インバーター溶接動画で金属を溶接する方法。 初心者向けの溶接調理のコツ。
溶接は、2 つの金属部品を接合する信頼性の高いプロセスです。 経験豊富な溶接工や家庭の職人が、さまざまな容器、ガレージや風呂用のオーブン、温室のフレーム、金属製の門、その他の家庭用品を作るために使用しています。 一見、溶接工程は単純に見えますが、そうではありません。
学ぶべきことはたくさんありますし、事前に考慮すべきこともたくさんあります。 そのため、引き受ける前に 自主制作溶接による製品、それをお勧めします このプロセスを研究する、すべての微妙な点を学び、ビデオレッスンを見てください。 初心者の溶接工は、操作が簡単なインバーターで溶接する方法を学ぶのが最善です。
インバータ装置とは
 このような機器は比較的最近登場し、ほとんどの溶接工の作業を大幅に容易にしました。 新しい溶接方法の使用により、装置の寸法とその機器の重量を大幅に削減することが可能になりました。 最も便利で非常に経済的なインバーターを使用して部品を接続する方法を学ぶことは、初心者の溶接者にとって十分に簡単です。
このような機器は比較的最近登場し、ほとんどの溶接工の作業を大幅に容易にしました。 新しい溶接方法の使用により、装置の寸法とその機器の重量を大幅に削減することが可能になりました。 最も便利で非常に経済的なインバーターを使用して部品を接続する方法を学ぶことは、初心者の溶接者にとって十分に簡単です。
インバータ溶接機は小さな箱で、その重量は出力によって異なり、3 から 7 kg の範囲になります。 全体の構造は、ハンドルまたはベルトで運ぶことができる通気孔を備えた機械的ハウジングに収納されています。
デバイス パネルには、トグル スイッチまたは ターンオンノブ栄養。 過熱および電源インジケーターは、ケースの前面にあります。 現用ケーブルを接続するための 2 つの出力、「プラス」と「マイナス」もあります。 デバイスの 1 つのケーブルは電極で終わり、2 つ目はクリップ洗濯ばさみで終わります。 電源に接続するためのコネクタは、ケースの端側にあります。 溶接電流と電圧を設定するために、装置には特別なハンドルが装備されています。
インバータ装置の動作原理
インバーターは、従来の家庭から動作します 周波数が 50 Hz の電気ネットワーク.
- デバイスには整流回路があり、 交流電流定数に変換されます。
- その後、特別なフィルターを使用して最終的な平滑化が行われます。
- インバーターと呼ばれる 電気組立デバイス D.C.変数に変換されます。 出力周波数は数十キロヘルツで測定されます。 使用するデバイスのモデルによっては、この値が最大 60 kHz になる場合があります)。
- 出力で得られる高周波電流は所望の電圧に減少し、その結果、電流強度は120〜200アンペアで溶接に必要な値に達します。
このような二重の変換が必要なのは、重量と体積が小さいトランスを使用して高周波電流電圧を下げることができるためです。 たとえば、インバーターの場合 160Aの電流で 250グラムの変圧器が必要です。 古い技術による作業用機器の重量は18キロです。
溶接インバーターのメリットとデメリット
軽量に加えて、最新の溶接機はより多くの機能を備えています 非常に多くの利点:

この溶接装置のより客観的な説明については その欠点に注目する価値があります。
- そのような機器の重大な欠点はその価格です。 2~3回従来の溶接機より高い;
- インバータを頻繁に長期間使用する場合は、定期的に清掃する必要があります。半導体部品のため、ほこりに非常に敏感です。
- デバイスのケーブルは、 2.5メートル溶接機の動きを大幅に制限する長さ。
- このような機器の多くのモデルは、低温での使用は推奨されていません。
初心者のためのインバータ溶接 - 指示
初めて溶接機を使って部品を接続する方は、作業を始める前に、ビデオクリップを見て溶接プロセス自体を学習することをお勧めします。 それはいくつかの段階に分けることができます:

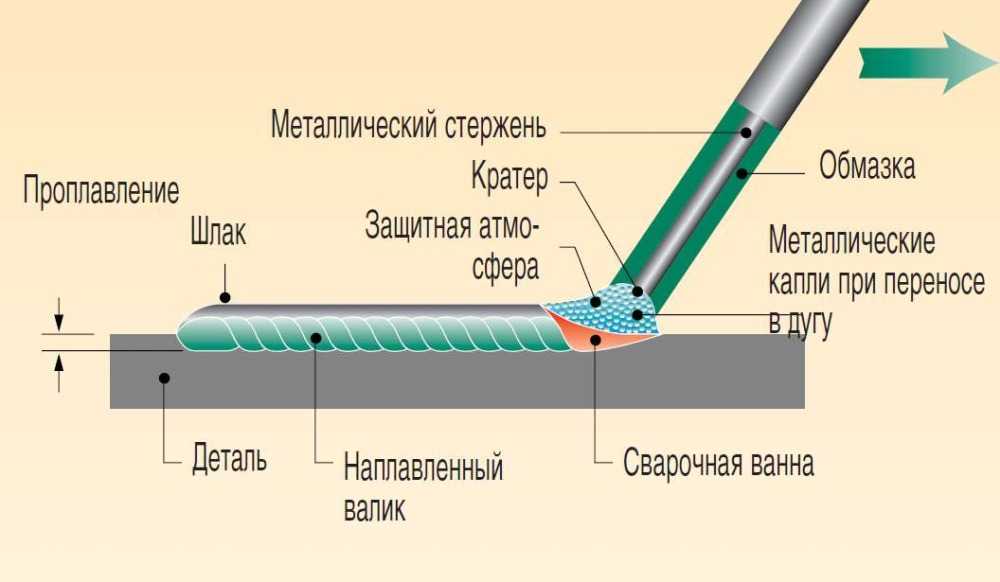
溶接プロセス中、酸素のない溶接プールを形成するために使用される電極が重要な役割を果たします。 それに適用される粉末は、均一なアーク燃焼を維持するために必要です。
作業を開始する前に、溶接工は 自分用に防御弾を準備します。
- 粗いジャケット;
- 特別な保護用ヘルメット;
- 粗い布の手袋。
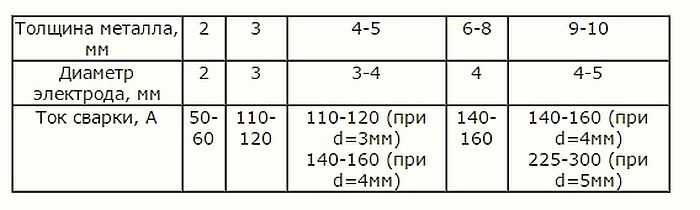
次に、電極を選択し、溶接電流を設定する必要があります。 為に インバータ装置電極の直径は 2 ~ 5 mm である必要があります。 それらの厚さとワークピースの厚さに応じて、溶接電流が設定されます。 その値は通常、インバータの筐体に表示されています。
すべての準備が整ったら、アース端子を溶接面に接続し、溶接プロセスを開始します。 電極の付着を防ぐために、溶接中に電極を金属表面に近づけることはお勧めしません。
初心者向けのインバーター溶接のステップバイステップの説明:

溶接プロセスの後に何が起こるべきかは、初心者の溶接工向けのレッスン付きのビデオ クリップで見ることができます。
アークギャップ
経験豊富な溶接工はほとんど見ずにすべての作業を行いますが、このプロセスの初心者はアークギャップを注意深く監視する必要があります。 溶接時に同じ値を維持することが重要なポイントです。
ギャップが大きい場合、その後、アークがジャンプし始め、堆積した材料が曲がって収まります。
小さな隙間があると、母材が温まる時間がなくなり、継ぎ目が凸になります。
最適な間隔でギャップを設けることにより、良好な浸透が得られ、その結果、均一で正常なシームが得られます。 また、溶接プロセス中に、電極が徐々に溶けることを忘れてはなりません。 したがって、動かさないと金属との距離が離れてしまいます。
正しい縫い目の形成に関する初心者向けのレッスン
溶接のプロセスでは、継ぎ目が金属のレベルにあることを確認することが非常に重要です。 材料に流れ込む深く激しいアークが浴槽を押し戻し、縫い目が生じます。 電極の動きが速すぎると、継ぎ目が不良になります。
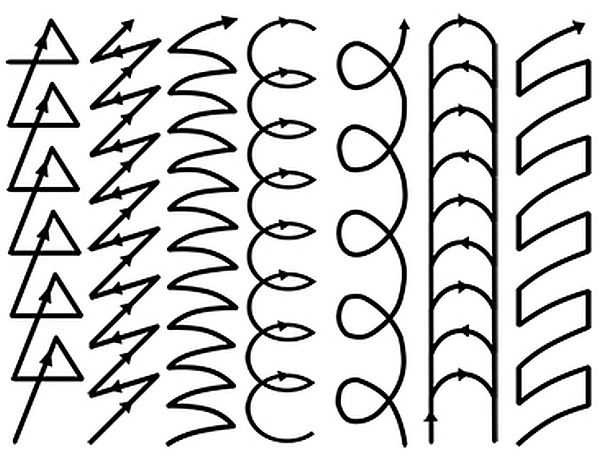
完璧な縫い目を形成するには、次のことができます。 ジグザグと円運動.
- 異なる方向に移動する場合、継ぎ目の形成は、最初に部品の一方の端から、次にバスの上部から、次に製品のもう一方の端から制御する必要があります。
- 円形の動きで、バスは円形に分配され、縫い目のレベルが制御されます。
方向を変えるときは、お風呂が熱に従うことを知っておく必要があります。 電極に十分な金属がない場合、アンダーカットが形成されます。 その発生を防ぐには、バスルームを注意深く監視し、外側の境界を制御する必要があります。
バスは、電極の端にあるアーク力を使用して操作できます。 電極を傾けると伸びず、押します。
電極の位置が垂直になればなるほど、継ぎ目の凸凹は少なくなります。 よく溶けます、押し下げて広げます。
電極が傾きすぎると、継ぎ目の方向に加えられる力によって、バスを制御できなくなります。
電極をわずかに傾けると、力が後方に向けられると継ぎ目が飛び出します。
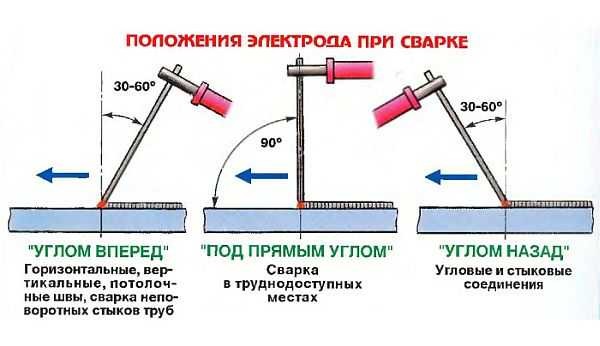
したがって、浴槽を後ろに移動したり、継ぎ目を平らにしたりするには、電極の斜面をさまざまな角度にする必要があります。 開始する必要があります 45度から90度の角度から. この角度で、通常は溶接して平らな継ぎ目を得ることができます。
溶接の方法を学ぶことを計画している人にとっては、インバーターの助けを借りてこれを行うのが最善です. 使いやすく、溶接初心者に最適です。 ただし、アマチュア溶接に適したモデルや、業界で最も頻繁に使用されるプロ向けの高価な機器が販売される可能性があることに注意してください。 溶接作業には個人用保護具が必要であることを忘れないでください。 特別なマスクなしでアークを見るべきではありません。
個人の家や田舎では、常に何かを調理する必要があります。 ささいなことでプロに頼らないようにする(そして彼らにお金を払わない)ために、安価な溶接機を購入して自分で学ぶことができます。 これらのスキルを習得するには、直流溶接機、特に溶接インバーターの購入をお勧めします。 それらはサイズが小さく、重さが少なく、経験がなくても高品質の縫い目を得ることができます。 それほど重要ではありませんが、このカテゴリには低価格(5〜1万ルーブル)で優れたデバイスがあります。 したがって、初心者向けのインバーターを使用した溶接は、今日の市場で提供できる最高のものです。
溶接インバーターとは何ですか?
このデバイスは、220 V ネットワークの交流を 50 Hz の周波数に変換するため、インバーターと呼ばれていました。 高周波振動そして直流に。 同時に、デバイスの効率は高く、約85〜90%であり、かなり大きな負荷でも、カウンターは少し「曲がります」。 いずれにせよ、クレイジーな請求書を支払う必要はありません。 消費量は、溶接なしよりもわずかに高くなりますが、それほど多くはありません。

ほとんどのインバータ溶接機は、220 V の家庭用ネットワークで動作します (380 V の機械もあります)。 そして、これは彼らの利点の1つです。 さらに、それらは実際にはまったく影響しません。 「座って」緊張しないでください。 隣人については、落ち着いてください。彼らはあなたが溶接していることを知りません。 2番目の重要なプラスは、低電圧でも多かれ少なかれ正常に動作できることです. もちろん、特性を確認する必要がありますが、170 V ではほとんどの特性で 3 mm の電極を使用できます。 これは、特に農村地域では非常に重要です。 低い電圧例外ではなく標準です。
初心者にとって他に良いことは、インバーター溶接によるアークがつかみやすく、保持しやすいことです。 そして一般的に、多くの人によると、それは「より柔らかく」調理され、そのアークは「より軽い」ものです。 ですから、料理の仕方を学びたい場合は、まず試してみてください インバーター溶接.
インバーター溶接の基礎
まず、溶接インバーターの設計を見てみましょう。 「詰め物」は考慮しません。何が上にあり、何を使用する必要があるかを調べます。

インバーター溶接機の構成(マウスの右ボタンでクリックすると画像が大きくなります)
このデバイスは小さな金属製の箱で、電力に応じて 3 kg から 6 ~ 7 kg の重さがあります。 ケースは通常金属製で、一部のメーカーは通気孔を開けています - 「詰め物」をよりよく冷却するため ( ほとんどの場合- 変成器)。 持ち運び用のベルトがあり、時にはハンドルもあります。作業に動きが必要な場合は、ベルトを肩にかけます.
パネルの 1 つにキーまたは電源スイッチがあります。 前面には、電源と過熱のインジケーターがあります。 電圧と溶接電流を設定するためのノブもあります。 また、フロントパネルには、「+」と「-」の2つの出力があり、実際のケーブルが接続されています。 ケーブルの 1 つはクリップピンで終わり、パーツに取り付けられ、2 番目のケーブルは電極ホルダーで終わります。 通常、電源ケーブルを接続するコネクタは背面にあります。 それだけです。
インバーターを購入するときは、ケーブルが十分に長く、柔軟性があり、作業しやすいことを確認してください。 人気ブランドのユーザーが最も不満を持っているのは、長さが不十分で剛性の高いケーブルです。
一般原理インバーターで作業する 溶接機このビデオで語られています。
初心者向けインバーター溶接
他の電気溶接と同様に、金属の溶融は電気アークの熱により発生します。 溶接電極と被溶接金属との間で発生します。 円弧を作成するために、それらは反対の極に接続されます。「+」は一方に、「-」は2番目に提供されます。
「マイナス」に電極を、「プラス」に細部を接続することを「直結」と呼びます。 電極に「プラス」を加えると、接続が逆になります。 どちらのオプションも溶接に使用されますが、異なる厚さの金属にのみ使用されます。リバース - ストレートの場合 - 厚い金属 (厚さ 3 mm 以上) の溶接用です。 しかし、これは不変のルールではなく、逆の場合もあります。

この分割の実際の理由は何ですか? プロセスの物理学。 アークが発生すると、電極はマイナスからプラスに移動します。 同時に、それらは正に帯電した表面にエネルギーを伝達し、温度を上昇させます。 そのため、プラス出力に接続されている素子がより発熱します。 十分な厚さの金属を溶接するときは、それらが融合し、継ぎ目が高品質になるように十分に加熱する必要があります。 そのため、「+」が付けられています。 反対に、薄い金属は過熱によって燃え尽き、それに「マイナス」が付けられ、電極がより強く加熱され、そこからより多くの溶融金属が継ぎ目に入ります。
電極が適切に制御されている場合にのみ、インバーターを使用して金属を正しく溶接することができます。 これを行うには、ハンドルを正しく取る必要があります。 これを行う方法については、ビデオを参照してください。
溶接時の継ぎ目の形成方法
それでは実際の溶接工程について。 電極コアと金属が接触すると電気アークが形成されます (アークの点火方法は以下をお読みください)。 同時に、コーティングが燃え始めます。 部分的に溶けて液体になり、部分的に気体になります。 これらのガスは、溶接ゾーン - 溶接プールを取り囲んでいます。 それらは、空気からの酸素が溶融金属に「突破」することを許可しません。 液体状態になったコーティングのその部分は、溶融金属を覆い、保護の第 2 層を作成します。 冷却後、それはスラグに変わり、継ぎ目を地殻で覆います。 そしてこの段階で、スラグはまだ熱い金属を酸素から保護します.
しかし、スラグと保護だけが発生し、制御する必要があるプロセスではありません。 溶接時には、2つの金属片の接合部が均一かつ十分に加熱されるようにする必要があります。 両方のパーツがエッジから同じ距離で溶ける必要があります。 加熱を均一にするためには、電極の先端から部品までの距離を一定に保つ必要があります。 これを行うのは簡単ではありません。溶接中に電極が溶け、その溶融金属の粒子がアークによって継ぎ目に移動します。 したがって、電極ホルダーを徐々に部品に近づける必要があります。 しかし、これは電極溶接技術の終わりではありません。 また、ジグザグ、円、クリスマスツリーなど、いくつかの形状を先端で「書き出す」必要があります。 縫い目を広くし、2 つの部分を融合させることができます。 最も一般的な電極の動きを下の写真に示します。
つまり、溶接プールの状態を監視しながら、これらの軌道のいずれかに沿って継ぎ目の幅だけ電極を左右に動かし、部品までの距離を一定に保ちながら、電極が燃え尽きるにつれて電極を下げる必要があります。 . これは、金属の溶接方法を学びたい人にとっては非常に難しい作業です。 溶接インバーターを使用すると簡単です-アークは一定でジャンプしませんが、最初は成功しない場合があります。
この非常にスローモーションのビデオは、電極から溶融池への金属粒子の移動と、それがどのように形成されるかを示しています。
インバーターで金属を溶接する方法を学ぶ方法
アークの点火からトレーニングを開始します。 これを行うには、装置、金属(厚さ5〜6 mm)、および電極に加えて、溶接機のマスクとレギンス(タイトな革の手袋)、厚い服と厚い革で作られたブーツも必要です- 火花やスケールから保護します。
溶接ケーブルを接続して作業を開始します。 次に、選択した電極をホルダーに挿入します(まず、直径 3 mm の MP 3 を使用します。簡単に発火し、よく調理されます)。 電源投入後、溶接電流を設定してください(表参照)。 直径3 mmの電極の場合、90〜120 Aの電流が設定され、溶接プロセス中の電流を調整できます。 それがローラーではなく、一貫性のない縞模様であることがわかった場合は、値を増やします。 逆に、金属が非常に流動的で、溶融池を移動するのが難しい場合は、それを減らします。 設定は、デバイスと選択した電極に大きく依存します。 だから、変えてみてください。 電流を設定したら、彼らは溶接機のマスクを着用しました(初心者が作業しやすくなり、作業できます.
初心者のインバーター溶接は、アークの打ち方を学ぶことから始まります。 電極の先端部分を数回叩くか、マッチのように叩くかの2通りの方法があります。 どちらの方法も機能します。 ご都合のよい方をご利用ください。 ただし、将来的には、製品に跡が残らないように、縫い目に沿って打つ必要があることに注意してください。 安定してアークを打つには、しばらく練習して、いくつかの電極を燃やす必要があります。
アークが問題なく点火されたら、先に進むことができます-動きをマスターします。 彼らは厚い金属の上にローラーを置くことによってこれを行います。 金属板に、継ぎ目を置き換える線をチョークで描きます。 次に、アークに火をつけます。 それが置かれた場所で、金属は溶けて液体スラグの膜で覆われます。 この場所は、溶接プールと呼ばれます。 ここでは、描画された線に沿って移動する必要があります。 上の図に示されている動きのいずれかでこれを行います。
浴槽を移動させるには、電極を約 50 ~ 45 ° の角度でわずかに傾ける必要があります。 より多くの角度を持つ人もいれば、より少ない角度を持つ人もいます。 一般に、電極を傾けることによって、溶融池の寸法 (幅) を変更します。 実験することができます:溶接にはさまざまな技術があり、継ぎ目が高品質であることだけが重要です。これをどのように達成するかは、特に自分自身と自分のために働くので、あなた次第です.
電極の主な作業位置は 2 つあります。 前方角度で溶接すると、熱が少なくなり、継ぎ目が広くなります。 この技術は、薄い金属を溶接するときに使用されます。 . 厚いものは、原則として、角度を付けて溶接されています。
しかし、傾斜角は維持しなければならないすべてのパラメータではありません。 弧の長さもあります。 これは、電極の先端から部品の表面までの距離です。 平均的な円弧は 2 ~ 3 mm、短いものは 1 mm または端から端まで、長いものは 5 mm 以上で途切れます。 から始まる練習 ミディアム丈円弧。 に浸る 金属 2-3んん。 ギャップが大きすぎると、アークがジャンプし始め、金属の加熱が不十分になり、継ぎ目がにじみ、接続が信頼できなくなります。 アークが短いと、別の問題が発生します。加熱ゾーンが小さすぎるため、継ぎ目が凸状になりすぎます。 アンダーカットが残るため、これも良くありません - 部品の継ぎ目に沿った溝 - 接続の強度を低下させます.

ローラーをさまざまな動きで敷設することについてしばらく練習した後、ローラーが同じ幅になり、表面フレークがほぼ同じサイズになった後、継ぎ目を溶接することができます。 あなたは読むことができます、または別のレッスン「ダミーのための溶接」を見ることができます.
初心者向けのインバーター溶接の基本がすべて。 あとは練習するだけです。トレーニングには複数の電極を装着する必要があります。 1キロもないかも。 手自体がすべての動きを実行すると、すべてが非常に単純に見えます。
得られた知識を統合するには、このビデオ クリップをご覧ください。 ここでは、電極なしで手を少し訓練することから始め、鉛筆を手に持って動きを練習することを提案します. また、良いオプションです。おそらく、それはあなたにとってより受け入れられるように見えるでしょう。 初心者向けのインバーターを使用した溶接に関するこのビデオ チュートリアルでは、すべてが非常に賢明でシンプルでアクセスしやすいものになっています。 不明な点がある場合は、ご確認ください。 インバーター溶接による調理方法を理解する。 溶接初心者にも役立つ情報が盛りだくさん。
そして最後に、溶接インバーターの操作のいくつかの機能について。 彼らはほこり、特に金属を非常に恐れています。 そのため、近くでグラインダーを使用せず、内部の掃除機で定期的に掃除することをお勧めします (保証期間が過ぎた後)。 雨の中や濡れた場所での作業はお勧めしません。 これは、安価な家庭用モデルに特に当てはまります。 感電に対する保護がありますが、安全にプレイすることをお勧めします。
電極を選択するときは、ビットの使用領域に注意してください。それらは直流動作に適している必要があります。 最高の電流または電圧で溶接する場合、操作モードは間欠モードです。 パスポートのデバイスごとに示されています。
高品質の接続の必要性に関連して日常生活で問題が発生しないようにするには、インバーターで調理する方法と方法を学ぶだけで十分です。 各種製品鋼と金属から。
1 溶接インバーターの装置とその主な利点について簡単に
インバーター機器の落札 真実の恋誰もが自分の手で溶接作業を行うことができるため、家庭の職人に。 溶接用の標準インバーターには、構造的に次のものが含まれます。
- 電子周波数変換器;
- 制御システム;
- 電源整流器とフィルター;
- 電力整流器;
- 高周波トランス。
このような機器の最新のデバイスは、誰でも簡単に達成できる優れた溶接を提供します。同時に、インバータは非常にコンパクトなユニットです。 それは多くのスペースを取りません。 また、装置の重量は 5 ~ 15 キログラムの範囲にあり、モバイル溶接装置として使用することができます。
インバーターを正しく使用する方法を学ぶだけで十分であり、家事の信頼できるアシスタントになります。 通常、特定のメーカーのインバータ装置の説明書には、溶接インバータの接続方法、合金、炭素、および異なる金属で作られた製品を接続するためにどの電極を選択するかが詳細に記載されています。

確かに、デバイスの説明書が添付されていないことがあります。 それとも存在しますが、 外国語. このような「パスポートレス」のインストールを適切に調理する方法を明確に理解する必要があることは明らかです。 溶接インバーター行われた活動からの満足の代わりに、それはその所有者にトラブルをもたらすだけです. 約 一般的なルール以下では、溶接インバータ装置の使用について説明します。
2 インバータの運転準備
溶接を始める前に、マスク、安全靴、衣服を準備する必要があります。 この在庫がない場合、溶接ユニットで調理することは固く禁じられています。 また、特定の金属で作られた部品や構造を接続するために、特定のブランドの電極を選択する必要があります (溶接棒を選択するための規則については後で説明します)。 鋼の剛毛を備えたブラシも役立ちます。これを使用すると、溶接用の表面をきれいにすることができます。

その後、あなたがする必要があります 正しい接続溶接機。 説明されている機器にはかなりの電力があるため、インバーターに電力を供給する電源ネットワークの機能を事前に分析する必要があります。 家庭用の溶接インバーターのすべてのモデルは、220 ボルトのネットワークに接続されています。 この点で、問題はありません。
設定することだけが重要です サーキットブレーカー必要な特性を備えているため、短絡やその他のトラブルを心配する必要はありません。 電気ネットワーク. 次に、溶接を行う場所を準備する必要があります。 溶接機の動きを制限する異物や構造物があってはなりません。 引火しやすいもの、可燃性および爆発性の化合物を職場の近くに置くことは許可されていません。

職場が安全であることを確認した後、オーバーオールと保護具を着用し、次のことを行います。
- ワイヤとケーブルをインバータに接続します。
- 溶接棒をホルダーに挿入します。
- 溶接するワークピースに質量端子を接続します。
デバイスの助けを借りて、さまざまな製品を調理できます。
インバーター・アプリケーションの 3 つの主な機能
溶接ユニットを本来の目的で使用するには、まず電気アークに点火する必要があります。 これを行うには、電極の端を特定の角度で鋼(金属)の表面に近づけ、それに沿って軽い打撃運動を行います。 ロッドが正常に点火されると、小さな閃光が現れ、金属が溶け始めます。 溶接を開始できます。
プロセス中にロッドが溶接される表面から選択された電極の断面にほぼ等しい距離になるように金属を溶接する必要があります。 原則として、炭素鋼と他の多くの金属は、極性が直流に接続されています。 ただし、一部の合金は電流のみで溶接されます。 逆極性. それを忘れないでください。 計画されたイベントを実行するときは、結果として生じる縫い目の品質と製品の浸透を常に監視してください。
インバーターの溶接電流は非常に効率的に、同時にスムーズに調整されることに注意してください。 必要な値に調整しても問題ありません。 電流強度が低いと、接合部の溶接が不十分になる場合があります。 ただし、高すぎる電流を選択すると、表面が焼ける可能性があります。 薄肉(1.5mmまで)の溶接棒を使用する場合、1~3mmの厚さの金属でも問題なく溶接できます。
そのような作業を行うときの現在の強さは、通常20から60アンペアです。 より大きな断面積の電極を使用すると、厚さ 4 ~ 5 mm の金属を溶接することが可能になります。 この場合、約100アンペアの電流を選択する必要があります。 溶接プロセスが完了したら、結果のジョイントに形成されたスケールを(軽い打撃で)ノックアウトし、ブラシで継ぎ目をきれいにします。

このような単純なイベントは、その魅力的な外観を保証します. また、溶接の分野での最初のステップがうまくいかなくても、あまり動揺しないでください。 私を信じてください、その後の各溶接手順の実装により、はるかに良くなります。 この場合、実際の経験は、インバーターユニットを適切に使用する方法に関するすべてのアドバイスよりもはるかに重要です。
インバーターと溶接機自体の電極を選択するための 4 つのヒント
インバーターの品質は、使用する電極の種類とブランドに大きく依存します。 いくつかあります 一般的な推奨事項オプションで。 そのため、中炭素鋼と低炭素鋼は炭素電極で溶接することをお勧めします ( OZS-4、UONI 13/45、MR-3その他)。 しかし、ロッドで調理する方が良いです TSL-11、State Standard 10052に従って製造されています。ロッドを使用すると、鋳鉄の表面がしっかりと接続されます OZCH-2、ステンレス - TSL-11.
炭素含有量の少ない鋼を溶接する必要がある場合は、ルチルまたはイルメナイト組成でコーティングされたANOシリーズ電極を買いだめするのが最善です( ANO-4とANO-6それぞれ)。

複雑な溶接作業の実施の専門家は、UONI ブランドの電極を使用していることを付け加えます。 ただし、重要なパラメータを伴う負荷のない溶接の場合は、安価な ANO と MP-3 を使用することをお勧めします。 それらは、自宅または夏の別荘で行われるほとんどすべてのタイプの溶接に適しています。
- 溶接電流設定間隔 - 160 から 200 A (厚い金属製品や「エキゾチックな」合金で作られた構造物を溶接する予定がない場合は、電流強度の低いデバイスを購入できます);
- 電圧 アイドルムーブ- 最大90 V(この数値が50〜60 Vのユニットが市場に出回っています。プロの溶接工がアマチュアに購入を勧めているのはそれらです);
- 中断のないインストールの継続時間は 40 ~ 80% です (この値が大きいほど、溶接中に必要な「中断」が少なくなります)。

そして、もう1つの重要な推奨事項。 家庭の電気ネットワークが特に安定しておらず、定期的に電力サージが発生する場合は、発電機から動作できるインバーター機器を購入し、電圧を下げて (上げて) 使用することをお勧めします。 インバータの示された技術的能力は、そのパスポートに示されている必要があります。
溶接は、最近では 2 つの別々の金属部品を接合する最も一般的な方法です。 外から見ると、料理は単純で単純なように見えますが、実際には溶接工の職業は非常に複雑で、一定のスキルが必要です。 溶接プロセスを開始する前に、学ぶべきことや考慮すべきことがたくさんあります。
初心者の溶接工や高所で作業する専門家向けに、電気アーク溶接用のコンパクトで最新の装置 - インバーター - が発売されました。
溶接機は、電源と電極を使って作業を行います。
デバイスには次の 2 種類があります。
- インバーター;
- 変成器。
装置 変圧器タイプ使いやすいけど重くて 大きなサイズ、耐久性があり丈夫で、非常に信頼性があります。 動作には交流が必要です。 溶接には、フッ化カルシウムまたはルチル消耗電極が使用されます。 単位 効率が低い、およびで作られた溶接 変圧器装置、中品質です。 このタイプの電気溶接を使用する場合、溶接工の高い資格が必要です。
インバーターは、 直流で動作します、トランスとは対照的に。 装置回路の入力では、入力電圧が直流から交流に変換され、変圧器に入ります。 このタイプの溶接の主な違いは次のとおりです。
- 軽量;
- 可動性;
- コンパクトさ;
- フィールドで十分に実証されたデバイス。
- 入力電圧からの独立性;
- 経済。
デバイスを使用する場合、インバーターは非常に経済的です エネルギー損失が 10 分の 1 に変圧器モデルを使用する場合よりも。 デバイスの効率は 85 ~ 90% です。
インバーターの助けを借りて、小さな金属製品と大きな金属製品の両方を接続できます。 私たちの時代のインバーターは、溶接ユニットの分野で大きなブレークスルーになりました。古いかさばる変圧器は、サイズと使用の難しさから、日常の使用から徐々に置き換えられています。 インバーターは、価格と分類の両方であらゆる溶接機に利用できます。溶接プロセス自体の基本と原則を知っていれば十分です。
この小さな溶接機が消費する電力は、溶接プロセスを直接実行するアーク自体の動作にのみ使用されます。
インバーターの基礎
インバーター式溶接機は使い勝手が良く、経済的であるため、溶接経験のない初心者の方でも安心してご利用いただけます。 まず、それを理解する必要があります インバーターは電子溶接機です、それで作業するときの主な負荷は、電気ネットワークに送られます。
比較のために:古い変圧器溶接機をオンにすると、最大かつ強力な電気が発生したため、家のネットワークで停電が発生しました。 それどころか、インバーターには蓄電コンデンサーがあり、最初に電気を蓄積し、次に電気ネットワークの中断のない動作を保証し、電気アークを穏やかに点火します。
アクセス可能な形式でインバーター溶接のレッスンを学習し、個別に学習できます。 ご不明な点がございましたら、有益で必要なご提案をさせていただきます。 この記事では、溶接を開始する前に最初に注意する必要があることを説明します。
理解すべき重要なポイントは、インバーターの消費電力が電極の直径に直接関係しているという事実です。 使用する電極の直径が大きいほど、より多くの電力が必要になります。 したがって、作業を開始する前に、 お使いのデバイスが消費する電力のおおよその最大値を計算しますあなたの家の配線や電化製品を燃やさないように。
さらに、使用する電極の直径ごとに、最小推奨電流強度が必要です。つまり、電流強度を下げたい場合は、溶接できません。
実験して電流強度を上げたい場合は、継ぎ目自体が判明しますが、電極はすぐに燃え尽きたり固着したりします。 すでに理解しているように、溶接プロセスの重要な要素は、電極と機械の電流を正しく選択することです。
構造的に、電極は金属棒で構成され、その上に特殊な粉末組成が噴霧されます。 粉体塗装は、溶接部を周囲の空気に近づけるのに必要なバリアです。 環境 溶接部の形成に悪影響を与える、それを酸化させ、縫い目の品質を低下させます。 通常のアーク放電プロセスを維持するには、粉体塗装も必要です。
インバーターによる溶接には、電極UONI、MR、ANO、OZSが使用されます。 購入した電極の品質は、輸送および保管条件に大きく依存します。 必要な電極の直径は 2 ~ 5 mm です。 それはすべて、溶接する部品の材質と厚さによって異なります。
インバーターを使用する初心者のためのステップバイステップの説明
弧の長さ
これは、溶接プロセス中に金属と電極の間に形成される距離です。 溶接中は一定の正しい距離を維持することが重要です。
小さな隙間
小さなギャップの存在は、という事実につながります 金属が完全に温まる時間がありません、縫い目は凸状になり、側面は融合しません。
大きなギャップ
大きなギャップが存在すると、アークジャンプが発生し、貫通が妨げられます。これは、溶着される溶銑が不均一になることを意味します。
必要な正しい間隔
正しい一定の間隔を確保することで、良好な浸透と優れたシーム形成が得られます。
経験を積んで 円弧の長さを適切に制御できるようになりますこれにより、最良の結果が得られます。 アークはギャップを通過する際に溶融池を形成し、その過程で母材を溶かします。 また、溶融金属が浴に入るのを確実にします。
正しく形成された溶接シームとその欠陥
溶接の過程で、電極が急いで動くと、欠陥のある継ぎ目が形成されます。 バスラインは母材表面ラインよりも低い位置にあります。 点火されたアークが溶接中の金属に深く集中的に浸透すると、プールが押し戻されて継ぎ目が形成されます。 したがって、プロセスでは、溶接シームが溶接される金属のレベルにあることを確認する必要があります。
理想的な溶接シームは、ジグザグおよび円形の動きを形成するのに役立ちます。 円を描くように動きをするときは、継ぎ目をたどり、お風呂を均等に分配する必要があります。
電極が異なる方向にジグザグに移動する場合 良い縫い目が形成されます、縫い目の形成を制御する必要があります。 その過程で、最初に左端から縫い目を形成し、次にバスの中央、次に左側などから縫い目を形成します。
アンダーカットは、電極金属が不足している場合、槽が満杯の場合、移動する場合に形成されます。 アンダーカットの形成を避けるために、縫い目の外側の境界を観察し、バスを注意深く監視し、必要に応じてそれを薄くする必要があります。
浴を制御するために、電極棒の端にあるアーク電圧が適用されます。 ロッドを傾けている間、バスは伸びませんが、押します。 溶接プロセス中に電極がより垂直であるほど、溶接部が形成される凸部が少なくなることを覚えておいてください。
電極を垂直に保持すると、すべての熱がその上に集中するため、槽が押し下げられます。 同時に、周りによく広がり、とろけます。
電極を少し傾けると、すべての力が引き戻され、縫い目が浮きます (浮き上がります)。 電極の角度が大きいと、継ぎ目ベクトルに沿って力がかかり、熱浴を制御できなくなります。
浴槽を後ろに移動したり、縫い目を平らにしたりする必要がある場合は、電極の傾斜をさまざまな角度で適用します。 電極の作業は、45 度から 90 度までの角度から開始します。この角度により、バスと溶接を正常に制御できるからです。
インバーター溶接時の逆極性と正極性
逆極性では、製品への熱の入力が減少します。 溶融帯はかなり広いが、浅い。 観察できる 陰極洗浄効果溶接する面。
直接極性を使用すると、金属への熱の入力が減少します。 溶融帯は深く、同時に狭いです。
薄板のインバーター溶接工程
インバーターは、次のような多くの機能を備えているため、初心者の溶接機に適しています。
- ホットスタート - 溶接アークの初期形成に役立ちます。
- アークフォース - ワークピースから近い距離にある場合の電極の固着を防止します。 この機能は溶接電流を増加させます。
- アンチスティック - 電圧をオフにすることで、デバイスの過熱を防ぎます。
全て これらの機能は自動的に有効になります不測の危機的状況下で、初心者が良好なレベルで溶接作業を行うことができます。
薄い金属板に溶接シームを形成するために 良品質溶接されたシートに火傷はありませんでした。溶接プロセス中に継ぎ目が見えるようにする必要があります。
電極は、直径が小さいものを選択し、できるだけ金属に近づけて配置する必要があります。 次に、赤い斑点が形成され始めるまで待ちます。その下に金属の滴が形成され、薄い金属ブランクが接続されます。
薄い金属部品の表面に電極をゆっくりと導くと、金属滴が形成され、ワークピースを接続して溶接シームを形成します。
私たちの記事を読んだ後、電気溶接インバーターを適切に操作する方法を学びます。 溶接プロセスが簡単で楽しいものであることを願っています。 溶接プロセスを開始する前に、 インバーターのマニュアルと推奨事項を読む溶接機だけでなく、あなたの財産を損傷から保護するためにメーカーから。
2017 年 3 月 23 日
インバーター溶接で料理を学ぶ
溶接インバーターで適切に調理する方法を理解するには、まずこれらのデバイスが正確に何であるかを知る必要があります。 溶接インバーターはかなりコンパクトな設計で、通常の変圧器ベースの溶接機と比較して、ある場所から別の場所への移動がはるかに簡単です。 さらに、 現代のデバイスはるかに便利です。
少なくともそのおおよその構造を知っている場合にのみ、インバーターを使用して金属要素を十分に確実に溶接することができます。 まず第一に、この機器の設計はあまりスペースを取りません。必要なすべての部品は、長さが0.5メートルを超えず、通常は幅が20cmを超えない小さな金属製の箱に入れられます。高さ 30 cm、構造物の総重量は約 10 kg です。
その動作原理は発行することです 電流適切な強度と張力で。 インバーターは、溶接された表面の領域に直流を生成します。これは、家庭用ネットワークにある交流電圧 - 220 V から形成されます。
デバイスには常に 2 つの端子があります - 陰極または負に帯電した導体と陽極 - 正です。 それらの1つは電極を接続するために使用され、もう1つは溶接される金属に接続されます。 電圧が印加され始めた後、単一の 電子回路. その中にわずかな隙間を作ると、そのサイズはわずか数ミリメートル(原則として8以下)になり、この場所で空気がイオン化され、対応する電気アークが発生します。
インバーターで調理する方法を正しく学ぶためには、約7000度の温度で燃焼する電気アークで大部分の熱が正確に放出されることを理解する必要があります。 これにより、溶接された金属ブランクのエッジを定性的に溶かすことができます。
アークがスパークすると、金属の端だけでなく電極自体も溶け、その結果、これらすべての材料が互いに混ざり合います。 溶接作業が不十分な場合、通常、金属よりもはるかに密度の低いスラグが金属の厚さに残ります。 これにより、得られる溶接継手の品質が大幅に低下します。
通常、スラグは表面に出てきて、溶接される要素が空気中に含まれる酸素によって酸化されたり、窒素を吸収し始めたりすることを許可しません。 環境. 溶融金属が凝固し始めると、溶接継手が形成されます。
溶接作業の主なパラメータ
経験豊富な溶接工の経験から学ぶには、電流の極性などを理解する必要があります。これは、正と逆の可能性があるためです。 最初は、電流がカソードからアノードに流れる場合に形成されます。 逆極性は逆の状況で得られます。
人が正しく調理する方法を知っていれば、電流が流れ始める端子で最高温度が形成されることを理解するでしょう。 ストレート極性を使用する場合、直接ワークピースの温度が高くなります。 原則として、この技術の基礎を学び始めたばかりの溶接工がこの技術を使用しています。
逆極性では、電極でより高い温度が形成されます。 この技術は、わずかな厚さの金属シートを扱う場合や、ワークピースに損傷を与える可能性のある過熱にうまく反応しない金属を扱う場合に役立ちます。
電極または溶接ワイヤの厚さが重要な役割を果たします。 この指標は、溶接する部品の厚さに直接依存します。 原則として、現在の強さを選択するときは、この指標を撃退する必要があります。 電極の厚さが厚いほど、電流の強さを大きくする必要があることがわかります。
また、現在の強度インジケーターが持っていることも考慮に入れる必要があります 直接的な影響継ぎ目の位置 - 水平、垂直、天井など。 インバーター溶接の段階的な開発のために、対応する電流強度、電極直径、および関連するその他の重要な指標を示す表を注意深く検討する必要があります。 溶接作業.
インバーターの主な利点は何ですか?
インバーター機は、溶接にはるかに便利です。 ほとんどのプロの溶接機でさえ、この技術は原始的な変圧器よりもはるかに優れており、単純であると言います. この製品を使用することで、アークを簡単に形成できるだけでなく、最終的に可能な限り安定させることができます。
この効果により、過度に強い金属の飛散を防ぐことができます。 インバーターも種類が多いので良いです。 追加機能. 特に、最も 便利な機能いわゆる「ホットスタート」です。これにより、作業の最初の段階で溶接電流をできるだけ強くすることができます。 これにより、円弧の形成がはるかに簡単かつ迅速になります。
もうひとつの特徴は「ストロングアーク」。 この要素は、電極が溶接される要素に近すぎる場合にのみアクティブになります。 このようなイベントの発生により、デバイスは自動モードで電流を増加させます。 これにより、金属をできるだけ早く溶かして、電極がワークピースにくっつかないようにします。
3 番目の有用な品質は、アンチ ザリップ オプションです。 必要に応じて、電流をできるだけ低くして、電極を金属表面から非常に迅速に剥がして作業を続行できるようにします。 この機能は、ワークピースから電極を適切に剥がす方法をまだ完全に理解していない人にとって非常に便利です。
インバーターはかなり経済的な装置です。 直径3 mmの電極を考えると、それらを高品質に使用するには、4 kWの電力で電圧を設定するだけで十分です-これは通常の電極に完全に対応します 並列接続電気ケトル2つ。
電流消費に関する設計の費用対効果により、文字通り1シーズン以内に、インバーター溶接機のかなり高いコストを正当化できます。

どのような安全上の注意事項を守る必要がありますか?
インバーター溶接で調理する方法を理解するには、まず基本的な安全基準を理解する必要があります。 事実、溶接作業は人間の健康と生命にとって特に危険であるため、慎重に取り組む必要があります。
- 作業を開始する前に、すぐに発火する可能性のある木製の物やその他のものから隣接するスペースを掃除する必要があります。 この瞬間は、溶接を習得し始めたばかりの人々にとって非常に重要です。 電極、スラグ、溶融金属は非常に熱くなっているため、すぐに発火する可能性があります。
- 可能であれば、体全体を覆うタイトな服を着用する必要があります。長いタイトなズボン、長袖のジャケットまたはセーターです。 これは、溶融金属の滴が皮膚に付着して重度の熱傷を引き起こすことがないようにするためです。
- 目と顔は、ダークグラスまたはライトフィルターが組み込まれた特別なマスクで保護する必要があります。 日光は入りませんが、アークの燃焼は完全に見えます。また、このフィルターを使用すると、金属がどのように溶けて溶接が満たされるかを注意深く検討することもできます。
- アークが燃えるが金属溶接が起こらない場合、これは装置の誤動作または不十分な電流を示している可能性があります。 機器の作業パネルに追加できます。 これで問題が解決しない場合は、ツールの内部で何らかの故障が発生したに違いないため、ツールの電源をすぐに切る必要があります。 感電の原因となります。
- 湿気の多い天候、気温が低すぎる環境、およびその他の有害な大気現象での作業は、感電の原因となることも多いため、固く禁じられています。
- 保護ガラスなしで溶接作業の実施またはパフォーマンスを観察しないでください。これにより、角膜に重度の火傷が発生し、数日以内に回復する必要があります。 この計画のやけどは異なります。弱い程度は、目の前に明るい斑点が現れることを特徴としています。 中程度は目の砂の感じから始まります。 重度の場合、部分的または完全な視力喪失を引き起こす可能性があります。
アークを正しく照らす方法は?
インバータ溶接機で調理する方法を学ぶ方法を理解しようとしている人は、最初にアークを適切に打ち、作業中ずっとそれを燃焼させ続ける方法を練習する必要があります.
最初の段階では、使用する予定の極性 (直接または逆) に応じて、端子を接続する必要があります。 現時点で溶接の経験がない場合は、直接接続のみを使用してください。 初心者の溶接工は、ほとんどの金属に適したユニバーサル電極を使用することをお勧めします。それらの直径は 3 mm です。
より厚い電極の使用は、深刻なアーク変動と不安定なアーク燃焼を引き起こす可能性があるため、望ましくありません。 このような消耗品を扱うには、より優れたスキルが必要です。
最初は、電流を 100 A に設定する必要があります。習慣からマスクを使用すると、多少の不快感が生じる可能性がありますが、視力を維持するために犠牲にすることができます。 アークを直接点火する前に、金属の電極を軽くたたいて、コーティングを端から叩き落とす必要があります。
次のいずれかの方法でアークに火をつけることができます。
- 攻撃;
- 軽い接触。
考慮されたすべてのポイントを考慮に入れると、溶接インバーターで調理する方法を理解することはそれほど難しくありません. また、様々な素材に使用できます。