لحام المعادن بالموجات فوق الصوتية. اللحام بالموجات فوق الصوتية للمواد البلاستيكية - طريقة الاهتزاز عالي التردد
- معدات الموجات فوق الصوتية
- مبدأ تشغيل المعدات
استخدام الموجات فوق الصوتية يوسع حدوده. مثال على ذلك هو اللحام بالموجات فوق الصوتية. ويستند مبدأ عملها على عدد من القوانين الفيزيائية، والتي يمكن المضي قدما دون معرفة أعمال اللحامغير مستحسن.
جوهر عملية الموجات فوق الصوتية
أولاً، عليك أن تفهم أن جميع المواد الصلبة تتكون من ذرات مرتبة بترتيب معين (الشبكة البلورية). وجميع جسيمات المادة تؤدي حركات ترددية بالنسبة إلى موضعها. كلما زادت الطاقة الداخلية للمادة، زاد سعة الاهتزازات التي يتم إجراؤها.
في مثل هذه الحالة المثارة، يمكن لجزيئات المادة أن تفقد عددًا من الروابط مع الجزيئات المجاورة، مع زيادة المسافة بينها. في هذه الحالة، ولكن مع انخفاض في سعة الاهتزازات، تبدأ عملية إعادة تركيب الروابط داخل المادة. وهذه هي المهمة الرئيسية لأي لحام - ضمان اتصال موثوقمواد. والسؤال الوحيد هو كيفية إجبار الجزيئات على تلقي اضطراب إضافي من أجل زيادة سعة اهتزازها. هذا هو المكان الذي تأتي فيه الموجات فوق الصوتية للإنقاذ، حيث يتم توجيه الموجات فوق الصوتية إلى مكان الاتصال المقصود، حيث تحدث تحت تأثيرها عملية اضطراب الجزيئات الموصوفة مسبقًا في منطقة الاتصال. إن القوة الصغيرة التي تهدف إلى تقريب الأجزاء المراد لحامها من بعضها البعض كافية لكي تكون عملية تكوين مفاصل جديدة أمرًا لا مفر منه.
العودة إلى المحتويات
معدات الموجات فوق الصوتية

لا يتم تقسيم معدات اللحام بالموجات فوق الصوتية إلى أجزاء محددة.يتكون الجهاز الواحد من عدة عقد:
- مولد التذبذب الكهربائي.
- وحدة صوتية (تتضمن دليل موجي)؛
- آلية خلق الضغط
- معدات لمراقبة جودة العمل.
هل يستحق صنع مثل هذه السيارة بنفسك؟ وهذا ليس ضروريا، علاوة على ذلك، فإن تصنيعه سيتطلب الكثير من الحسابات الرياضية والفيزيائية. سيؤدي أدنى انحراف عن المعلمات المحددة إلى حقيقة أنك لن تكون قادرا على تحقيق ظاهرة الرنين عند نقطة الاتصال، وفقا لذلك، لن تتلقى جزيئات المادة اضطرابا إضافيا وسوف تتحول المفصل الملحوم ذات نوعية رديئة أو لا على الإطلاق.
العودة إلى المحتويات
مبدأ تشغيل المعدات
يتم حساب تركيب اللحام بالموجات فوق الصوتية حتى أصغر التفاصيل، وهذا هو السبب في أنه يعمل بدقة. يقوم المولد بإنشاء اهتزازات كهربائية يتم تحويلها إلى موجات صوتية عالية التردد. تتميز الموجات الصوتية بالمرونة، لذا تنتقل عبر موجهات موجية، مصنوعة على شكل أنابيب أو قضبان مجوفة، إلى نقطة التلامس بين الأجزاء.
تحتوي الجزيئات على تردد اهتزاز معين، لذا فإن الموجات الصوتية الإضافية المتزامنة في التردد تسبب رنينًا في موقع اللحام - زيادة حادة في السعة. وهذا ضروري لربط المواد. إن الإزاحة الطفيفة لهم في اتجاه بعضهم البعض تكفي حتى تبدأ جزيئات الأسطح في التلامس. ل مواد مختلفة، كما ذكرنا من قبل، هناك حاجة إلى ترددات اهتزاز مختلفة وفقًا لذلك، لتثبيت اللحام بالموجات فوق الصوتية، هناك حاجة إلى معدات دقيقة تخلق ترددًا معينًا.
يكاد يكون من المستحيل صنع مثل هذا الجهاز بنفسك.
العودة إلى المحتويات
أين يتم استخدام هذه الطريقة؟

اللحام بالموجات فوق الصوتية ليس كذلك طريقة عالميةمواد التثبيت. إنه مثالي لربط جميع المواد تقريبًا، ولكن الأجزاء المراد ربطها لا ينبغي أن تكون ذات أبعاد خطية كبيرة أو يجب أن تكون مختلفة مستوى عالاللدونة.
اللحام بالموجات فوق الصوتية للمعادن السميكة غير مربح وغير عملي. تخمد الموجات الصوتية بكثافة المادة ولا تصل إلى نقاط بعيدة عند نقطة التلامس. وفي هذه الحالة تتسبب ظاهرة التشتت في ظهور موجات صوتية ثانوية لا تؤدي إلا إلى التداخل الظواهر الرنانةفي بيئة كثيفة. يزداد اتساع الاهتزازات الجزيئية في كامل حجم المادة تقريبًا، مما يؤدي إلى زيادة طاقتها الداخلية (ارتفاع درجة حرارة الجسم).
يعتبر لحام المواد الأكثر ليونة أكثر كفاءة: البلاستيك والبلاستيك والبوليمرات الأخرى. لا تنتشر فيها الموجات الثانوية عمليا، حيث يتم إدخال الجزيئات عند نقطة التلامس بسرعة إلى حالة نشطة، ويكون اتصالها سريعًا وموثوقًا.
ولهذا السبب، فإن الموجات فوق الصوتية مطلوبة حاليًا بشكل أكبر. يتم استخدامه ك الإنتاج الصناعيوفي الورش المتخصصة. يعتبر اللحام باستخدام الموجات فوق الصوتية ذا أهمية خاصة عند إصلاح المنتجات حيث يكون من المستحيل استخدام اللحام، مصحوبًا باستخدام مصدر حرارة مفتوح أو يؤدي إلى تغير ملحوظ في درجة حرارة الجزء الذي يتم إصلاحه.
عيب آخر للحام بالموجات فوق الصوتية هو أن الأسطح المراد لحامها يجب أن تكون مباشرة على الجهاز. وهذا يستلزم عمل إضافيلتفكيك الأجزاء التالفة وإعادة تجميعها على وحدة معينة.
عند اللحام بالموجات فوق الصوتية، يتم تشكيل وصلة دائمة من خلال التأثير المشترك على أجزاء من اهتزازات القص الميكانيكية من تردد الموجات فوق الصوتية (f = 20...230 كيلو هرتز)، وهي قوة ضغط صغيرة نسبيًا يتم تطبيقها بشكل عمودي على الأسطح التي يتم لحامها والضغط الحراري. تأثيرها بسبب الاحتكاك أثناء حركاتها الترددية. ونتيجة لذلك، لوحظ تشوه طفيف في البلاستيك في منطقة اللحام.
في اللحظة الأولى لعمل الاهتزازات فوق الصوتية، يحدث احتكاك جاف على الأسطح الملحومة، مما يؤدي إلى تدمير الأكسيد والأغشية الممتزة. وبعد ظهور السطوح اليافعة تتحول عملية الاحتكاك الجاف إلى احتكاك نقي يصاحبه تكوين وحدات قابضة. يتم تسهيل الإمساك من خلال السعة الصغيرة لاهتزازات أسطح الاحتكاك والطبيعة الترددية لهذه الاهتزازات.
للحصول على اهتزازات ميكانيكية ذات تردد فوق صوتي، يتم استخدام تأثير التضيق المغناطيسي الذي اكتشفه ر. جولين في عام 1847. وهذا التأثير هو أنه تحت تأثير المتغير المجال المغنطيسي، موجهة على طول الدائرة المغناطيسية، فهي تقصر أو تطول.
المكون الرئيسي لآلة اللحام بالموجات فوق الصوتية هو محول التقبيق المغناطيسي (الشكل 1) ، والذي يتم تشغيل لفه بواسطة تيار تردد فوق صوتي يبلغ 20 ... 180 كيلو هرتز من مولد. يعمل محول الطاقة المغناطيسي 1 المبرد بالماء على تحويل طاقة التيار عالية التردد إلى اهتزازات ميكانيكية. تنتقل الاهتزازات المرنة عالية التردد عبر الدليل الموجي على شكل حركات ميكانيكية طولية إلى الطرف العلوي
عند اللحام، يتم تثبيت المنتج 4 بين الأطراف، حيث يتم تطبيق القوة اللازمة لخلق الضغط أثناء عملية اللحام.
أنماط اللحام بالموجات فوق الصوتية الأكثر شيوعًا هي البقعة والتماس والكفاف. بالنسبة للحام البقعي، يتم استخدام اللكمات الفولاذية المستديرة أو ذات الأشكال الأخرى كنصائح لحام التماس، ويتم استخدام بكرات فولاذية.
أرز. 1. مخطط التثبيت للحام بالموجات فوق الصوتية:
1 - محول التقبُّض المغناطيسي؛ 2 - الدليل الموجي. 3 - نصائح؛ 4- الأجزاء المراد لحامها .
المعلمات الرئيسية لأنماط اللحام بالموجات فوق الصوتية: طاقة المحول والتردد وسعة اهتزازات الأداة وقوة الضغط ووقت اللحام.
يتم تحديد قوة محول الطاقة بالموجات فوق الصوتية اعتمادًا على سمك وخصائص الأجزاء المعدنية الملحومة. عادة ما تكون 4...6 كيلو واط. يعد مدى اهتزاز الأداة (عادة في حدود 10...20 ميكرومتر) أحد أهم خصائص عملية اللحام، مما يؤثر على خصائص الوصلة الملحومة وقوتها.
قوة الضغط ضرورية لضمان الاتصال الجسدي المطلوب بين الأجزاء. هو 100...2000 كيلو نيوتن. تعتمد قوة الاحتكاك عند إزاحة الأجزاء بالنسبة لبعضها البعض تحت تأثير الاهتزازات فوق الصوتية أيضًا على قوة الضغط.
وقت اللحام له أيضًا تأثير كبير على قوة الوصلة الملحومة. مع وقت لحام قصير، يصبح الاتصال هشا، لأن زوايا المقبض تشغل جزءا صغيرا من سطح الاتصال. إذا كان وقت اللحام طويلا جدا، فإن الخدوش العميقة من الأقطاب الكهربائية تتشكل على الأجزاء، ويلاحظ فشل التعب في المفصل الملحوم وضبط الأقطاب الكهربائية مع الأجزاء. زمن اللحام للتوصيلات الموضعية هو 0.5…3 ثانية.
تكون عملية اللحام بالموجات فوق الصوتية مصحوبة بإطلاق الحرارة عند نقطة تكوين المفصل نتيجة الاحتكاك عند التلامس بين الأجزاء. درجة الحرارة القصوىفي منطقة اللحام لا تتجاوز 0.5…0.7 درجة حرارة الانصهار. وفي بعض الحالات، يتم تسخين الأجزاء قبل اللحام.
التسخين المسبق يقلل من وقت اللحام ويزيد من قوة المفاصل. ومع ذلك، أيضا ارتفاع درجة الحرارةلا يسمح التسخين بزيادة القوة بسبب زيادة سيولة المعدن وما ينتج عن ذلك من تدهور في انتقال الموجات فوق الصوتية إلى منطقة اللحام.
كشفت التجربة الحالية في استخدام اللحام بالموجات فوق الصوتية عن المزايا التالية لهذه الطريقة:
1. اللحام بالموجات فوق الصوتية يسمح لك بربط معادن مختلفة؛ يمكن لحام الألومنيوم والنحاس والنيكل بشكل جيد، ويمكن لحام الفولاذ عالي السبائك بشكل مرضي. تم الحصول على المركبات من عدد من المعادن المقاومة للحرارة - النيوبيوم والتنتالوم والموليبدينوم والتنغستن. تم إحراز تقدم كبير في لحام المعادن مع غير المعادن (أشباه الموصلات والزجاج وبعض المواد الأخرى). وباستخدام الموجات فوق الصوتية يتم لحام الأجزاء البلاستيكية والحصول على وصلات للأنسجة البيولوجية، وهو أحد الأمثلة الفريدة لاستخدام اللحام بالموجات فوق الصوتية ويتميز في نفس الوقت بقدراته الواسعة.
2. من الممكن توصيل الأجزاء الرفيعة والرفيعة جدًا، وحزم رقائق اللحام، ويمكنك لحام الجلود الرقيقة والرقائق بعناصر الهيكل الداعم، والتي يكون سمكها غير محدود عمليًا.
3. يحدث اللحام بالموجات فوق الصوتية في حالة صلبة دون تسخين كبير لموقع اللحام، مما يجعل من الممكن توصيل المعادن النشطة كيميائيا أو أزواج المعادن.
4. ليس هناك حاجة للتنظيف الأولي لسطح الجزء، وبالتالي يمكن لحام الأجزاء المكسوة والمؤكسدة.
5. تسبب قوى الضغط الصغيرة تشوهًا طفيفًا في سطح الأجزاء عند نقطة اتصالها.
6. اللحام بالموجات فوق الصوتية أكثر اقتصادا لأنه يتم استخدامه معدات اللحام قوة منخفضة. على سبيل المثال، للاتصال لحام البقعةيتطلب الألومنيوم بسماكة 1 مم آلة بقوة 100...150 كيلوواط، للحام بالموجات فوق الصوتية لنفس الاتصال - 2.5...5 كيلوواط.
عيوب اللحام بالموجات فوق الصوتية هي كما يلي. بادئ ذي بدء، يقتصر سمك الأجزاء الملحومة على 2.0 ملم. للحصول على سمك أكبر، من الضروري زيادة تردد التذبذب، مما يؤدي إلى تدمير الدليل الموجي. عدم استقرار معلمات اللحام بسبب عدم استقرار كمية الطاقة التي تدخل منطقة اللحام بسبب الانحرافات في حجم الأجزاء والحالات المختلفة لأسطحها وعدم الاستقرار في تشغيل مولد الموجات فوق الصوتية وآلية الضغط وما إلى ذلك. يسبب تقلبات كبيرة في القوة المفاصل الملحومة.
لقد وجد اللحام بالموجات فوق الصوتية تطبيقًا واسعًا لربط الأجزاء الرقيقة في صناعة الأدوات، وصناعة الإلكترونيات وخاصة في الإلكترونيات الدقيقة، وكذلك لأفلام البوليمر والبوليمرات.
اللحام بالموجات فوق الصوتية: الجوهر والمجالات الرئيسية للتطبيق.
اللحام بالموجات فوق الصوتيةالمعادن - عملية الحصول على اتصال دائم في الطور الصلب، حيث يتم إنشاء مناطق صغيرة على الأسطح المراد لحامها ويتم ضمان الاتصال الجسدي بينها بواسطة أداة خاصة في ظل العمل المشترك لقوة الضغط العادية والنسب العرضية المتناوبة إزاحة السعة الصغيرة على قطع العمل. تحدث هذه الإزاحات بتردد فوق صوتي في المستوى من جزء إلى جزء، ومع القوة الطبيعية فإنها تسبب تشوهًا بلاستيكيًا للمخالفات الدقيقة في الطبقة السطحية للمعدن وإخلاء الملوثات من منطقة اللحام (الشكل 1). .
صفحات أخرى ذات صلة
اللحام بالموجات فوق الصوتية
تنتقل الاهتزازات الميكانيكية بالموجات فوق الصوتية إلى موقع اللحام من الأداة من خلال سماكة مادة الشغل من جانبها الخارجي. يتم تنظيم العملية بطريقة تمنع الانزلاق الكبير للأداة والدعم على طول أسطح قطع العمل. يصاحب مرور الاهتزازات عبر الأجزاء المعدنية تبدد الطاقة بسبب الاحتكاك الخارجي بين الأسطح الملحومة في الفترة الأولية (مصدر الحرارة المسطح) والاحتكاك الداخلي في حجم المادة الموجودة بين الأداة والدعامة الموجودة أسفلها. ظروف الاهتزازات فوق الصوتية الشديدة بعد تكوين منطقة الإعداد (فقد التباطؤ، مصدر الحرارة الحجمي). ويتجلى ذلك في زيادة درجة الحرارة فيما يتعلق بقيم (0.4...0.7)T pl. الزيادة في درجة الحرارة بدورها تسهل تشوه البلاستيك. يقدم تراكب الاهتزازات فوق الصوتية خصوصية معينة في سلوك المعدن وحركية عملية اللحام ككل. الحركات العرضية في مستوى قطعة العمل والضغوط التي تسببها، والتي تعمل جنبًا إلى جنب مع ضغوط الضغط من قوة اللحام P (حالة الإجهاد المعقدة)، تحدد تشوه البلاستيك الشديد في أحجام صغيرة من الطبقات القريبة من السطح. في هذه الحالة، تكون قيمة ضغوط الضغط العادية أقل بكثير من مقاومة الخضوع للمواد التي يتم لحامها. تكون هذه العملية مصحوبة بسحق وإزالة ميكانيكية لأغشية الأكسيد والملوثات الأخرى. يتم تسهيل تشوه البلاستيك عن طريق تقليل قوة إنتاج المعدن عند مرور الاهتزازات فوق الصوتية من خلاله.
رسم. 1. مخططات الأنظمة التذبذبية النموذجية للحام المعادن بالموجات فوق الصوتية: أ - الطولي. ب - عرضية طولية. ج - الطولي العمودي. ز - الالتوائية. 1 - محول الطاقة الكهربائية الصوتية. 2 - وصلة الموجة. 3 - العزل الصوتي. 4 - طرف اللحام. 5- الأجزاء المراد لحامها.التطبيق الصناعي.
اللحام بالموجات فوق الصوتيةتستخدم لربط الرقائق والصفائح والأسلاك الرفيعة نسبيًا، وما إلى ذلك. وتُفضل هذه العملية بشكل خاص لربط المواد غير المتشابهة. مجالات الاستخدام: الإلكترونيات الدقيقة، إنتاج أجهزة أشباه الموصلات، السخانات ثلاجات منزلية، وأدوات الميكانيكا الدقيقة والبصريات، وربط نهايات لفات المواد الرقيقة المختلفة (النحاس والألومنيوم والنيكل وسبائكها).
القدرات التكنولوجية للطريقة.
أسهل طريقة لربط المعادن المرنة (الفضة، النحاس، الألومنيوم، النيكل، الذهب، إلخ) باستخدام هذه الطريقة هي مع بعضها البعض ومع مواد صلبة منخفضة اللدونة. ومع زيادة الصلابة، تتدهور هذه الطريقة. يمكن لحام الفراغات المعدنية بالزجاج والسيراميك والمواد شبه الموصلة (السيليكون والجرمانيوم). يتم لحام المعادن المقاومة للحرارة بنجاح: التنغستن، التنتالوم، الزركونيوم، النيوبيوم، الموليبدينوم. من الممكن لحام قطع العمل من خلال طبقة مكونة من معدن ثالث، فمثلاً يتم لحام الفولاذ بالصلب من خلال الألومنيوم. يتم لحام المعادن المطلية بطبقة من الأكسيد الاصطناعي والأكاسيد الطبيعية والورنيش والبوليمرات وما إلى ذلك بنجاح.
عند لحام المعادن، فإن النوع الرئيسي للاتصال هو اتصال متداخل مع التصاميم الهيكلية المختلفة لعناصره (الشكل 2). يمكن إجراء اللحام عند نقطة واحدة أو عدة نقاط، كخط متصل، على طول محيط مغلق. في بعض الحالات، يؤدي التشكيل المسبق الخاص لنهاية السلك الفارغ إلى إنشاء مفاصل على شكل حرف T بين السلك والمستوى. من الممكن اللحام بالموجات فوق الصوتية لعدة قطع عمل في نفس الوقت (في العبوة).
نطاق سمك المعدن الملحوم محدود الحد الأعلى. مع زيادة سمك قطعة العمل، من الضروري استخدام اهتزازات ذات سعة أكبر للتعويض عن فقدان الطاقة في سمك المادة. يُسمح بزيادة السعة حتى حد معين، ويرتبط ذلك بخطر حدوث تشققات التعب، مع تكوين خدوش كبيرة من الأداة على سطح قطعة العمل. ومن الناحية العملية، يتم لحام العناصر المسطحة التي يتراوح سمكها من 3...4 ميكرون إلى 0.5. .. 1 مم أو القطر 0.01..0.5 مم. يمكن أن يكون سمك الجزء الثاني الملامس للعنصر الداعم أكبر بكثير. هناك حالات معروفة للحام بالموجات فوق الصوتية باختلافات في السماكة ≥1:1000. الحد الأدنى للسمك القابل للحام هو 3...4 ميكرون.
إن المدة القصيرة للبقاء في درجات حرارة مرتفعة تجعل من الممكن الحصول على مركبات عالية الجودة من مواد مختلفة تكون عرضة لتكوين مركبات بين المعادن. أثناء اللحام، تغير المادة الملحومة خصائصها قليلاً ولا تتلوث بالشوائب الأجنبية. تتميز المركبات بتجانس كيميائي عالي. استخدام اللحام بالموجات فوق الصوتية يخلق ظروف صحية جيدة.
تنجم بعض الصعوبات العملية عن التحكم في أحد المعالم الرئيسية للعملية - سعة التذبذبات.
عند استخدام اللحام بالموجات فوق الصوتية، يجب أن يؤخذ في الاعتبار خطر فشل التعب للمفاصل المصنوعة بالفعل في الأجزاء. يمكن أن تدور قطع العمل بالنسبة لبعضها البعض أثناء اللحام. تبقى المسافات البادئة من الأداة على سطح الأجزاء الملحومة. تتمتع الأداة نفسها بعمر خدمة محدود بسبب التآكل سطح العمل. يتم لحام مادة الجزء في نقاط منفصلة عن الأداة مما يؤدي إلى تآكلها. الإصلاح محفوف ببعض الصعوبات، لأن الأداة هي عنصر من عناصر تصميم واحد غير قابل للفصل للوحدة الصوتية، وأبعادها وتكوينها مصممة بدقة لتردد التشغيل.

الشكل 2. الأنواع الرئيسية للوصلات المعدنية الملحومة: أ - التداخل؛ ب - حسب النقوش. ج - مع سحق الحواف. ز - عنصر مستدير متوازي مع عنصر مسطح ؛ د - بعقب عنصر مستدير بعنصر مسطح ؛ ه - عناصر صليبية مستديرة ؛ ز - عناصر مستديرة ومتوازية؛ ح - أجزاء وأفلام متعددة الطبقات؛ و، ك - الزاوي.
تحضير السطح.
طريقة اللحام بالموجات فوق الصوتية لا تتطلب تعقيدا التحضير الأولي. لزيادة ثبات جودة الاتصال، قد يكون من المستحسن ببساطة إزالة الشحوم من أسطح الأجزاء باستخدام مذيب. إن عملية نقل الطاقة إلى قطع العمل الملحومة، والتي تحدد حركية اللحام، تحدث في ظل ظروف الاحتكاك المتغيرة باستمرار بين الأجزاء المتصلة ومع بعضها البعض ومع الأداة.
اختيار معلمات وضع اللحام.
المعلمات الرئيسية للعملية هي سعة اهتزازات الجزء العامل من الأداة ، ميكرون ؛ القوة الساكنة الضاغطة P، N؛ وقت اللحام ر، ق؛ تردد التذبذب و، كيلو هرتز.
عادة ما يتم اختيار قيم معلمات الوضع تجريبيا بناء على معالجة نتائج الاختبارات الميكانيكية لسلسلة من العينات الملحومة عن طريق تغيير أحد المعلمات ضمن حدود معينة وبقيم ثابتة للآخرين. تسلسل الاختيار المعتاد هو: P - t - A. تقع قيم معلمات اللحام بالموجات فوق الصوتية ضمن الحدود التالية: P = 0.3...4000 N (تنطبق القيم الأصغر على حالة اللحام بسماكات صغيرة)؛ أ = 14...25 م كم؛ و= 15...75 كيلو هرتز؛ ر = 0.1...4ث.
عند اختيار معلمات وضع اللحام بالموجات فوق الصوتية لحالة معينة، يجب مراعاة ما يلي. إذا تم تنفيذ العملية بشكل صحيح، فإن نسبة قوى الاحتكاك في أزواج: أداة - جزء، جزء - دعم، جزء - جزء يجب أن يكون بحيث لا يوجد انزلاق كبير للأداة والدعم على طول سطح الشغل. إلى حد كبير، يمكن تنظيم ظروف الاحتكاك من خلال التغيرات في قوة الضغط الساكنة. عند انخفاض P، تنزلق الأداة فوق الجزء ويصبح اللحام بالموجات فوق الصوتية مستحيلاً. تؤدي الزيادة المفرطة في هذه المعلمة إلى تشوهات بلاستيكية كبيرة في قطع العمل (الخدوش) وتجعل عمليات إزاحة القص النسبية في المستوى من جزء إلى جزء مستحيلة. إن عدم وجود احتكاك خارجي بين أسطح قطع العمل في الفترة الأولية لا يسمح بالتخلص من الملوثات السطحية التي تسبب ضعف جودة المفاصل.
مع زيادة سمك المادة الملحومة وحجم نقطة اللحام، يجب أن تزيد قيمة قوة الضغط. يجب أيضًا أن يزيد اتساع التذبذبات بشكل متناسب. تتطلب الزيادة في قوة الضغط وسعة الاهتزاز مزيدًا من المدخلات لجهاز الموجات فوق الصوتية. الطاقة الكهربائية. يصاحب نقل سلالات القص عبر سماكة معدن قطعة العمل إلى مستوى اللحام تبديد الطاقة في المادة، مما يؤثر في النهاية على سعة الإزاحات النسبية للجزء - الجزء.
لذلك، مع زيادة سمك قطعة العمل، من الضروري تعيين قيم سعة أعلى، وكلما زاد معامل الاحتكاك الداخلي للمادة، زادت السعة. يعد حدوث تلف الكلال أمرًا نموذجيًا بشكل خاص بالنسبة للمواد المعالجة على البارد. في مثل هذه الحالات، يمكن استخدام التقسية الأولية لقطع العمل، إن أمكن، ولكن تظل الطريقة الأكثر فعالية هي تقليل سعة الاهتزاز إلى حد معين.
أثناء التوصيلات متعددة النقاط، وكذلك عند لحام قطع العمل ذات الأشكال الهندسية المعقدة والكبيرة الأبعاد الشاملةلتجنب تدمير كل من النقاط المكتملة بالفعل والمواد الأساسية، يمكنك استخدام المشابك الخاصة مع حشوات مطاطية تحد من منطقة تأثير الاهتزازات فوق الصوتية على المادة. يمكن أن توفر الزيادة في التردد بعض التعويض عن سعة التذبذبات للحفاظ على الطاقة الصوتية المتوفرة. تعتبر هذه التقنية أكثر ملاءمة كلما كانت المادة الملحومة أرق. ومع ذلك، فإن التبديل إلى تردد آخر ممكن فقط عند استخدام المعدات نظام مكبر الصوتوالذي تم تصميمه لهذا التردد.
تعد مدة عملية اللحام هي المعلمة الأقل أهمية ويتم اختيارها كلما زاد طول سمك المادة وصلابتها وقلت الطاقة الموردة للأداة. يتم تنظيم عملية لحام المعادن بالموجات فوق الصوتية بمرور الوقت.
في حالة استخدام مخطط يجمع بين اللحام بالموجات فوق الصوتية مع التسخين من مصدر خارجي، فمن الضروري تحديد معلمات النبض الحراري وتحديد لحظة تطبيقه. الدورة المثالية لحام المعادن المرنة هي دورة مع تأخير النبض الحراري نسبة إلى لحظة تشغيل الموجات فوق الصوتية. إذا كانت مادة الشغل صلبة نسبيًا، فمن المستحسن تشغيل الموجات فوق الصوتية بعد بعض التسخين. يستخدم هذا النوع من الأساليب في إنتاج الهياكل الإلكترونية الدقيقة.
مخططات تدفق اللحام.
تختلف مخططات اللحام بالموجات فوق الصوتية الحالية في طبيعة اهتزاز الأداة (الطولية، والانحناء، والالتوائية)، وموقعها المكاني بالنسبة لسطح المنتج الذي يتم لحامه، وطريقة نقل قوة الضغط إلى قطعة العمل، وتصميم الدعم. العنصر (انظر الشكل 2). بالنسبة للحام المعادن الموضعية والتماسية والكنتورية، يتم استخدام خيارات ذات اهتزازات طولية ومنحنية. يمكن دمج تأثير الاهتزازات فوق الصوتية مع التسخين النبضي المحلي لقطع العمل من مصدر حرارة منفصل. وفي الوقت نفسه، يتم تحقيق بعض المزايا التكنولوجية: القدرة على تقليل سعة التذبذبات والوقت وقوة إرسال الموجات فوق الصوتية. تعد خصائص الطاقة للنبض الحراري ووقت تطبيقه على الموجات فوق الصوتية من معلمات العملية الإضافية.
من الصعب تخيل آلية أو هيكل لا يتطلب توصيل الأجزاء والأجزاء والمواد الفردية. غالبًا ما يكون التواصل ضروريًا ليكون جامدًا ومتجانسًا. في مثل هذه الحالات استخدم خيارات مختلفةلحام الطريقة العالمية المناسبة للمعادن والبلاستيك هي اللحام بالضغط بالموجات فوق الصوتية.
إيجابيات وسلبيات استخدام الموجات فوق الصوتية
يمكن أن تحدث اهتزازات الوسط المرن بترددات مختلفة. اعتمادًا على التردد، يتفاعل الوسط بشكل مختلف مع الاهتزازات. في التكنولوجيا والطب، أصبحت الاهتزازات بالموجات فوق الصوتية أو الاهتزازات بتردد أكثر من 20 كيلو هرتز منتشرة على نطاق واسع.
مثير للاهتمام! تدرك الأذن البشرية التذبذبات ذات التردد من 16 كيلو هرتز إلى 02 كيلو هرتز وتنتمي إلى مجال الأصوات المسموعة. الموجات فوق الصوتية تعني ما هو أبعد مما يُنظر إليه على أنه صوت.
أحد مجالات تطبيق الموجات فوق الصوتية هو لحام المواد المختلفة. يستخدم اللحام بالموجات فوق الصوتية على نطاق واسع، وخاصة في إنتاج هذه المواد والمواد والأجهزة:
- أشباه الموصلات.
- الأجهزة الدقيقة والعناصر الدقيقة للإلكترونيات؛
- المكثفات والصمامات والمرحلات والمحولات.
- سخانات للثلاجات المنزلية؛
- أجهزة الميكانيكا الدقيقة والبصريات
- المفاعلات.
- ربط نهايات لفات المواد الرقيقة المختلفة (النحاس والألومنيوم والنيكل وسبائكها) في خطوط المعالجة الخاصة بها.
تعد صناعة السيارات أيضًا أحد مستهلكي قدرات الموجات فوق الصوتية.
وبالإضافة إلى ذلك، هذه هي الطريقة الوحيدة للاتصال مواد البوليمرفيما بينهم.
مثل أي عملية تكنولوجية، اللحام بالموجات فوق الصوتية له إيجابيات وسلبيات. مزايا طريقة الاتصال هذه هي:
- تسخين الأجزاء الملحومة التي لا تتجاوز حدود التشوه البلاستيكي؛
- انخفاض استهلاك الطاقة.
- المرحلة الأولية لإعداد الأجزاء تتكون من إزالة الشحوم منها.
- لأعمال اللحام من هذا النوع لا توجد قيود على نوع السطح. يمكن أن يكون هذا سطحًا مؤكسدًا ومكسوًا بطبقة عازلة.
- القدرة على لحام المواد من مختلف الأشكال، على سبيل المثال، المعادن والبلاستيك والبوليمرات؛
- إمكانية استخدام صفائح رقيقة جدًا في أعمال اللحام؛
- يمكن لهذا النوع من اللحام أن يجمع مواد ذات هياكل مختلفة في حزمة واحدة؛
- مناسبة للعمل مع المعادن التي تكون أنواع اللحام الأخرى مستحيلة بسبب خصائصها (الموليبدينوم، التنغستن، التنتالوم، الزركونيوم)؛
- سرعة العملية ومستوى كبير من الأتمتة؛
- التماس لحام عالية القوة؛
- لا يتم إطلاق أي مواد ضارة أثناء التشغيل.
تشمل العيوب آثار ضارةالموجات فوق الصوتية على جسم الإنسان والحاجة إلى الضغط الأولي للأجزاء الملحومة. تعتبر مولدات الموجات فوق الصوتية عالية التقنية أيضًا من العيوب.
رأي الخبراء! الأجزاء السميكة ليست مناسبة للحام بالموجات فوق الصوتية، حيث يتم فقدان الجودة، وهو ما يرتبط بالخصائص الفيزيائية للعملية نفسها.
الأساس المادي لاستخدام الموجات فوق الصوتية في اللحام
لتنفيذ أعمال اللحام، يتم استخدام المعدات التي تتكون من عدة وحدات:
- مزود الطاقة؛
- وحدة التحكم في دورة اللحام التكنولوجية؛
- نظام تذبذب ميكانيكي
- محرك الضغط.
يتم تعيين المهام الرئيسية للعملية التكنولوجية للنظام التذبذبي الميكانيكي. يقوم بالخطوات التكنولوجية التالية:
- يتحول الطاقة الكهربائيةإلى ميكانيكية
- ينقل الطاقة الميكانيكية إلى منطقة اللحام.
- مزامنة المقاومة الداخلية للأجزاء الملحومة مع مقاومة الحمل؛
- ينسق حجم المنطقة التي يتم فيها إدخال الطاقة مع معلمات الباعث؛
- يركز الطاقة
- يوفر المؤشر المطلوب للسرعة التذبذبية للباعث.
 مصدر الاهتزازات الميكانيكية هو محول كهروميكانيكي مصنوع من مواد ذات خصائص مغناطيسية أو كهربائية. يمكن أن يكون النيكل، بيرمندور، تيتانيوم الباريوم. في مثل هذه المواد، يتم إنشاء مجال كهرومغناطيسي متناوب الإجهاد الميكانيكيمما يسبب تشوهات مرنة. بعد ذلك، يتم تركيز الطاقة ونقلها إلى طرف اللحام - الدليل الموجي، ويزيد سعة الاهتزازات الميكانيكية.
مصدر الاهتزازات الميكانيكية هو محول كهروميكانيكي مصنوع من مواد ذات خصائص مغناطيسية أو كهربائية. يمكن أن يكون النيكل، بيرمندور، تيتانيوم الباريوم. في مثل هذه المواد، يتم إنشاء مجال كهرومغناطيسي متناوب الإجهاد الميكانيكيمما يسبب تشوهات مرنة. بعد ذلك، يتم تركيز الطاقة ونقلها إلى طرف اللحام - الدليل الموجي، ويزيد سعة الاهتزازات الميكانيكية.
إذا تم تطبيق اهتزازات التردد فوق الصوتي على الأجزاء، فسوف تنشأ ضغوط القص فيها. تسبب هذه الضغوط تشوهًا بلاستيكيًا للمادة التي تصنع منها الأجزاء الملحومة. الاهتزازات الميكانيكية بتردد أعلى من 20 كيلو هرتز عند نقاط التلامس مع المادة الملحومة ستصبح مصادر لزيادة درجة الحرارة بسبب قوى الاحتكاك. يتم تقريب الأسطح المتصلة من المسافات التي تدخل فيها قوى التفاعل بين الذرات حيز التنفيذ.
رأي الخبراء! إن الاقتراب من المسافات دون الذرية ممكن بسبب اللدونة العالية للطبقات العليا من المعدن مع زيادة درجة الحرارة، وكذلك تدمير الأكسيد والأغشية الدهنية وتبخر الرطوبة.
بعد أن تتجمع الأسطح المراد لحامها، يحدث الاتصال بسبب الانتشار الحراري لذرات الطبقات السطحية.
الخصائص الرئيسية لمعدات اللحام بالموجات فوق الصوتية:
- قوة الضغط - من 0.1 كيلو نيوتن إلى 2 كيلو نيوتن؛
- يتراوح استهلاك الطاقة من 4-6 كيلو فولت.
- وقت عمل اللحام - ما يصل إلى 3 ثوان؛
- سعة الاهتزازات الميكانيكية - من 10 إلى 20 ميكرون
تتيح لك هذه المؤشرات لحام أجزاء يبلغ سمكها حوالي 2 مم، ولكن العنصر الثاني يمكن أن يكون له سمك أكبر، والذي يتجاوز في بعض الأحيان 1000 مرة. 
كيفية لحام البوليمرات معا
وترتبط أهمية استخدام الموجات فوق الصوتية في أعمال اللحام أيضًا بالقدرة على إجراء اللحام بالموجات فوق الصوتية للمواد البوليمرية. تعمل الاهتزازات فوق الصوتية على زيادة الخواص البلاستيكية للبوليمرات حيث يحدث التلامس. عند الاتصال الأولي، يتم كسر الروابط الكيميائية ويتم تنشيط جزيئات البوليمر. ثم، بسبب التفاعل الكيميائي، يتم ملاحظة التفاعل على أسطح المفاصل.
يؤدي تشوه البوليمر بتردد يتوافق مع الموجات فوق الصوتية إلى تسخينه إلى درجة حرارة معينة. يجب أن تتوافق درجة الحرارة هذه مع حالة معينة من المادة:
- للبوليمرات غير المتبلورة - حالة السوائل اللزجة؛
- للبوليمرات البلورية جزئيا - ذوبان.
هذه الحالة من المواد تعزز الانتشار.
تختلف بعض مراحل اللحام بالموجات فوق الصوتية للمواد البلاستيكية عن عملية مماثلة في المعادن. ويمكن تعريفها بهذا الترتيب:
- اتصال مولد الاهتزاز بالموجات فوق الصوتية.
- تحويل الاهتزازات فوق الصوتية إلى اهتزازات طولية ميكانيكية؛
- خلق ضغط ثابت.
- توصيل الدليل الموجي، مما يخلق قوة ديناميكية ويزيد أيضًا من درجة الحرارة في منطقة اللحام.
مع هذا المخطط، يقع كلا النوعين من القوى في نفس المستوى، وهو عمودي على موقع السطح المراد لحامه. غالبًا ما تستخدم هذه الطريقة في لحام المواد التي تختلف تمامًا في نوع الروابط الكيميائية: البلاستيك والمعادن والسيراميك المعدني.
تُستخدم الاهتزازات فوق الصوتية حاليًا على نطاق واسع في مختلف الصناعات وفي دراسة الظواهر الفيزيائية. تتميز المرحلة الحالية من تطوير تكنولوجيا الموجات فوق الصوتية بتحسين الأساليب التي تم تطويرها مسبقًا وتوسيع عدد المجالات الجديدة لتطبيق اختبار الموجات فوق الصوتية.
يتطور الاستخدام الصناعي للاختبارات بالموجات فوق الصوتية في اتجاهين:
تطبيق موجات منخفضة الشدة (تذبذبات منخفضة الطاقة)(0.8¸12.0 ميجاهرتز) ð للكشف عن العيوب والقياسات والإنذارات وأتمتة الإنتاج وما إلى ذلك.
تطبيق الاهتزازات عالية الطاقة (موجات عالية الكثافة)للتأثير النشط على المواد ومختلفها العمليات التكنولوجيةð تنظيف الأجزاء ولحام المعادن والبلاستيك والتصنيع وما إلى ذلك.
تم استخدام الموجات فوق الصوتية ذات الكثافة المنخفضة والتردد العالي (MHz) في التكنولوجيا لأكثر من 60 عامًا.
اهتزازات بالموجات فوق الصوتية ذات كثافة عالية (أكثر من عدة واط/سم2) و وتم استخدام =18¸44 كيلو هرتز للتأثير النشط على المواد والعمليات التكنولوجية لمدة 40 عامًا تقريبًا.
في تكنولوجيا اللحام يتم استخدام الموجات فوق الصوتية في المجالات التالية:
لتحسين الخواص الميكانيكية للوصلة الملحومة عند تعرضها لحوض اللحام أثناء عملية التبلور. يحدث تحسين الخواص الميكانيكية للمفصل الملحوم بسبب تحسين هيكل معدن اللحام وإزالة الغازات.
مثل مصدر الطاقةللحصول على وصلات النقطة والتماس (خاصة في الإلكترونيات الدقيقة)، تعمل الاهتزازات فوق الصوتية على تدمير الأفلام الطبيعية والاصطناعية بشكل فعال، مما يجعل من الممكن لحام المعادن بسطح مؤكسد، ومغطى بطبقة من الورنيش، وما إلى ذلك، ومن الممكن الانضمام إلى أنحف رقائق معدنية.
تعمل الموجات فوق الصوتية على تقليل أو إزالة الضغوط والتشوهات الكامنة التي تحدث أثناء اللحام. يمكنه تثبيت المكونات الهيكلية لمعدن الوصلة الملحومة، مما يلغي احتمالية التشوه التلقائي للهيكل الملحوم بمرور الوقت.
لتقييم جودة الوصلات الملحومة (كشف الخلل بالموجات فوق الصوتية) من مختلف المعادن والسبائك.
ملحومة بالموجات فوق الصوتية معظمالبوليمرات البلاستيكية الحرارية (مثل البوليسترين).
تم إجراء التجارب الأولى على اللحام بالموجات فوق الصوتية (USW) للمعادن في ألمانيا في الفترة من 1936 إلى 1937، وبدأ العمل على إنشاء المعدات وتكنولوجيا اللحام بالموجات فوق الصوتية في الولايات المتحدة في أوائل الخمسينيات.
في اتحاد الجمهوريات الاشتراكية السوفياتية، ظهرت الأعمال الأولى في اختبار المعادن بالموجات فوق الصوتية في عام 1958.
يتم تنفيذ أعمال البحث والتطوير في مجال التحكم بالموجات فوق الصوتية بواسطة VNIISO Leningrad ومدرسة بومان التقنية العليا في موسكو وNIITOP Nizhny Novgorod وغيرها.
عملية لحام المعادن بالموجات فوق الصوتية
عند اللحام بالموجات فوق الصوتية، يتم تشكيل اتصال دائم للمعادن من خلال العمل المشترك للاهتزازات الميكانيكية عالية التردد على الأجزاء وقوى الضغط الصغيرة نسبيًا المطبقة بشكل طبيعي على سطح التلامس ( و=10¸100 كيلو هرتز، سعة الاهتزاز x=1¸100 ميكرومتر).
وعادة ما يستخدمون للحصول على اهتزازات ميكانيكية عالية التردد تأثير التضيق المغناطيسي. يتكون من تغيير أبعاد بعض السبائك تحت تأثير مجال مغناطيسي متناوب.
تستخدم محولات الطاقة بالموجات فوق الصوتية عادةً سبائك النيكل النقي أو الحديد والكوبالت. التغير في أبعاد المواد المقيدة مغناطيسيًا صغير جدًا: بالنسبة للنيكل، فإن استطالة التقبيق المغناطيسي هي 40×10 -6. لذلك، لزيادة سعة وتركيز الطاقة للاهتزازات، وكذلك لنقل الاهتزازات الميكانيكية إلى موقع اللحام، يتم استخدام أدلة الموجات، والتي عادة ما يكون لها شكل مستدق. عادة ما يكون معامل قوة أدلة الموجات 5، وتكون السعة عند نهاية الدليل الموجي عند تسكعينبغي أن يكون 20¸30 ميكرون. أظهرت تجربة اللحام الدقيق بالموجات فوق الصوتية أن قيم سعة الاهتزاز x = 1¸3 ميكرومتر تضمن بالفعل تكوين اتصال موثوق.
تنقل الأدلة الموجية الطاقة المتذبذبة لموجة مستوية من محول الطاقة المغنطيسي إلى طرف اللحام (الأداة)
الشكل 1. ظهور أدلة الموجات
عامل التضخيم لسعة الإزاحة التذبذبية عند d 1 ¹d 2 К у =d 1 2 /d 2 2، حيث d 1, d 2 هي أقطار طرفي الإدخال والإخراج للدليل الموجي.
الوحدة الرئيسية لآلة الموجات فوق الصوتية هي محول الطاقة المغناطيسي. مخطط اللحام البقعي الخاص به هو كما يلي.
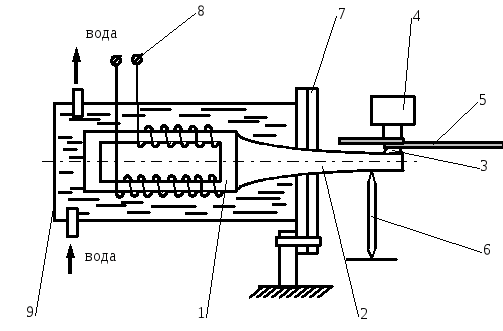
1-محول التضيق المغناطيسي. 2-الدليل الموجي؛ 3- النتوء؛ ضغط 4 محركات (آلية الضغط) ؛ 5- المنتج؛ 6-دعم البندول. 7-الحجاب الحاجز. 8-الرصاص الحالي. 9- غلاف تبريد مائي .
الشكل 2. مخطط التثبيت للحام البقعة

1-محول التضيق المغناطيسي. 2-الدليل الموجي؛ 3-أسطوانة اللحام؛ 4-أسطوانة الضغط؛ 5- المنتج؛ غلاف 6 محول. 7-الإمداد الحالي لمحول الطاقة المغنطيسي. محرك 8 دوران. 9-إمدادات مياه التبريد.
الشكل 3. مخطط التثبيت لحام التماس بالموجات فوق الصوتية
يتم تشغيل لف محول الطاقة المغنطيسي بواسطة تيار عالي التردد من مولد بالموجات فوق الصوتية. يتم نقل الاهتزازات الميكانيكية وتضخيمها بواسطة الدليل الموجي. يوجد نتوء عملي في نهاية الدليل الموجي. أثناء اللحام، تنتقل الاهتزازات المرنة عالية التردد عبر الدليل الموجي إلى نتوء العمل في شكل حركات ميكانيكية أفقية ذات تردد عالٍ.
تعتمد مدة عملية اللحام على المعدن الذي يتم لحامه وسمكه؛ وبالنسبة للسماكات الصغيرة يتم حسابها بأجزاء من الثانية.
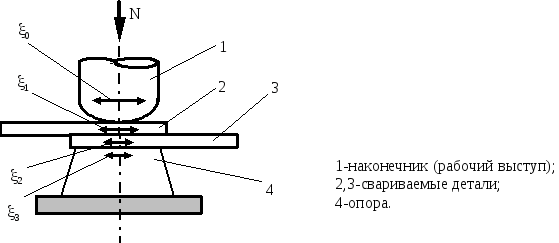
الشكل 4. مخطط عملية الاختبار بالموجات فوق الصوتية للمعادن
يتم استقطاب اهتزازات الطرف في مستوى يتوافق مع سطح اللوحة العلوية.
اهتزازات الطرف (نتوء العمل، الأداة) تسبب اهتزازات في الصفائح والدعم بسعات x 1، x 2، x 3، و x 0 >x 1 >x 2 >x 3، لأنه في كل جزء من "جزء الطرف" "المناطق" ، "الجزء الجزئي" ، "الدعم الجزئي" ، يتم امتصاص طاقة الاهتزاز.
تبدأ عملية اللحام بتفاعل الخشونة الدقيقة للأسطح المتصلة تحت تأثير القوة N، ويحدث تشوهها.
بعد تشغيل العلاج بالموجات فوق الصوتية، نتيجة للاهتزازات النسبية للأسطح المتصلة، تتعرض المخالفات الدقيقة الملامسة للتحول وتتشوه جزئيًا، وتقترب من بعضها البعض، وتنظف السطح، وتظهر مناطق الإعداد، وما إلى ذلك.
في اللحظة الأولى للاهتزازات بالموجات فوق الصوتية، يحدث احتكاك جاف على الأسطح الملحومة، مما يؤدي إلى تدمير أفلام الأكسيد وأفلام الغازات والسوائل الممتزة. وبعد تكوين السطوح اليافعة تتحول عملية الاحتكاك الجاف إلى احتكاك نقي يصاحبه تكوين وحدات قابضة. يتم تسهيل الاستيلاء من خلال السعة الصغيرة لاهتزازات أسطح الاحتكاك والطبيعة الترددية لهذه الاهتزازات.
لم تكشف الدراسات المعدنية لعينات من معادن مختلفة ملحومة تحت أوضاع لحام مختلفة (الطاقة، المدة، عند ضغوط مختلفة) عن وجود هيكل مصبوب في منطقة اللحام أو تعرض المعدن لدرجات حرارة عالية. ثبت أن درجة الحرارة في منطقة اللحام ليست أعلى من 0,6 على درجة حرارة الانصهار.
وترد في الجدول 1 بعض البيانات عن درجة الحرارة (t°) في منطقة اللحام.
الجدول 1
|
مادة |
وضع اللحام | |||
|
مدة اللحام، ق |
ضغط P، كجم (دان) | |||
|
الألومنيوم | ||||
ونتيجة لذلك، لوحظ تشوه طفيف في البلاستيك (5¸20%) من أبعادها الأصلية في منطقة اللحام.
يتم تحديد قابلية اللحام للمعادن بالموجات فوق الصوتية من خلال:
خواصها الفيزيائية والميكانيكية عند درجة حرارة اللحام؛
خصائص النظام التذبذبي الميكانيكي، نوع المعالجة السطحية قبل اللحام، إلخ.
عندما يتم لحام الوصلة الملحومة بشكل صحيح، تكون قوتها مساوية لقوة المعدن الأساسي.