インバーター溶接のビデオ チュートリアル。 初心者向けの溶接調理のコツ。
私は溶接工に行きます-彼らに教えてもらいましょう!
溶接工の職業は、多くの産業や家庭に長く確実に参入してきました。 その必要性はほとんどどこにでもあります。 最新の溶接機器を利用できるため、自分で電気溶接による調理方法を学び、より深刻なレベルで職業を習得することができます。
溶接機に必要な要素
溶接機器を扱う技術を完全に習得するには、金属を扱う際の物理的なプロセスだけでなく、溶接機に関する一連の知識、さまざまな誤動作、技術の特徴、およびその他の「落とし穴」を理解する必要があります。 . 準備段階から最終段階まで、あらゆる段階で溶接工の専門職の複雑さを理解できる必要があります。 専門学校では、この職業のトレーニングには2〜3年かかります。
電気溶接で調理する方法を学ぶ前に、何を理解する必要がありますか?
- さまざまな材料(鋼、合金、非鉄金属)を扱うための適切なモードを選択できる;
- 溶接を作成するためのさまざまなテクニックを知っています。
- 電極と溶接ワイヤを正しく選択できる。
自分で電気溶接を学ぶ方法は?
目標が一流のプロになることではない場合は、主要な技術を習得し、基本的な概念を理解するだけで十分であり、裏庭で溶接作業を試すことができます.
では、どこから始めますか?
まず、溶接機と電極が必要です。 直径 3 mm の電極から始めることをお勧めします。それらはほとんどのタスクに適しており、電気ネットワークにあまり負荷をかけません。 動作原理によるデバイスは、トランス、整流器、およびインバーターの3つのカテゴリに分類されます。 インバーターは、最もコンパクトで軽量で、初心者にとって使いやすいものです。
 溶接機の選択は、作業の目的に基づいて行う必要があります。
溶接機の選択は、作業の目的に基づいて行う必要があります。 次に、練習できるいくつかの金属片を選択する必要があります。 水の入ったバケツ、スラグを叩くためのハンマー、表面をきれいにするための金属ブラシが必要です。 オーバーオールと保護具から、次のものが必要になります。
- 特別な光フィルターで顔と首を保護するマスク(カメレオンマスクなど)。
- 厚い手袋;
- 耐久性のある生地で作られた長袖のオーバーオール。
注意事項を忘れないでください。近くに可燃性または容易に可燃性の物質があってはならず、電気ネットワークは動作中に発生する負荷に耐えることができなければなりません 溶接機.
電気溶接で調理する方法を学ぶための最初のステップ
確実に接地するように注意する必要があります。適切なクランプをワークピースにしっかりと取り付ける必要があります。 次に、ケーブルをチェックする必要があります-ケーブルがどれだけ絶縁されているか、そしてホルダーにどれだけうまく押し込まれているか.
「質量」を接続した後、使用する電極と材料に応じて、電流強度の値を選択できます。
アークを点火する前に、電極を約60度の角度でワークピースに設定します。
電極ホルダー ゆっくり動かすと、火花が発生します。これは、溶接アークが発生することを意味します。 それを作成するには、電極と表面の間のギャップが5ミリメートル以下になるように電極を配置する必要があります。 以降の作業でも同じ規則に従う必要があります。徐々に、電極が燃え尽きます。 急いで移動しないでください。 電極の移動速度は、多くの要因に依存します。これらの要因については、実践中に詳しく説明します。
電極がくっついたらどうする? それらを少し横に振るだけで十分です。
安定した溶接アークを生成するには、電極の端とワークピースの表面との間の距離を 3 ~ 5 mm に保つことが望ましいです。 長さが 2 ~ 3 mm のアークが点火しない場合は、電流を増やすことができます。
シーム作成時の溶接アークと極性の特徴
ビードを溶接しようとするときは、溶融金属を溶接アークの中心に移動するように努力する必要があります。
電極は、振動運動を伴いながら水平方向に滑らかに動きます。 これにより、美しく高品質な縫い目が得られます。 電気溶接で調理する方法を学ぶには、どのように
重量 - エレクトロ用 アーク溶接専門家として、正極性の溶接と逆極性の溶接の違いを知っておく必要があります。
電源から交流または直流電流が供給されると、電気アークが形成されます。 正の電力極 (陽極) がワークピースに接続されている場合、これはアーク溶接の極性が直線であることを意味します。
そして、負の電力極(カソード)が部品に接続されている場合、逆極性のアーク溶接が得られます。 電気アークにより、電極の金属棒が溶融し、ワークピースの溶融材料と混合して、いわゆる溶接プールが形成されます。 この場合、スラグが形成され、それが表面に現れます。
異なるサイズの溶接プールで電気溶接を使用して調理する方法は?
空間内のプールの位置に応じて、さまざまな溶接モード、接合する部品の設計、エッジのサイズと形状、およびアークが表面上を移動する速度を考慮に入れる、溶融プールのサイズは異なる場合があります。 原則として、その寸法は次の範囲で変化する可能性があります。

- 8〜15 mm - 幅;
- 10〜30 mm - 長さ;
- 最大 6 mm - 深さ。
円弧の長さはどのように計算されますか? これは、その表面にある 1 つのアクティブ スポットから別の (電極の溶融表面にある) までの距離です。 電極コーティングが溶けると、ガス状の雰囲気がアークの近くと溶融池の上に現れ、溶接ゾーンから空気を追い出し、溶融金属に影響を与えるのを防ぎます。 また、ベース金属と電極金属の両方の合金元素のペアがここに到達します。
さらに、スラグは溶融池の表面を覆うため、空気の酸化作用から保護します。 そして彼のおかげで、金属から有害な不純物が取り除かれました。 アークが除去されるとスラグが形成され、シームの形成中に金属が溶融池で結晶化します。
縫い方の技法について
電気溶接で自分で調理する方法を学ぶ前に、金属部品を接続するためのさまざまな溶接技術を習得する必要があります。 電気アークの適切なメンテナンスと移動は、高品質のシームの鍵です。 アークが長すぎると、金属が酸化して窒素で飽和し、液滴が噴霧され、多孔質構造が形成されます。
オーバーラップシーム
溶接アークは電極軸に沿って前進します。 したがって、電極の溶融速度によって影響を受ける所望のアーク長が維持される。 電極と溶融池の間の距離が長くなるにつれて、電極の長さは徐々に短くなります。 これを防ぐために、電極は軸に沿って移動し、その短縮と溶融池の方向への移動の同期を観察する必要があります。
天井の継ぎ目
電極の直径は、溶接セタールの厚さに依存します別のタイプのローラーはスレッドと呼ばれます。 このようなビードは、溶接される溶接部の軸に沿って電極を移動させる過程で形成されます。 ローラーの厚さは、電極の直径と移動速度によって異なります。
ローラーの幅については、通常、電極の直径よりも 2 ~ 3 mm 大きいと言えます。 これにより、溶接シームがかなり狭くなります。 その強度は、強力な構造を作成するのに十分なほど高くありません。 修正方法は? 電極が溶接の軸に沿って移動すると、軸を横切って追加の移動を行うだけで十分です。
ティーシーム(片切りあり)
動作中の電極の横方向の変位により、十分な幅の縫い目を得ることができます。 これは、電極の往復振動によって行われ、その幅はそれぞれに対して決定されます 特定のケース個別に。 ここでは、縫い目の位置、そのサイズ、溝の形状、材料の特性、および設計に提出された要件のリストを考慮する必要があります。 1.5 から 5.0 の電極直径の継ぎ目の通常の幅を考慮するのが通例です。
電極サポート付き溶接シーム
それは、電極のかなり複雑な三重の動きで形成されます。 いくつかのバリエーションで存在します。 従来のアーク溶接における移動の軌跡は、接合する部品のエッジが溶融すると同時に、所定の形状の溶接部を形成するのに十分な溶融金属を形成する必要があります。
縫い目の切断と結合
電気溶接で引き裂かれた継ぎ目を適切に溶接する方法を学ぶには? 電極がほぼ最後まで燃え尽きた場合は、交換を停止する必要があります。 作業を再開する前に、スラグを取り除き、プロセスを続行できます。
アークは、クレーターから 12 mm の距離で点火されます (これは、継ぎ目の端に現れたくぼみです)。 電極はクレーターに戻り、新しい電極と古い電極の融合を形成し、最初に選択された軌道に沿って移動を続けます。
手溶接特有のメリットとデメリット
利点:
欠陥:
- かなり有害な労働条件;
- 縫い目の品質は、溶接工の資格に直接依存します。
- 効率と生産性は非常に低いです(他のタイプの溶接と比較して)。
ビデオ:電気溶接で調理する方法を学ぶ方法
コメント:
コメント:
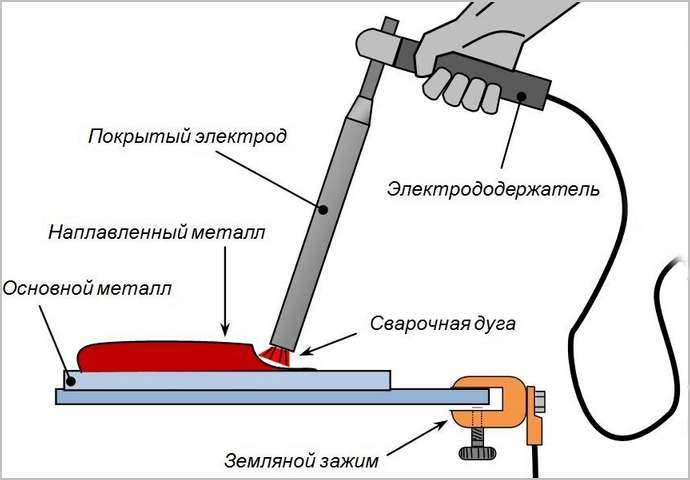
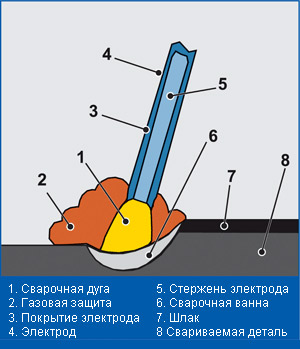
- 溶接装置
- 電極は溶接プロセスの重要な要素です
- 溶接工程
民家の所有者は、2 枚の金属板を溶接で接続する必要があることがよくあります。 プロの溶接工に助けを求めなければなりません。 すべてがうまくいくでしょうが、専門家のサービスは高価であり、時には非常に小さな要素を溶接する必要があります. 金属部品を溶接する最も簡単な作業を自分で行う方法を学ぶことができます。
業界では、溶接初心者を支援するために、インバーターと呼ばれるコンパクトなアーク溶接機を製造しています。
溶接装置
溶接作業は、電極と電源を使用して行われます。
電源は、業界によって 2 つのタイプで製造されています。
- 変成器;
- インバーター。
変圧器デバイスは操作が簡単ですが、大きくて重く、非常に信頼性が高く、耐久性があり耐久性があります。 彼らは交流で動作します。 溶接には、溶融ルチルまたはフッ化カルシウム電極が使用されます。 装置は効率が悪く、変圧器装置を使用して作られたシームは品質が悪く、達成するには溶接工の高度なスキルが必要です。 良品質溶接シーム。
インバーターは電気で動く溶接機 DC. 入力では、電源電圧が整流されて交流電圧に変換され、変圧器に送られます。 このタイプのデバイスは、機動性、軽量、コンパクトさが特徴です。 それらは入力電圧に依存せず、フィールドでうまく機能します。 インバーターは非常に経済的な装置であり、使用中の電力損失は変圧器モデルと比較して 10 分の 1 に減少します。 インバーターの効率は 85 ~ 90% です。
索引に戻る
インバータ式溶接装置の操作
インバーターユニットの動作は、電流の多段階変換で構成されています。次のようになります。
- ブリッジ回路を使用して接続された一次整流器のパワーダイオードは、ネットワークの交流電圧を整流します。
- インバーターコンバーターは、変動が大きくなった整流電流を高周波に変えます 交流電流;
- パルス高周波トランスは、交流高周波電圧を溶接電流電圧に対応する周波数まで下げる働きをする。
- 二次整流器、溶接電流に対応する交流電圧の周波数は、振動の減衰により直流に変換されます。
現在の高周波は、高い取得を可能にした主な技術的解決策です 作業効率インバータと他の溶接アーク電源に対する利点。 (図 1 インバーターの動作原理)。
索引に戻る
電極は溶接プロセスの重要な要素です

図 1. インバーターの動作原理。
溶接プロセスの重要な要素は電極です。 構造的には、特殊な粉末組成でコーティングされた金属棒で構成されています。 粉体塗装は、周囲の空気が溶接部に入るのを防ぐバリアとして機能します。 周囲の空気は縫い目の形成に悪影響を及ぼし、それを酸化させ、縫い目の品質を大幅に低下させます。 粉体塗装は、アークの正常な燃焼を維持するのにも役立ちます。
電極 MR、UONI、OZS、ANO は、インバーター溶接に使用されます。 電極の品質は、保管および消費者への輸送の条件に大きく依存します。 電極の直径によって消費電力が決まります。消耗品の直径が小さいほど、溶接中の消費電力が少なくなります。 通常、直径が 2.5 ~ 3 mm の電極が使用されます。
索引に戻る
溶接を教えるための段階的な説明
溶接を開始する前に、電極の下から飛び散る光線や火花から保護する手段を購入する必要があります。 保護具には以下が含まれます:
- 目の保護ガラス付きフェイスマスク。
- 緻密な素材で作られたテキスタイル手袋。
- 緻密な素材で作られたワークジャケット。
- ワークブーツ。
金属溶接は作業場の準備から始まります。 クリア 職場さまざまな障害物から半径 1 m の範囲内で、すべての可燃性物質が溶接現場から取り除かれます。 インバーター機で溶接する場所からそう遠くないところに、水の入ったバケツが設置されています。 一定の空気の流れが提供され、冷却を強化するためにファンを取り付けることができます。 溶接作業を行う場所では、ほこりや水蒸気が溜まらないようにしてください。
連続モードで動作できる時間は、デバイスの指示に従って指定されます。 このパラメーターは包含係数と呼ばれます。 比率が 100% の場合、インバータは 10 分間連続運転できます。 最大電流. 係数の値が 60 ~ 70% の場合、溶接を 6 ~ 7 分間連続して実行した後、溶接機の電源を切って冷却します。 4分間電源が入らない。
ワイヤ接続の正確さ、電極ホルダーの存在がチェックされます。 主線に接続する電線は、 帯域幅最大 500 A まで可能です。
インバータの接地の存在と動作状態がチェックされ、溶接される要素の厚さに基づいて電極が選択されます。 選択された電極の厚さに応じて、溶接電圧の値が設定されます。 溶接機、初心者だけでなく、対応するテーブルがデバイスの本体に適用されます。 電流が低く設定されているとアークは点火せず、電流が高く設定されていると電極が固着する可能性があります。
そして、初心者向けのインバーターで溶接する方法を学びたいです。
困難は恐れるべきではありません! インバーター装置は使いやすく、経験や知識がなくても短時間で溶接工程をマスターできます。
安全性. 溶接の生産は関連しています 電圧、一般の人々の中で - 現在。 流れは目に見えませんが、人を殴り殺すことができます。
溶接ケーブルの使用性を確認し、インバータ装置に接続します。 金属にクリップが付いたケーブルをマイナス コネクタに戻します。 コネクター+への電極ホルダー付ケーブル。 電極ホルダーに電極を挿入します。
デバイスをネットワークに接続するとき、通電ケーブルの保守性を視覚的に評価します。 ケーブルが良好な状態であることを確認し、電流レギュレーターを最低値に設定した後、デバイスのプラグとトグル スイッチをオンにしました。 冷却ファンがパチパチ音やノイズなしでスムーズに動作する場合は、すべて問題ありません。
メタルウェイト。 重い構造物を接続するときは、注意してください。 数トンの製品が崩壊した場合、死亡または障害につながる可能性があります。
衣装。 溶接生産は高温に関連しています。 溶接機には以下が必要です。
- キャンバスミトン ();
- ローブ(特別なスーツ);
- でマスクします。
- 限られたスペースでの作業用のマスク。
- ゴム底の靴。
レギンスは、高所で溶接するとき、手が上がるときに使用され、その他の場合はミトンが使用されます.
その他の付属品:
- 溶接機;
- ハンマー;
- みがきます;
- 電極。
インバーター溶接の基礎
初心者の場合、経験豊富な溶接工は、ホルダーのケーブルを体に取り付け、肘を腕で押し、前腕に沿って(肘から手まで)包み、ホルダーを手に取ることをお勧めします。 そのため、肩の関節がケーブルを引っ張り、腕と手は自由なままになります。 この方法は、手を簡単に操作するのに役立ちます。

前腕へのケーブルの正しい配置。 から 素手で働く価値がない。
前腕にケーブルを巻かずにホルダーを単に手に持った場合、溶接プロセス中に手が疲れ、手首の動きによってケーブルがぶら下がる動きになります。 溶接継手の品質に影響を与えるもの。
調理方法 インバーター溶接右? 電極の直径、接続の種類、溶接位置に応じて、機械の溶接電流を設定します。 セットアップ手順は、デバイスと電極パックに記載されています。 安定した姿勢を取り、肘を体から離し(押し付けられません)、装着してプロセスを開始します。
20cm以上のメタルブランクで初心者の方はインバーターで溶接を始めたほうがいいです。
初心者がマスクを着用してアークを点灯させると、呼吸が止まり、ワークピースの全長を一気に沸騰させようとすることが知られています。 時短商品で、一気に調理する癖が出てきます。 したがって、長いワークピースで訓練し、溶接時に適切に呼吸する方法を学びます。
デスクトップ上のワークピース (プレート) は、水平面に配置できます - 垂直に手前に配置することも、水平に配置することもできます。違いはありません。
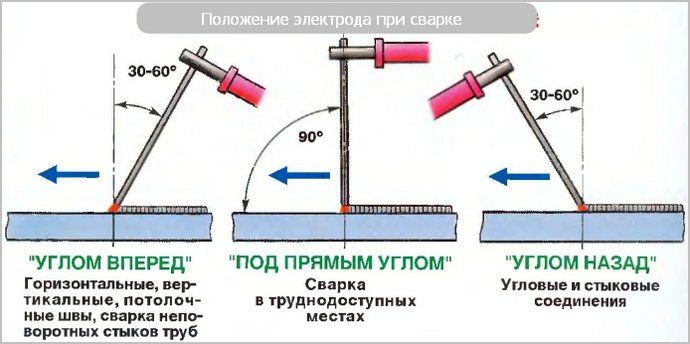
溶接の開始時に、ホルダーにクランプされた電極を90度(垂直)の角度でクランプし、シームの側面に30〜45度持っていきます。 アークに火をつけて動き始めます。
- 後ろ向きの角度で溶接を行うと、30〜45度の傾斜が継ぎ目に向かって進みます。
- 接続が前方の角度で発生する場合、電極の傾斜は継ぎ目からです。
溶接する表面と電極の間の距離は 2 ~ 3 mm です。鉛筆を紙の上に置いていると想像してください。
溶接の際、電極が燃焼しながら減少することに注意してください。 距離 2-3 mm で、傾斜角度を 30 ~ 45 度に保ちます。
ビデオ:
初心者が溶接インバーターで調理する方法を学ぶにはどうすればよいですか?
まず、アークを照らして保持することを学びます。 アークが途切れないように、燃焼中の電極を溶接面に近づけるときはエッジを感じてください。
2 つの方法で電極に点火します。
- タッピング;
- 落書き。
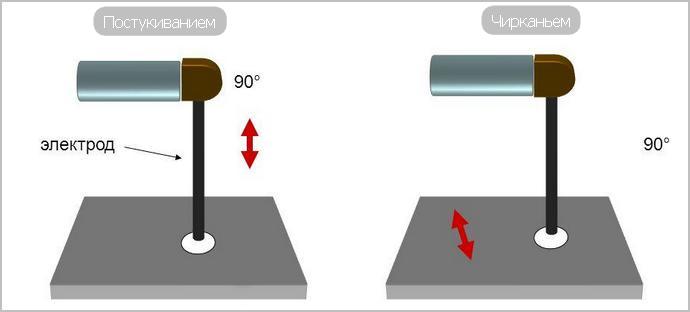
新しいものは簡単に着火します。 作業棒にスラグ膜ができ着火を防ぎます。 フィルムを壊すには、もう少しノックする必要があります。
- インバータ装置には、アーク点火を容易にするホットスタート機能が組み込まれています。
- 初心者が素早く電極を表面に近づけると、アークフォース機能(アークフォース、アンチスティッキング)が作動し、溶接電流を増加させ、電極のスティッキングを防ぎます。
- 溶けた棒がくっつくと、アンチスティック機能が電流を遮断し、インバーターの過熱を防ぎます。
ビデオ:溶接インバーターのアーク力とその適用方法。
初心者が最初に糸の継ぎ目を学ぶことをお勧めします。電極は振動運動なしで均等に実行されます。
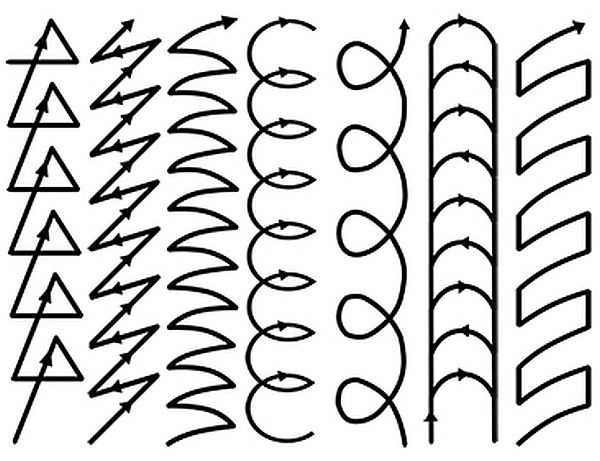
スレッド技術を習得した後、振動運動を伴う金属の溶接に進みます。 これは、ヘリンボーン、ジグザグ、スパイラル、または独自の方法などの動きの助けを借りて、電極を特定のポイントに保持し、加熱するための厚い金属に使用されます。

振動運動の種類
接続の開始時に、左から右にいくつかの動きを実行し、溶接プールを形成し、継ぎ目に沿って振動運動を行いました。 電極の傾斜角は30〜45度です。 通過後、ハンマーでスラグを叩き落とし、ブラシで掃除します。 、 メガネを着用。
ヒント: 溶接の終わりに、側面に振動運動をさせ、溶接金属に向かって電極を取り外します。 このトリックは、溶接継手に美しさを与えます (クレーターを取り除きます)。
ビデオ:角ジョイント、バット、オーバーラップの調理方法。
縫い目は次のように分けられます。
- シングルパス(1回のパスで金属の厚さが補充されます);
- マルチパス。
シングルパスシームは、最大 3 mm の金属で実行されます。 マルチパスシームは、厚い金属に重ねられます。
溶接工はハンマーで継ぎ目の品質をチェックします - 継ぎ目の隣を叩きます。 縫い目が滑らかで凹凸がなければ、衝撃の後、スラグは完全に飛び去り、引っかかるものは何もありません。 正しい選択が重要 温度レジーム: 過熱した継ぎ目 (熱い) が壊れ、加熱不足 - 浸透不足のリスク。
電流は電極の直径に基づいて選択され、理論的には電極の直径 1 mm あたり 30 A です。
インバーター溶接時の正逆極性
インバーターで溶接する場合は極性を考慮してください。 直流に接続すると、電子の動きが一定になり、溶湯の飛散が少なくなります。 縫い目は高品質できれいです。
デバイスには極性の選択があります。 極性とは - これは、機器のコネクタへのケーブルの接続に応じて、電子の移動方向です。

- インバーターで溶接する場合は逆極性 - ワークピースではマイナス、電極ではプラス。 電流はマイナスからプラスへ(ワークから電極へ)流れます。 電極が熱くなります。 薄い金属の溶接に使用され、溶け落ちのリスクが軽減されます。
- 直接極性 - 電極ではマイナス、ワークピースではプラス。 電流は電極からワークピースに移動します。 金属は電極よりも熱くなります。 3mmからの厚い金属の溶接やインバーターでの切断に使用しています。
極性は電極のパックに示されています。この指示は、ワイヤを機器に正しく接続するのに役立ちます。
薄板のインバーター溶接
薄板を接続する本質は、小径の電極の選択と溶接電流の設定に帰着します。 たとえば、厚さ 0.8 mm の金属の場合、直径 1.8 mm の電極が使用されます。 インバーターの電流は 35 A に設定されています。
テクノロジーは断続的な動きで発生します。 薄板の接続を詳細に示すビデオをご覧ください。
ビデオ:
溶接インバーターで金属を切る方法
パイプの穴を適切に燃やすには、デバイスの電流を 2.5 mm の電極に対して 140 A に設定します。 電極に火をつけ、一箇所に置いて金属を加熱して押します。 電極を新しい場所に移動し、温めて押し込みます。 徐々に、パイプに穴を開けます。

コメント:
コメント:
- 薄い板厚の板金をインバーターで溶接するには?
インバーターは溶接に最適な機械です。 古い変圧器は重くて使いにくいので注意が必要です。 誰でもインバーターで作業できます。 これを行うには、このデバイスを使用した金属溶接の基本原則を知る必要があります。
インバーター溶接機は、軽量かつハイパワーで、溶接初心者でも複雑な溶接作業を行うことができます。
まず、インバーター溶接機のメリットは、軽量で性能が高いことです。 このおかげで、このデバイスの助けを借りて、以前は複雑なデバイスによってのみ実行されていた作業を実行できます。 この機械が消費する電気エネルギーは 大きいサイズ、溶接プロセス自体が実行されるアークの作業にのみ向けられます。
金属の溶接を学ぶ方法、溶接プロセスを実行する前に知っておくべきことは?

電極径と溶接電流の対応表です。
溶接インバーターは使いやすく経済的な機械です。 これがあれば、初心者でも金属の溶接方法を学ぶことができます。 溶接する前に、この装置の動作原理について学ぶことが重要です。 インバーターは電子溶接機であるため、主負荷は主電源にかかります。 古い溶接機が主電源に接続されている場合、可能な限り強力なプッシュがあります。 電気エネルギー. その結果、地域全体の電力網が遮断されています。 インバーターには、電気エネルギーを蓄えることができる蓄電コンデンサーがあり、その結果、中断のない動作が保証されます。 電気ネットワーク. この場合、デバイスの電気アークは穏やかに点火されます。
電極の直径が大きいほど、より多くの電気エネルギーを使用することを知っておく必要があります。 したがって、動作中の溶接機を確認したい場合は、デバイスがおよそどれだけの電気エネルギーを消費するかを計算する必要があります。 これは、隣人の家電製品を燃やさないために必要です。
電極の直径ごとに、最小電流が示されています。 したがって、電流を減らしたい場合、継ぎ目は機能しません。 実験して電流強度を上げたい場合は、継ぎ目を作ることができますが、電極がすぐに燃え尽きてしまうため、作業が快適ではなくなります。
溶接する金属ブランクを正しく取り付けるには、クランプまたは万力を使用する必要があります。
索引に戻る
インバーターで金属を溶接するには?

まず第一に、溶接インバーターを使用する際に保護のために必要な要素を知る必要があります。 次のものを購入する必要があります。
- 革手袋。
- 保護用のヘルメット。
- 厚手の生地のジャケット。
- メタルブラシ。
溶接電流を調整し、電極を選択する必要があります。 溶接インバーターで調理するには、2 ~ 6 mm の電極を使用する必要があります。 溶接電流は、装置の要素の厚さと溶接される材料に応じて設定されます。 ほとんどの場合、デバイスの本体には、どれだけの電流が必要かについての情報があります。 素早く溶接するために電極をベースに持ってくる必要はありません。 貼り付きが発生する場合があります。
溶接プロセスは、アークの点火から開始する必要があります。 溶接する部分に電極を少し傾けてから、溶接台に数回触れて、電極を溶接に使用できるようにする必要があります。 電極は、溶接されるワークピースのいくつかの要素によって保持されます。 ほとんどの場合、この距離は既存の電極の直径と同じです。
その結果、溶接シームができます。 スケール(縫い目の上部にある金属のスケール)を小さなハンマーで取り除きます。 重量のある他の耐久性のあるアイテムを使用できます。
索引に戻る
アークギャップを制御するには?

図 1. 適切なサイズのアーク ギャップは、良好な継ぎ目を形成するのに役立ちます。
アークギャップとは、溶接時に金属ワークと電極の間に生じるギャップです。 このギャップを継続的に監視し、同じ値を維持することが重要です。
- 小さな寸法の隙間があると、主金属がすぐに暖まらないため、継ぎ目が凸状になり、側面が溶けないという事実につながる可能性があります。
- 大きなギャップがあると、部品を溶接することができず、アークがジャンプします。 その結果、溶けた金属が曲がってはまります。
- 必要なサイズのギャップを提供することが重要です。 これは、浸透性の良い通常の縫い目を形成できるようにするために必要です。 視覚的には、適切な寸法のギャップが図に見られます。 1。
円弧の長さを制御できるようになれば、最良の結果を得ることができます。 アークはギャップを通過し、母材を溶かします。 その結果、溶融池ができます。 アークは、溶融中の金属を浴に移動させることもできます。
索引に戻る
インバーターで溶接シームを正しく作る方法は?

図 2. 直接極性により、狭くて深い溶融ゾーンが作成されます。
溶接時に電極が速く動くと、溶接不良の原因となります。 バスラインはメインメタルのベースよりも低い位置にあります。 アークが主金属にすばやく深く浸透すると、バスが押し戻され、継ぎ目が発生する可能性があります。 溶接中は、継ぎ目が金属の高さにあることを確認する必要があります。 円弧とジグザグの動きを使用すると、完璧な縫い目を作ることができます。 円運動の実行中は、縫い目のレベルを制御して、バスを円に均等に配置する必要があります。 さまざまな方向への移動の過程で、同じ継ぎ目が形成されるため、溶接中に継ぎ目の外観を制御する必要があります。まず、一方の端から、次にバスの上部、そして反対側で終了するなど。
バスは熱に追従します - これは、溶接作業中に方向を変えるときに覚えておくことが重要です. アンダーカットの形成は、横方向の移動中に浴槽を完全に満たすのに十分な電極金属がない場合に発生します。 このような横方向の溝の出現を防ぐために、外側の境界を制御し、定期的にバスルームを監視する必要があります。 必要に応じて、薄くすることができます。 バスを操作するには、電極の端にあるアークの力を加える必要があります。 電極を傾ける過程で、浴槽は押しますが引きません。 したがって、溶接中に電極が垂直になればなるほど、継ぎ目の凸は少なくなります。 電極を垂直に置くと、すべての熱がその下に集中し、浴が押し下げられ、よく溶けて周囲に広がります。
電極がわずかに傾くと、すべての力が元に戻り、継ぎ目が浮き上がります。
溶接中に電極が傾きすぎると、継ぎ目の方向に力がかかり、バスを完全に制御できなくなります。
平らな継ぎ目を作成したり、槽を元に戻したりする必要がある場合は、電極の傾きをさまざまな角度で使用する必要があります。
45°から90°の角度から作業を開始する必要があります。このような角度であれば、浴と溶接を容易に観察できます。
索引に戻る
正極性と逆極性について知っておくべきことは何ですか?
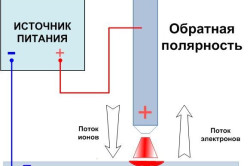
図 3. いつ 逆極性融解帯は広く、深くはありません。
直接極性の場合、ワークピースへの熱入力が減少し、溶融ゾーンが狭く深くなります。 視覚的には、プロセスは図のようになります。 2.
逆極性の場合、ワークピースへの熱入力が減少し、溶融ゾーンは広くなりますが、その深さは小さくなります。 溶接中の母材を陰極で洗浄する効果が得られます。 視覚的には、プロセスは図のようになります。 3.
溶接インバーター(7〜10千の低価格)は、初心者が手にしても高品質の縫い目を形成します。 もちろん、簡単なルールに従えばうまくいくでしょう。 それらはすべて記事で説明されています。 ただし、作業の前に、初心者はデバイスの説明を読む必要があります。 通常は複数あります 役立つヒント安全対策も兼ねて。 誰もが金属を溶接することを学ぶことができることを忘れないでください.
溶接インバーターの仕組み
溶接インバータ - 金属を溶接するためのツール。 交流を直流に変換することからその名がつきました。 また、インバーターの効率は約90%ですが、消費電力が少ないので、電気代が高くなる心配もありません。
何よりも 溶接インバーター 380からのいくつかのタイプの220ボルトネットワークで動作します。同時に、低電圧で動作することが可能です。たとえば、3 mmの電極は170ボルトで使用できます。
変圧器や整流器と比較して、インバーターで溶接する方がはるかに簡単です。 また、初心者でも弧を描くことができます。 そのため、ほとんどの人が溶接の技術を学びます。
仕事の準備
どの電極を使用するか
電極は金属製の棒で、特殊なコーティング - スラグ混合物 - でコーティングされています。 ガス形成物質がそれに加えられることがあります。 コーティングは溶融金属を酸化から保護します。
溶接する金属の種類に応じてロッドを選択します。 たとえば、カーボンまたはステンレス鋼を使用するには、UONII 電極グレードが必要です。 ユニバーサル電極もあります。 これらにはANOブランドが含まれます。 それらは、任意の極性の逆電流と順電流に使用されます。
電極はまた、1.6 mm から 5 mm まで変化する直径によって分割されます。 サイズは、溶接される金属の厚さに応じて選択されます。大きいほど、直径が大きくなります。 溶接機で作業するときは、テーブルが重宝するかもしれません。
棒が太いほど、インバーター溶接機に必要なパワーが大きくなります。 したがって、初心者には直径 4 mm 以下が適しています。 薄い金属は電極と 2 mm で溶接できます。
溶接電流の極性と値
金属を直接溶かすことができる厚さは、設定された電流の強さに依存します。 アーク電力もこのインジケーターによって決定されます。 電極のサイズによって、必要な電流強度が決まります。
表面に応じて、溶接電流の値が選択されます。 水平面では最大で、垂直面では約 15% 少なく、突出した面では 20% です。
家庭用溶接機は最大 200 アンペアまで供給できます。 プロの楽器では、値は最大250以上に達します。 電流の流れる方向によって極性が決まります。 インバーターでは、極性を変更することができます。
ご存じのように、電流はマイナスからプラスに移動します。 そのため、「+」端子の方が発熱します。 この機能により、高品質の金属溶接が可能になります。 溶接する部品が厚い場合は、プラス端子を部品の1つに接続します。 この方法は、直接極性と呼ばれます。
薄型の製品にはマイナス端子が付いています。 この接続方法は逆極性と呼ばれます。

溶接指導
溶接の基礎
金属製品の溶接に直接進む前に、インバーター溶接機の主な設計機能を検討する必要があります。 それらは図に示されています。

インバーター自体の平均重量は最大 7 ~ 8 kg です。 高品質のツールには、金属ケースの側面に換気グリルがあり、トランスの過熱を防ぎます。
背面パネルにオン/オフボタンがあります。 前面には「+」と「-」の2つのコネクタがあります。 ケーブルがそれらに接続されており、その一端には電極があり、もう一端にはクランプがあります。 ケーブル自体は、十分な長さと柔軟性が必要です。
インバーターで調理する方法を順を追って説明します。
- インバータ溶接は保護具の準備から始まります。 自由に使えるのは、溶接マスク、厚手のジャケット、ラフですがゴム手袋ではありません。
- 電極を選択します。 初心者の方は4mm以上の太さのロッドは使用しないでください。 フロント パネルで、目的のアンペア数を調整します。 ちょっと待って; 電極を直接金属に近づけると貼り付きが発生します。
- クランプ(質量端子とも呼ばれます)を金属面に固定します。
- アークが点火されます。 次に、電極を金属に持ってきて、数回触れます。 したがって、ロッドはいわば「活性化」されています。 電極を保持する距離は、通常、その直径に等しくなります。
- 溶接中のロッドは、そのようなスキームに従って移動できます。
溶接開始時のアーク着火+(動画)
弧を描くことは最初のステップであり、初心者には問題があります。 まず、ロッドを金属に軽く叩いてグリースを取り除きます。 次に、マッチに火をつけるのと同様の方法が適用されます。 電極は製品の表面上に導かれ、製品にわずかに触れます。 ロッドが突然金属にくっついた場合は、側面から鋭く取り除くか、インバーターを完全にオフにします。
明るい弧が現れるまで攻撃する必要があります。 アークが消えないように、電極を金属から 4 mm 離します。
溶接時の電極の動かし方+(動画)
電極は、特定の軌道に沿ってのみ移動できます。 それらはすでに示されています。 電極を真っ直ぐだけ動かすと継ぎ目が不連続になってしまいます。 その動きの速度は、縫い目の特性に影響を与えます。 すばやく移動すると、縫い目は狭くなり、凸状になりません。ゆっくりと移動すると、幅が広く凸状になります。 縫い目が終わる場所では、電極は3〜4秒間遅れます。

溶接を形成して欠陥を回避する方法 + (ビデオ)
ほとんどの場合、電極の動きが速すぎると、不均一な継ぎ目が形成されます。 均一で高品質なシームの作成について言えば、溶接プールの概念を導入する必要があります。 溶融池は、溶接中に液体状態にある金属の一部です。 この部分に充填材が入ります。 プールの出現は、溶接が正しく進んでいることを示す良い兆候です。
槽の輪郭は、金属部品の表面の下にあります。 溶接アークが均一にワークピースの奥深くまで通過する場合、バスは良好なシームを形成します。 縫い目が下がらないようにする必要がありますが、表面のレベルにとどまります。 電極を円を描くように動かすと、良好な接続を作成しやすくなります。 この場合、お風呂は円形に配置する必要があります。
コーナーを縫い合わせるときは、タブが熱で動くことに注意してください。 アークの力を調整して、浴槽の寸法を制御します。
電極を垂直位置に近づけると、継ぎ目が凸になりすぎません。 ロッドを傾けると(たとえば、45°)、継ぎ目が現れ始めます。 また、電極が水平位置に非常に近づくと、バスが発散し始め、継ぎ目が曲がります。 したがって、最適な傾斜角度は 45° から 90° です。
アークギャップ制御
アークギャップは、金属表面と電極の間の距離です。 溶接が高品質で欠陥のないものになるように、各段階のギャップは同じでなければなりません。
ギャップが小さいと、溶接が凸になりすぎて、材料自体がうまく融合しません。 これは、製品が加熱できないために発生します。 ギャップが大きいと、溶接アークが左右に移動し、継ぎ目が曲がって壊れやすくなります。 図に示されている正しいギャップは、良好な浸透と滑らかな継ぎ目を実現します。

薄い金属板を溶接する方法 + (ビデオ)
薄い金属を溶接する場合は、インバーターの逆接続を使用することをお勧めします。 シートには「-」が付きます。 この場合、現在の強さは中間の値にする必要があります。 溶融時間が長い電極を選択することをお勧めします。 MT-2 モデルが適しています。 それは溶接工によって使用されます 長い間したがって、パフォーマンスは良好でした。

ロッドは、薄い金属の場合、約35°傾けることができます。 まず、慎重に金属に近づけてから、赤い斑点が現れて滴に変わるのを待ちます。 ドロップが同じサイズのままになるように、電極をスムーズに動かします。 したがって、縫い目は均一になります。
安全性
溶接インバーターは、衝撃を与える可能性のあるすべての部品が信頼できるボックスに隠されているため、安全なツールと見なされます。 ただし、他にも考えられる危険があります。 それらを防ぐために、ルールに従ってください。
- 負の温度で作業することは不可能です。
- デバイスに湿気が入らないようにしてください。
- 防護服一式を着用している場合にのみ溶接してください。
- 作業場の横にバケツ一杯の水を用意。 (1 評価、平均: 5,00 5のうち)