विभिन्न ग्रेड के स्टेनलेस स्टील्स की वेल्डेबिलिटी। स्टील्स की वेल्डेबिलिटी। समूहों
जुड़ने की योग्यता- धातु की संपत्ति या धातुओं का संयोजन, स्थापित वेल्डिंग तकनीक के साथ, एक संयुक्त जो उत्पाद के डिजाइन और संचालन द्वारा निर्धारित आवश्यकताओं को पूरा करता है।
स्टील की वेल्डेबिलिटी काफी हद तक इसमें मिश्र धातु, संरचना और कार्बन सामग्री की डिग्री पर निर्भर करती है। वेल्डेबिलिटी पर कार्बन का सबसे अधिक प्रभाव पड़ता है। स्टील में इसकी सामग्री जितनी अधिक होती है, उतनी ही अधिक ठंडी या गर्म दरारें बनने की संभावना होती है, वेल्डेड संयुक्त और आधार धातु की समान शक्ति सुनिश्चित करना उतना ही कठिन होता है।
स्टील की वेल्डेबिलिटी का एक मात्रात्मक संकेतक बराबर कार्बन सामग्री है, जो सूत्र द्वारा निर्धारित किया जाता है
वेल्डेबिलिटी के अनुसार, स्टील्स को चार समूहों में बांटा गया है, जो अच्छे, संतोषजनक, सीमित और खराब वेल्डेबिलिटी की विशेषता है।
वेल्डेबिलिटी द्वारा मुख्य स्टील ग्रेड का वर्गीकरण तालिका में दिया गया है। 7.1
तालिका 7.1
वेल्डेबिलिटी द्वारा स्टील्स का वर्गीकरण
प्रति पहला समूहस्टील्स शामिल करें जिसमें सी ईक 0.25% से अधिक न हो। उन्हें बिना हीटिंग और बाद के गर्मी उपचार के किसी भी मोड में वेल्डेड किया जाता है। वेल्डेड जोड़ों की गुणवत्ता उच्च है।
में दूसरा समूह 0.25 ... 0.35% की सीमा में सी ईक के साथ स्टील शामिल है। इन स्टील्स के उच्च-गुणवत्ता वाले वेल्डेड जोड़ों को प्राप्त करने के लिए, इष्टतम वेल्डिंग स्थितियों का कड़ाई से पालन करना, विशेष भराव सामग्री और फ्लक्स का उपयोग करना और वेल्डिंग के लिए किनारों को सावधानीपूर्वक तैयार करना आवश्यक है। कुछ मामलों में, 100 ... 150 डिग्री सेल्सियस के तापमान पर प्रीहीटिंग की आवश्यकता होती है, इसके बाद गर्मी उपचार किया जाता है।
प्रति तीसरा समूहस्टील्स शामिल हैं जिनके Seq मान 0.35 ... 0.45% की सीमा में हैं। उनकी वेल्डिंग 250 ... 400 डिग्री सेल्सियस और बाद में तड़के के तापमान पर प्रीहीटिंग के साथ की जाती है।
चौथा समूहसी ईक के साथ स्टील्स 0.45% से अधिक हैं। इस समूह के स्टील्स को वेल्ड करना बहुत मुश्किल है। उनकी वेल्डिंग के लिए प्रारंभिक उच्च तापमान की आवश्यकता होती है, और कुछ मामलों में, सहवर्ती हीटिंग, इसके बाद गर्मी उपचार - उच्च तड़के या सामान्यीकरण।
परीक्षण प्रश्न
- ऑक्सी-एसिटिलीन ज्वाला में कितने क्षेत्र होते हैं?
- ऑक्सीकरण ज्वाला में कौन सी गैस अधिक मात्रा में उपस्थित होती है?
- कच्चा लोहा उत्पादों की वेल्डिंग में प्रयुक्त होने वाली ज्वाला के प्रकार का नाम लिखिए।
- लौ के ताप उत्पादन को कैसे नियंत्रित किया जाता है?
- जिस क्षेत्र में वेल्डिंग की जाती है उसे रिकवरी जोन क्यों कहा जाता है?
- किस प्रकार रासायनिक तत्वडीऑक्सीडाइज़र हैं?
- वेल्डिंग के दौरान बेस मेटल का अत्यधिक गर्म होना खतरनाक क्यों है?
- वेल्डिंग के दौरान विकृतियों को खत्म करने के तरीकों की सूची बनाएं।
- स्टील की वेल्डेबिलिटी की मात्रा कैसे निर्धारित की जाती है?
- कौन से स्टील्स में अच्छी वेल्डेबिलिटी है?
स्टील्स की वेल्डेबिलिटी
प्रतिश्रेणी:
धातु वेल्डिंग
स्टील्स की वेल्डेबिलिटी
कम कार्बन स्टील्स में आमतौर पर अच्छी वेल्डेबिलिटी होती है। हानिकारक अशुद्धियाँ वेल्डेबिलिटी को कम कर सकती हैं यदि उनकी सामग्री मानक से अधिक हो। हानिकारक अशुद्धियाँ औसत सामग्री पर भी वेल्डेबिलिटी को ख़राब कर सकती हैं जो आदर्श से परे नहीं जाती हैं, यदि वे स्थानीय संचय बनाते हैं, उदाहरण के लिए, अलगाव के कारण। हल्के स्टील में वेल्डिंग के लिए हानिकारक तत्व कार्बन, फास्फोरस और सल्फर हो सकते हैं, बाद वाले विशेष रूप से स्थानीय संचय के गठन के साथ अलगाव के लिए प्रवण होते हैं।
गैसों और गैर-धातु समावेशन के साथ धातु का संदूषण भी वेल्डेबिलिटी पर नकारात्मक प्रभाव डाल सकता है। हानिकारक अशुद्धियों के साथ धातु का संदूषण इसके उत्पादन की विधि पर निर्भर करता है, और इसे धातु के अंकन से आंशिक रूप से आंका जा सकता है: उच्च गुणवत्ता वाले स्टील को संबंधित ग्रेड के सामान्य गुणवत्ता वाले स्टील से बेहतर वेल्ड किया जाता है; ओपन-हेर्थ स्टील बेसेमर स्टील से बेहतर है, और ओपन-हेर्थ स्टील शांत है - उबलते स्टील से बेहतर है। महत्वपूर्ण वेल्डेड उत्पादों के निर्माण में, निम्न-कार्बन स्टील्स की वेल्डेबिलिटी में इन अंतरों को ध्यान में रखा जाना चाहिए और बेस मेटल के ब्रांड को चुनते समय ध्यान में रखा जाना चाहिए।
0.25% से अधिक कार्बन वाले कार्बन स्टील्स ने कम कार्बन स्टील्स की तुलना में वेल्डेबिलिटी कम कर दी है, कार्बन सामग्री बढ़ने के साथ वेल्डेबिलिटी धीरे-धीरे कम हो रही है। उच्च कार्बन सामग्री वाले स्टील्स आसानी से कठोर हो जाते हैं, जिससे वेल्ड ज़ोन में कठोर भंगुर सख्त संरचनाएं बन जाती हैं और दरारें बनने के साथ हो सकती हैं। कार्बन सामग्री में वृद्धि के साथ, वेल्डिंग क्षेत्र में धातु के गर्म होने की प्रवृत्ति बढ़ जाती है। एक बढ़ी हुई कार्बन सामग्री गैसीय कार्बन मोनोऑक्साइड के निर्माण के साथ इसके जलने की प्रक्रिया को बढ़ाती है, जिससे स्नान में उबाल आता है और जमा धातु की महत्वपूर्ण सरंध्रता हो सकती है।
0.4-0.5% C से अधिक की सामग्री के साथ, स्टील वेल्डिंग वेल्डिंग तकनीक के सबसे कठिन कार्यों में से एक बन जाता है। कार्बन स्टील्स ने आमतौर पर वेल्डेबिलिटी को कम कर दिया है और, यदि संभव हो तो, उन्हें कम-मिश्र धातु वाले संरचनात्मक स्टील्स के साथ बदलने की सिफारिश की जाती है, जो अन्य मिश्र धातु तत्वों के कारण बहुत कम कार्बन सामग्री पर समान ताकत देते हैं। संलयन द्वारा कार्बन स्टील्स को वेल्डिंग करते समय, वे आमतौर पर भराव और आधार धातुओं की रासायनिक संरचना के पत्राचार का पालन नहीं करते हैं, मैंगनीज, सिलिकॉन, आदि के साथ मिश्र धातु के कारण आधार धातु के साथ समान शक्ति की जमा धातु प्राप्त करने का प्रयास करते हैं। एक कम कार्बन सामग्री।
कार्बन स्टील्स की वेल्डिंग अक्सर प्रीहीटिंग और बाद में गर्मी उपचार के साथ की जाती है, और, यदि संभव हो तो, कई मामलों में वेल्डिंग प्रक्रिया के साथ गर्मी उपचार को संयोजित करने की मांग की जाती है, उदाहरण के लिए, छोटे भागों की गैस वेल्डिंग, गैस दबाव वेल्डिंग, स्पॉट वेल्डिंग , बट प्रतिरोध वेल्डिंग, आदि।
अधिकांश लो-अलॉय स्ट्रक्चरल स्टील्स में संतोषजनक वेल्डेबिलिटी होती है। वेल्डिंग के बढ़ते महत्व के कारण, नए ग्रेड के कम-मिश्र धातु संरचनात्मक स्टील, एक नियम के रूप में, संतोषजनक वेल्डेबिलिटी है। यदि स्टील के परीक्षण बैचों के परीक्षण अपर्याप्त रूप से संतोषजनक वेल्डेबिलिटी दिखाते हैं, तो निर्माता आमतौर पर वेल्डेबिलिटी में सुधार के लिए स्टील की संरचना को समायोजित करते हैं। कुछ मामलों में, 100-200 डिग्री सेल्सियस तक स्टील की एक छोटी प्रीहीटिंग की आवश्यकता होती है, कम अक्सर बाद के गर्मी उपचार का सहारा लेना आवश्यक होता है।
संरचना के अनुसार, कम-मिश्र धातु वाले स्टील्स आमतौर पर पर्लिटिक वर्ग के होते हैं। कम-मिश्र धातु स्टील्स की रासायनिक संरचना की एक विस्तृत विविधता फ्यूजन वेल्डिंग में जमा और आधार धातुओं की समान संरचना को प्राप्त करना बहुत मुश्किल बनाती है, जिसके लिए विभिन्न प्रकार की भराव सामग्री की आवश्यकता होती है। इसलिए, कुछ विशेष मामलों के अपवाद के साथ जब आधार और जमा धातुओं की रासायनिक संरचना से मेल खाना आवश्यक होता है (उदाहरण के लिए, संक्षारण प्रतिरोध प्राप्त करना, रेंगना प्रतिरोध, आदि), यह आमतौर पर आवश्यक यांत्रिक गुणों को प्राप्त करने तक सीमित होता है जमा धातु, इसकी रासायनिक संरचना को ध्यान में रखे बिना। यह स्टील के कई ग्रेड वेल्डिंग करते समय कुछ प्रकार की भराव सामग्री का उपयोग करना संभव बनाता है, जो एक महत्वपूर्ण व्यावहारिक लाभ है। उदाहरण के लिए, दर्जनों ग्रेड कार्बन और निम्न-मिश्र धातु स्टील्स को UONI-13 इलेक्ट्रोड के साथ सफलतापूर्वक वेल्ड किया जाता है। वेल्डेड संरचनाओं में, कम मिश्र धातु स्टील्स को आम तौर पर समान ताकत के कार्बन स्टील्स पर पसंद किया जाता है। थोड़ी प्रीहीटिंग और बाद में तड़के की आवश्यकता को स्थापित करने के लिए, प्रभाव क्षेत्र की धातु की अधिकतम कठोरता को अक्सर ध्यान में रखा जाता है। यदि कठोरता एचबी 200-250 से अधिक नहीं है, तो हीटिंग और तड़के की आवश्यकता नहीं है, एचबी 250-300 की कठोरता के साथ, हीटिंग या तड़के वांछनीय है, एचबी 300-350 से ऊपर की कठोरता के साथ, वे अनिवार्य हैं।
उच्च-मिश्र धातु स्टील्स में से, उनके पास अच्छी वेल्डेबिलिटी है और व्यापक रूप से ऑस्टेनिटिक स्टील के वेल्डेड संरचनाओं में उपयोग किया जाता है। सबसे व्यापक रूप से इस्तेमाल किया जाने वाला क्रोमियम-निकल ऑस्टेनिटिक स्टील्स, जैसे कि प्रसिद्ध स्टेनलेस स्टील 18-8 (18% Cr और 8% Ni)। क्रोमियम-निकल ऑस्टेनिटिक स्टील्स का उपयोग स्टेनलेस स्टील्स के रूप में किया जाता है, और उच्च मिश्र धातु के साथ, उदाहरण के लिए, 25% Cr और 20% Ni की सामग्री के साथ, वे गर्मी प्रतिरोधी स्टील्स भी हैं। क्रोमियम-निकल ऑस्टेनिटिक स्टील्स में कार्बन सामग्री न्यूनतम होनी चाहिए, जो 0.10-0.15% से अधिक नहीं होनी चाहिए, अन्यथा क्रोमियम कार्बाइड की वर्षा संभव है, जो ऑस्टेनिटिक स्टील के मूल्यवान गुणों को तेजी से कम करती है।
ऑस्टेनिटिक स्टील्स की वेल्डिंग, एक नियम के रूप में, वेल्डेड संयुक्त में ऑस्टेनाइट संरचना और इससे जुड़े मूल्यवान गुणों को संरक्षित करना चाहिए: उच्च संक्षारण प्रतिरोध, उच्च लचीलापन, आदि। ऑस्टेनाइट का अपघटन अतिरिक्त कार्बन द्वारा गठित कार्बाइड की वर्षा के साथ होता है। समाधान से मुक्त हो गया। ऑस्टेनिटिक परिवर्तन बिंदु से नीचे के तापमान पर धातु को गर्म करके, ऑस्टेनाइट बनाने वाले तत्वों की सामग्री में कमी, कम कार्बन वाले ऑस्टेनिटिक स्टील्स में कार्बन सामग्री में वृद्धि, अशुद्धियों के साथ धातु के संदूषण आदि से ऑस्टेनाइट के अपघटन की सुविधा होती है। इसलिए, जब ऑस्टेनिटिक स्टील्स को वेल्डिंग करते हैं, तो हीटिंग समय और गर्मी इनपुट की मात्रा को कम से कम किया जाना चाहिए और संभवतः वेल्डिंग की जगह से अधिक गहन गर्मी हटाने - तांबे के अस्तर, पानी को ठंडा करने आदि के माध्यम से।
वेल्डेड उत्पादों के निर्माण के लिए अभिप्रेत ऑस्टेनिटिक स्टील उच्चतम गुणवत्ता का होना चाहिए, जिसमें न्यूनतम राशिप्रदूषण। चूंकि क्रोमियम-निकल ऑस्टेनाइट का अपघटन क्रोमियम कार्बाइड के निर्माण और वर्षा के कारण होता है, इसलिए धातु में क्रोमियम से अधिक मजबूत कार्बाइड फॉर्मर्स को शामिल करके ऑस्टेनाइट के स्थायित्व को बढ़ाया जा सकता है। टाइटेनियम और नाइओबियम इस उद्देश्य के लिए उपयुक्त साबित हुए, विशेष रूप से पहला तत्व, जो इसके अलावा, कम आपूर्ति में नहीं है। टाइटेनियम बहुत दृढ़ता से जारी कार्बन को बांधता है, क्रोमियम कार्बाइड के निर्माण को रोकता है, और इस तरह ऑस्टेनाइट के अपघटन को रोकता है। वेल्डिंग के लिए, एक छोटी टाइटेनियम सामग्री के साथ ऑस्टेनिटिक स्टील का उपयोग करने की सिफारिश की जाती है। अच्छा वेल्डेबिलिटी, उदाहरण के लिए, स्टेनलेस ऑस्टेनिटिक क्रोमियम-निकल स्टील X18N9T टाइप 18-8 टाइटेनियम की एक छोटी मात्रा (0.8% से अधिक नहीं) के साथ है।
अधिक कठोर आवश्यकताएं, निश्चित रूप से, फिलर धातु पर लगाई जाती हैं, जो कि ऑस्टेनिटिक होनी चाहिए, अधिमानतः कुछ अतिरिक्त मिश्र धातु तत्वों के साथ, वेल्डिंग के दौरान उनके संभावित बर्नआउट को ध्यान में रखते हुए और एडिटिव्स को स्थिर करने के साथ - टाइटेनियम या नाइओबियम। GOST 2246-60 स्टेनलेस और गर्मी प्रतिरोधी स्टील्स की वेल्डिंग के लिए ऑस्टेनिटिक फिलर वायर प्रदान करता है। ऑस्टेनिटिक फिलर वायर का उपयोग कभी-कभी मार्टेंसाइट ग्रेड स्टील्स वेल्डिंग के लिए किया जाता है। ऑस्टेनिटिक क्रोमियम-निकल तार की कमी और उच्च लागत से सस्ता विकल्प विकसित करना आवश्यक हो जाता है।
मार्टेंसिटिक स्टील्स, जो उच्च शक्ति और कठोरता से प्रतिष्ठित होते हैं, का उपयोग टूल स्टील्स के रूप में, कवच स्टील्स आदि के रूप में किया जाता है। उन्हें वेल्डिंग करना कुछ कठिनाइयों से जुड़ा होता है। स्टील आसानी से और गहराई से कठोर हो जाते हैं, इसलिए वेल्डिंग के बाद, बाद में गर्मी उपचार आमतौर पर आवश्यक होता है, जिसमें कम या उच्च तड़का होता है। उत्पाद को पहले से गरम करना भी अक्सर आवश्यक होता है। वेल्डिंग से पहले उत्पाद का पिछला ताप उपचार आवश्यक हो सकता है; अधिमानतः, यदि संभव हो तो, संरचनात्मक घटकों का एक समान रूप से फैला हुआ वितरण। फ्यूजन वेल्डिंग में, जमा और बेस मेटल की समानता को अक्सर छोड़ दिया जाता है, न केवल में रासायनिक संरचना, लेकिन यांत्रिक गुणों के संदर्भ में, मुख्य रूप से जमा धातु की बढ़ी हुई लचीलापन सुनिश्चित करने और उसमें दरारों के गठन को खत्म करने का प्रयास करना। इस प्रयोजन के लिए, आर्क वेल्डिंग में, उदाहरण के लिए, अक्सर ऑस्टेनिटिक स्टील इलेक्ट्रोड का उपयोग किया जाता है।
कार्बाइड वर्ग के स्टील्स का उपयोग मुख्य रूप से टूल स्टील्स के रूप में किया जाता है, और व्यवहार में यह अक्सर वेल्डिंग से निपटने के लिए आवश्यक नहीं होता है, लेकिन धातु-काटने के उपकरण, मरने आदि के निर्माण और बहाली में इन स्टील्स की सरफेसिंग के साथ होता है। प्रीहीटिंग और बाद में गर्मी उपचार इन स्टील्स के लिए अधिकांश भाग अनिवार्य हैं। के लिये चाप वेल्डिंगऔर सरफेसिंग, मिश्रधातु स्टील की इलेक्ट्रोड छड़ों का उपयोग किया जाता है, जो आधार धातु के गुणों के समान होती हैं, साथ ही कम कार्बन वाली स्टील की छड़ें होती हैं जिनमें मिश्र धातु कोटिंग्स होती हैं जिनमें संबंधित फेरोलॉयज होते हैं। वेल्डिंग या सरफेसिंग के पूरा होने के बाद, गर्मी उपचार आमतौर पर किया जाता है, जिसमें सख्त और एनीलिंग शामिल होता है।
फेरिटिक स्टील्स को इस तथ्य से अलग किया जाता है कि वे बड़ी मात्रा में फेराइट स्टेबलाइजर्स की शुरूआत के कारण उच्च तापमान पर ऑस्टेनाइट के गठन को पूरी तरह से दबा या कमजोर कर देते हैं। महत्वपूर्ण व्यावहारिक महत्व के क्रोमियम फेरिजेन स्टील्स हैं जिनकी सामग्री 16-30% Cr और 0.1-0.2% C से अधिक नहीं है, जो एसिड प्रतिरोध और असाधारण गर्मी प्रतिरोध द्वारा प्रतिष्ठित हैं। स्टील्स को एक ही संरचना या ऑस्टेनिटिक के भराव धातु के साथ वेल्ड किया जा सकता है। प्रीहीटिंग की आवश्यकता है। वेल्डिंग के अंत में, कई घंटों तक एक लंबी एनीलिंग की जाती है, इसके बाद तेजी से ठंडा किया जाता है।
मिश्र धातु वाले स्टील्स की स्वचालित चाप वेल्डिंग के लिए, सिरेमिक फ्लक्स के उपयोग से नई संभावनाएं खुलती हैं।
स्टील्स की वेल्डेबिलिटी मिश्र धातु, संरचना और अशुद्धता सामग्री की डिग्री पर निर्भर करती है। स्टील्स की वेल्डेबिलिटी पर कार्बन का सबसे अधिक प्रभाव पड़ता है। कार्बन सामग्री में वृद्धि के साथ-साथ कई अन्य मिश्र धातु तत्वों के साथ, स्टील्स की वेल्डेबिलिटी बिगड़ती है। स्ट्रक्चरल लो-कार्बन, लो-अलॉय और मीडियम-अलॉय स्टील्स मुख्य रूप से वेल्डिंग संरचनाओं के लिए उपयोग किए जाते हैं।
इन स्टील्स को वेल्डिंग करने में मुख्य कठिनाइयाँ हैं:
- कठोरता और ठंड खुर के प्रति संवेदनशीलता;
- गठन की प्रवृत्ति - गर्म दरारें;
- वेल्डेड संयुक्त की समान शक्ति सुनिश्चित करना।
समतुल्य कार्बन सामग्री और सख्त होने और ठंडी दरारों के निर्माण की संबद्ध प्रवृत्ति के आधार पर, स्टील्स को वेल्डेबिलिटी के अनुसार चार समूहों में विभाजित किया जाता है: अच्छा, संतोषजनक, सीमित और खराब वेल्डेड स्टील्स।
वेल्डेबिलिटी, बिना किसी दोष के एक वेल्डेड जोड़ बनाने की स्टील की क्षमता है, जिसमें भौतिक और यांत्रिक गुण आधार धातु के करीब होते हैं। वेल्डेबिलिटी को स्टील के अनुपात के रूप में एक विशिष्ट वेल्डिंग विधि और मोड के रूप में समझा जाता है।
एक वेल्डेड जोड़ को वेल्ड धातु और बेस मेटल के गर्मी प्रभावित क्षेत्र के रूप में समझा जाता है। नियर-वेल्ड ज़ोन सीम के साथ बेस मेटल का एक संकीर्ण खंड है, जो वेल्डिंग के दौरान पिघला नहीं गया था, लेकिन उच्च तापमान के संपर्क में था। कुछ स्टील्स में, गर्मी प्रभावित क्षेत्र के क्षेत्र में, जब एक महत्वपूर्ण तापमान (723 डिग्री सेल्सियस) और उच्चतर तक गर्म किया जाता है, तो संरचनात्मक चरण परिवर्तन होते हैं (अनाज के आकार और आकार में परिवर्तन)। इस घटना को द्वितीयक क्रिस्टलीकरण कहा जाता है। ऐसे स्टील्स के निकट-वेल्ड क्षेत्र का वह भाग, जिस पर द्वितीयक क्रिस्टलीकरण हुआ हो, ऊष्मा प्रभावित क्षेत्र कहलाता है। लेपित इलेक्ट्रोड के साथ मैनुअल आर्क वेल्डिंग में, गर्मी प्रभावित क्षेत्र की चौड़ाई 3-6 मिमी हो सकती है। वेल्ड धातु में दोष हो सकते हैं - दरारें और छिद्र। गर्मी प्रभावित क्षेत्र के क्षेत्र में दरारें भी आ सकती हैं।
वेल्डेबिलिटी की डिग्री का आकलन। किसी दिए गए स्टील की वेल्डेबिलिटी की डिग्री जितनी अधिक होती है, उतनी ही अधिक वेल्डिंग विधियाँ उस पर लागू की जा सकती हैं और प्रत्येक विधि के मोड की सीमाएँ व्यापक होती हैं।
निम्नलिखित सबसे विशिष्ट संकेतकों के अनुसार स्टील्स की वेल्डेबिलिटी का मूल्यांकन किया जाता है:
1) गर्म ट्रेशकी के गठन के खिलाफ वेल्ड धातु का प्रतिरोध;
2) ठंड दरारों के गठन के खिलाफ वेल्डेड संयुक्त का प्रतिरोध;
3) वेल्ड और गर्मी प्रभावित क्षेत्र की संरचना, उनकी कठोरता;
4) वेल्डेड जोड़ की ताकत, लचीलापन और क्रूरता;
5) परिचालन आवश्यकताओं (गर्मी प्रतिरोध, रासायनिक जंग के प्रतिरोध, आदि) के कारण वेल्डेड संयुक्त के गुण।
इन संकेतकों में से प्रत्येक विशिष्ट मामलासभी को परिभाषित न करें, लेकिन केवल वे जो किसी दिए गए डिज़ाइन के लिए महत्वपूर्ण हैं। परिचालन स्थितियों के आधार पर, अन्य वेल्डेबिलिटी संकेतक निर्धारित किए जा सकते हैं। लेकिन सभी मामलों में, स्टील्स की वेल्डेबिलिटी का मुख्य संकेतक गर्म और ठंडे दरारों के गठन के खिलाफ वेल्डेड संयुक्त का प्रतिरोध है।
गर्म और ठंडी दरारें। दरारें सबसे गंभीर वेल्डिंग दोष हैं, जो अक्सर अपूरणीय दोषों की ओर ले जाती हैं। गर्म दरारें और ठंडी दरारें हैं।
जमने की अवधि के दौरान 1000 डिग्री सेल्सियस से ऊपर के तापमान पर वेल्डेड जोड़ों में गर्म दरारें होती हैं। ज्यादातर मामलों में, वे धातु की अनाज की सीमाओं के साथ होते हैं।
गर्म दरारों के बनने के कारण:
ए) वेल्डेड किए जाने वाले भागों का गलत, कठोर बन्धन, जिसके परिणामस्वरूप धातु में तन्यता बल दिखाई देते हैं;
बी) जमने के दौरान धातु की मात्रा में कमी, सिकुड़न गुहाओं के गठन और आंतरिक अवशिष्ट तनाव की घटना का कारण बनती है।
बनने वाले तत्वों के स्टील में सामग्री में वृद्धि के साथ रासायनिक यौगिककम गलनांक (सल्फर, क्रोमियम, मोलिब्डेनम) के साथ, गर्म दरार की संभावना बढ़ जाती है।
ठंडा दरारें परिवेश के तापमान को ठंडा करने के दौरान 1000 डिग्री सेल्सियस से नीचे के तापमान पर वेल्डेड जोड़ों में होती हैं, और ऑपरेटिंग परिस्थितियों में भी दिखाई देती हैं। वे, एक नियम के रूप में, क्रिस्टल (अनाज) के साथ उत्पन्न होते हैं।
वेल्डिंग के दौरान ठंडी दरारों का निर्माण यांत्रिक गुणों में तेज बदलाव, संरचनात्मक परिवर्तनों (द्वितीयक क्रिस्टलीकरण) की प्रक्रिया में तनाव की स्थिति की प्रकृति के कारण होता है।
शीत दरारों के निर्माण के कारण:
ए) स्टील में कार्बन और मिश्र धातु तत्वों की बढ़ी हुई सामग्री, जिससे सख्त और स्थानीय संरचनात्मक तनाव होता है;
बी) वेल्डिंग के दौरान असमान हीटिंग और कूलिंग के कारण तन्यता तनाव।
फॉस्फोरस के साथ आधार धातु का संदूषण और वेल्डिंग प्रक्रिया के दौरान हाइड्रोजन के साथ वेल्ड धातु की संतृप्ति ठंडी दरारें बनाने की प्रवृत्ति को बढ़ाती है।
वेल्डेबिलिटी पर स्टील्स की रासायनिक संरचना का प्रभाव। स्टील्स की वेल्डेबिलिटी पर रासायनिक संरचना का निर्णायक प्रभाव पड़ता है। उस पर निर्भर भौतिक गुणस्टील और संरचना जो वेल्डिंग प्रक्रिया के दौरान हीटिंग और कूलिंग के प्रभाव में बदल सकती है।
स्टील में कार्बन, मैंगनीज (जी), सिलिकॉन (सी), क्रोमियम (एक्स), वैनेडियम (एफ), टंगस्टन (वी) की बढ़ी हुई सामग्री स्टील्स के प्रदर्शन में सुधार करती है, लेकिन ऐसे स्टील्स से बनी संरचनाओं को वेल्ड करना मुश्किल बनाती है।
स्टील में कॉपर (डी), टाइटेनियम (टी), नाइओबियम (बी) की उपस्थिति स्टील्स की परिचालन विशेषताओं को बढ़ाती है और साथ ही ऐसे स्टील्स की वेल्डेबिलिटी पर सकारात्मक प्रभाव डालती है।
निकल (एन) स्टील्स की वेल्डेबिलिटी को प्रभावित नहीं करता है। इसकी उपस्थिति स्टील की ताकत, लचीलापन बढ़ाती है, इसकी सुक्ष्म संरचना में योगदान करती है।
वेल्डेबिलिटी की डिग्री के अनुसार स्टील्स का वर्गीकरण। वेल्डेबिलिटी की डिग्री के अनुसार, सभी स्टील्स को सशर्त रूप से चार समूहों में विभाजित किया जाता है: अच्छा, संतोषजनक, सीमित और खराब वेल्ड करने योग्य।
परिष्कृत तकनीक के उपयोग के बिना किसी भी तरह से अच्छी तरह से वेल्डेड स्टील्स को वेल्डेड किया जाता है। इस समूह में मैंगनीज, सिलिकॉन, क्रोमियम और 0.2% तक कार्बन सामग्री के साथ कम मिश्र धातु स्टील्स की सामान्य सामग्री वाले निम्न-कार्बन स्टील्स शामिल हैं। ऐसे स्टील्स को आमतौर पर बिना प्रीहीट किए वेल्ड किया जाता है। कम तापमान पर वेल्डिंग, विशेष रूप से मोटी धातु संरचनाओं में, कभी-कभी 100-160 डिग्री सेल्सियस के तापमान पर प्रीहीटिंग की आवश्यकता होती है। प्रीहीटिंग की आवश्यकता केस-दर-मामला आधार पर निर्धारित की जाती है। ऐसे स्टील्स का एक उदाहरण हैं: साधारण कार्बन स्टील्स (सेंट 2pe, सेंट 2sp, सेंट 3ps, सेंट 3sp, सेंट 4ps, सेंट 4sp); कार्बन गुणवत्ता संरचनात्मक (10, 15, 20); कम मिश्र धातु संरचनात्मक (09G2S, 09G2, 10G2S1, 12GS, 16GS, 14KhGS, 10KhSND)।
संतोषजनक वेल्ड करने योग्य स्टील्स को वेल्डिंग शासन के सख्त पालन की आवश्यकता होती है, किनारों को वेल्ड करने के लिए पूरी तरह से सफाई, सामान्य तापमान की स्थिति (शून्य से ऊपर तापमान, हवा की अनुपस्थिति)। इस समूह में 0.35% तक कार्बन सामग्री वाले मध्यम कार्बन स्टील्स और 0.3% तक कार्बन सामग्री वाले कम मिश्र धातु स्टील्स शामिल हैं - ऐसे स्टील्स को कम तापमान पर वेल्डिंग करते समय 150-250 डिग्री सेल्सियस के तापमान पर प्रीहीटिंग की आवश्यकता होती है। इनमें से कुछ स्टील्स, ऑपरेटिंग परिस्थितियों और वेल्डिंग के बाद संरचना की जिम्मेदारी के आधार पर, बाद में गर्मी उपचार (एनीलिंग, उच्च तड़के) की आवश्यकता होती है। ऐसे स्टील्स का एक उदाहरण सामान्य गुणवत्ता के कार्बन स्टील्स हैं (सेंट 5पीएस, सेंट 5एसपी, सेंट 5जीपीएस); कार्बन गुणवत्ता संरचनात्मक (30, 35); कम मिश्र धातु संरचनात्मक (15KhSND, 25G2S, 20KhG2S)।
सामान्य सामान्य परिस्थितियों में वेल्डेड होने पर प्रतिबंधित वेल्डेबल स्टील्स के टूटने का खतरा होता है। ऐसे स्टील्स को 250-350 डिग्री सेल्सियस के तापमान पर प्रीहीटिंग के साथ वेल्ड किया जाता है। इस समूह में 0.5% तक कार्बन सामग्री वाले मध्यम कार्बन स्टील्स, मिश्र धातु तत्वों की उच्च सामग्री वाले कम मिश्र धातु स्टील्स और कुछ मिश्र धातु स्टील्स शामिल हैं। ऐसे स्टील्स को वेल्डिंग करने के बाद, एनीलिंग या उच्च तड़के की सिफारिश की जाती है, और जब महत्वपूर्ण संरचनाओं को वेल्डिंग करते हैं, तो एनीलिंग और तड़के अनिवार्य होते हैं। ऐसे स्टील्स के उदाहरण हैं: साधारण कार्बन स्टील्स (सेंट बीपीएस); कार्बन गुणवत्ता संरचनात्मक (40, 45, 50); कम मिश्र धातु और मिश्र धातु संरचनात्मक (ZO-.HMA, 30 HGS, 35 HM, 35 HGSA)।
सामान्य परिस्थितियों में सी-वेल्डिंग के दौरान खराब वेल्डेड स्टील्स में दरारें पड़ जाती हैं। इस तरह के स्टील्स को कुछ क्षमताओं के साथ प्रारंभिक और सहवर्ती हीटिंग के साथ 300-450 डिग्री सेल्सियस के तापमान और बाद में गर्मी उपचार के साथ वेल्डेड किया जाता है। इस समूह में 0.5% से अधिक कार्बन सामग्री वाले कार्बन स्टील्स, मैंगनीज, सिलिकॉन, अधिकांश मिश्र धातु विशेष स्टील्स की उच्च सामग्री वाले कम मिश्र धातु स्टील्स शामिल हैं। ऐसे स्टील्स का एक उदाहरण हैं: उच्च गुणवत्ता वाली कार्बन संरचना (60, 65, 70); कम मिश्र धातु और मिश्र धातु संरचनात्मक (40G2, 50G2, 40KhG, 40KhGR, 40KhFA, 40KhS)।
वेल्डेबिलिटी की डिग्री का निर्धारण। विभिन्न स्टील्स की वेल्डेबिलिटी विशेषताओं का ज्ञान एक अनुमानित वेल्डिंग तकनीक के चुनाव की सुविधा प्रदान करता है, जिसे नमूनों (तकनीकी नमूनों) पर जांचा जाना चाहिए।
स्टील्स की वेल्डेबिलिटी की डिग्री निर्धारित करने के लिए, वेल्डेड जोड़ों की आवश्यकताओं और उनकी परिचालन स्थितियों के आधार पर कई अलग-अलग व्यावहारिक तरीके विकसित किए गए हैं।
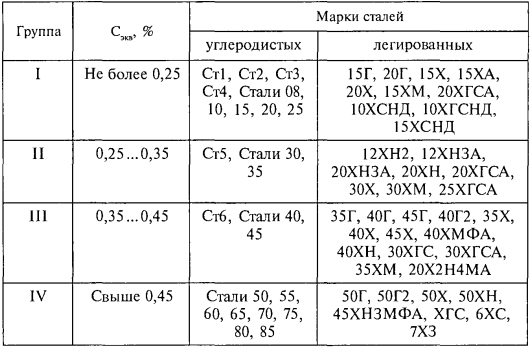
वेल्डेबिलिटी निर्धारित करने के सबसे आम तरीकों में से एक किरोव प्लांट (लेनिनग्राद) की विधि के अनुसार एक तकनीकी परीक्षण है। परीक्षण किए जा रहे स्टील से एक प्लेट 130X130X12 मिमी बनाई जाती है। इसमें 80 मिमी के व्यास वाला एक खांचा बनाया जाता है, जिसमें व्यास के साथ एक रोलर को वेल्ड किया जाता है। प्लेट के निचले हिस्से (वेल्ड बीड के साथ नीचे) को हवा, पानी या गर्म करके ठंडा किया जाता है। मनका को सतह पर रखने के बाद, प्लेट को दो दिनों के लिए रखा जाता है, फिर दरारों को प्रकट करने के लिए कट, जमीन और एसिड-नक़्क़ाशीदार होता है।
यदि प्लेट पानी से ठंडा होने पर नहीं फटती है, तो स्टील को अच्छी तरह से वेल्डेड माना जाता है।
पानी से ठंडा होने पर संतोषजनक रूप से वेल्ड करने योग्य स्टील दरारें और हवा से ठंडा होने पर नहीं फटती हैं।
चावल। 1. किरोव संयंत्र का तकनीकी नमूना
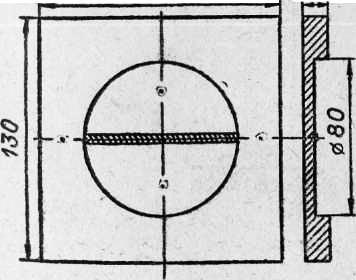
चावल। 2. एमवीटीयू का तकनीकी नमूना
यदि प्लेट हवा में ठंडा होने पर फट जाती है और 150 डिग्री सेल्सियस से पहले गरम करने पर नहीं फटती है, तो स्टील को सीमित वेल्ड करने योग्य माना जाता है।
तकनीकी शीट परीक्षण एमवीटीयू गर्म दरारों के गठन के लिए सीम के प्रतिरोध का गुणात्मक मूल्यांकन देता है। विभिन्न चौड़ाई की प्लेटें टैक से जुड़ी होती हैं। एक रोलर को प्लेटों पर संकीर्ण प्लेटों से चौड़ी प्लेटों की दिशा में वेल्ड किया जाता है। जमा मनका द्वारा प्लेटों के जंक्शन के चौराहे पर दरारें बनती हैं। प्रतिरोध का सूचकांक सबसे छोटी प्लेट की चौड़ाई है जिस पर गर्म दरारें नहीं बनती हैं।
स्टील की वेल्डेबिलिटी का एक विशिष्ट अनुमानित संकेतक निकट-वेल्ड क्षेत्र की कठोरता है। यदि कठोरता 300 ब्रिनेल इकाइयों से अधिक नहीं है, तो ऐसे स्टील को बिना गर्म किए वेल्ड किया जा सकता है। उच्च कठोरता मूल्य के साथ, आधार धातु को पहले से गरम करने की आवश्यकता होती है।
वेल्डेबिलिटी का मूल्यांकन करते समय, स्टील की रासायनिक संरचना की भूमिका प्रमुख होती है। इस सूचक के अनुसार, पहले सन्निकटन में, वेल्डेबिलिटी का मूल्यांकन किया जाता है।
मुख्य डोपेंट का प्रभाव नीचे दिया गया है.
कार्बन (सी) सबसे महत्वपूर्ण अशुद्धियों में से एक है जो स्टील की ताकत, लचीलापन, कठोरता और अन्य विशेषताओं को निर्धारित करता है। स्टील्स में 0.25% तक कार्बन सामग्री वेल्डेबिलिटी को कम नहीं करती है। "सी" की एक उच्च सामग्री गर्मी प्रभावित क्षेत्र (बाद में एचएजेड के रूप में संदर्भित) की धातु में सख्त संरचनाओं के गठन और दरारों की उपस्थिति की ओर ले जाती है।
सल्फर (एस) और फास्फोरस (पी) हानिकारक अशुद्धियाँ हैं। "एस" की बढ़ी हुई सामग्री लाल भंगुरता की ओर ले जाती है, और "पी" ठंड भंगुरता का कारण बनती है। इसलिए, कम कार्बन स्टील्स में "एस" और "पी" की सामग्री 0.4-0.5% तक सीमित है।
सिलिकॉन (Si) स्टील्स में अशुद्धता के रूप में 0.3% तक की मात्रा में डीऑक्सीडाइज़र के रूप में मौजूद होता है। इस "सी" सामग्री के साथ, स्टील्स की वेल्डेबिलिटी खराब नहीं होती है। "सी" की सामग्री के साथ एक मिश्र धातु तत्व के रूप में - 0.8-1.0% (विशेष रूप से 1.5%) तक, आग रोक ऑक्साइड "सी" का गठन संभव है, जो स्टील की वेल्डेबिलिटी को खराब करता है।
1.0% तक स्टील में मैंगनीज (एमएन) सामग्री - वेल्डिंग प्रक्रिया मुश्किल नहीं है। जब 1.8-2.5% की मात्रा में "एमएन" युक्त वेल्डिंग स्टील्स, एचएजेड धातु में सख्त संरचनाएं और दरारें दिखाई दे सकती हैं।
माइल्ड स्टील्स में क्रोमियम (Cr) अशुद्धता के रूप में 0.3% तक सीमित होता है। कम-मिश्र धातु स्टील्स में, क्रोमियम सामग्री 0.7-3.5% की सीमा में संभव है। मिश्र धातु स्टील्स में, इसकी सामग्री 12% से 18% तक होती है, और उच्च मिश्र धातु स्टील्स में यह 35% तक पहुंच जाती है। वेल्डिंग करते समय, क्रोमियम कार्बाइड बनाता है, जो स्टील के संक्षारण प्रतिरोध को ख़राब करता है। क्रोमियम अपवर्तक ऑक्साइड के निर्माण में योगदान देता है जो वेल्डिंग प्रक्रिया को बाधित करता है।
क्रोमियम के समान निकेल (Ni), कम कार्बन वाले स्टील्स में 0.3% तक की मात्रा में पाया जाता है। कम-मिश्र धातु वाले स्टील्स में, इसकी सामग्री 5% तक बढ़ जाती है, और उच्च-मिश्र धातु स्टील्स में 35% तक बढ़ जाती है। निकल आधारित मिश्र धातुओं में, इसकी सामग्री प्रमुख है। निकेल स्टील की ताकत और प्लास्टिक के गुणों को बढ़ाता है, है सकारात्मक प्रभाववेल्डेबिलिटी के लिए।
मिश्र धातु स्टील्स में वैनेडियम (वी) 0.2-0.8% की मात्रा में निहित है। यह स्टील की कठोरता और लचीलापन बढ़ाता है, इसकी संरचना में सुधार करता है, कठोरता में सुधार करता है।
मोलिब्डेनम (Mo) स्टील्स में 0.8% तक सीमित है। इस सामग्री के साथ, स्टील्स की ताकत विशेषताओं पर इसका सकारात्मक प्रभाव पड़ता है और इसकी संरचना को परिष्कृत करता है। हालांकि, वेल्डिंग के दौरान, यह जल जाता है और वेल्ड धातु में दरारें बनाने में योगदान देता है।
संक्षारण प्रतिरोधी और गर्मी प्रतिरोधी स्टील्स में टाइटेनियम और नाइओबियम (Ti और Nb) 1% तक की मात्रा में होते हैं। वे स्टील की संवेदनशीलता को इंटरग्रेनुलर जंग में कम करते हैं, साथ ही, 18-8 प्रकार के स्टील्स में नाइओबियम गर्म दरारों के गठन को बढ़ावा देता है।
कॉपर (Cu) स्टील्स में अशुद्धता (0.3% तक समावेशी) के रूप में, कम-मिश्र धातु वाले स्टील्स (0.15 से 0.5%) में एक योजक के रूप में और एक मिश्र धातु तत्व (0.8-1% तक) के रूप में निहित है। यह वेल्डेबिलिटी से समझौता किए बिना स्टील के जंग गुणों में सुधार करता है।
रासायनिक संरचना के प्रभाव का मूल्यांकन करते समय , कार्बन सामग्री के अलावा, अन्य मिश्र धातु तत्वों की सामग्री जो स्टील के सख्त होने की प्रवृत्ति को बढ़ाती है, को भी ध्यान में रखा जाता है। यह प्रयोगात्मक रूप से निर्धारित रूपांतरण कारकों का उपयोग करके इसकी कठोरता पर प्रभाव के संदर्भ में स्टील में प्रत्येक मिश्र धातु तत्व की सामग्री को पुनर्गणना करके प्राप्त किया जाता है। स्टील में कार्बन की कुल सामग्री और मिश्र धातु तत्वों की पुनर्गणना की गई समतुल्य मात्रा को कार्बन समतुल्य कहा जाता है। इसकी गणना करने के लिए, विभिन्न तरीकों के अनुसार संकलित कई सूत्र हैं जो हमें कम-मिश्र धातु स्टील्स की रासायनिक संरचना के प्रभाव का मूल्यांकन उनकी वेल्डेबिलिटी पर करने की अनुमति देते हैं:
SEQ = C + Mn/6 + Cr/5 + Mo/5 + V/5 + Ni/15 + Cu/15 (MIS विधि);
SEQ = C + Mn/6 + Si/24 + Ni/40 + Cr/5 + Mo/4 (जापानी विधि);
[सी]एक्स \u003d सी + एमएन / 9 + सीआर / 9 + नी / 18 + 7मो / 90 (सेफ़ेरियन विधि),
जहां संख्याएं स्टील में सामग्री को संबंधित तत्वों के प्रतिशत के द्रव्यमान अंशों में दर्शाती हैं।
इनमें से प्रत्येक सूत्र केवल स्टील्स के एक निश्चित समूह के लिए स्वीकार्य है, हालांकि, कार्बन समकक्ष के मूल्य का उपयोग विकास से संबंधित व्यावहारिक मुद्दों को हल करने में किया जा सकता है। अक्सर, कार्बन और कम-मिश्र धातु पर्लेटिक स्ट्रक्चरल स्टील्स के लिए रासायनिक कार्बन समकक्ष की गणना सेफ़ेरियन सूत्र का उपयोग करके की जाती है।
वेल्डेबिलिटी द्वारा, स्टील्स को पारंपरिक रूप से चार समूहों में विभाजित किया जाता है: अच्छी तरह से वेल्डेड, संतोषजनक रूप से वेल्डेड, सीमित वेल्डेड, खराब वेल्डेड (तालिका 1.1)।
पहले समूह में निम्न-कार्बन और मिश्र धातु स्टील्स ([С]Х≤0.38) के सबसे सामान्य ग्रेड शामिल हैं, जिन्हें पारंपरिक तकनीक का उपयोग करके वेल्ड किया जा सकता है, अर्थात। वेल्डिंग से पहले और वेल्डिंग के दौरान, साथ ही बाद के गर्मी उपचार के बिना हीटिंग के बिना। बड़ी मात्रा में जमा धातु के साथ कास्ट भागों को मध्यवर्ती गर्मी उपचार के साथ वेल्डेड करने की सिफारिश की जाती है। स्थैतिक भार के तहत काम करने वाली संरचनाओं के लिए, वेल्डिंग के बाद गर्मी उपचार नहीं किया जाता है। गतिशील भार या उच्च तापमान के तहत काम करने वाली महत्वपूर्ण संरचनाओं के लिए, गर्मी उपचार की सिफारिश की जाती है।
दूसरे समूह में कार्बन और मिश्र धातु स्टील्स ([सी] x = 0.39-0.45) शामिल हैं, जिसकी वेल्डिंग के दौरान सामान्य उत्पादन परिस्थितियों में दरारें नहीं बनती हैं। इस समूह में स्टील्स शामिल हैं जिन्हें दरारों के गठन को रोकने के लिए पहले से गरम किया जाना चाहिए, साथ ही बाद में गर्मी उपचार के अधीन होना चाहिए। वेल्डिंग से पहले गर्मी उपचार अलग है और स्टील ग्रेड और भाग के डिजाइन पर निर्भर करता है। स्टील 30L से कास्टिंग के लिए, एनीलिंग की आवश्यकता होती है। लुढ़का उत्पादों या फोर्जिंग से मशीन के पुर्जे जिनमें कठोर आकृति नहीं होती है, उन्हें हीट-ट्रीटेड अवस्था (शमन और तड़के) में वेल्ड किया जा सकता है। तापमान वेल्डिंग वातावरण 0 डिग्री सेल्सियस से नीचे अनुशंसित नहीं है। बड़ी मात्रा में जमा धातु के साथ भागों की वेल्डिंग को मध्यवर्ती गर्मी उपचार (एनीलिंग या उच्च तड़के) के साथ करने की सिफारिश की जाती है।
तालिका एक। वेल्डेबिलिटी द्वारा स्टील्स का वर्गीकरण.
|
वेल्डेबिलिटी समूह |
इस्पात श्रेणी |
|
|
अच्छी तरह से वेल्ड करने योग्य |
कम कार्बन St1-St4 (kp, ps, cn) |
|
|
08-25 (सीपी, पीएस) |
||
|
अच्छी तरह से वेल्ड करने योग्य |
15K, 16K, 18K, 20K, 22K |
|
|
ए, ए 32, ए 36, ए 40, बी, डी, डी 32, डी 36, डी 40, ई, ई 32, ई 36, ई 40 |
||
|
15L, 20L, 25L |
||
|
कम मिश्र धातु 15G, 20G, 25G, 10G2, 12XN, 12XN2, 15N2M, 15X, 15XA, 20X, 15HF, 20N2M |
||
|
09G2 09G2S 09G2D 10G2B 10G2BD 12GS 16GS 17GS 17G1S 10G2S1.09G2SD |
||
|
08जीडीएनएफएल, 12डीएन2एफएल, 13एचडीएनएफटीएल |
||
|
संतोषजनक रूप से वेल्ड करने योग्य |
||
|
मिश्रित 16KhG, 18KhGT, 14KhGN, 19KhGN, 20KhGSA, 20KhGR, 20KhN, 20KhNR, 12KhN3A, 20KhN2M |
||
|
15G2AFDps, 16G2AFD, 15G2SF, 15G2SFD |
||
|
18G2S, 25G2S |
||
|
20GL, 20GSL, 20FL, 20G1FL, 20DHL, 12DHN1MFL |
||
|
सीमित वेल्डिंग |
कार्बन St5 (ps, cn), St5Gps |
|
|
मिश्रधातु 25KhGSA, 29KhN3A, 12Kh2N4A, 20Kh2N4A, 20KhN4A, 25KhGM, 35G, 35G2, 35Kh, 40Kh, 33KhS, 38KhS, 30KhGT, 30KhRA, 30KhGS, 30KhGSA, 35KhGSA, 25KhGS, 30KhGSA, 35KhGSA, 25KhGS, |
||
|
35GL, 32H06L, 45FL, 40HL, 35HGSL, 35NGML, 20HGSNDML, 30HGSFL, 23HGS2MFL |
||
|
खराब वेल्डेड |
कार्बन 50, 55 |
|
|
मिश्रित 50G, 45G2, 50G2, 45Kh, 40KhS, 50KhG, 50KhGA, 50KhN, 55S2, 55S2A, 30KhGSN2A, आदि। |
||
|
30HNML, 25H2G2FL |
||
|
*डीएसटीयू 2651-94 (गोस्ट 380-94)। ** यूक्रेन में रद्द कर दिया गया। |
||
मामले में जब बाद में तड़के संभव नहीं है, तो वेल्डेड भाग को स्थानीय हीटिंग के अधीन किया जाता है। वेल्डिंग के बाद हीट ट्रीटमेंट अलग-अलग स्टील ग्रेड के लिए अलग होता है। 0.35% से अधिक कार्बन वाले स्टील में छोटे दोषों को वेल्डिंग करते समय, यांत्रिक गुणों और मशीनेबिलिटी में सुधार करना आवश्यक है उष्मा उपचार(किसी दिए गए स्टील के लिए एनीलिंग या उच्च तड़के)।
तीसरे समूह में पर्लाइट वर्ग के कार्बन और मिश्र धातु स्टील्स ([सी] एक्स = 0.46-0.59) शामिल हैं, जो सामान्य वेल्डिंग स्थितियों के तहत क्रैकिंग के लिए प्रवण हैं। स्टील्स की वेल्डेबिलिटीइस समूह को विशेष तकनीकी उपायों का उपयोग करके प्रदान किया जाता है, जिसमें उनके प्रारंभिक ताप उपचार और हीटिंग शामिल हैं। इसके अलावा, स्टील्स के इस समूह के अधिकांश उत्पादों को वेल्डिंग के बाद गर्मी उपचार के अधीन किया जाता है। लुढ़का उत्पादों या फोर्जिंग से भागों और कास्टिंग के लिए, जिसमें विशेष रूप से कठोर आकृति और कठोर असेंबली नहीं होती है, गर्मी-उपचारित अवस्था (शमन और तड़के) में वेल्डिंग की अनुमति है।
प्रीहीटिंग के बिना, ऐसे स्टील्स को उन मामलों में वेल्ड किया जा सकता है जहां जोड़ों में कठोर आकृति नहीं होती है, धातु की मोटाई 14 मिमी से अधिक नहीं होती है, परिवेश का तापमान +5 डिग्री सेल्सियस से कम नहीं होता है, और वेल्डेड जोड़ एक सहायक प्रकृति के होते हैं। . अन्य सभी मामलों में, 200 डिग्री सेल्सियस के तापमान पर प्रीहीट करना अनिवार्य है।
स्टील्स के इस समूह का हीट ट्रीटमेंट एक विशेष स्टील के लिए चुने गए मोड के अनुसार सौंपा गया है।
चौथे समूह में पर्लिटिक वर्ग के कार्बन और मिश्र धातु स्टील्स ([С]х≥0.60) शामिल हैं, जो वेल्ड करने के लिए सबसे कठिन और क्रैकिंग के लिए प्रवण हैं। तर्कसंगत तकनीकों का उपयोग करके स्टील्स के इस समूह को वेल्डिंग करते समय, वेल्डेड जोड़ों के आवश्यक प्रदर्शन गुण हमेशा प्राप्त नहीं होते हैं। इन स्टील्स को एक सीमित सीमा तक वेल्डेड किया जाता है, इसलिए उनकी वेल्डिंग अनिवार्य प्रारंभिक गर्मी उपचार के साथ, वेल्डिंग प्रक्रिया के दौरान हीटिंग और बाद में गर्मी उपचार के साथ की जाती है। वेल्डिंग से पहले इस तरह के स्टील को annealed किया जाना चाहिए। मोटाई और कनेक्शन के प्रकार के बावजूद, स्टील को कम से कम 200 डिग्री सेल्सियस के तापमान पर पहले से गरम किया जाना चाहिए। वेल्डिंग के बाद उत्पाद का हीट ट्रीटमेंट स्टील ग्रेड और उसके उद्देश्य के आधार पर किया जाता है।
कम मिश्र धातु गर्मी प्रतिरोधी स्टील्स से बने वेल्डेड संरचनाओं की परिचालन विश्वसनीयता और स्थायित्व सीमा पर निर्भर करता है स्वीकार्य तापमानइस तापमान पर वेल्डेड जोड़ों का संचालन और दीर्घकालिक ताकत। ये संकेतक गर्मी प्रतिरोधी स्टील्स की मिश्र धातु प्रणाली द्वारा निर्धारित किए जाते हैं। मिश्र धातु प्रणाली के अनुसार, स्टील्स को क्रोमियम-मोलिब्डेनम, क्रोमियम-मोलिब्डेनम-वैनेडियम और क्रोमियम-मोलिब्डेनम-टंगस्टन (तालिका 1.2) में विभाजित किया जा सकता है। इन स्टील्स में, कार्बन समकक्ष का मूल्य एक विस्तृत श्रृंखला में भिन्न होता है, और इसके मूल्य से स्टील्स की वेल्डेबिलिटी का आकलन अव्यावहारिक है। प्रत्येक विशिष्ट स्टील ग्रेड के लिए प्रीहीटिंग तापमान की गणना की जाती है।
GOST 5632-72 के ढांचे के भीतर समूहों (स्टेनलेस, एसिड प्रतिरोधी, गर्मी प्रतिरोधी और गर्मी प्रतिरोधी) में उच्च मिश्र धातु स्टील्स का विभाजन उनकी मुख्य सेवा विशेषताओं के अनुसार सशर्त है, क्योंकि गर्मी प्रतिरोधी और गर्मी प्रतिरोधी स्टील्स कुछ आक्रामक वातावरण में एक साथ एसिड प्रतिरोधी होते हैं, और एसिड प्रतिरोधी स्टील्स में कुछ तापमान पर गर्मी प्रतिरोध और गर्मी प्रतिरोध दोनों होते हैं।
अच्छी तरह से वेल्डेड उच्च-मिश्र धातु स्टील्स के लिए, वेल्डिंग से पहले और बाद में गर्मी उपचार नहीं किया जाता है। महत्वपूर्ण काम सख्त होने के साथ, धातु को 1050-1100 डिग्री सेल्सियस से सख्त किया जाना चाहिए। थर्मल सामान्य। स्टील्स के इस समूह में ऑस्टेनिटिक और ऑस्टेनिटिक-फेरिटिक संरचनाओं के साथ कई एसिड प्रतिरोधी और गर्मी प्रतिरोधी स्टील्स शामिल हैं।
संतोषजनक रूप से वेल्ड करने योग्य उच्च-मिश्र धातु स्टील्स के लिए, वेल्डिंग से पहले एयर कूलिंग के साथ 650-710 डिग्री सेल्सियस पर प्रारंभिक तड़के की सिफारिश की जाती है। वेल्डिंग का थर्मल शासन सामान्य है। नकारात्मक तापमान पर, वेल्डिंग की अनुमति नहीं है। 10 मिमी से अधिक की दीवार मोटाई वाले संरचनात्मक तत्वों को वेल्डिंग करते समय 150-200 डिग्री सेल्सियस तक प्रीहीट करना आवश्यक है। वेल्डिंग के बाद, तनाव से राहत के लिए, 650-710 डिग्री सेल्सियस पर तड़के लगाने की सिफारिश की जाती है। यह समूह मुख्य रूप से अधिकांशऔर कुछ क्रोमियम-निकल स्टील्स।
तालिका 2. लौह-निकल और निकल के आधार पर गर्मी प्रतिरोधी और उच्च मिश्र धातु स्टील्स और मिश्र धातुओं के ग्रेड।
|
गोस्ट या टीयू |
इस्पात श्रेणी |
|
|
मोती या मार्टेंसिटिक |
गर्मी प्रतिरोधी क्रोमियम-मोलिब्डेनम 15XM, 20XM, 30XM, 30XMA, 35XM, 38XM, 38X2MYUA |
|
|
गोस्ट20072-74 |
12MH, 15X5M, 15X5 |
|
|
12HM, 10H2M, 10H2M-VD |
||
|
टीयू5.961-11.151-80 |
||
|
गर्मी प्रतिरोधी क्रोमियम-मोलिब्डेनम-वैनेडियम और क्रोमियम-मोलिब्डेनम-टंगस्टन 40KhMFA, 30KhZMF |
||
|
गोस्ट20072-74 |
20H1M1F1BR, 12H1MF, 25H1MF, 25H2M1F, 20H1M1F1TR, 18HZMV, 20HZIVF, 15H5VF |
|
|
टीयू14-1-1529-76 |
15H1M1F TU14-1-3238-81, 35HMFA |
|
|
12X2एमएफए, 18X2एमएफए, 25X2एमएफए |
||
|
टीयू14-1-1703-76 |
||
|
TU5.961-11151-80 |
20HMFL, 15H1M1FL |
|
|
फेरिटिक, मार्टेंसिटिक-फेरिटिक और मार्टेंसिटिक |
उच्च क्रोमियम स्टेनलेस स्टील 08X13, 12X13, 20X13, 30X13, 40X13, 25X13H2 |
|
|
उच्च क्रोमियम एसिड प्रतिरोधी और गर्मी प्रतिरोधी 12X17, 08X17T, 09X16H4B, 30X13H7S2, 08X18T1, 15X18SYU, 15X25T, 15X28, 14X17H2, 20X17H2, 10X13SYu, 40X9S2, 40X10S2M |
||
|
टीयू 14-1-2889-80 |
||
|
टीयू14-1-1958-77 |
||
|
टीयू14-1-2533-78 |
||
|
उच्च क्रोमियम गर्मी प्रतिरोधी 15X11MF, 18X11MNFB, 20X12VNMF, 11X11N2V2MF, 13X11N2V2MF, 13X14NZV2FR, 15X12VNMF, 18X12VMBFR |
||
|
ऑस्टेनिटिक और ऑस्टेनिटिक-फेरिटिक |
Кислотостойкие 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н9, 12Х18Н9Т, 17Х18Н9, 12Х18Н10Т, 12Х18Н10Б, 03Х18Н11, 08Х18Н12Б, 03Х17Н14М2, Э8Х17Н13М2Т, 10Х17Н13М2Т, 10Х13МЗТ, 08Х17Н15МЗТ, 08Х18Н12Т, 08Х10Н20Т2, 10Х14Г14НЗ, 10Х14Г14Н4Т, 10Х14АГ15, 15Х17АГ14, 07Х21Г7АН5, 03Х21Н21М4ГБ, 12Х17Г9АН4, 08Х18Г8Н2Т , 15X18एच12एस4टीयू |
|
|
TU108.11.595-87 |
||
|
ऑस्टेनिटिक-मार्टेंसिटिक |
07X16H6, 09X17H7YU, 09X17N7YUT, 08X17N5MZ, 08X17H6T, 09X15N8YU, 20X13N4G9 |
|
|
फेरिटिक-ऑस्टेनिटिक |
उच्च शक्ति एसिड प्रतिरोधी 08X22H6T, 12X21H5T.08X21H6 |
|
|
टीयू14-1-1958-77 |
10X25N6ATMF |
|
|
फेरिटिक-ऑस्टेनिटिक |
12X25N5टीएमएफएल |
|
|
टीयू14-1-1541-75 |
03X23H6, 03X22H6M2 |
|
|
austenitic |
गर्मी का विरोध |
|
|
XN38VT, XN60YU, XN70YU, XN78T |
||
|
austenitic |
कल 10Х11Н20ТЗР, 10Х11Н23ТЗМР, 08Х16Н13М2Б, 09Х16Н15МЗБ, 08Х15Н24В4ТР, 31Х19Н9МВБТ, 10Х11Н20ТЗР, 37Х12Н8Г8МФБ, 45Х14Н4014Н2М, 09Х161419714, 09Х1419092 |
|
|
लौह-निकल और निकल-आधारित मिश्र धातु |
खएन35वीटी, खएन35वीटीयू, खएन32टी, खएन38वीटी, खएन80टीबीयू, खएन67एमवीटीयू |
|
सीमित रूप से वेल्ड करने योग्य उच्च-मिश्र धातु स्टील्स के लिए, वेल्डिंग से पहले गर्मी उपचार अलग होता है (650-710 डिग्री सेल्सियस पर एयर कूलिंग या 1050-1100 डिग्री सेल्सियस से पानी में शमन के साथ तड़का)। इस समूह के अधिकांश स्टील्स को वेल्डिंग करते समय, 200-300 डिग्री सेल्सियस पर प्रीहीटिंग की आवश्यकता होती है।
वेल्डिंग के बाद, तनाव को दूर करने और कठोरता को कम करने के लिए, भागों को 650-710 डिग्री सेल्सियस पर टेम्पर्ड किया जाता है। ऑस्टेनिटिक वर्ग के कई स्टील्स की वेल्डिंग के लिए 1050-1100 डिग्री सेल्सियस से पानी में शमन की आवश्यकता होती है।
खराब वेल्डेड उच्च मिश्र धातु स्टील्स के लिए, विभिन्न स्टील्स के लिए कुछ मोड में वेल्डिंग से पहले तड़के की सिफारिश की जाती है।
स्टील्स के पूरे समूह के लिए, 200-300°C तक प्रीहीट करना अनिवार्य है। सख्त अवस्था में स्टील 110G13L की वेल्डिंग बिना गर्म किए की जाती है। वेल्डिंग के बाद हीट ट्रीटमेंट स्टील ग्रेड और उद्देश्य के आधार पर विशेष निर्देशों के अनुसार किया जाता है। स्टील 110G13L के लिए, गर्मी उपचार की आवश्यकता नहीं है।
जुड़ने की योग्यता- यह वेल्डिंग प्रक्रिया में वेल्ड किए जा रहे धातुओं और मिश्र धातुओं की प्रतिक्रिया है। वह परिभाषित करती है प्रौद्योगिकीयप्रक्रिया के पक्ष और आपरेशनलउत्पाद उपयुक्तता।
वेल्डिंग की स्थिति में धातु का पिघलना और क्रिस्टलीकरण एक जटिल धातुकर्म प्रक्रिया है जो वर्कपीस के जोड़ों पर धातु के असमान हीटिंग, ओवरहीटिंग और कूलिंग के साथ होती है। प्रक्रिया के साथ धातु के संरचनात्मक परिवर्तन और पुन: क्रिस्टलीकरण होता है। यह मोटे तौर पर वेल्डेड संयुक्त की गुणवत्ता और विश्वसनीयता को निर्धारित करता है, अर्थात। सीम के अधिग्रहीत गुणों का एक सेट, जो जोड़ों की उपयुक्तता और इंजीनियरिंग में वेल्डेड संरचना का उपयोग करने की संभावना को निर्धारित करता है।
पर जुड़ने की योग्यतास्टील का बड़ा प्रभाव है रासायनिक संरचना.
कार्बन- यह स्टील की रासायनिक संरचना का एक महत्वपूर्ण तत्व है, जो इसकी वेल्डेबिलिटी, ताकत, क्रूरता, कठोरता को निर्धारित करता है। 0.25% से अधिक कार्बन वाले स्टील अच्छी तरह से वेल्डेड होते हैं। उच्च सामग्री के साथ, स्टील की वेल्डेबिलिटी तेजी से बिगड़ती है, क्योंकि गर्म निकट-वेल्ड क्षेत्र में - थर्मल प्रभाव, सख्त संरचनाएं बनती हैं, जिससे गर्म और ठंडी दरारें होती हैं।
गंधक- एक हानिकारक अशुद्धता जो लोहे के साथ कम पिघलने वाले यौगिकों का निर्माण करती है, जो अनाज की सीमाओं के साथ स्थित होती हैं, गर्म अवस्था में दरारें होने के साथ उनके बीच के बंधन को कमजोर करती हैं। इस घटना के कारण होता है लाल भंगुरताधातु। इसलिए, वेल्ड में दरार से बचने के लिए, वेल्डेड स्टील्स में सल्फर सामग्री 0.045% से कम होनी चाहिए।
फास्फोरस- एक हानिकारक अशुद्धता भी। स्टील्स में, यह विशेष रूप से कम तापमान पर भंगुर संरचनाओं की उपस्थिति का कारण बनता है। इस प्रक्रिया को कहा जाता है शीत भंगुरता. वेल्डेड स्टील्स और वेल्ड्स में फास्फोरस की मात्रा 0.04% से कम होनी चाहिए।
मैंगनीज- यह स्टील की रासायनिक संरचना का एक तत्व है, जो स्टील की ताकत और लोच को थोड़ा बढ़ाता है। स्टील्स में 0.3 ... 0.8% की सीमा में इसकी सामग्री के साथ, वेल्डिंग प्रक्रिया मुश्किल नहीं है। 1.8% से अधिक की मैंगनीज सामग्री के साथ, इस तरह के स्टील की कठोरता के कारण भंगुरता और दरार का खतरा होता है।
सिलिकॉनस्टील की ताकत, लोच और कठोरता को थोड़ा बढ़ाता है। इसकी सामग्री 0.2 ... 0.3% तक, वेल्डेबिलिटी खराब नहीं होती है। 0.8% से अधिक की सामग्री पर, स्टील की उच्च तरलता और आग रोक सिलिकॉन ऑक्साइड के गठन के कारण वेल्डिंग की स्थिति खराब हो जाती है।
क्रोमियमस्टील की ताकत, लोच और कठोरता को बढ़ाता है, लेकिन वेल्डिंग के दौरान यह क्रोमियम कार्बाइड बनाता है, जो वेल्ड के संक्षारण प्रतिरोध और उससे सटे निकट-वेल्ड क्षेत्र को खराब कर देता है। यह गर्मी से प्रभावित क्षेत्र में धातु की कठोरता को तेजी से बढ़ाता है और दरारों की संभावना को बढ़ाता है, आग रोक ऑक्साइड के गठन को बढ़ावा देता है जो वेल्डिंग प्रक्रिया को बाधित करता है। वेल्ड किए जाने वाले निकेल-मुक्त स्टील्स में क्रोमियम की मात्रा 0.3% से अधिक नहीं होनी चाहिए।
मोलिब्डेनमक्रिस्टल (स्टील के अनाज) को पीसने में योगदान देता है, स्टील की ताकत बढ़ाता है। यह प्रभाव भार और उच्च तापमान के तहत विशेष रूप से महत्वपूर्ण है, लेकिन मोलिब्डेनम वेल्ड धातु और गर्मी प्रभावित क्षेत्र में दरारें पैदा करता है। वेल्डिंग के दौरान, मोलिब्डेनम सक्रिय रूप से ऑक्सीकरण करता है और जलता है। महत्वपूर्ण वेल्डेड संरचनाओं में, मोलिब्डेनम सामग्री 1% से अधिक नहीं होनी चाहिए।
वैनेडियमस्टील की कठोरता में योगदान देता है, जिससे वेल्ड करना मुश्किल हो जाता है; यह सक्रिय रूप से ऑक्सीकरण करता है और जलता है। महत्वपूर्ण वेल्डेड संरचनाओं में, वैनेडियम सामग्री 1% से अधिक नहीं होनी चाहिए।
टंगस्टनउच्च तापमान (लाल कठोरता) पर स्टील की कठोरता और इसके पहनने के प्रतिरोध को बढ़ाता है, लेकिन मजबूत ऑक्सीकरण के कारण वेल्डिंग प्रक्रिया को जटिल बनाता है। वेल्ड किए जाने वाले स्टील की संरचना में टंगस्टन नहीं होता है।
ऑक्सीजनपिघले हुए लोहे को सक्रिय रूप से ऑक्सीकरण करता है, भंगुर संरचनाएं बनाता है; यह मिश्र धातु तत्वों को भी ऑक्सीकरण करता है। पिघली हुई वेल्ड धातु को वायुमंडलीय ऑक्सीजन के साथ संपर्क से बचाना चाहिए। यह इलेक्ट्रोड कोटिंग के कार्यों में से एक है, जो जलने पर एक सुरक्षात्मक (कार्बन डाइऑक्साइड) गैस छोड़ता है। ऑक्सीकरण से बचाने के लिए, आर्गन और हीलियम जैसे परिरक्षण गैसों में स्टेनलेस स्टील और अलौह धातुओं से बने महत्वपूर्ण संरचनाओं की वेल्डिंग की जाती है।
हाइड्रोजन।वेल्डिंग के दौरान, हाइड्रोजन परमाणु आसानी से पिघली हुई धातु में घुल जाते हैं, और जब धातु जम जाती है, तो वे अणुओं में पुनर्संयोजित हो जाते हैं जो वेल्ड के विभिन्न स्थानों में इकट्ठा होते हैं, जिससे गैस के बुलबुले बनते हैं। हाइड्रोजन वेल्ड धातु में सरंध्रता और छोटी दरारें पैदा करता है, यह भंगुरता बढ़ाता है बीस्टील, इसकी ताकत और क्रूरता को कम करता है। हाइड्रोजन, ऑक्सीजन की तरह, जो पिघला हुआ वेल्ड धातु के साथ संयोजन कर सकता है, परिवेशी वायु में पाया जाता है, बिना सूखे इलेक्ट्रोड कोटिंग में नमी शेष, फ्लक्स में और धातु की सतह पर पानी, बर्फ, ठंढ के रूप में वेल्डेड होती है। जंग में हाइड्रोजन भी पाया जाता है, जो वेल्डिंग तार या वर्कपीस के किनारों पर हो सकता है। हाइड्रोजन से पिघली हुई वेल्ड धातु का संरक्षण ऑक्सीजन से सुरक्षा के साथ-साथ किया जाता है।
वेल्डिंग के दौरान धातु हाइड्रोजन से कम से कम संतृप्त होती है एकदिश धारा विपरीत ध्रुवता, अधिक संतृप्ति - जब प्रत्यावर्ती धारा के साथ वेल्डिंग की जाती है।
निकल,मिश्र धातु स्टील्स में निहित, उनकी वेल्डेबिलिटी में काफी सुधार करता है: यह अनाज को पीसता है, सीम को प्लास्टिसिटी और ताकत देता है। निकल युक्त स्टील्स को वेल्डिंग करते समय, वायुमंडलीय ऑक्सीजन के प्रभाव से उनकी विश्वसनीय सुरक्षा की आवश्यकता होती है। निकेल महंगा है। निकल स्टील्स का उपयोग तकनीकी और आर्थिक रूप से उचित होना चाहिए।
टाइटेनियम,मिश्र धातु स्टील्स में निहित, अनाज को परिष्कृत करता है, सीम की लचीलापन और कनेक्शन की गुणवत्ता को बढ़ाता है। महत्वपूर्ण वेल्डेड संरचनाओं के लिए स्टेनलेस स्टील्स में निकल के अलावा, एक और 4-5% टाइटेनियम होना चाहिए।
पर स्टील वेल्डेबिलिटीभी, प्रभाव मोड और वेल्डिंग के तरीके।
सही वेल्डिंग विधि और मोड चुनने के लिए जो दोषों की घटना को बाहर करते हैं, धातु की तकनीकी वेल्डेबिलिटी को जानना आवश्यक है। यह पिघलने के बिना गर्मी प्रभावित क्षेत्र में थर्मल प्रभावों के साथ-साथ धातु के पिघलने और बाद में क्रिस्टलीकरण की धातुकर्म प्रक्रियाओं की प्रतिक्रिया है। स्टील की ज्ञात रासायनिक संरचना के अनुसार, यह अनुमान लगाना संभव है कि इसकी तकनीकी वेल्डेबिलिटी क्या है। लेकिन इस तरह के पूर्वानुमानों की सटीकता हमेशा विश्वसनीय नहीं होती है और उन पर भरोसा करना संभव है, जब कम-जिम्मेदारी वाले उत्पादों की एक छोटी संख्या को वेल्डिंग किया जाता है। महत्वपूर्ण वेल्डेड संरचनाओं की एक महत्वपूर्ण संख्या के निर्माण के मामले में, धातु के बैच की तकनीकी वेल्डेबिलिटी को प्रयोगात्मक रूप से निर्धारित करना आवश्यक है जिससे उत्पाद बनाए जाएंगे। तरीकेतकनीकी वेल्डेबिलिटी की परिभाषाओं को विभाजित किया जा सकता है दो समूहों में.
प्रथम- जब उत्पाद के एक या अधिक नमूनों की प्रत्यक्ष वेल्डिंग द्वारा वेल्डेबिलिटी स्थापित की जाती है। साथ ही, वे धातु के सख्त होने या उसकी अनुपस्थिति की प्रवृत्ति, धातु की ताकत और लचीलेपन के बारे में, सूक्ष्म संरचना में परिवर्तन के बारे में सीखते हैं। प्राप्त परिणाम अत्यधिक विश्वसनीय हैं;
दूसरा- वेल्डेबिलिटी निर्धारित करने के तरीकों का एक समूह सरल है और वेल्डिंग प्रक्रियाओं के अनुकरण पर आधारित है। उसी समय, धातु में परिवर्तन अप्रत्यक्ष रूप से निर्धारित होते हैं, उदाहरण के लिए, वेल्डिंग प्रक्रिया के करीब तापमान पर गर्मी उपचार द्वारा। ऐसी जानकारी की पूर्णता और विश्वसनीयता बहुत कम होती है।
स्टील की वेल्डेबिलिटी के अनुसारउप-विभाजित किया चार . तकवेल्डिंग के दौरान वांछित गुणों के साथ जोड़ों को बनाने के लिए धातुओं की क्षमता वाले समूह - मजबूत, तंग, बिना भंगुरता के।
पहला समूह- अच्छी तरह से वेल्डेड स्टील्स जो वेल्डिंग से पहले और बाद में विशेष तकनीकों और हीटिंग के उपयोग के बिना उच्च गुणवत्ता वाले वेल्डेड जोड़ों का निर्माण करते हैं। ये लो-कार्बन, लो- और मीडियम-अलॉय स्टील्स हैं। उदाहरण के लिए, Bst1 से Bst4 तक; VST1 से VST4 तक; स्टील 08 से स्टील 25 तक; स्टील 15X; 20HGA, 12HN4A; 10HSND; 20X23H18T; 12X18H9T और आवश्यक रासायनिक संरचना के अन्य।
दूसरा समूह- संतोषजनक रूप से वेल्ड करने योग्य स्टील्स, जो उच्च गुणवत्ता वाले वेल्डेड जोड़ों को प्राप्त करने के लिए, वेल्डिंग की स्थिति के सख्त पालन की आवश्यकता होती है, विशेष भराव सामग्री का उपयोग, विशेष रूप से किनारों की पूरी तरह से सफाई करने के लिए, और कुछ मामलों में, प्रारंभिक और सहवर्ती हीटिंग 150 0 सी, बाद में एनीलिंग। उदाहरण के लिए, ये स्टील Bst5sp हैं; बीएसटी5जीएसपी; स्टील 30; स्टील 35; स्टील 20HNZA; स्टील 12XA, आदि।
तीसरा समूह- सामान्य परिस्थितियों में सीमित वेल्डेबिलिटी वाले स्टील्स और क्रैकिंग की संभावना। इनमें 0.35% से 0.5% तक कार्बन होता है, यह उच्च-मिश्र धातु स्टील्स भी हो सकता है। दरारें बनने से बचने के लिए, उन्हें वेल्डिंग से पहले 200 ... 400 0 तक गर्म किया जाता है, इसके बाद एनीलिंग की जाती है। उदाहरण के लिए, Bst5ps; स्टील 40, 45, 50, 35XN।
चौथा समूह- स्टील्स खराब वेल्ड करने योग्य होते हैं, व्यावहारिक रूप से कार्बन और मिश्र धातु तत्वों की उच्च सामग्री के कारण वेल्डिंग के अधीन नहीं होते हैं, जिससे दरारें बन जाती हैं। उदाहरण के लिए, ये स्टील्स 60G, 70G, 50KhN, 80S, U7, U10, U13, 9XS, KhVG, 3Kh2VF हैं। प्रारंभिक सहवर्ती और बाद में गर्मी उपचार के बावजूद, ऐसे स्टील्स के वेल्डेड जोड़ों की गुणवत्ता कम है।
शीत कठोर स्टील्स भी असंतोषजनक वेल्डेबल स्टील्स से संबंधित हैं; सुदृढीकरण एक हुड द्वारा मजबूत किया जाता है, जिसकी वेल्डिंग से नरमी और भंगुरता बढ़ जाती है।
यह ध्यान दिया जाना चाहिए कि स्टील को मजबूत करने की वेल्डेबिलिटी शीट्स की वेल्डेबिलिटी, धातु संरचनाओं के लिए आकार के स्टील से भिन्न होती है। उदाहरण के लिए, St5 प्रबलिंग बार समान ग्रेड के शीट स्टील की तुलना में बेहतर वेल्ड करते हैं।
ठंड में स्टील्स की वेल्डिंग की अनुमति नहीं है।
स्टील्स की वेल्डेबिलिटी
हल्के स्टील्स को आमतौर पर अच्छी वेल्डेबिलिटी की विशेषता होती है। हानिकारक अशुद्धियाँ वेल्डेबिलिटी को कम कर सकती हैं यदि उनकी सामग्री मानक से अधिक हो।
हानिकारक अशुद्धियाँ औसत सामग्री पर भी वेल्डेबिलिटी को ख़राब कर सकती हैं जो आदर्श से बाहर नहीं जाती हैं, यदि वे स्थानीय संचय बनाते हैं, उदाहरण के लिए, अलगाव के कारण। हल्के स्टील में वेल्डिंग के लिए हानिकारक तत्व कार्बन, फास्फोरस और सल्फर हो सकते हैं, बाद वाले विशेष रूप से स्थानीय संचय के गठन के साथ अलगाव के लिए प्रवण होते हैं।
गैसों और गैर-धातु समावेशन के साथ धातु का संदूषण भी वेल्डेबिलिटी पर नकारात्मक प्रभाव डाल सकता है। हानिकारक अशुद्धियों के साथ धातु का संदूषण इसके उत्पादन की विधि पर निर्भर करता है और आंशिक रूप से धातु के अंकन से आंका जा सकता है। उच्च गुणवत्ता वाला स्टील संबंधित ग्रेड के नियमित गुणवत्ता वाले स्टील से बेहतर वेल्ड करता है; ओपन-हेर्थ स्टील बेसेमर स्टील से बेहतर है, और ओपन-हेर्थ स्टील उबलते स्टील से बेहतर है। महत्वपूर्ण वेल्डेड उत्पादों के निर्माण में, निम्न-कार्बन स्टील्स की वेल्डेबिलिटी में इन अंतरों को ध्यान में रखा जाना चाहिए और बेस मेटल के ब्रांड को चुनते समय ध्यान में रखा जाना चाहिए।
0.25% से अधिक कार्बन वाले कार्बन स्टील्स ने कम कार्बन स्टील्स की तुलना में वेल्डेबिलिटी कम कर दी है, और कार्बन सामग्री बढ़ने के साथ वेल्डेबिलिटी धीरे-धीरे कम हो जाती है। उच्च कार्बन सामग्री वाले स्टील्स आसानी से कठोर हो जाते हैं, जिससे वेल्ड ज़ोन में कठोर भंगुर सख्त संरचनाएं बन जाती हैं और दरारें बनने के साथ हो सकती हैं। कार्बन सामग्री में वृद्धि के साथ, वेल्डिंग क्षेत्र में धातु के गर्म होने की प्रवृत्ति बढ़ जाती है। एक बढ़ी हुई कार्बन सामग्री गैसीय कार्बन मोनोऑक्साइड के निर्माण के साथ इसके जलने की प्रक्रिया को बढ़ाती है, जिससे स्नान में उबाल आता है और जमा धातु की महत्वपूर्ण सरंध्रता हो सकती है।
0.4-0.5% से अधिक कार्बन सामग्री के साथ, स्टील वेल्डिंग वेल्डिंग तकनीक में सबसे कठिन कार्यों में से एक बन जाता है। कार्बन स्टील्स ने आमतौर पर वेल्डेबिलिटी को कम कर दिया है और, यदि संभव हो तो, उन्हें कम-मिश्र धातु वाले संरचनात्मक स्टील्स के साथ बदलने की सिफारिश की जाती है, जो अन्य मिश्र धातु तत्वों के कारण बहुत कम कार्बन सामग्री पर समान ताकत देते हैं। संलयन द्वारा कार्बन स्टील्स को वेल्डिंग करते समय, वे आम तौर पर फिलर और बेस मेटल की रासायनिक संरचना के पत्राचार का पालन नहीं करते हैं, मैंगनीज, सिलिकॉन इत्यादि के साथ मिश्र धातु के कारण आधार धातु के साथ समान शक्ति की जमा धातु प्राप्त करने का प्रयास करते हैं। एक कम कार्बन सामग्री।
कार्बन स्टील्स की वेल्डिंग अक्सर प्रीहीटिंग और बाद में गर्मी उपचार के साथ की जाती है, और, यदि संभव हो तो, कई मामलों में वेल्डिंग प्रक्रिया के साथ गर्मी उपचार को संयोजित करने की मांग की जाती है, उदाहरण के लिए, छोटे भागों की गैस वेल्डिंग में, गैस दबाव वेल्डिंग में, स्पॉट और बट प्रतिरोध वेल्डिंग, आदि में।
अधिकांश लो-अलॉय स्ट्रक्चरल स्टील्स में संतोषजनक वेल्डेबिलिटी होती है। वेल्डिंग के बढ़ते महत्व के कारण, संरचनात्मक कम-मिश्र धातु स्टील्स के नए ग्रेड, एक नियम के रूप में, संतोषजनक वेल्डेबिलिटी के साथ उत्पादित होते हैं। यदि स्टील के परीक्षण बैचों के परीक्षण अपर्याप्त रूप से संतोषजनक वेल्डेबिलिटी दिखाते हैं, तो निर्माता आमतौर पर वेल्डेबिलिटी में सुधार के लिए स्टील की संरचना को समायोजित करते हैं। कुछ मामलों में, 100-200 ° तक स्टील की एक छोटी प्रीहीटिंग की आवश्यकता होती है, कम अक्सर बाद के गर्मी उपचार का सहारा लेना आवश्यक होता है। कम-मिश्र धातु स्टील्स की वेल्डेबिलिटी के प्रारंभिक मोटे गुणात्मक मूल्यांकन के लिए, कभी-कभी वे स्टील की रासायनिक संरचना से कार्बन समकक्ष की गणना का सहारा लेते हैं। गणना निम्नलिखित अनुभवजन्य सूत्र के अनुसार की जाती है:
जहां तत्वों के प्रतीकों का मतलब स्टील में उनका प्रतिशत है। जब कार्बन समतुल्य 0.45 से कम होता है, तो स्टील की वेल्डेबिलिटी को संतोषजनक माना जा सकता है, लेकिन यदि कार्बन समतुल्य 0.45 से अधिक है, तो विशेष उपाय किए जाने चाहिए, जैसे कि पहले से गरम करना और बाद में गर्मी उपचार। यह ध्यान दिया जाना चाहिए कि कार्बन समकक्ष द्वारा वेल्डेबिलिटी का आकलन करने की विधि बहुत अनुमानित है और हमेशा सही परिणाम नहीं देती है।
संरचना के अनुसार, कम-मिश्र धातु वाले स्टील्स आमतौर पर पर्लिटिक वर्ग के होते हैं। कम-मिश्र धातु स्टील्स की एक विस्तृत विविधता फ्यूजन वेल्डिंग में जमा और बेस मेटल की रासायनिक रचनाओं के बीच एक मैच प्राप्त करना बहुत मुश्किल बना देती है, जिसके लिए बहुत बड़ी, मुश्किल से लागू होने वाली फिलर सामग्री की आवश्यकता होती है। इसलिए, कुछ विशेष मामलों के अपवाद के साथ जहां आधार और वेल्ड धातु की रासायनिक संरचना से मेल खाना आवश्यक है (उदाहरण के लिए, संक्षारण प्रतिरोध, रेंगना प्रतिरोध, आदि प्राप्त करना), यह आमतौर पर आवश्यक यांत्रिक गुणों को प्राप्त करने तक ही सीमित है। वेल्ड धातु की, इसकी रासायनिक संरचना को ध्यान में रखे बिना। यह स्टील के कई ग्रेड वेल्डिंग करते समय कुछ प्रकार की भराव सामग्री का उपयोग करना संभव बनाता है, जो एक महत्वपूर्ण व्यावहारिक लाभ है। उदाहरण के लिए, दर्जनों ग्रेड कार्बन और कम मिश्र धातु स्टील्स को UONI-13 इलेक्ट्रोड के साथ सफलतापूर्वक वेल्ड किया जाता है। वेल्डेड संरचनाओं में, कम मिश्र धातु स्टील्स को आम तौर पर समान ताकत के कार्बन स्टील्स पर पसंद किया जाता है। थोड़ी प्रीहीटिंग और बाद में तड़के की आवश्यकता को स्थापित करने के लिए, प्रभाव क्षेत्र की धातु की अधिकतम कठोरता को अक्सर ध्यान में रखा जाता है। यदि कठोरता 200-250 N से अधिक नहीं है, तो हीटिंग और तड़के की आवश्यकता नहीं है, 250-ZOS Hv की कठोरता के साथ, हीटिंग या तड़के का उपयोग वांछनीय है, 300-350 Iv से अधिक की कठोरता के साथ, यह है अनिवार्य।
उच्च-मिश्र धातु स्टील्स में से, उनके पास अच्छी वेल्डेबिलिटी है और व्यापक रूप से ऑस्टेनिटिक स्टील के वेल्डेड संरचनाओं में उपयोग किया जाता है। सबसे व्यापक रूप से इस्तेमाल किया जाने वाला क्रोमियम-निकल ऑस्टेनिटिक स्टील्स, जैसे कि प्रसिद्ध स्टेनलेस स्टील 18/8 (18% क्रोमियम और 8% निकल)। क्रोमियम-निकल ऑस्टेनिटिक स्टील्स का उपयोग स्टेनलेस स्टील्स के रूप में किया जाता है, और उच्च मिश्र धातु के साथ, उदाहरण के लिए, 25% क्रोमियम और 20% निकल की सामग्री के साथ, वे गर्मी प्रतिरोधी स्टील्स भी हैं। क्रोमियम-निकल ऑस्टेनिटिक स्टील्स में कार्बन सामग्री न्यूनतम होनी चाहिए, विभिन्न ग्रेडों में 0.10-0.15% से अधिक नहीं, अन्यथा क्रोमियम कार्बाइड की वर्षा संभव है, जो ऑस्टेनिटिक स्टील के मूल्यवान गुणों को तेजी से कम करती है।
मशीनों के कुछ हिस्सों के लिए जो घर्षण पर काम करते हैं, उदाहरण के लिए, स्टोन क्रशर के गालों के लिए, साथ ही रेल क्रॉस के लिए, अपेक्षाकृत सस्ते मैंगनीज ऑस्टेनिटिक स्टील जिसमें 13-14% मैंगनीज और 1.0-1.3% कार्बन होता है, आमतौर पर के रूप में उपयोग किया जाता है कास्टिंग।
ऑस्टेनिटिक स्टील्स की वेल्डिंग, एक नियम के रूप में, वेल्डेड संयुक्त में ऑस्टेनाइट संरचना और ऑस्टेनाइट से जुड़े मूल्यवान गुणों को संरक्षित करना चाहिए: उच्च संक्षारण प्रतिरोध, उच्च लचीलापन, आदि। ऑस्टेनाइट का अपघटन अतिरिक्त कार्बन द्वारा गठित कार्बाइड की वर्षा के साथ होता है। समाधान से। ऑस्टेनाइट के अपघटन की सुविधा धातु को ऑस्टेनाइट परिवर्तन बिंदु से नीचे के तापमान पर गर्म करके, ऑस्टेनाइट बनाने वाले तत्वों की सामग्री में कमी, कम कार्बन वाले ऑस्टेनाइट्स में कार्बन सामग्री में वृद्धि, अशुद्धियों के साथ धातु के संदूषण आदि से होती है। इसलिए, जब ऑस्टेनिटिक स्टील्स को वेल्डिंग करते हैं, तो हीटिंग समय और गर्मी इनपुट की मात्रा को कम से कम किया जाना चाहिए और तांबे की लाइनिंग, वाटर कूलिंग आदि के माध्यम से वेल्डिंग स्थान से संभवतः अधिक गहन गर्मी हटाने को लागू किया जाना चाहिए।
वेल्डेड उत्पादों के निर्माण के लिए उपयोग किए जाने वाले ऑस्टेनिटिक स्टील को न्यूनतम मात्रा में संदूषण के साथ उच्चतम गुणवत्ता का होना चाहिए। चूंकि क्रोमियम-निकल ऑस्टेनाइट का अपघटन क्रोमियम कार्बाइड के निर्माण और वर्षा के कारण होता है, इसलिए धातु में क्रोमियम से अधिक मजबूत कार्बाइड फॉर्मर्स को शामिल करके ऑस्टेनाइट के प्रतिरोध को बढ़ाया जा सकता है। इस प्रयोजन के लिए, टाइटेनियम टीआई और नाइओबियम एनबी उपयुक्त साबित हुए, विशेष रूप से पहला तत्व, जो इसके अलावा, कम आपूर्ति में नहीं है। टाइटेनियम बहुत दृढ़ता से जारी कार्बन को बांधता है, क्रोमियम कार्बाइड के निर्माण को रोकता है, और इस तरह ऑस्टेनाइट के अपघटन को रोकता है। वेल्डिंग के लिए, एक छोटी टाइटेनियम सामग्री के साथ ऑस्टेनिटिक स्टील का उपयोग करने की सिफारिश की जाती है। अच्छा वेल्डेबिलिटी, उदाहरण के लिए, स्टेनलेस ऑस्टेनिटिक क्रोमियम-निकल स्टील EYa-lT टाइप 18/8 टाइटेनियम की एक छोटी मात्रा (0.8% से अधिक नहीं) के साथ है। अधिक कठोर आवश्यकताएं, निश्चित रूप से, भराव धातु पर लगाई जाती हैं, जो कि ऑस्टेनिटिक होनी चाहिए, अधिमानतः मिश्र धातु तत्वों की एक निश्चित अधिकता के साथ, वेल्डिंग के दौरान उनके संभावित बर्नआउट को ध्यान में रखते हुए और एडिटिव्स को स्थिर करने के साथ - टाइटेनियम या नाइओबियम। GOST 2246-51 स्टेनलेस और गर्मी प्रतिरोधी स्टील्स वेल्डिंग के लिए ऑस्टेनिटिक फिलर वायर प्रदान करता है। ऑस्टेनिटिक फिलर वायर का उपयोग कभी-कभी मार्टेंसिटिक स्टील्स वेल्डिंग के लिए किया जाता है।
ऑस्टेनिटिक क्रोमियम-निकल तार की कमी और उच्च लागत से सस्ता विकल्प प्राप्त करने पर शोध करना आवश्यक हो जाता है। प्रयोगशाला स्थितियों में, GOST 2246-51 के अनुसार CvlA ब्रांड के कम कार्बन तार से बने रॉड वाले इलेक्ट्रोड के साथ क्रोमियम और निकल युक्त कोटिंग के साथ-साथ Sv1A ब्रांड के तार के साथ स्वचालित वेल्डिंग में संतोषजनक परिणाम प्राप्त हुए थे। क्रोमियम और निकल युक्त सिरेमिक गैर-पिघला हुआ प्रवाह। इन इलेक्ट्रोडों के साथ वेल्डिंग करते समय, दोनों ही मामलों में, केवल दुर्लभ ऑस्टेनिटिक तार की आवश्यकता गायब हो जाती है, लेकिन कोटिंग या फ्लक्स में उचित मात्रा में पेश किए गए दुर्लभ धातु निकल और धातु क्रोमियम या उच्च प्रतिशत कम कार्बन फेरोक्रोम की खपत बनी रहती है।
स्टेनलेस स्टील्स की स्पॉट वेल्डिंग बहुत कठिन मोड पर की जाती है, वर्तमान बीतने का समय अक्सर अवधि के 1/2 और 1/4 तक कम हो जाता है प्रत्यावर्ती धारा, यानी 0.01 और 0.005 सेकंड तक।
मार्टेंसिटिक वर्ग के स्टील्स, जो उच्च शक्ति और कठोरता से प्रतिष्ठित होते हैं, का उपयोग उपकरण स्टील्स के रूप में, कवच स्टील्स आदि के रूप में किया जाता है। उन्हें वेल्डिंग करना कुछ कठिनाइयों से जुड़ा होता है।
स्टील आसानी से और गहराई से कठोर हो जाते हैं, इसलिए वेल्डिंग के बाद, बाद में गर्मी उपचार आमतौर पर आवश्यक होता है, जिसमें कम या उच्च तड़का होता है। उत्पाद को पहले से गरम करना भी अक्सर आवश्यक होता है। वेल्डिंग से पहले उत्पाद का पिछला ताप उपचार आवश्यक हो सकता है, अधिमानतः, यदि संभव हो तो, संरचनात्मक घटकों का एक समान रूप से फैला हुआ वितरण। फ्यूजन वेल्डिंग में, वे अक्सर जमा और आधार धातु को न केवल रासायनिक संरचना के संदर्भ में, बल्कि यांत्रिक गुणों के संदर्भ में भी, जमा धातु की बढ़ी हुई लचीलापन सुनिश्चित करने और दरारें के गठन को खत्म करने के लिए प्रयास करते हैं। इस में। इस प्रयोजन के लिए, आर्क वेल्डिंग में, उदाहरण के लिए, अक्सर ऑस्टेनिटिक इलेक्ट्रोड का उपयोग किया जाता है।
कार्बाइड-श्रेणी के स्टील्स का उपयोग मुख्य रूप से टूल स्टील्स के रूप में किया जाता है, और व्यवहार में अक्सर वेल्डिंग से नहीं, बल्कि धातु-काटने के उपकरण, डाई आदि के निर्माण और बहाली में इन स्टील्स की सरफेसिंग से निपटना पड़ता है। प्रीहीटिंग और बाद में हीट ट्रीटमेंट के लिए ये स्टील्स अधिकांश भाग के लिए अनिवार्य हैं।
आर्क वेल्डिंग और सरफेसिंग के लिए, मिश्र धातु वाले स्टील्स के इलेक्ट्रोड रॉड्स का उपयोग किया जाता है, जो बेस मेटल के गुणों के समान होता है, साथ ही हल्के स्टील की छड़ें होती हैं जिनमें मिश्र धातु कोटिंग्स होती हैं जिनमें संबंधित फेरोलॉयज होते हैं। वेल्डिंग या सरफेसिंग के पूरा होने के बाद, गर्मी उपचार आमतौर पर किया जाता है, जिसमें सख्त और एनीलिंग शामिल होता है।
फेरिटिक स्टील्स को इस तथ्य से अलग किया जाता है कि वे बड़ी मात्रा में फेराइट स्टेबलाइजर्स की शुरूआत के कारण उच्च तापमान पर ऑस्टेनाइट के गठन को पूरी तरह से दबा या कमजोर कर देते हैं।
महत्वपूर्ण व्यावहारिक महत्व में क्रोमियम फेरिटिक स्टील्स हैं जिनमें क्रोमियम सामग्री 16 से 30% और कार्बन 0.1-0.2% से अधिक नहीं है, जो एसिड प्रतिरोध और असाधारण गर्मी प्रतिरोध की विशेषता है। स्टील्स को एक ही संरचना या ऑस्टेनिटिक के भराव धातु के साथ वेल्ड किया जा सकता है। प्रीहीटिंग अनिवार्य है, वेल्डिंग के बाद, कई घंटों तक एक लंबी एनीलिंग की जाती है, इसके बाद तेजी से ठंडा किया जाता है।