jusqu'à une température de 600°C et est conçu pour le brasage de pièces particulièrement massives - radiateurs, pièces de machines. Mais il a un prix insuffisant.

Outre la masse de la pièce, la conductivité thermique du métal soudé affecte également la puissance requise du fer à souder. Avec son augmentation, la puissance de l'appareil et la température de son chauffage doivent être augmentées. Lors du soudage de pièces en cuivre avec un fer à souder, il doit être chauffé plus fortement que lors du soudage d'une pièce de même masse, mais en acier. Soit dit en passant, lorsque vous travaillez avec des produits en cuivre, une situation peut survenir lorsque, en raison de la conductivité thermique élevée du métal, lors du soudage, le dessoudage des endroits précédemment terminés se produira.
Soudures
Lors du soudage avec des fers à souder électriques, de l'étain-plomb à basse température (POS-30, POS-40, POS-61), de l'étain-argent (PSr-2, PSr-2.5) ou d'autres soudures et de l'étain pur sont utilisés. Les inconvénients des soudures contenant du plomb incluent la nocivité de ce dernier, les avantages sont la meilleure qualité de soudure que les soudures sans plomb. L'étain pur est utilisé pour souder les ustensiles de cuisine.
Flux
Il est généralement admis que l'étain, l'argent, l'or, le cuivre, le laiton, le bronze, le plomb, le maillechort sont bien soudés. Satisfaisant - aciers au carbone et faiblement alliés, nickel, zinc. Mauvais - aluminium, aciers fortement alliés et inoxydables, bronze d'aluminium, fonte, chrome, titane, magnésium. Cependant, sans contester ces données, on peut affirmer qu'il n'y a pas de métal mal brasé, il y a une mauvaise préparation de la pièce, un flux mal sélectionné et des conditions de température incorrectes.Choisir le bon flux pour le brasage signifie résoudre le principal problème de brasage. C'est la qualité du flux qui détermine tout d'abord la soudabilité d'un métal particulier, la facilité ou la difficulté du processus de brasage lui-même et la résistance du joint. Le flux doit correspondre au matériau des produits soudés - sa capacité à détruire son film d'oxyde.
Les flux acides (actifs), tels que "l'acide de soudure" à base de chlorure de zinc, ne peuvent pas être utilisés lors du soudage de composants électroniques, car ils conduisent bien l'électricité et provoquent la corrosion, cependant, en raison de leur agressivité, ils préparent très bien la surface et sont donc indispensable lors du soudage de structures métalliques, et plus le métal est chimiquement résistant, plus le flux doit être actif. Les résidus de flux actifs doivent être soigneusement éliminés une fois le soudage terminé.
Les flux efficaces pour le soudage de l'acier sont une solution aqueuse de chlorure de zinc, des acides de soudage à base de celui-ci, le flux LTI-120. Vous pouvez utiliser d'autres flux plus puissants, qui abondent sur le marché.

La principale différence entre le soudage des aciers inoxydables et le soudage des aciers au carbone et faiblement alliés est la nécessité d'utiliser des flux plus actifs, qui sont nécessaires pour détruire les oxydes chimiquement résistants dont les aciers inoxydables sont revêtus. Quant à la fonte, elle doit être soudée à haute température et, par conséquent, un fer à souder électrique ne convient pas à cette fin.
Pour l'acier inoxydable, l'acide phosphorique est utilisé. Bien faire face à un film d'oxyde chimiquement résistant et à des flux spécialisés, tels que, par exemple, le F-38.

Pour le fer galvanisé, vous pouvez utiliser une composition contenant de la colophane, de l'alcool éthylique, du chlorure de zinc et du chlorure d'ammonium (flux LK-2).
Matériels et dispositifs auxiliaires
Vous pouvez vous passer de certains appareils et matériaux utilisés pour le soudage, mais leur présence rend le travail beaucoup plus pratique et confortable.Support de fer à souder sert à garantir que le fer à souder chauffé ne touche pas la table ou d'autres objets. S'il n'est pas livré avec un fer à souder, il est acheté séparément ou fabriqué indépendamment. Le support le plus simple peut être fabriqué à partir d'une fine feuille d'étain en y découpant des rainures pour la pose de l'outil.
![]()
Rayonne ou mousse humide éponge, placé dans un nid pour éviter de tomber, il est beaucoup plus pratique de nettoyer la pointe du fer à souder qu'avec un chiffon ordinaire. Les copeaux de laiton peuvent également servir aux mêmes fins.

Vous pouvez enlever l'excès de soudure de la surface des pièces à l'aide aspiration spéciale ou des tresses. Le premier en apparence et en design ressemble à une seringue équipée d'un ressort. Avant utilisation, il faut l'armer en noyant la tête de tige. En amenant le bec vers la soudure fondue, le ressort est abaissé en appuyant sur le bouton de déverrouillage. En conséquence, l'excès de soudure est aspiré dans la tête amovible.

C'est une tresse de fils de cuivre fins fluxés. En attachant son extrémité à la soudure et en appuyant dessus avec un fer à souder, grâce aux forces capillaires, vous pouvez récupérer tout l'excédent de soudure à l'intérieur comme un buvard. La pointe de la tresse, saturée de soudure, est simplement coupée.


Un appareil très utile s'appelle troisième main(outil de troisième main). Lorsque vous travaillez avec un fer à souder, il y a parfois catastrophiquement "pas assez de mains" - l'une est occupée par le fer à souder lui-même, l'autre par la soudure, mais vous devez toujours maintenir les pièces à souder dans une certaine position. La "troisième main" est pratique en ce que ses pinces peuvent être facilement installées dans n'importe quelle position les unes par rapport aux autres.

Support à souder "Troisième main"
Les pièces soudées sont chauffées à haute température, les toucher peut provoquer des brûlures. Par conséquent, il est souhaitable de disposer de divers dispositifs de serrage permettant de manipuler des pièces chauffées - pinces, pince à épiler, pinces.
Préparation du fer à souder pour le travail
La première fois que vous allumez le fer à souder, il peut commencer à fumer. Il n'y a rien de mal à cela, les huiles utilisées pour préserver le fer à souder brûlent tout simplement. Il suffit d'aérer la pièce.Avant d'utiliser le fer à souder, vous devez préparer sa pointe. La préparation dépend de sa forme originale. Si la pointe est en cuivre nu, la pointe peut être forgée en forme de tournevis, ce qui compactera le cuivre et le rendra plus résistant à l'usure. Vous pouvez simplement l'aiguiser avec du papier de verre ou une lime, en lui donnant la forme nécessaire - sous la forme d'un cône aigu ou tronqué avec un angle différent, une pyramide tétraédrique, un biseau angulaire d'un côté. Les revêtements en nickel métallique sont utilisés pour protéger le cuivre de l'oxydation. Si le fer à souder a un tel revêtement, il ne peut pas être forgé et affûté afin d'éviter d'endommager la couche de revêtement.
Il existe une gamme unifiée de formes de pointes, mais vous pouvez bien sûr utiliser n'importe quelle forme adaptée à un travail particulier.

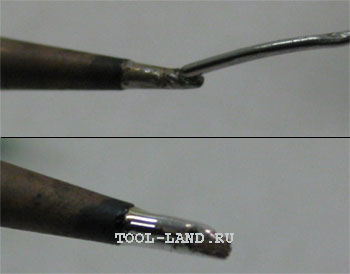
Lors du soudage de pièces massives, la zone de contact entre le fer à souder et la pièce doit être la plus grande possible pour assurer un meilleur transfert de chaleur. Dans ce cas, l'affûtage angulaire d'une tige ronde est considéré comme le meilleur (2 sur la photo ci-dessus). Si vous avez l'intention de souder de petites pièces, un cône pointu (4), un couteau ou d'autres formes avec de petits angles feront l'affaire.
Les instructions pour travailler avec un fer à souder doté d'une pointe en cuivre non revêtue contiennent une exigence obligatoire - étamer la «piqûre» d'un nouveau fer à souder afin de le protéger de l'oxydation et de l'usure. Et cela devrait être fait au premier chauffage, sans délai. Sinon, la "piqûre" sera recouverte d'une fine couche de tartre et la soudure ne voudra pas s'y coller. Cela peut se faire de différentes façons. Réchauffez le fer à souder à la température de fonctionnement, touchez la "piqûre" à la colophane, faites fondre la soudure dessus et broyez cette dernière sur un morceau de bois. Ou essuyez la pointe chauffée avec un chiffon imbibé d'une solution de chlorure de zinc, faites fondre la soudure dessus et frottez-la sur la pointe avec un morceau d'ammoniac ou de sel gemme. L'essentiel est qu'à la suite de ces opérations, la partie active de la pointe soit complètement recouverte d'une fine couche de soudure.
La nécessité d'étamer la pointe est due au fait que le flux se corrode progressivement et que la soudure dissout la pointe. En raison de la perte de forme, il est nécessaire d'aiguiser régulièrement la piqûre, et plus le flux est actif, plus souvent, parfois plusieurs fois par jour. Pour les pointes nickelées, le nickel ferme l'accès au cuivre, le protégeant, mais ces pointes nécessitent une manipulation prudente, elles craignent la surchauffe, et ce n'est pas un fait que le fabricant a fait un revêtement de qualité suffisante pour lequel il nécessite un trop-payé .
Préparation des pièces à souder
La préparation des pièces pour le brasage consiste à effectuer les mêmes opérations, quel que soit le type de brasage (basse ou haute température) effectué et la source de chauffage (fer à souder électrique ou à gaz, brûleur à gaz, inducteur ou autre) utilisée.Tout d'abord, il s'agit de nettoyer la pièce de la saleté et du dégraissage. Il n'y a pas de subtilités particulières ici - vous devez nettoyer la pièce des huiles, des graisses, de la saleté à l'aide de solvants (essence, acétone ou autres). S'il y a de la rouille, elle doit être éliminée par tout moyen mécanique approprié - à l'aide d'une meule émeri, d'une brosse métallique ou de papier de verre. Dans le cas des aciers fortement alliés et inoxydables, il est souhaitable de meuler les bords joints avec un outil abrasif, car le film d'oxyde de ces métaux est particulièrement résistant.
Température de soudure
La température de chauffe du fer à souder est le paramètre le plus important, la qualité de la soudure dépend de la température. Une température insuffisante se manifeste par le fait que la soudure ne s'étale pas sur la surface du produit, mais reste en un morceau, malgré la préparation de la surface avec du flux. Mais même si la soudure s'est avérée externe (la soudure a fondu et s'est répandue sur le joint), le joint de soudure s'avère lâche, de couleur mate et a une faible résistance mécanique.La température de soudure (la température des pièces soudées) doit être supérieure de 40 à 80 ° C à la température de fusion de la soudure et la température de chauffage de la pointe doit être supérieure de 20 à 40 ° C à la température de soudure. La dernière exigence est due au fait qu'au contact des pièces à souder, la température du fer à souder va diminuer du fait de l'évacuation de la chaleur. Ainsi, la température de chauffage de la pointe doit dépasser la température de fusion de la soudure de 60 à 120°C. Si une station de soudage est utilisée, la température requise est simplement réglée par le régulateur. Lors de l'utilisation d'un fer à souder sans contrôle de température, il est possible d'évaluer sa valeur réelle, lors de l'utilisation de colophane comme fondant, par le comportement de la colophane au contact du fer à souder. Il doit bouillir et libérer de la vapeur abondamment, mais ne pas brûler instantanément, mais rester sur la pointe sous forme de gouttes bouillantes.
La surchauffe du fer à souder est également nocive, elle provoque la combustion et la carbonisation du flux avant qu'il n'active la surface de soudure. La surchauffe est mise en évidence par un film sombre d'oxydes qui apparaît sur la soudure située à la pointe du fer à souder, ainsi que par le fait qu'il ne reste pas sur la "piqûre", qui en découle.
techniques de soudure
Il existe deux manières principales de souder avec un fer à souder :- Alimentation (vidange) de la soudure aux pièces soudées à partir de la pointe du fer à souder.
- Apport de soudure directement sur les pièces à souder (sur le plot).
Quelle que soit la méthode, il est nécessaire de préparer d'abord les pièces pour la soudure, de les installer et de les fixer dans leur position d'origine, de chauffer le fer à souder et d'humidifier l'emplacement de la soudure avec du flux. Les étapes suivantes diffèrent selon la méthode utilisée.
Lors de la fourniture de soudure à partir d'un fer à souder, une certaine quantité de soudure est fondue dessus (à maintenir à la pointe) et la "piqûre" est pressée contre les pièces à souder. Dans ce cas, le flux commencera à bouillir et à s'évaporer, et la soudure fondue passera du fer à souder à la jonction. En déplaçant la pointe le long du futur joint, la soudure est répartie sur le joint.
La soudure sur la gelée peut suffire si la pointe vient d'acquérir un éclat métallique. Si la forme de la pointe a sensiblement changé, il y a trop de soudure.

Lors de l'application de soudure directement sur la jonction, le fer à souder chauffe d'abord les pièces à la température de soudure, puis la soudure est acheminée vers la pièce ou vers le joint entre le fer à souder et la pièce. En fondant, la soudure remplira le joint entre les pièces soudées. Choisissez comment souder avec un fer à souder - la première ou la deuxième façon - devrait dépendre de la nature du travail effectué. Pour les petites pièces, la première méthode est meilleure, pour les grandes, la seconde.
Les principales exigences pour une soudure de haute qualité incluent :
- bon chauffage du fer à souder et des pièces soudées;
- une quantité suffisante de flux;
- entrer la quantité de soudure requise - exactement autant que nécessaire, mais pas plus.
Voici quelques conseils pour bien souder avec un fer à souder.
Si la soudure ne coule pas, mais s'étale, la température des pièces n'a pas atteint les valeurs souhaitées, vous devez augmenter la température de chauffage du fer à souder ou prendre un appareil plus puissant.
Vous n'avez pas besoin d'ajouter trop de soudure. Une soudure de haute qualité implique la présence d'une quantité minimale suffisante de matériau dans le joint, à laquelle la couture s'avère légèrement concave. S'il y a trop de soudure, vous n'avez pas besoin d'essayer de l'attacher quelque part à la jonction, il vaut mieux l'enlever avec une aspiration ou une tresse.
La qualité de la jonction est indiquée par sa couleur. Haute qualité - la jonction a un éclat brillant. Une température insuffisante rend la structure de la jonction granuleuse, spongieuse - c'est un mariage sans ambiguïté. La soudure brûlée semble terne et a une résistance réduite, ce qui, dans certains cas, peut être tout à fait acceptable.
Lors de l'utilisation de flux actifs (acides), il est impératif de laver leurs résidus après le soudage - avec une sorte de détergent ou de savon alcalin ordinaire. Sinon, aucune garantie ne peut être donnée qu'après un certain temps, la connexion ne sera pas détruite par la corrosion des acides restants.
Étamage
L'étamage - recouvrir la surface métallique d'une fine couche de soudure - peut être soit une opération finale indépendante, soit une étape préparatoire intermédiaire de la soudure. Lorsqu'il s'agit de la phase préparatoire, un étamage réussi de la pièce signifie dans la plupart des cas que la partie la plus difficile du travail de soudure (joindre la soudure au métal) est terminée, et souder les pièces étamées ensemble n'est généralement plus difficile.Étamage de fil. L'étamage des extrémités des fils électriques est l'une des opérations les plus fréquentes. Il est effectué avant de souder les fils aux contacts, de souder ensemble ou d'assurer un meilleur contact avec les bornes lors de la connexion avec des boulons. Il est pratique de fabriquer un anneau à partir d'un fil toronné étamé, ce qui offre une commodité lorsqu'il est attaché à la borne et un bon contact.
Les fils peuvent être massifs et toronnés, en cuivre et en aluminium, vernis ou non, neufs propres ou anciens acidifiés. En fonction de ces caractéristiques, leur service diffère.
Le moyen le plus simple d'étamer est un fil de cuivre unipolaire. S'il est neuf, qu'il n'est pas recouvert d'oxydes et qu'il est étamé même sans décapage, il vous suffit d'appliquer du flux à la surface du fil, d'appliquer de la soudure sur le fer à souder chauffé et de déplacer le fer à souder le long du fil en tournant légèrement le fil. En règle générale, l'étamage se passe sans problème.


Si le conducteur ne veut pas être étamé - en raison de la présence de vernis (émail) - l'aspirine ordinaire aide. Savoir souder avec un comprimé d'aspirine (acide acétylsalicylique) peut être très utile dans certains cas. Il faut le poser sur une carte, presser le conducteur contre celui-ci et le réchauffer quelques secondes avec un fer à souder. Dans ce cas, la tablette commence à fondre et l'acide résultant détruit le vernis. Après cela, le fil s'étain généralement facilement.
S'il n'y a pas d'aspirine, l'isolation au chlorure de vinyle des fils électriques aide également à éliminer le vernis qui interfère avec l'étamage de la surface du conducteur, qui, lorsqu'il est chauffé, libère des substances qui détruisent le revêtement de vernis. Il est nécessaire de presser les fils avec un fer à souder sur un morceau d'isolant et de le faire glisser plusieurs fois entre l'isolant et le fer à souder. Ensuite, irradiez le fil de la manière habituelle. Lors du décapage du vernis avec du papier de verre ou un couteau, les coupures et les ruptures dans les brins de fil minces ne sont pas rares. Lors du dénudage par tir, le fil peut perdre de sa résistance et se casser facilement.
Il convient de garder à l'esprit que le PVC fondu et l'aspirine libèrent dans l'air des substances nocives pour la santé.
De plus, pour les fils vernis (émaillés), vous pouvez acheter un flux spécial qui enlève le vernis.

Le nouveau fil de cuivre toronné peut être étamé aussi facilement qu'un simple toron. La seule caractéristique est de le faire pivoter dans le sens dans lequel les fils seront torsadés et non détorsadés.
Les vieux fils peuvent être recouverts d'oxydes qui empêchent l'étamage. Le même comprimé d'aspirine aidera à y faire face. Vous devez dérouler le conducteur, le mettre sur de l'aspirine et le réchauffer avec un fer à souder pendant plusieurs secondes, en déplaçant le conducteur d'avant en arrière - et le problème de l'étamage disparaîtra.
Pour étamer du fil d'aluminium, vous aurez besoin d'un flux spécial - par exemple, celui qui s'appelle "Aluminum Brazing Flux". Ce flux est universel et convient également au brasage des métaux avec un film d'oxyde chimiquement résistant - l'acier inoxydable en particulier. Lors de son utilisation, il vous suffit de vous rappeler de nettoyer la connexion des résidus de flux par la suite afin d'éviter la corrosion.

Si pendant l'étamage des fils un excès de surf s'est formé sur eux, vous pouvez l'enlever en plaçant le fil verticalement avec l'extrémité vers le bas et en pressant un fer à souder chauffé à son extrémité. L'excès de soudure s'écoulera du fil vers le fer à souder.
Etamage d'une grande surface métallique
Un étamage de la surface métallique peut être nécessaire pour la protéger de la corrosion ou pour y souder ultérieurement une autre pièce. Même si une feuille entièrement neuve est étamée, ce qui semble propre à l'extérieur, des substances étrangères peuvent toujours se trouver à sa surface - lubrifiant de conservation, divers contaminants. Si une feuille recouverte de rouille est étamée, elle doit être d'autant plus nettoyée. Par conséquent, l'étamage commence toujours par un nettoyage en profondeur de la surface. La rouille est nettoyée avec une toile émeri ou une brosse métallique, les graisses et les huiles sont éliminées avec de l'essence, de l'acétone ou un autre solvant.Ensuite, à l'aide d'un pinceau ou d'un autre outil adapté au flux, un flux est appliqué sur la surface de la feuille (il peut ne pas s'agir d'un flux pâteux comme sur la photo ci-dessous, mais, par exemple, d'une solution de chlorure de zinc ou d'un autre agent actif flux).

Un fer à souder avec une surface plate relativement grande de la pointe est chauffé à la température requise et la soudure est appliquée à la surface de la pièce. Il est souhaitable que la puissance du fer à souder soit d'environ 100 W ou plus.

Ensuite, appliquez le fer à souder sur la soudure de la partie avec le plus grand plan et maintenez-le dans cette position. Le temps de chauffe de la pièce dépend de sa taille, de la puissance du fer à souder et de la zone de contact. L'obtention de la température requise est mise en évidence par l'ébullition du flux, la fusion de la soudure et son étalement sur la surface. Progressivement, la soudure se répartit sur la surface.

Après étamage, la surface métallique est nettoyée des résidus de flux avec de l'alcool, de l'acétone, de l'essence, de l'eau savonneuse (selon la composition chimique du flux).

Si la soudure ne s'étale pas sur la surface métallique, cela peut être dû à un mauvais nettoyage de la surface avant étamage, à un mauvais chauffage du métal (en raison d'une puissance de fer à souder insuffisante, d'une surface de contact réduite, d'un temps de chauffage insuffisant de la partie métallique) , pointe de fer à souder sale. Une autre raison peut être le mauvais choix de flux ou de soudure.

L'étamage peut être effectué en appliquant (drainant) la soudure d'un fer à souder et en la répartissant avec une "piqûre" sur la surface, ou en fournissant de la soudure directement sur le site - la soudure fond lorsqu'elle touche le métal chauffé de la pièce.
Soudage par recouvrement de tôle
Lors de la réparation de carrosseries de voitures, de tous types de travaux d'étain, il devient nécessaire de souder des tôles superposées. Vous pouvez souder des pièces en tôle en les superposant de deux manières : en les pré-irradiant ou en utilisant une pâte à souder contenant de la soudure et du flux.Dans le premier cas, les zones de recouvrement des pièces sont pré-étamées après nettoyage mécanique et dégraissage. Ensuite, les parties de la connexion sont appliquées les unes aux autres avec des surfaces étamées, fixées avec des dispositifs de serrage et chauffées avec un fer à souder de différents côtés à la température de fusion de la soudure. La preuve d'une soudure réussie est le flux de soudure fondue de l'espace.
Dans la deuxième méthode, après avoir préparé les pièces, la zone de contact de l'une des pièces est recouverte de pâte à souder. Ensuite, les pièces sont fixées dans la position souhaitée, serrées avec des pinces et, comme dans le premier cas, la couture est chauffée avec un fer à souder des deux côtés.
Lors de l'achat de pâte à souder, vous devez faire attention à son objectif, car. de nombreuses pâtes à souder sont conçues pour souder l'électronique et ne contiennent pas de flux actifs permettant de souder l'acier.



Lorsque vous utilisez le contenu de ce site, vous devez mettre des liens actifs vers ce site, visibles pour les utilisateurs et les robots de recherche.