金属のウォータージェット切断:設備、機器、圧力。 ウォータージェット切断設備:タイプと機能
ウォータージェット切断の設置(機械)通常、次のノードで構成されます。
- 高圧のステーション(ポンプ);
- カッティングヘッド(2つ以上のカッティングヘッド);
- 高圧パイプライン;
- カッティングヘッドを動かすためのバスとドライブを備えたテーブルを調整します。
- 研磨剤供給システム;
- 沈殿槽;
- 制御システム。
写真。 ウォータージェット切断機
を使用して 高圧ポンプ水は必要な圧力まで圧縮され、パイプラインを介してカッティングヘッドに供給されます。 カッティングヘッド高圧下で圧縮された水のエネルギーを高速の水研磨ジェットの運動エネルギーに変換し、切削工具としての最終的な形成を保証します。
研磨剤投与システム加圧下の研磨剤ホッパー、ミニホッパーを備えたカッティングヘッドに研磨剤を投与および供給するための装置、および柔軟な接続ホースで構成されています。
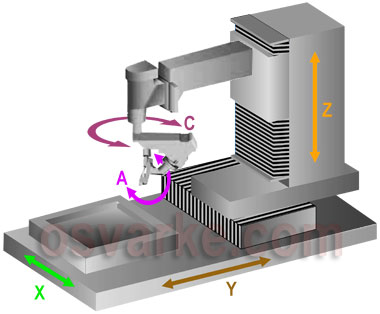
座標表(変位ドライブ付き)ワークピースとカッティングヘッドの位置決めに対応するように設計されており、 浴-水研磨ジェットを受け取り、廃棄物を処理するため。 複雑な切削部品の設定では、カッティングヘッドは5つの軸に沿って移動できます:標準軸X(前後)、Y(左右)、Z(上下)、および軸A(角度変更)とC (Z軸を中心とした回転)。
座標テーブルのお風呂から排水された水は、 沈殿槽、スラッジが除去されます-使用済みの研磨剤と処理された材料の小さな残留物。
切削工程管理通常、パソコン(パソコン)から行います。
高圧ポンプ
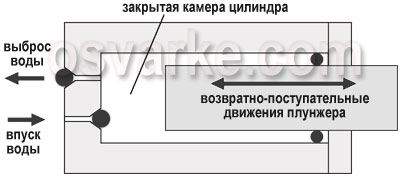
ポンプ内の超高圧水のポンピングは、プランジャー(細長い円筒形のディスプレーサ)の往復運動によって実行されます。 プランジャーがシリンダーの閉じたチャンバーに押し込まれ、圧力が上昇して水が圧縮されます。 必要な圧力に達すると、出口の逆止弁が開き、圧縮された液体の一部が排出されます。 その後、出口バルブが閉じ、プランジャーが膨張する水の圧力の下で反対方向に動き始めます。 同時に、水圧が入口圧力のレベルまで低下し、入口逆止弁が開きます。
プランジャーの駆動方法に応じて、2種類の超高圧ポンプが区別されます。
- 直接行動と
- 乗数(「強化」)タイプ-ブースターとも呼ばれます。
直動ポンプよりシンプルなデザインになっています。

写真。 ウォータージェット切断機での直動ポンプの使用
フィードポンプは予備的な低水圧を生成します。 その後、水は浄化され、高圧ポンプに入ります。 電気モーターは3つのピストンを駆動し、シリンダーから水を順番に押し出します。
直動式ポンプは比較的安価で、圧力を徐々に上げて、最大95%以上の非常に高い効率を実現できます。 ただし、このようなポンプによって生成される水圧は、通常3800気圧を超えません。
より高い水圧(最大4150または6000バール)で作成できます マルチプライヤー(ブースター)タイプのポンプ.
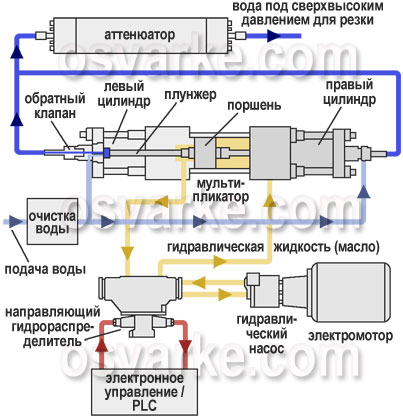

図面。 マルチプライヤー式ポンプの左(上図)と右(下図)のシリンダーから交互に超高圧水を排出します。
ピストンは、油圧ポンプによって生成される一次圧力(通常は約207気圧)で供給されるオイルによって一方向または他の方向に駆動されます。 各ピストンベースの面積は、面積の20倍にすることができます 作業面各プランジャー。 その結果、両方のシリンダーのチャンバーから交互にプランジャーによって押し出される水の圧力は、一次油圧の20倍になります。 一方の高圧室から水が排出されている間、反対側の室などに低圧水が入ります。
減衰器(アキュムレータ)は、水圧の脈動を滑らかにし、切断プロセスのための水の連続的な流れを保証します。
マルチプライヤタイプのポンプは構造的に複雑であり、冷却が必要です。

写真。 ウォータージェット切断機で使用されるJetEdgeiP60-100デュアルインテンシファイアポンプ(左)とOMAX P4055Vデュアルポンプシステム(右)
追加のデバイス
水処理システム。 主に水を柔らかくし、水ノズルと高圧シールの寿命を縮める不要な不純物(鉄、シリコン、マンガンなどを含む)を除去するように設計されています。 さらに、それは水の予備供給、高圧ポンプに供給される水の必要な温度と圧力を提供することができ、またマルチプライヤーポンプを冷却するために使用することができます。
衝突防止システム。 表面に凹凸がある場合に、カッティングヘッドとワークが衝突する可能性を排除するために使用します。 ミキシングチューブは、ショックセンサーに接続された保護リングによって保護されています。 衝突を検知するとカッターの動きが止まり、障害物を取り除いても動作し続けます。
制御されたZ軸で、使用することが可能です カッティングヘッド高さ制御システム、カッティングヘッドとワークピースの表面との距離を常に非常に近く保つことができるため、処理の速度と精度が大幅に向上します。
光ロケーター。 これは、ワークピースの表面上の任意のポイントの座標を正確に決定できる小型の防水ビデオカメラと、ワークピースを再インストールまたは移動した後にポイントの座標を再計算するプログラムで構成されています。 その結果、このシステムは部品の位置をメモリに記録し、座標テーブルの寸法を大幅に超える寸法で任意に移動したワークピースや一時的に遅れたワークピースと同じ輪郭に沿ってさらに切断することができます。
お風呂の水位制御システム。 切断時に水位を上げ、処理終了時に元の水位まで下げるように設計されています。 同時に、騒音のレベル、カッティングジェットの噴霧、および空気中への研磨剤の粉塵の放出が大幅に減少します。 水中で効果的に切断するには、ワークピースの上の層を非常に薄くする必要があります。 したがって、被覆層の厚さが1 mmの場合、ジェット出力はすでに約5%減少しています。
削りくず除去システム、トーチ位置決め用のレーザーポインター、リモートマシン監視システム、ドリルヘッドおよびその他の追加コンポーネントを使用することも可能です。
消耗品
下の表は、BarsJetマシン(NPO BARSによって設計され、LLC Delta-Intech、チェリャビンスク地域、カザンツェボ集落によって製造された)で鋼を切断するときの消耗品の平均寿命を示しています。 実際の値は、機械の動作モード、主にポンプの動作圧力によって異なります。 そのため、ガラスを処理する場合、鋼やチタンを処理する場合よりも運用リソースが長くなります。
テーブル。 鋼のウォータージェット切断用のBarsJetユニット(ThueringerマルチプライヤポンプとThueringerカッティングヘッドを使用)の動作統計から得られた平均消費寿命値(TechnoAllianceGroup LLC、モスクワからのデータ)
| 付属品 | 平均耐用年数(時間) |
| 水ノズル | 60 |
| ミキシングチューブ | 80 |
| 座標テーブルの格子 | 150 |
| 乗数シールキット | 200 |
| キャリッジグリース | 200 |
| 研磨剤供給チューブ | 250 |
| マッシュルームバルブ(ミニバンカー) | 250 |
| カッティングヘッド用水フィルターエレメント | 300 |
| マルチプライヤのインレットバルブとアウトレットバルブの組み立て | 500 |
| マルチプライヤの油圧部用シールキット | 500 |
| 逃し弁用シールキット | 500 |
| カッティングヘッド用シールキット | 500 |
| ミキシングチャンバー(カッティングヘッド) | 600 |
| 油圧作動油(オイル)British Petroleum Energol HLP-HM 46、208 l | 2000 |
| 水フィルターエレメント(1、5、および20ミクロン) | 汚れたら |
| 水軟化システム用の粒状塩 | あなたが過ごすように |
| 潤滑剤ターモパスト | あなたが過ごすように |
| 研磨砂 | 使用済み(最高コスト) |
ウォータージェット切断装置
ウォータージェット切断機は、Flow(米国)、OMAX(米国)、Jet Edge(米国)、PTV(チェコ共和国)、Water Jetスウェーデン(スウェーデン)、Resato(オランダ)、Bystronic(スイス)、Caretta Technology(イタリア)によって製造されています。 、ALICO(オランダ)など。機械工具用コンポーネントの有名なメーカーの中で:KMT、AccuStream(米国-超高圧ポンプ、カッティングヘッド、研磨フィーダーなど)、およびUHDE(ドイツ)、 Thueringer(ドイツ)、BHDT(オーストリア)など。

写真。 OMAX 60120 JetMachining Center(上)およびMaxiem 1530(下)
ロシアでは、国内および海外のコンポーネントからのウォータージェット切断機は、LLC Delta-Intech(開発-NPO BARS)によって製造されています。
テーブル。 ウォータージェット切断の設置と機械に関する情報
| 名前 | 高圧ポンプ |
| 変更を加えたポータルタイプフローWMC2(米国) | 直動式フローHyPlexおよびブースタータイプフローシリーズ20x、25x、HyperJetなど。設置または選択に応じて |
| ポータルコンソールタイプフローIFB2(変更あり)(米国) | |
| OMAX JetMaching Center 2626、2626 | xp、2652、5555、55100、60120、80160、80Xおよび120Xシリーズ(米国) | 機械に応じて直動式OMAXP3050V、P3055V、P4055V、P4055Vデュアル(2ポンプシステム) |
| Maxiem 0707、1515、1530、2030、2040(OMAX、USAのブランド) | 直動式(3450バール) |
| D付きPTV、ニューライン、スマートジェット、ダイナマイト、フリービームシリーズモデル(チェコ共和国) | Booster PTV JETS-インストールに応じて、2.2 / 60、3.8 / 60コンパクト、3.8 / 60クラシック、7.5 /60c |
| ウォータージェットスウェーデンNC1000、NC2515S、NC3015CT、NC3015EB、NC3030T、NC4020E、NC3520S-5x、NC3515D-5x、NC4060Q、NC4492D、NC40180Tなど(スウェーデン) | さまざまな変更のブースターKMTStreamLine(USA) |
| Caretta Technology POSEIDON WATERJET、さまざまな変更を加えたMODULAシリーズなど(イタリア) | マシンに応じてブースターKMTStreamLineシリーズSL-VおよびPro(米国) |
| Resato R-LCM 1515-1(1500 x 1500 mm、カッティングヘッド1つ)、2010-1、2015-1、2020-1 / 2、3015-1 / 2 / 3、3030-1 / 2 / 3、3060- 1/2/3他(オランダ) | 設置に応じてさまざまな変更(最大4000バールの圧力)およびUltrajet(最大6000バール)を備えたブースターResato Powerjet PJE |
| BarsJet 1510–3.1.1、2010–3.1.1、2015–3.1.1、2515–3.1.1、3020–3.1.1、2040–3.1.1、2060–3.1.1(ロシア) | Booster BarsPump–4000(ロシア)またはResato(オランダ)、UHDE、Thueringer(ドイツ)、BHDT(オーストリア)などによって製造されています。 |
ウォータージェット切断機
BarsJet 2010-3.1.1
TechnoAllianceGroup LLCは、NPOバーの公式ディーラーです。
装置:
ウォータージェットカッティングユニットBarsJet2010-3.1.1:
| 1. | 座標テーブル、作業領域サイズ2000 x 1000 x 200 mm | 1個 |
| 2. | カッティングヘッドシールキット付きフローカッティングヘッド | 1個 |
| 3. | チューブミキシング、vnutr。 直径1.1mm | 1個 |
| 4. | チューブミキシング、vnutr。 直径0.8mm | 1個 |
| 5. | ノズル水、vnutr。 直径0.25mm、0.30 mm、0.35 mm | 各1個 |
| 6. | テューリンゲン高圧ステーション(ドイツ)、37 kW | 1個 |
| 7. | SVD用スペアパーツキット: -マルチプライヤ用のスタティックシールのセット-1個; -マルチプライヤ用のダイナミックシールのセット-1個; -ネジ接続用グリース-100g。 | 1セット |
| 8. | 高圧パイプ | 12メートル |
| 9. | ミニバンカー付き研磨剤供給ユニット(加圧下) | 1個 |
| 10. | 沈殿槽 | 1個 |
| 11. | パソコンで制御システムラック | 1個 |
| 12. | BarsJetSoftソフトウェアパッケージ:BarsJet-generator + BarsJet-monitoring + BarsJet-CNC | 1セット |
消耗品: ボーナス
仕様BarsJet
1.テクノロジー
ウォータージェット切断機では、高圧ステーションで発生した高圧水がノズルに供給され、高速ウォータージェットが形成されます。 混合チャンバーに入るこのようなウォータージェットは、このチャンバーに供給された研磨材を捕捉し、水研磨混合物を形成します。この混合物は、内径約1 mmの混合チューブに入り、900m/の速度まで加速します。 s。 この高速ウォータージェットは、ユニバーサル切削工具として使用されます。
この技術により、ほぼすべてのシート材料を切断できます。
- 鉄金属および合金;
- 機械加工が難しい合金鋼および合金(耐熱鋼、工具鋼、ステンレス鋼を含む)。
- 非鉄金属および合金(銅、ニッケル、亜鉛、アルミニウム、マグネシウム、シリコン、チタンおよびそれらの合金);
- 複合材料;
- セラミック材料(セラミック花崗岩、タイル);
- 天然および人工石(花崗岩、大理石、碧玉など);
- ガラスおよび複合ガラス(トリプレックス、装甲ガラス、強化ガラス、グラスファイバーなど);
- 多孔質で透明な材料;
- ハニカムおよびサンドイッチ構造;
- コンクリートと鉄筋コンクリート。
- 軟質材料(ポリウレタン、発泡ゴムおよびその他の発泡材料、プラスチック、皮革製品、板紙、紙、布など)。
- 食品(冷凍食品、高密度食品、チョコレートなど)。
さまざまな材料を切断するために工具を再調整する必要がないことに注意してください。 加工された材料の最大寸法:
幅と長さ-座標テーブルの作業寸法によって制限されます。
厚さ-200mm(200mmを超える材料を処理する必要がある場合は、お客様の技術仕様に従って特別なポータルを製造することができます)。
ウォータージェット切断技術を使用する利点:
- さまざまな厚さの材料を切断するための設置の使用の普遍性。
- 複雑な輪郭に沿って切断します。
- 低い切断温度(60-90.C)は、切断される材料に熱の影響を与えません。
- 切断面の高品質;
- 高い切削精度(位置決め精度:±0.1mm / 1000mm);
- 切断の結果としての材料のわずかな損失。
- プロセス経済
- 環境の清浄度と有害ガスの排出が完全にない
- 完全な火災と爆発の安全性
2.BarsJetインストールの説明
BarsJetウォータージェットカッティングユニットは専門家によって開発され、選択された輸入部品を使用して企業の最新の生産拠点で製造されています。
BarsJetは、他のメーカーのウォータージェット切断機とは異なります。
- 座標テーブルの複数の作業ゾーンを順番にカッティングヘッドがプログラムで移動できるため、技術的な一時停止が最小限に抑えられ、テーブルの2つの隣接する作業ゾーンで同時に切断操作を実行できるため、生産性が向上します。作業ゾーンの削除操作-ワークピースと部品の取り付け-他の。
- 使いやすさと学習プロセス。 BarsJet制御システムは、CNC用の一般的な産業用コントローラーを使用しません。制御プログラムは、パーソナルコンピューターから制御されるウォータージェット切断用に特別に設計されています。
- 実際の給水条件での設置の信頼性が高い(水処理システムの使用により、高圧ステーションとカッティングヘッドのリソースが増加します)。
- 独自の機能により、プラントの運用と人員を100%自動制御 ソフトウェアプログラマーによって開発されました。
- ロシア語のソフトウェアインターフェース
- 各設備の設計における顧客の要件の個別の考慮。
- 動作保証 サービスメンテナンス国内メーカーの有資格者。
- 同じ機能を備えたBarsJetの設置のコストは、外国メーカーのウォータージェット切断の設置のコストよりも低くなります。
お客様は、機器の操作の全期間を通じて、迅速で資格のある支援を期待できます。
3.機能ユニットBARSJET
ウォータージェット切断用の複合施設には、通常、次のユニットとシステムが含まれています。
- 高圧ステーション;
- カッティングヘッド(複数のカッティングヘッドのシステム);
- 座標テーブルとカッティングヘッドの動きのドライブ。
- 高圧配線;
- 研磨剤供給システム;
- 制御システム
高圧ステーションウォータージェット切断機の「心臓部」は、必要な圧力まで作動油を圧縮します。 SVDの動作はユニバーサル油圧回路に基づいており、特別な複動式マルチプライヤが圧力ブースターとして使用され、その動作原理はオイルピストンとの面積の違いによる圧力増倍に基づいています。水プランジャー。
TechnoAllianceGroup LLCは、解決するタスクに応じて、高圧ステーションを含むさまざまなメーカーのさまざまな高圧ステーションを顧客に提供します。 自社生産 BarsPump-4000、UHDE(ドイツ)、Resato(オランダ)、Thueringer(ドイツ)、BHDT(オーストリア)によって製造された高圧ポンプ。



レーザーやプラズマ切断などの他の方法と競合して、ウォータージェット切断はますます真の高性能方法になりつつあります。 ウォータージェット切断技術では、3,500〜4,000バールの圧力を使用することは、現在の最先端技術を示しています。 切削圧力を4,000バールから6,000バールに上げることで、出力をさらに大幅に向上させ、生産性を向上させることができます。 同時に、圧力の上昇はウォータージェット混合物の流量を増加させ、ジェットはより高密度でより効率的になり、切断コストが削減され、その結果、ウォータージェット切断機を使用することの収益性が徐々に増加します。達成。
6,000バールの圧力に対応する柔軟な2ステージポンプシステム
TechnoAllianceGroup LLCは、顧客の要求に応じて、高圧ポンプのシステムを世界で最初に導入したUhde High Pressure Technologies(ドイツ)の6000バール用の高圧ポンプを備えたBarsJetウォータージェット切断機を完成させました。大量生産のための産業準備のための6000バールの使用圧力。 柔軟な2ステージ高圧ポンプシステムは、4150バールのダブルインテンシファイアで構成されています。 ボタンを押すだけで、ユーザーは6,000バール(3 l / min)で作業するか、4,150バール(4.2 l / min)で作業するかを決定します。
6000バールの高圧ポンプを使用する利点
- さまざまな材料の1.5倍速い切断速度
- 研磨砂の消費量を35〜50%削減
- 研磨剤を使用せずにウォータージェットで厚い材料を切断する可能性。 たとえば、ポリマーラミネート、最大6mmのアルミニウムおよび最大3mmのチタンを切断する場合
- さまざまな材料のカット1メートルあたりのコストが40%削減されます。
6000 bar、mm/minの圧力での材料の直線切削速度
| 切削圧力、バー | 6000 | ||||
| 研磨剤の消費量、g / min | 250-450 | ||||
| 0,76; 1.01 | |||||
| ノズル径、mm | 0,25 | ||||
| 研磨ブランド | kerfjet 80 | ||||
| 切削圧力、バー | 6000 | ||||
| 材料の厚さ、mm | |||||
| 素材 | 5 | 10 | 20 | 50 | 100 |
| ステンレス鋼 | 1444 | 786 | 358 | 102 | 40 |
| チタン | 1873 | 1025 | 468 | 137 | 51 |
| アルミニウム | 3896 | 2124 | 974 | 282 | 104 |
| 花崗岩 | 6891 | 3757 | 1718 | 495 | 182 |
| 大理石 | 8088 | 4410 | 2017 | 580 | 214 |
| ガラス | 7469 | 40731862 | 536 | 198 | |
| CFRP | 6776 | 3698 | 1690 | 487 | 181 |
4100 bar、mm/minの圧力での材料の直線切削速度
| 切削圧力、バー | 4100 | ||||
| 研磨剤の消費量、g / min | 250-450 | ||||
| ミキシングチューブの直径、mm | 0,76; 1.01 | ||||
| ノズル径、mm | 0,25; 0,35 | ||||
| 研磨ブランド | kerfjet 80 | ||||
| 切削圧力、バー | 6000 | ||||
| 材料の厚さ、mm | |||||
| 素材 | 5 | 10 | 20 | 50 | 100 |
| ステンレス鋼 | 877 | 476 | 217 | 64 | 24 |
| チタン | 1141 | 620 | 283 | 83 | 31 |
| アルミニウム | 2370 | 1290 | 590 | 170 | 62 |
| 花崗岩 | 4190 | 2285 | 1046 | 300 | 110 |
| 大理石 | 4920 | 2680 | 1225 | 354 | 130 |
| ガラス | 4546 | 2477 | 1132 | 327 | 121 |
| CFRP | 4120 | 2245 | 1029 | 295 | 110 |
- 高圧パイプライン
パイプラインの助けを借りて、水は固定および可動パイプのシステムによってSVDからカッティングヘッドに供給されます。 高圧パイプラインはテーブル上にしっかりと敷設され、特別なスタンドを介してカッティングヘッドに接続されています。
- カッティングヘッド
作動油の静圧をウォータージェットの運動エネルギーに変換し、ユニバーサル切削工具として最終的な形成を実行します。
- 座標表(ロシア)
これは、ワークピースを配置し、水研磨ジェットと切削廃棄物を受け取り、切削プロセス中に切削ヘッドを配置するように設計されています。
座標テーブルは、カッティングヘッドの必要な作業ストロークに応じて、さまざまなデザインにすることができます。 カッティングヘッドをX、Y、Z軸に沿って移動するためのリニアガイドは、ステンレス鋼製のバス自体と、バスの外側に取り付けられた別のフレームの両方に取り付けることができます。 座標テーブルのアクチュエータとして、CANインターフェースを介して制御されるNPO「バー」によって製造されたインテリジェントな電気駆動装置が使用されます。 水で満たされた槽は、部品を切り取った後に残っているウォータージェットの残留エネルギーを吸収し、それを熱に変換します。 コーディネイトテーブルのリニアガイドは、防塵・防湿素材の波形カバーで保護されており、コーディネイトテーブルの長寿命を保証します。
- 制御システム(ロシア)
BarsJetウォータージェット切断機は、インテリジェントな電気駆動装置とCANインターフェース通信を備えたCNCクラスの制御システムを使用しています。 制御プログラムは、制御ラックにあるパーソナルコンピュータから制御されるウォータージェット切断の設置用に特別に設計されています。
- 研磨剤供給システム(ロシア)
カッティングヘッドへの研磨剤の投与供給用に設計されています。 約100kgの研磨剤を充填できる加圧研磨剤ホッパー、カッティングヘッドの隣に供給投与装置が設置されたミニホッパー、システム要素を相互に接続するためのフレキシブルホース、およびカッティングヘッド。 ガーネット濃縮物は研磨剤として使用されます。
- 沈殿槽(ロシア)
主な機能は、座標テーブルの槽から排水された水からスラッジ(使用済み研磨剤)を除去することです。
BarsJetウォータージェット切断機に提供されるオプションのリスト:
1.水処理システム(SVP)
水処理システムの機能
- 不溶性不純物からの水の浄化(水の移動方向に直列に配置された4つのフィルターの助けを借りて)。
- 必要な硬度パラメータへの水軟化(軟化システムを使用)。
- SVPおよびHPP熱交換器とSVP冷却システムによって形成された閉回路を使用して、追加の水を消費せずに高圧ステーションを冷却します。
- HPCに供給される水の必要な温度範囲を確保します(SVPに設置された水冷ユニットの助けを借りて)。
- HPPに供給される水の必要な圧力範囲を確保します(SVPに取り付けられたポンプと油圧アキュムレータの助けを借りて)。
- HPCに供給される水の脱気(給水システムからHPCへの流水の供給を除外し、貯蔵タンクに水を予備的に保持するため)
- 給水システムの給水が計画外に中断されたために発生した機器のシャットダウンを排除するために、SVPのタンクに2シフト給水を確保します。

冷却水力モジュール

軟水器
水処理システム生産に使用される水のパラメータを改善し、カッティングヘッドと高圧ポンプの耐用年数を延ばすように設計されています。
水処理システムは、固い堆積物の形成を防ぎ、水ノズルと高圧ポンプ増圧器のシールを早期に破壊する不溶性粒子を水から取り除きます。
非常に硬い水、非常にアルカリ性の水、または鉄、マンガン、シリコン、または酸化ケイ素を多く含む水は、ジェット形成水ノズルに堆積物を形成する可能性があり、それがジェットの品質に深刻な影響を与える可能性があります。 このような水は、高圧シールの早期故障を引き起こす可能性もあります。
累積タンクを使用すると、給水システムに水がない状態で約2シフト作業できます(10時間の連続切断)。 ドレンコンテナとしても機能します。 温水高圧ステーションの熱交換器を通過します。 このような節水スキームは、貯蔵タンク内の平均水温を+25°C以下に維持する水冷ユニットがある場合にのみ可能です。
ウォーターポンプは、高圧ステーションへの入口で一定の圧力を維持します。 油圧アキュムレータは、ウォーターポンプの動作時間を最適化し、全体的なエネルギー消費を削減し、供給ラインの圧力脈動を削減します。
軟化プラント(鉄の除去、石炭の収着)は、それぞれ、硬度の塩、塩を除去します ヘビーメタル; 総鉄、マンガン; 有機不純物と塩素、色、不快な味と匂い。
水冷ユニットは、貯蔵タンクからの熱除去を提供し、高圧ステーションを冷却するための流水消費を排除し、その結果、1時間あたり約1立方メートルの水を節約します。
2.スラッジ除去システム(SUSh)
乾燥機を使用すると、使用済みの研磨剤や切断される材料の小さな残留物から座標テーブルのバスを洗浄する手順が大幅に簡素化され、機器のダウンタイムが短縮されます。
水は、汚泥の懸濁液とともに、圧縮空気で作動するダイアフラムポンプを使用して槽から汲み出されます。 ダイアフラムポンプのコントロールバルブは、圧縮空気を2つのチャンバーに順番に送ります。 各チャンバーはダイアフラムで分離されています。 2つのチャンバーの周期的な動作は、入口と出口の2つのバルブグループによって構成されています。 スラッジを含む水が1つのチャンバーのダイアフラムで注入されると、この時点で2番目のチャンバーのダイアフラムが以前に注入された水の部分を押し出します。 さらに、スラッジを含む水は液体サイクロンユニットに供給され、そこでスラッジから水が浄化されます。 液体サイクロンユニットを通過した水は、ホースを介してバスに戻されます。
このようなシステムがない場合は、3か月に1回システムを使用して、1か月に1回程度手動でクリーニングする必要があります。
3.衝突防止システム
カッティングヘッドの寿命を延ばし、設置のダウンタイムを減らし、表面が不均一なときにカッティングヘッドが材料にぶつかる可能性を排除します。
これは、障害物との不正な衝突から生じる横方向の力のセンサーに接続されたリングの形でミキシングチューブを囲む保護装置です。 横荷重の一定のしきい値を超えると、カッティングヘッドの動きが停止し、障害物がその動きの軌道から取り除かれた後も、カッティングヘッドはその性能を維持します。
4.研磨フィード制御システム
切断プロセス中の研磨剤の消費を正確に制御および監視できるシステム。 したがって、リアルタイムで監視し、特定の材料と厚さの最適な研磨剤消費量の値を取得することが可能です。
5.プラント運転の遠隔監視のためのシステム
リクエストに応じて許可 携帯電話指定された期間のインストールの動作に関するレポートを生成し、GSMモデムを使用して次の形式で送信します SMSメッセージ指定された電話番号に。
6.カッティングヘッド高さ制御システム
材料の上のカッティングヘッドの最も近い位置により、カットの速度と精度を大幅に向上させることができます。
カッティングヘッドが材料に近いほど、切断速度と精度が高くなります。 高さ制御システム 誘導センサー切削プロセスを開始する前に、ワークピースの上面の高さを決定します。これにより、カッティングヘッドを高精度で配置し、ワークピースまでの距離を一定に保つことができます。
このオプションを設定するには、制御されたZ軸が必要です。
7.ドリルヘッド
このオプションは、多くの小さな穴のある部品に穴を開けるときに時間を節約します。さらに、繊維状で脆い材料を事前に穴あけすることで、損傷やクレーターを回避します。
実践によれば、小さな穴を開けるのにかかる時間は、ハイドロアブレイシブジェットで穴を開けるよりも短くなります。
8.制御されたZ軸
カッティングヘッド高さ制御システムの操作には、Z軸のソフトウェア制御が必要です。
9.精密光学ロケーターBarsPoint
付属品:カッティングヘッドの隣に設置された保護されたビデオカメラと、再インストール後にシート表面ポイントの座標を再計算するための特別なプログラム。
この装置は、最大±0.03 mmの高精度で、材料の表面上の任意の点の座標を決定および記憶することを可能にし、特別に開発されたプログラムの助けを借りて、座標を変更した後にカット輪郭を自動的に「回転」させます。座標テーブルの表面にシートを再取り付けし、切断を続行した結果として記憶されたポイント。
これにより、座標テーブルの寸法よりも大きいワークをカットできます。また、必要に応じて、座標テーブルから1枚のシートを取り外し、別のシートに交換します。カット後、任意に積み重ねて、最初のシートをカットし続けます。 この場合、カットの全体的な精度を損なうことなく、この操作を数回繰り返すことができます。
精密光学ロケーター:
- 切断プロセスの開始と終了の座標を設定するプロセスを簡素化します。
- 座標テーブルの寸法を超える寸法の材料を切断できます。
- 部品の位置を記憶することにより、注文処理の効率と柔軟性が向上します(緊急の注文のためにカット時間が長い注文を一時停止することができます)。
10.ビジョンシステム
このオプションを使用すると、既存の部品の図面の作成にかかる時間を節約できます。 部品の画像をデジタル化し、BarsJetSoftソフトウェアを使用してその正確なコピーを切り取り、部品と残留物のデジタルデータベースを作成して、さらに使用するのを簡素化するだけで十分です。
11.カッティングヘッドを配置するためのレーザーポインター
レーザーポインターを使用すると、設置の操作性が向上し、ワークを座標テーブルに配置してカッティングヘッドを配置するために必要な時間が短縮されます。 ワークを配置するときは、レーザーポインターをゼロ点に設定するだけで、カッティングヘッドが自動的にこの位置に移動します。 これは、ワークピースがテーブルの端にない場合(たとえば、大きなシートをカットする場合)に特に便利です。時間を節約し、製造プロセスをスピードアップするために、ワークピースを端に移動することはできません。ポインタと作業を開始します。
12.ワークピース上の水位制御システム
切断工程で水位を上げ、作業終了時に元の水位に戻すことで、騒音、空気中への研磨粉塵の放出、ジェットの飛沫を大幅に低減できます。
13.オペレーターを保護するための空気圧式フロントパネル
オペレーターの作業場の清潔さと安全性、および機器の使いやすさを向上させます。
切断プログラムが開始されると、透明なプラスチックパネルが自動的に上昇し、切断プロセスが完了するか停止すると下降します。
14.ヘッドを手動で静止角度に回転させるための装置(溶接のための面取り用)
この装置を使用すると、1つの平面で0度から45度の角度で材料を切断することができます。 マイターカットは直線で行えます。
15.座標テーブル上の追加のローリングサポート(l = 300mm)
座標テーブルの寸法を超えるシート材料のロードとアンロードの利便性が向上します。
16.丸いワークを切断するための回転軸
丸いワークピース、特にさまざまな直径のパイプを切断できます。
これは、丸いブランクを回転させるための電気駆動装置によって駆動される追加の軸です。
18.レリーフ画像をサンドブラストするためのBarsDekorシステム
天然石、大理石、セラミック花崗岩、またはガラスの処理を専門とする組織向けに、TechnoAllianceGroupLLCはBarsDecorレリーフ画像をサンドブラストするオプションを提供しています。
このシステムは、インストールのカッティングヘッドの代わりにインストールされ、準備されたテンプレートを使用して、ほとんどすべての素材に複雑なレリーフ画像を適用できます。
同時に、作業ヘッドのプログラムによる移動と作業エリアからの砂の吸引が自動的に実行されるため、作業室のほこりが発生しません。
19.切削最適化プログラム
任意の構成のパーツシートでの自動最適位置決めのプログラム。
ウォータージェット切断ユニットBARSJETの技術データ
| ウォータージェット切断機のモデル | バージェット15103.1.1 | バージェット20103.1.1 | バージェット20153.1.1 | バージェット25153.1.1 | バージェット30203.1.1 | バージェット20403.1.1 | バージェット20603.1.1 |
| 座標テーブルの全体の寸法、 X Y Z mm | 2870 1950 1980 | 3370 1950 1980 |
3370 2480 1980 |
3920 2480 1980 |
4410 3010 1980 |
3410 5020 1980 |
7900 2480 1980 |
| カッティングヘッドの作動ストローク、X Y mm | 1500 1000 | 2000 1000 | 2000 1500 | 2500 1500 | 3000 2000 |
2000 4000 |
2000 6000 |
| テーブルの作業領域、X Y mm | 1570 1060 | 2070 1060 | 2070 1590 | 2600 1590 | 3110 2120 |
2110 4130 | 2110 6200 |
| X軸とY軸に沿ってテーブルドライブを調整します | インテリジェントな電気駆動装置を備えたリニアラック | ||||||
| Z軸制御 | 手動モードでの独立したリモコン | ||||||
| カッティングヘッドの位置決め精度、mm / mm | ±0.085/1000mm / mm | ||||||
| 座標テーブル制御電圧V | 48 | ||||||
| カッティングヘッドの最大移動速度、mm / min | 18 000 | ||||||
| 高圧ステーション電力、kW | 37/45/75/90 | ||||||
| 最大使用圧力、バール | 4150 | ||||||
| ソフトウェア | BarsJetジェネレーター+BarsJetモニタリング+BarsJet-CNC | ||||||
| 定格使用圧力、バール | 4100 | ||||||
BarsJetインストールの運用コスト
主な消耗品は研磨剤で、天然鉱物材料として使用されています。ガーネット濃縮物(GMA 80または120メッシュ)は、ウォータージェット切断に世界中で使用されています。 ザクロ濃縮物は環境にやさしい素材であり、独特の硬度と粒子強度を備えています。
1つのカッティングヘッドを使用する場合の切削材料に応じた研磨剤の消費量は、50 g / min(プラスチックの場合)および160〜200 g / min(ガラスの場合)から300〜450 g / min(鋼の場合)までさまざまです。
総エネルギー消費量:45/50/80/95 kW-選択した高圧ステーション(37/45/75/90 kW)によって異なります。 水の消費量:3.8 l / min- 最大フローカッティングヘッドあたりの水。
3.消耗品とスペアパーツ
TechnoAllianceGroup LLCの機器の消耗品とスペアパーツの中断のない供給を確保するために、お客様の要求に応じて、機器の運用期間全体の供給について追加契約を締結することができます。スペアパーツリスト」。 以下の表を検討するときは、次の点に注意してください。
- 表に示されている資源の下限値は、設備のすべての規則と操作条件に従って、最小の資源を持っている実際のケースに従って鋼を切断するときの設備の操作の統計から決定されます。
- スペアパーツの実際のリソースは、使用する設備の動作モード、主にHPSの動作圧力の値にも依存します。 そのため、ガラスや磁器などの石器を切断する場合は、鋼やチタンを切断する場合よりも高くなります。
スペアパーツリソースの下限に関する情報は、ユニットの中断のない操作のためのスペアパーツのタイムリーな在庫を作成するため、およびユニットの操作とメンテナンス担当者による正しい操作を診断するために必要です。
1つのThueringerHPと1つのThueringerカッティングヘッドを使用した1シフト操作(750時間)の6か月のスペアパーツ在庫の計算
| いいえ。p/p | コンポーネントの名前 | 平均リソース値、時間。 | チェリャビンスク摩擦の倉庫からの価格。 /(ピースセット) | 半年(750時間)の数量、個 | 量、こすり |
| 1 | 水ノズル | 60 | 968 | 11 | 10648 |
| 2 | ミキシングチューブ | 80 | 4862 | 8 | 38896 |
| 3 | 座標テーブルの格子 | 150 | 2743 | 6 | 16458 |
| 4 | マルチプライヤーシールキット(1set stat + 1set din) | 200 | 5907 | 4 | 23628 |
| 5 | カッティングヘッド用水フィルターエレメント | 300 | 1245 | 2 | 2490 |
| 6 | カッティングヘッド用ミキシングチャンバー | 600 | 13383 | 1 | 13383 |
| 7 | カッティングヘッド用シールキット | 500 | 5907 | 1 | 5907 |
| 8 | 逃し弁用シールキット | 500 | 5159 | 1 | 5159 |
| 9 | マルチプライヤのインレットバルブとアウトレットバルブの組み立て | 500 | 5159 | 1 | 5159 |
| 10 | マルチプライヤの油圧部用シールキット | 500 | 4860 | 1 | 4860 |
| 11 | 石油BritishPetroleumEnergol HLP-HM 46(208l。) | 2000 | 36803 | 1 | 36803 |
| 12 | 水フィルターエレメント(20ミクロン) | 汚れたら | 817 | 2 | 1634 |
| 13 | 水フィルターエレメント(5ミクロン) | 汚れたら | 817 | 1 | 817 |
| 14 | 水フィルターエレメント(1 µm) | 汚れたら | 2227 | 1 | 2227 |
| 15 | 軟化システム用の塩顆粒(25kg) | あなたが過ごすように | 493 | 2 | 986 |
| 16 | 研磨剤供給チューブ | 250 | 104 | 3 | 312 |
| 17 | マッシュルームバルブ(ミニバンカー) | 250 | 240 | 3 | 720 |
| 18 | グリースターモパスト(100gr) | あなたが過ごすように | 2014 | 1 | 2014 |
| 19 | キャリッジグリース | 200 | 200 | 3 | 600 |
| 20 | 研磨砂、1トン | - | 22000 | 10 | 220000 |
スペアパーツ量: | 172699 | ||||
合計(スペアパーツ+研磨砂): | 392699 | ||||
2009年7月30日現在のBarsJetウォータージェット切断機の参照リスト
| いいえ。p/p | 会社名 | 街 | 設置の種類 |
| 1 | アートモザイク | サンクトペテルブルク | BJ 2010-3.1.1 |
| 2 | レーザー技術 | チェリャビンスク | BJ 2020-3.1.1 |
| 3 | NN | イタリア、ヴェローナ | BJ 2014-3.1.1 |
| 4 | UMPC | オジョルスク | BJ 2030-3.1.1 |
| 5 | 個性的 | サンクトペテルブルク | BJ 2014-3.1.1 |
| 6 | ラヴェンナアクアデザイン | モスクワ | BJ 2014-3.1.1 |
| 7 | ウランウデブレード工場 | ウラン・ウデ | BJ 2060-3.1.1 |
| 8 | キロフプラントマヤック | キーロフ | BJ 2015-3.2.2 |
| 9 | ラヴェンナアクアデザイン | モスクワ | BJ 2030-3.1.1 |
| 10 | TVMK | モスクワ | BJ 3020-3.1.1 |
| 11 | OLTIS | エカテリンブルク | BJ 2515-3.1.1 |
| 12 | PCオーナメント | サンクトペテルブルク | BJ 1510-3.1.1 |
| 13 | モスクワ石加工工場 | モスクワ | BJ 3020-3.1.1 |
| 14 | プロトン-PermMotors | ペルム紀 | BJ 1510-3.1.1 |
| 15 | アシンスキー冶金プラント | アシャ | BJ 1510-3.1.1 |
| 16 | モスクワ機械製造工場「アバンガード」 | モスクワ | BJ 2015-3.1.1 |
| 17 | 光子 | チェリャビンスク | BJ 2015-3.1.1 |
| 18 | 建築とデザイン | サンクトペテルブルク | BJ 2010-3.1.1 |
| 19 | 月桂樹 | モスクワ | BJ 3020-3.1.1 |
| 20 | マホガニー | ヨシュカル・オラ | BJ 1510-3.1.1 |
おおよその軟鋼ストレートカット速度の表
| 素材 | 軟鋼 | |||
| ピアス圧力、バー | 4000 | |||
| 切削圧力、バー | 4000 | |||
| 研磨剤の消費量、g / min | 400 | |||
| ミキシングチューブの直径、mm | 0,76 | |||
| ノズル径、mm | 0,3556 | |||
| 研磨ブランド | kerfjet 80 | |||
| いいえ。p/p | 材料の厚さ、mm | |||
| 1 | 1 | 5881 | 3689 | 2650 |
| 2 | 2 | 2650 | 1662 | 1194 |
| 3 | 3 | 1662 | 1043 | 749 |
| 4 | 4 | 1194 | 749 | 538 |
| 5 | 5 | 924 | 580 | 416 |
| 6 | 6 | 749 | 470 | 338 |
| 7 | 8 | 538 | 338 | 242 |
| 8 | 10 | 416 | 261 | 188 |
| 9 | 15 | 261 | 164 | 118 |
| 10 | 20 | 188 | 118 | 85 |
| 11 | 25 | 145 | 91 | 65 |
| 12 | 30 | 118 | 74 | 53 |
| 13 | 35 | 99 | 62 | 44 |
| 14 | 40 | 85 | 53 | 38 |
| 15 | 45 | 74 | 46 | 33 |
| 16 | 50 | 65 | 41 | 29 |
| 17 | 75 | 41 | 26 | 18 |
| 18 | 80 | 38 | 24 | 17 |
| 19 | 100 | 29 | 18 | 13 |
| 20 | 110 | 26 | 17 | 12 |
| 21 | 120 | 24 | 15 | 11 |
| 22 | 130 | 22 | 14 | 10 |
| 23 | 140 | 20 | 13 | 9 |
| 24 | 150 | 18 | 12 | 8 |
| 25 | 160 | 17 | 11 | 8 |
| 26 | 170 | 16 | 10 | 7 |
| 27 | 180 | 15 | 9 | 7 |
| 28 | 200 | 13 | 8 | 6 |
おおよそのストレートカットステンレス鋼速度の表
| 素材 | ステンレス鋼 | |||
| ピアス圧力、バー | 4000 | |||
| 切削圧力、バー | 4000 | |||
| 研磨剤の消費量、g / min | 400 | |||
| ミキシングチューブの直径、mm | 0,76 | |||
| ノズル径、mm | 0,3556 | |||
| 研磨ブランド | kerfjet 80 | |||
| いいえ。p/p | 材料の厚さ、mm | 速度、mm / min(ラフカット) | 速度、mm / min(平均切削品質) | 速度、mm / min(フィニッシュカット) |
| 1 | 1 | 5443 | 3415 | 2453 |
| 2 | 2 | 2453 | 1539 | 1105 |
| 3 | 3 | 1539 | 965 | 693 |
| 4 | 4 | 1105 | 693 | 498 |
| 5 | 5 | 855 | 536 | 385 |
| 6 | 6 | 693 | 435 | 312 |
| 7 | 8 | 498 | 312 | 224 |
| 8 | 10 | 385 | 242 | 174 |
| 9 | 15 | 242 | 152 | 109 |
| 10 | 20 | 174 | 109 | 78 |
| 11 | 25 | 134 | 84 | 61 |
| 12 | 30 | 109 | 68 | 49 |
| 13 | 35 | 91 | 57 | 41 |
| 14 | 40 | 78 | 49 | 35 |
| 15 | 45 | 68 | 43 | 31 |
| 16 | 50 | 61 | 38 | 27 |
| 17 | 75 | 38 | 24 | 17 |
| 18 | 80 | 35 | 22 | 16 |
| 19 | 100 | 27 | 17 | 12 |
| 20 | 110 | 24 | 15 | 11 |
| 21 | 120 | 22 | 14 | 10 |
| 22 | 130 | 20 | 13 | 9 |
| 23 | 140 | 19 | 12 | 8 |
| 24 | 150 | 17 | 11 | 8 |
| 25 | 160 | 16 | 10 | 7 |
| 26 | 170 | 15 | 9 | 7 |
| 27 | 180 | 14 | 9 | 6 |
| 28 | 200 | 12 | 8 | 6 |
アルミニウムのストレートカットのおおよその速度の表
| 素材 | アルミニウム | |||
| ピアス圧力、バー | 4000 | |||
| 切削圧力、バー | 4000 | |||
| 研磨剤の消費量、g / min | 400 | |||
| ミキシングチューブの直径、mm | 0,76 | |||
| ノズル径、mm | 0,3556 | |||
| 研磨ブランド | kerfjet 80 | |||
| いいえ。p/p | 材料の厚さ、mm | 速度、mm / min(ラフカット) | 速度、mm / min(平均切削品質) | 速度、mm / min(フィニッシュカット) |
| 1 | 1 | 16338 | 10249 | 7362 |
| 2 | 2 | 7362 | 4619 | 3318 |
| 3 | 3 | 4619 | 2897 | 2081 |
| 4 | 4 | 3318 | 2081 | 1495 |
| 5 | 5 | 2567 | 1610 | 1157 |
| 6 | 6 | 2081 | 1306 | 938 |
| 7 | 8 | 1495 | 938 | 674 |
| 8 | 10 | 1157 | 726 | 521 |
| 9 | 15 | 726 | 455 | 327 |
| 10 | 20 | 521 | 327 | 235 |
| 11 | 25 | 403 | 253 | 182 |
| 12 | 30 | 327 | 205 | 147 |
| 13 | 35 | 274 | 172 | 123 |
| 14 | 40 | 235 | 147 | 106 |
| 15 | 45 | 205 | 129 | 92 |
| 16 | 50 | 182 | 114 | 82 |
| 17 | 75 | 114 | 72 | 51 |
| 18 | 80 | 106 | 66 | 48 |
| 19 | 100 | 82 | 51 | 37 |
| 20 | 110 | 73 | 46 | 33 |
| 21 | 120 | 66 | 42 | 30 |
| 22 | 130 | 61 | 38 | 27 |
| 23 | 140 | 56 | 35 | 25 |
| 24 | 150 | 51 | 32 | 23 |
| 25 | 160 | 48 | 30 | 21 |
| 26 | 170 | 44 | 28 | 20 |
| 27 | 180 | 42 | 26 | 19 |
| 28 | 200 | 37 | 23 | 17 |
チタンのおおよその直線切削速度の表
| 素材 | チタン | |||
| ピアス圧力、バー | 4000 | |||
| 切削圧力、バー | 4000 | |||
| 研磨剤の消費量、g / min | 400 | |||
| ミキシングチューブの直径、mm | 0,76 | |||
| ノズル径、mm | 0,3556 | |||
| 研磨ブランド | kerfjet 80 | |||
| いいえ。p/p | 材料の厚さ、mm | 速度、mm / min(ラフカット) | 速度、mm / min(平均切削品質) | 速度、mm / min(フィニッシュカット) |
| 1 | 1 | 8042 | 5045 | 3624 |
| 2 | 2 | 3624 | 2273 | 1633 |
| 3 | 3 | 2273 | 1426 | 1024 |
| 4 | 4 | 1633 | 1024 | 736 |
| 5 | 5 | 1263 | 793 | 569 |
| 6 | 6 | 1024 | 643 | 462 |
| 7 | 8 | 736 | 462 | 332 |
| 8 | 10 | 569 | 357 | 257 |
| 9 | 15 | 357 | 224 | 161 |
| 10 | 20 | 257 | 161 | 116 |
| 11 | 25 | 198 | 125 | 89 |
| 12 | 30 | 161 | 101 | 73 |
| 13 | 35 | 135 | 85 | 61 |
| 14 | 40 | 116 | 73 | 52 |
| 15 | 45 | 101 | 63 | 45 |
| 16 | 50 | 89 | 56 | 40 |
| 17 | 75 | 56 | 35 | 25 |
| 18 | 80 | 52 | 33 | 23 |
| 19 | 100 | 40 | 25 | 18 |
| 20 | 110 | 36 | 23 | 16 |
| 21 | 120 | 33 | 21 | 15 |
| 22 | 130 | 30 | 19 | 13 |
| 23 | 140 | 27 | 17 | 12 |
| 24 | 150 | 25 | 16 | 11 |
| 25 | 160 | 23 | 15 | 11 |
| 26 | 170 | 22 | 14 | 10 |
| 27 | 180 | 21 | 13 | 9 |
| 28 | 200 | 18 | 11 | 8 |
水の必要量
1ドイツ度\u003d0.3566 mg * eq /リットル、1.5ドイツ度\ u003d 0.54 mg *eq/リットル
必要な水処理システムを選択するには、次のパラメータに従って水分析が必要です。
- 一般的な硬度
- 乾燥残留物
- 鉄の合計
- 塩化物
- 遊離塩素
レイアウトBJ1510

BarsJetインストールサイトのレイアウトに関する注意。
| p / p | 準備作業 BarsJetのインストール用|
| 1. | それぞれBarsJet宿泊プランに示されている場所につながる、 |
| 3. |
電気パネル(銅、4x25mm2)の設置場所にケーブルを導きます。 電気パネルの構成: |
- 高圧水処理ステーションが配置されている部屋の場合、部屋の空気には 最小量ほこりや汚れ、相対湿度が30%から80%の範囲で、平均湿度が70%、空気交換 外部環境。 室温の範囲は+10?Сから+30?Сです。
- 座標テーブルの下では、床面は防水でなければなりません。 いかなる状況においても、水の影響下で軟化してはなりません。
材料を処理する新しいハイテク手法は、多くの場合、自然現象の原理に基づいています。 ウォータージェット技術はこれらの1つにすぎず、侵食のプロセスを繰り返して適用されます。 その本質は、材料の表面に対する水生環境の影響にあります。 もちろん、この技術は、たとえば液体と異物を組み合わせることにより、製造業向けに最適化されています。 さらに、金属のウォータージェット切断は、強い圧力下でのジェットの供給を伴い、その結果、高い処理速度も達成されます。
技術プロセスの特徴
すでに述べたように、この技術は自然侵食の原理に基づいています。 つまり、硬い研磨剤と混合された高速ジェットにより、処理された材料への物理的影響が発生します。 運転中、固相元素の高速流動が小さな金属粒子を分離し、処理場所から運び去ります。 金属のウォータージェット切断が行われる効率は、このプロセスの構成の多くのパラメーターに依存します。 たとえば、ジェットの構成、水の流れ、圧力の問題などです。 研磨材にも特別な注意が必要です。専門家は、切削特性の要件に従ってフラクションを選択します。
他の処理方法とは異なり このテクニック変形や熱の影響を意味するものではありません。 これは、金属のウォータージェット切断により、ワークピースの元の物理的および機械的品質を維持できることを意味します。 しかし、期待される結果を得るには、特別な機器を使用する必要があります。
切断装置

通常、このような操作を実行するには、特別なインストールが使用されます。 それらはステンレス鋼で作られたベアリングサポートに基づいています。 ワークピースをサポートするために、クイックチェンジリブが使用されています。これにより、ワーキングジェットの衝撃からサポートを保護することもできます。 作業エリアをほこりや騒音から保護するために、機械には迅速な水制御機構も装備されています。 つまり、操作中、処理された材料は完全に水生環境にある可能性があります。 運用能力については、ウォータージェット金属切断機により、厚さ200mmまでのステンレス鋼に対応できます。 このタイプの機械の材料の硬度は重要ではないことは注目に値します。 直径1mmの薄くて高速のジェットは、正確で高公差の切断が可能です。
補助装置

切削精度を向上させるために、一部の機械モデルには位置決め装置も装備されています。 これらは誘導線形センサーであり、オペレーターはこれを使用して固定精度を向上させることができます。 確かに、運動軸の実装にも大きく依存します-で 最高のモデルガイドレールと位置センサーの組み合わせは、スムーズな走行と最適な移動速度によって補完されます。 また、金属のウォータージェット切断の設置には、研磨用のタンクを装備することができます。 作業の過程で、制御センサーの情報に焦点を合わせて、このコンポーネントの在庫を自動的に補充します。
手動切断機
通常、このカテゴリのマシンには、CNCを備えていないモデルが含まれます。 言い換えれば、ワークフローの管理はある程度オペレーターに移されます。 ユーザーは、カッティングの傾斜角度を手動で設定する必要があり、場合によっては、機能設定の位置を固定する必要があります。 ただし、この場合の操作規則に従って、ウォータージェット金属切断が実行される高精度を期待することもできます。 ソフトウェアのない機器には、より高度なモデルと同じ技術ユニットが付属しています。 したがって、理論的には、実行の品質を最適なレベルに維持する必要があります。 さらに、状況によっては 自己構成切断制御により、より良い処理結果を得ることができます。
DIYカッティングテクニック

手動モードで切断プロセスを制御することにより、ユーザーはワークピースを独立して送り、位置決めによってその動きを制御できます。 また、場合によっては、オペレータータスクのリストに冷却システムの調整が含まれます。 実際には、金属の日曜大工のウォータージェット切断は、特別なボタンを使用して実行されます。 たとえば、ポジショニングの場合、オペレーターはいくつかの座標値を入力する必要があります。 しかし、手動制御でさえ、電子システムによる制御から完全に解放されているわけではありません。 したがって、誤ったデータを入力すると、この手法はパフォーマンス指標の値を元の位置に戻します。
テクノロジーの長所と短所

このタイプの切断の利点には、切断線の明瞭さ、ほとんどすべての金属に対応できる能力、および操作の爆発と火災の安全性が含まれます。 そのような処理の不利な点の中で、彼らは、鋼板を扱うときの低速、機能要素の低レベルの耐摩耗性、および消耗品、すなわち研磨剤の高コストに注目しています。 それにもかかわらず、この技術は経済的に正当化されます。 たとえば、ウォータージェット金属切断サービスを使用すると、後続の設置のための材料の準備における重要な操作に効率的に対処できます。 さらに、サンドイッチパネル、ハニカムシート、およびその他のセルラー建材は、この方法でのみ切断できます。 生産性を高めるために、多くの企業はバッチカットも実践しており、これにより時間を節約できます。
結論
研磨材の切削品質は長い間使用されてきました さまざまな分野。 同様の原理で、特にサンドブラストツールが機能し、表面の高品質で高速な研削を実行できます。 次に、金属のウォータージェット切断は、さまざまなシートや構造で作業するときに高品質の結果を提供します。 切断の正確さに加えて、1つはまた不足に注意することができます 有害なプロセス従来の処理方法を伴います。 特に、熱的および機械的効果はまれなケースでのみ、カットを囲むゾーンを変形させることなく行うことができます。 しかし、水力研磨処理の高品質な結果を支払うことは、消耗品のコストが高いことです。研磨剤の効果が高いほど、価格は高くなります。
ウォータージェット切断機は、多くの工業分野で需要がある多用途の機器です。
現時点では、機械製造、航空宇宙、工具、軍事、石材産業はこれらの機械なしでは実現できません。
ウォータージェット技術を使用すると、さまざまな材料を切断するか、輪郭に沿って特定の形状を切断するだけで、さまざまな材料を処理できます。
ウォータージェット機は、金属、プラスチック、ガラス、石、複合製品を自分の手で切断するために使用されます。
切断は、製品の種類ごとに個別に調整されるハイドロアブレイシブジェットによって実行されます。
ウォータージェット切断機、特にCNCシステムを備えたモデルは、処理されるワークピースの継ぎ目の完全な精度と清浄度を保証することができます。
その後、得られた製品を自分の手でさらに処理する必要がないため、労力と時間を節約できます。
同時に、自分の手でカットされた素材は、本来の物理的および化学的安定性を失うことはありません。
金属および他の材料を切断するための水素化研磨装置の動作原理は、装置によって高速研磨ジェットを生成することによって処理されるワークピースに対する組成物の侵食効果である。
ジェットの機械的な力により、固相微粒子の高速流動で材料粒子を引き剥がして運び去ることが可能になります。
ジェットの衝撃の効率と安定性は、流体の流れ、圧力、研磨クラムのサイズなど、特別に選択された切削パラメータによって保証されます。
水研磨切断用の既存のタイプの機械は、その設計、操作力、目的、および価格によって区別されます。
一部のモデルの機械にはCNCシステムが装備されているため、カーリーブランクを簡単に切断できます。
CNCシステムを備えたウォータージェット切断機の操作へのオペレーターの介入は最小限です。彼がする必要があるのは、必要な図面を自分の手でコンピュータープログラムにアップロードし、材料の種類、厚さ、切断速度を示すことだけです。 。
特別な注意を払うに値する2番目のタイプのマシンはポータブルです。
通常、それらは危険な場所での切断に使用されます-石油および消防業界で。
建設中の水研磨金属切削には携帯型機械が不可欠です 地下トンネルと井戸、そして危険なパイプラインを切断するため。
検討中の携帯機器は、金属だけでなく石の切断にも使用できるため、切断速度と作業精度の高さが特徴です。
さらに、今日、材料のウォータージェット切断には、ウォータージェット切断とウォータージェット切断の2つの方法があります。
同時に、これら2つのテクノロジーの違いは最小限です。
最初のケースでは、材料の切断は研磨剤組成物を使用せずに実行されます-ワークピースへの機械的効果は超音速ウォータージェットによって発揮されます。
2番目の方法は、液体と研磨剤の使用に基づいており、金属または他の材料への衝撃のみが、製品の切断線に切り込む研磨剤混合物の粒子によって及ぼされます。
同時に、ウォータージェット切断は、研磨チップのない高速ジェットの1000倍の機械的衝撃を与えます。
したがって、ウォータージェット切断の各方法にはそれぞれの目的があります。
たとえば、水による切断は、非鉄金属を含む軟質材料の処理に応用されており、研磨剤による切断は、硬い金属、セラミック、および複合材料の処理に使用されます。
産業部門では、CNCシステムを備えたウォータージェット切断機の使用が最も頻繁に行われています。 それらの使用により処理が可能になります ステンレス鋼シートの厚さは最大200mmです。
このような機械の場合、材料の硬度は大きな役割を果たしません。これは、頑丈であるか、柔らかさ指数が高くなる可能性があり、非鉄または鉄の金属である可能性があります。
強力な1mmウォータージェットを使用すると、高い許容誤差でシャープに定義されたコーナー輪郭を実現できます。
ウォータージェット切断機の汎用性により、処理が可能になります 別の種類人工および天然石。
彼らの助けを借りて、ガラス産業はミクロン強度の薄い結晶を備えた防弾製品を製造しています。
ウォータージェット装置を使用すると、硬化したばね鋼から気まぐれな非鉄金属とその合金、さらにはグラファイト、紙、布、ゴムまで、すべての材料を例外なく切断できます。
薄いジェットにより、高品質の高密度材料切断が可能になり、プロセスの自動化とシステム内のCNCマシンの存在により、生産性を向上させることができます。
水研磨切断機の動作原理と設計
ウォータージェット機の機能の本質は、次のプロセスに還元されます。 水研磨機の強力なポンプがノズルに水を供給します(1,000〜6,000 Paの圧力が使用されます)。
ノズル径は以下に応じて選択します 仕様金属製で、最大0.5mmまで可能です。
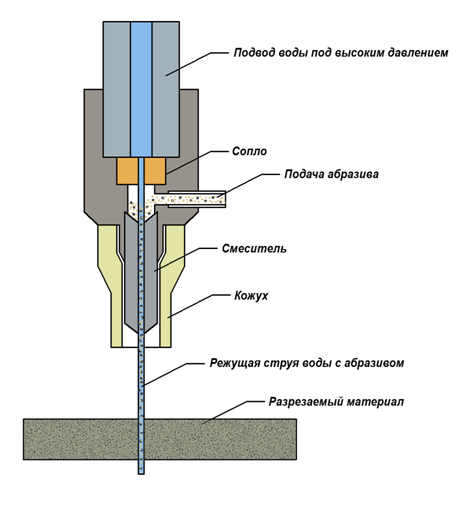 その後、高速ジェットが形成され、それにより材料粒子がカットラインに沿って洗い流されます。
その後、高速ジェットが形成され、それにより材料粒子がカットラインに沿って洗い流されます。
ウォータージェットに研磨剤を補充することで、その出力が数倍になり、300mm以上の厚さの製品を高精度に切断することができます。
上記のすべては、駆動機構を備えた機械の座標テーブルで行われ、そのおかげでカッティングヘッドは目的の方向に移動できます。
さらに、金属のウォータージェット切断用の機械が完成しました。
- 強力な高圧ポンプ;
- カッティングヘッド、およびワークピースとヘッドの間の機械的接触を排除する装置。
- 高圧配線システム;
- 研磨剤混合物を供給するための装置(トラップを追加することが可能です-その助けを借りて、使用済み研磨剤が収集され、必要に応じて、ウォータージェットのエネルギーが減少します)。
ウォータージェット切断用の機械の最新モデルは、動作中のCNCシステムに接続できるように作られています。
CNC機器の価格は従来の機械よりも高くなりますが、コストは材料を留め継ぎし、高精度の芸術的な切断を実行する能力によって相殺されます。
さらに、一部のCNCウォータージェットマシンには、ワークフローを高速化するための特別な穴あけシステムを装備できます。
ウォータージェット機の消耗品:
- ノズル-工作機械用のこのタイプの消耗品の製造は、製造プロセス自体が複雑であり、この場合に使用される材料の価格が高すぎるため、費用がかかります。
- ノズルの製造工程では、実験室で人工的に成長させたダイヤモンド、ルビー、サファイア、コランダムを使用しています。 ウォータージェット金属加工の価格が下がらないのはこのためです。
- このような材料を使用することで、部品の作業時間を最大500時間まで延ばすことができます。
- ミキシングチューブは、強度が高いことを特徴とする合金を使用して作られているため、操作にかかる時間は約200時間です。
水研磨技術は、加工された材料の作業部分を加熱することなく行われるため、場合によっては、爆発物で製品を切断するために使用される可能性がある唯一の技術と見なすことができます。
また、加熱すると元の特性を失う構造の材料にも使用できます。
ウォータージェット切断機の人気メーカー
今日、ウォータージェット切断機は以下を生産します:
- アメリカの企業OMAXとJetEdge;
- チェコの会社PTV;
- オランダのResato;
- スイスの会社Bystronic;
- イタリアの会社CarettaTechnology;
- フィンランドの会社ALICO。
ウォータージェットマシンのコンポーネントと消耗品は、次の製品によって製造されています。
- アメリカの会社AccuStream;
- ドイツ企業UHDEとThueringer;
- オーストリアの会社BHDT。
また、カッティングヘッドシステム、ヘビーデューティーポンプ、研磨剤供給チューブ、その他のアクセサリも製造しています。 ユニットの価格は部品のメーカーによって異なります。
ウォータージェット切断機の組み立てと販売に携わっている有名なロシア企業の中には、Delta-Intechがあります。
生産は、外国のおよび独自のコンポーネントを使用して機能します。
各メーカーは、ウォータージェット技術のモデルを改善する際に、入力での作業力を減らし、出力での結果を増やすという目標を追求しました。これは、古いマシンと比較した新しいマシンのバリエーションの価格を反映しています。
したがって、今日の工作機械の設計オプションは、ウォータージェット設備の主要コンポーネントの修理とメンテナンスに最小限のコストで長い耐用年数を提供することができます。
ウォータージェット切断機は、軍隊、航空および工具産業、機械工学で金属、石、プラスチック、ガラスを処理するために使用されます。 この技術を使用した切断は、ほとんどすべての材料から正確な詳細を再現できる効率的で高速なプロセスです。
機械能力
CNCウォータージェット機の技術的特性を比較する場合、石を基準として使用します。 結局のところ、処理は非常に難しく、高密度です。 したがって、岩に対処した後、装置は他の材料を簡単に切断します。
石に圧力をかけた細い流れによって導かれる水は、岩を切ります。 同時に、カッティングラインはどのような構成でもかまいません。そのため、このテクノロジーにより、複雑な彫刻パターンや装飾品を作成できます。
金属の研磨切削は、最も耐久性のある金属の1つであるチタンにも対応できます。 正しい座標を電子脳に入れてプロセスを開始するだけで済みます。 衝撃力は、オペレーターが設定した次の特性の組み合わせによって決定されます。
- ジェット圧力;
- 研磨剤の供給;
- 水の供給の速度と性質;
- 研磨粒子の量;
- 研磨粒子の特性。
切削粒子としては、次のようなさまざまな材料を使用できます。
- チタン合金および高張力鋼用のガーネット。
- 石のために凝集します。
- ガラスの切断には砂が使用されます。
- プラスチック用のケイ酸塩起源のスラグ。
最も人気のある研磨材の1つは、石英砂、コランダム、酸化鉄のさまざまな部分を含むガーネットサンドです。
動作原理とウォータージェット切断機の種類

CNCウォータージェット切断機は次のように機能します。
- ポンプが牛を作業ヘッドに供給します。ここで、必要な直径の水のジェットが生成されます。 それは水と砂の混合物が形成されるミキサーに入り、そこから直接ノズルに向けられます。 ノズルの直径は1〜5mmです。
- 混合物は、100から6000バールの圧力でノズルから注がれ、材料の粒子をノックアウトします。 混合物の速度は音速の数倍です。 ヘッドは広範囲に回転し、自動化によって制御されます。
- 厚さ300mmまでの石板を使用できる人工侵食プロセスがあります。
木材、ゴム、一部のプラスチックなどの柔らかい材料の処理は、研磨粒子なしで、きれいな水を使用して実行されます。 ノズルはサファイアまたはルビーの上に置かれ、ノズルは最小直径でなければなりません。 きれいな水は消耗品にやさしい効果があるため、このようなノズルは長持ちします。
ウォータージェット切断用の機器は、デバイス、目的、電力、およびコストが異なります。
- CNCマシン;
- ポータブル。
CNCマシンは、ロードされたパラメータと図面に従って切断を実行します。 彼らは、オペレーターの介入をほとんどまたはまったく行わずに、複雑な形の製品を実行します。 生産店は通常そのような機器を備えています。
ポータブルマシンは、トンネルなどの手の届きにくい危険な場所であらゆる材料を切断するのに適しています。 作業は非常に迅速かつ正確に行われます。 したがって、このタイプの処理は非常に経済的です。
機械設計

ウォータージェット切断は、侵食の原理に従って、固体粒子と水の混合物を使用して、約2.5トン/立方メートルの密度の固体材料を処理することです。 切断混合物は、特別な形状のヘッドを通る小さな直径の水流である強力な圧力の下で材料に適用されます。 処理速度は、材料のパラメータによって異なります。
CNCウォータージェットマシンは、取り付けられたものを含むいくつかのモジュールの組み合わせです。
- 固体粒子供給メカニズム;
- バステーブル;
- 高圧送水ポンプ;
- ポータル;
- 動く頭;
- 圧力分配メカニズム;
- 研磨剤混合物用の容器。
さらに、ウォータージェット切断機には、精度を向上させる自動測定および制御システムが装備されています。
ヘッドは人工鉱物でできており、非常に高価であり、定期的に交換する必要があります。 耐久性のある金属製のミキシングチューブも交換の対象となります。
処理は特別に設計されたテーブルで実行されます。
ウォータージェット切断法には多くの利点があります。
- 特殊な機械の操作中、無駄は最小限に抑えられます。
- 石の表面に不必要な粗さが与えられていません。
- 金属はスケールで覆われていません。
- 処理は室温で行われ、材料の過熱は排除されます。
- 得られた部品の品質は最高です。
- 手彫りを模倣したものを含む、多種多様なタイプのウォータージェット切断が可能です。
- 材料は変形していません。
- ワークピースまたは面取りからフロントレイヤーを完全に削除できます。
- 有害な蒸気、ガス、煤は排出されません。
- 15cm以上の厚さのプレートを処理することが可能です。
CNCウォータージェット切断装置は自動モードで動作し、手作業は使用されません。 すべての加工された材料は完全にそれらの主要な品質を保持します。
CNCマシン用の特別な工具

高さと衝突回避センサーは、材料表面とノズルの間の距離を監視します。 動作中に水圧や垂直面との衝突でヘッドが動くのを防ぎます。 作業を開始する前に、コントローラーは材料の厚さと必要な作業深度を決定します。 定期的に、操作中に、センサーはすでに実行された操作に応じて作業を調整します。
レーザーポインターを使用すると、部品をワークトップに配置するときに正確に「照準」を合わせ、ノズルをすばやく配置できます。 この関数は、大小の座標テーブルに適用されます。 強力な防水ケースにより、ポインターを水から確実に保護します。
基板は小さな部品を処理するために使用され、水砂ジェットと材料の間の接触を改善します。 基板は、水を通しやすく、部品をしっかりと保持する特殊な構造になっています。
各マシンにはクランプのセットが付属しています。 その助けを借りて、さまざまなサイズや形状の詳細がテーブルトップにしっかりと固定されています。
ポンプ冷却システムは、効率的な操作に不可欠です。 閉じたり、流したりすることができます。 クローズドの方が経済的です。
研磨剤供給ディスペンサーは、さまざまな厚さの材料に作用する研磨剤の量を制御します。 研磨剤の供給の中断を排除します。これは、貴重な材料を切断するときに非常に重要であり、きれいな水で処理すると研磨剤が台無しになる可能性があります。
浄水システムは、CNCマシンのバルブ、ヒンジ、その他の要素へのミネラルの堆積を防ぎます。 水はカルシウムと鉄から精製されます。 1リットルの水に含まれる鉄の許容量は10ミリグラム以下です。 洗浄システムは、CNCマシンの生産性と寿命を向上させます。
ビデオは、3Dおよび2Dでのウォータージェット切断を示しています。