Druty do lutowania i cynowania. Nauka lutowania przewodów - uwzględnienie wszystkich niuansów lutowania
Czasami muszę lutować w pracy iw domu. Wydawałoby się, że ten biznes może być trudny, ale umiejętność dobrego lutowania to tak naprawdę umiejętność, która przychodzi tylko z praktyką. W tym przypadku jest wiele tajemnic. Wszystkie są oczywiście dla mnie niedostępne, ale podzielę się z Wami tutaj czymś.
Pierwszym i głównym sekretem jest prawidłowe użycie lut i topnik. Lut to niskotopliwy stop używany do lutowania przewodów, wyprowadzeń części i różnych wtyczek. Najlepsze lutowie, naturalnie czysta cyna. Ale jest drogi i rzadko używany. Podczas lutowania części radiowych stosuje się głównie luty cynowo-ołowiowe, które pod względem wytrzymałości na lutowanie niewiele ustępują czystej cynie. Wcześniej oznaczano je trzema literami - POS - lut cynowo-ołowiowy, po których następowała dwucyfrowa liczba określająca procentową zawartość cyny, np.: POS-40, POS-60. Do zwykłego lutowania POS-60 nadaje się do prostego amatora lub dowolnego lutu sprzedawanego nawiniętego na plastikowe cewki lub na materiał filmowy.
Topnik jest przeciwutleniaczem. Służą do tego, aby części lub przewody przygotowane do lutowania nie utleniały się podczas lutowania. Bez topnika lut nie będzie przylegał do metalowej powierzchni. Topniki mają szeroką gamę. Do naprawy przyborów metalowych stosuje się kwas lutowniczy, czyli roztwór cynku w kwasie solnym. Nie zaleca się lutowania elementów radiowych takim topnikiem, ponieważ z czasem zniszczy to lutowanie. Do komponentów radiowych stosuje się topniki, które nie zawierają kwasów, na przykład kalafonia. Tak, zwykła kalafonia sosnowa.
Do lutowania w trudno dostępnych miejscach radzę użyć specjalnego topnika. Możesz przygotować go sam: kalafonię należy zmielić na proszek, następnie dodać alkohol borowy lub glicerynę. Mieszając roztwór patyczkiem, wlewaj kalafonię, aż powstanie gęsta papkowata masa. Topnik najlepiej nakładać pędzlem lub cienkim sztyftem. Można go również kupić. Nazywa się LTI.
Kolejną tajemnicą jest czystość grotu lutownicy i jej blask. Trudno lutować z brudnym żądłem, lut stopi się, ale nie przyklei się do żądła. Żądło należy oczyścić i pocynować - pokryć cienką warstwą lutowia. Oznacza to, że zanurz podgrzaną końcówkę w kalafonii, a następnie dotknij nią lutowia. W procesie lutowania grot zostanie pokryty ciemną powłoką oksydacyjną, która będzie przeszkadzać w lutowaniu. Ogólnie rzecz biorąc, żądło powinno być okresowo czyszczone i konserwowane.
Trzecią tajemnicą, czyli warunkiem lutowania, jest czystość lutowanych powierzchni. Muszą być wypolerowane na połysk. Odizolowany przewodnik należy położyć na kalafonii i podgrzać lutownicą. Kalafonia szybko się stopi, a lut, który będzie na lutownicy, rozleje się po przewodniku. Najważniejsze, aby nie przesadzać, ponieważ wielu części nie można zbytnio nagrzać.
Czwarta tajemnica to prawidłowe podłączenie przewodów i dobre ogrzewanie miejsca lutowania części. Jeśli potrzebujesz przylutować dwa przewody, ściśnij je lub mocno skręć. Potraktuj to miejsce topnikiem i dotknij lutownicy kroplą lutowia na końcu grotu. Po podgrzaniu lut rozprzestrzeni się i wypełni szczeliny między przewodami. Płynnymi ruchami lutownicy równomiernie rozprowadź lut na całej powierzchni lutowniczej. Czas lutowania nie powinien przekraczać pięciu sekund. Lut szybko twardnieje i mocno łączy części. Jest tu kolejny mały sekret. Nie ruszaj szybko lutowanymi częściami przez co najmniej 10 sekund.
Dziękuję wszystkim za poświęcenie minuty.
Lutowanie przewodów lutownicą nie jest trudne, więc nawet niedoświadczony elektryk poradzi sobie z tą metodą łączenia przewodów miedzianych. Następnie podpowiemy, jak prawidłowo wlutować przewody w Skrzynka przyłączeniowa- miejsce prowadzenia instalacji elektrycznej w pomieszczeniach. Technologia będzie dostarczana krok po kroku, ze zdjęciami i przykładami wideo, aby lepiej zrozumieć, jak lutować ze sobą dwa przewody. Od razu zwracamy uwagę na to, że powiemy Ci, jak lutować miedziane pasma. Wynika to z faktu, że przewody aluminiowe nie są już praktycznie używane w domu. Zgodnie ze standardami GOST zaleca się ominięcie połączenia różnych metali nieżelaznych (przewody aluminiowe i miedziane), dlatego jedyną bezpieczną opcją dla prywatnego domu i mieszkania jest lutowanie miedzianych rdzeni kablowych.
Krok 1 — Przygotuj narzędzie
Najpierw musisz przygotować lutownicę do lutowania drutów własnymi rękami. Wystarczy dokładnie wyczyścić końcówkę z resztek lutowia lub innych możliwych zanieczyszczeń.
Możesz użyć do tego zwykłego pliku. Dodatkowo należy przygotować lut i topnik, bez których nie będzie możliwe przylutowanie przewodów lutownicą. Jeśli chodzi o lut, do lutowania pasm można użyć stopu cyny i ołowiu lub specjalnego gwintu, jak pokazano na poniższym zdjęciu. 
Topnik jest niezbędny, aby lut równomiernie pokrywał lutowane materiały podczas lutowania. Ponadto topnik odciąża przewodniki miedziane z warstwy tlenkowej, co znacznie pogarsza niezawodność połączenia. Jako topnik możesz użyć kalafonii lub specjalnego kwasu lutowniczego. Obie opcje są popularne wśród rzemieślników. 
Kolejnym ważnym etapem przygotowań jest stworzenie odpowiedniego miejsca pracy. Musisz mieć w pobliżu gniazdo i stojak na lutownicę, aby technologia lutowania drutów własnymi rękami była bezpieczna.
Przy okazji możesz, co nie zajmie dużo czasu i wysiłku. Domowe urządzenie będzie Ci służyło przez długi czas, o czym sam możesz się przekonać!
Krok 2 - Cynowanie
Więc jeśli potrzebujesz przylutować dwa przewody zasilające między sobą, to pierwszą rzeczą, którą należy zrobić, to usunąć izolację polietylenową i ocynować gołe rdzenie, zwłaszcza jeśli są bardzo cienkie. Przewód linkowy jest najpierw skręcany przed lutowaniem, po czym jest traktowany topnikiem, na który nakładana jest cienka warstwa podgrzanego lutowia. Pamiętaj, aby przygotować końcówkę lutownicy przed lutowaniem - zanurz ją w topniku (w tej samej kalafonii, jak pokazano na zdjęciu), a następnie w cynie, aby końcówka była pokryta niewielką warstwą lutowia.

W przypadku lutowania jest to dość proste do wykonania - najpierw należy na kalafonię nałożyć goły rdzeń, a następnie podgrzać to miejsce lutownicą tak, aby druty były zanurzone w topniku. Następnie musisz go zdobyć i równomiernie przetworzyć lutem ze wszystkich stron. Aby nanieść rozgrzany stop cyny i dobrze prowadzić na powierzchnię, podczas cynowania przewijaj drut w dłoniach. Jeśli chcesz podłączyć przewody w skrzynce połączeniowej, możesz dla wygody użyć kwasu zamiast kalafonii. Wystarczy po prostu nałożyć go pędzlem na powierzchnię, którą trzeba przylutować. 
Jeśli rdzenie są duże (grube), cynowanie odbywa się w ten sam sposób. Jedyna różnica polega na tym, że nie jest konieczne wstępne skręcanie żył, jak w przypadku przewodu wielodrutowego.
Po zakończeniu cynowania możesz przystąpić do procesu lutowania. Od razu zwracamy uwagę na fakt, że prace należy wykonywać tylko przy wyłączonym prądzie. Lutowanie przewodów pod napięciem jest surowo zabronione!
Krok 3 - Przylutuj przewody
Cóż, ostatnią rzeczą, jaka pozostała, jest przylutowanie dwóch przygotowanych przewodów w skrzynce rozdzielczej. Wystarczy skręcić lub ułożyć przewody jeden na drugim i podgrzać złącze lutownicą. Lut stopi się, a po stwardnieniu bezpiecznie się połączy przewodniki elektryczne. Rozważaliśmy porady dotyczące osobno. 
Ważny punkt - nie przesuwaj rdzeni podczas lutowania, w przeciwnym razie połączenie nie będzie wystarczająco niezawodne.
Należy również zauważyć, że wstępne cynowanie nie może być wykonywane, ale wystarczy skręcić przewody w skrzynce przyłączeniowej, przetworzyć je topnikiem i odpowiednio lutować. Nie zalecamy jednak lutowania w ten sposób, ponieważ w tym przypadku połączenie będzie o rząd wielkości gorsze.
Ostatnim akcentem jest izolacja chłodzonego obszaru. O tym, co ci powiedzieliśmy. Najlepiej indywidualnie zaizolować każdy rdzeń taśmą elektryczną i zastosować ją na wierzchu rurki termokurczliwe. Na poniższym filmie możesz zobaczyć szczegółowo całą procedurę lutowania:
Nauka lutowania przewodów lutownicą
Warto wiedzieć!
Powyżej powiedzieliśmy ci, jak prawidłowo przylutować przewody w skrzynce przyłączeniowej, ale ta procedura nie zadziała, jeśli musisz przylutować styki do taśmy diodowej lub nawet na płytce (chip). Więc zapewniamy krótka recenzja możliwe technologie lutowania:
- . Jeśli potrzebujesz podłączyć taśmę LED, czyli przylutować styki od zasilacza z wyprowadzeniami na taśmie (miedziane kółka), to najpierw ocynuj przewody plus i minus, a następnie potraktuj wyprowadzenia na taśmie kwasem i stopionym kroplowo lutować na nich. Pozostaje tylko docisnąć przewody do złącza i podgrzać je lutownicą. Po stwardnieniu lutowia uszczelnij odsłoniętą powierzchnię za pomocą pistoletu do klejenia na gorąco lub koszulki termokurczliwej.
- Pracuj z deskami. Jeśli zdecydujesz się lutować przewody w mikroukładzie, technologia lutowania będzie już bardziej odpowiedzialna. Do przylutowania kondensatora, tranzystora, rezystora lub tej samej diody LED potrzebna jest lutownica o mocy od 5 do 20 watów. Mocniejsze urządzenie może przegrzać deskę, a wtedy twoje wysiłki pójdą na marne. Ponadto żądło musi być bardzo cienkie, ponieważ. nadmiar cyny będzie działał jak swetry, które z kolei będą się „zwierać”.
- Lutowanie słuchawek. Jeśli nagle zdecydujesz się na naprawę słuchawek z wtykiem 3,5, które często pękają w okolicy złącza, to najpierw obejrzyj filmy w Internecie, które pokazują, jak nauczyć się lutować cienkie druciki emaliowane z jedwabną nicią w środku. W skrócie - będziesz musiał ściągnąć emalię na miedź, wykonać cynowanie a potem tylko przylutować wtyczkę do przewodów.
Jeśli weźmiemy pod uwagę metody lutowania, to praca wykonywana przez lutownicę jest najczęstsza i najwygodniejsza. Mimo to lutowanie lutownicą ma dwa ważne ograniczenia, które należy wziąć pod uwagę przy wyborze metody. Lutowanie lutownicą powinno odbywać się tylko lutami niskotopliwymi i trudno jest wykonać niezbędne manipulacje, jeśli lutowane części są zbyt masywne.
Tę ostatnią trudność można pokonać, korzystając z dodatkowych źródeł ciepła, takich jak kuchenka gazowa lub elektryczna, palnik gazowy. Korzystając z tych źródeł, możesz osiągnąć pożądany efekt, podgrzewając lutowaną część, chociaż skomplikuje to cały proces.
Aby rozpocząć proces lutowania, potrzebujesz przygotuj odpowiednie narzędzie i materiały specjalne. Przede wszystkim oczywiście potrzebna jest sama lutownica i jasne jest, że nie można obejść się bez topnika i lutu.
Specjaliści rozróżniają następujące rodzaje narzędzi lutowniczych:
Najpopularniejszymi urządzeniami do lutowania są lutownice elektryczne ponieważ są łatwe w użyciu i łatwe do zdobycia. Pożądane narzędzie lutownicze dobierane jest w zależności od jego mocy, która pokazuje poziom przepływu ciepła kierowanego do lutowanych części.
Poprawne będzie lutowanie elementów elektronicznych urządzeniem, którego moc nie przekroczy 40 watów. Jeśli lutowane części mają ścianki lub druty, które nie przekraczają jednego milimetra, wówczas należy wybrać narzędzie w zakresie 80–100 watów. Jeśli ściana części ma dwa milimetry lub więcej, potrzebna moc wynosi ponad 100 watów. Właśnie takie potężne narzędzia to lutownice młotkowe zasilane energią elektryczną, które mają moc 250 watów, a także wyższą. Tak potężne urządzenia są z reguły wymagane w przemyśle, w którym trzeba lutować duże części. Cena takiego sprzętu innego niż AGD jest odpowiednio wysoka.
Przewodność cieplna lutowanego materiału należy również wziąć pod uwagę przy wyborze mocy lutownicy. Na przykład podczas lutowania wyrobów stalowych powinien być w stanie mniej nagrzanym niż podczas pracy ze strukturą miedzianą.
Lutowie
Do lutowania elektronarzędziem używa się czystej cyny, cyny-ołowiu, cyny-srebra i innych rodzajów lutów.
Jeśli konieczne jest lutowanie naczyń używanych do gotowania, prawidłowe będzie użycie tylko czystej cyny.
Topniki
Według ekspertów materiały takie jak brąz, srebro, srebro niklowe, miedź, cyna, złoto, mosiądz i ołów są dobrze lutowane. Całkiem do przyjęcia możesz lutować nikiel, stale niskostopowe i węglowe, cynk. Do materiałów trudnych w obróbce należą aluminium, stal nierdzewna, a także chrom, stale wysokostopowe, brąz aluminiowy, żeliwo, magnez i tytan. W praktyce można zauważyć, że tylko nieprzygotowana część lub drut, błędnie dobrany topnik i błędnie dobrana temperatura obróbki prowadzą do złego lutowania.
Tak więc właściwie dobrany topnik jest kluczem do perfekcyjnie wykonanej pracy przy minimalnych kosztach czasu i fizycznych. To właśnie topnik odpowiada za to, czy pożądany metal będzie lutowany, jaka będzie wytrzymałość połączenia, jak trudno będzie przejść przez cały proces. Całe zadanie topnika polega na zniszczeniu warstwy tlenkowej lutowanego metalu.
Topnik „Kwas lutowniczy”, który odnosi się do kwaśnych topników aktywnych, nie może być używany do lutowania części elektronicznych. Ze względu na swoją agresywność topnik taki może powodować korozję. Ale to właśnie ta właściwość pozwoli idealnie połączyć metalowe części. Zatem im bardziej odporny chemicznie metal, tym zastosowany topnik powinien być bardziej aktywny. Ale nie wolno nam zapominać, że pozostałości aktywnych topników muszą zostać usunięte po zakończeniu procesu.
Do lutowania konstrukcji stalowych za efektywne topniki uważa się wodny roztwór chlorku cynku i wytworzone na tej bazie kwasy lutownicze. W chwili obecnej producenci wprowadzili szeroką gamę mocnych topników, które mogą być również wykorzystywane do lutowania.
Podczas pracy z Stal nierdzewna w przeciwieństwie do stali niskostopowych i węglowych należy stosować bardziej aktywne topniki, które zniszczą warstwę trwałych tlenków pokrywających powierzchnię stali nierdzewnej.
Zastanawiając się, jak lutować produkty żelazne za pomocą lutownicy, oczywiste jest, że lutownica elektryczna nie będzie odpowiednia do tych celów, ponieważ nie będzie w stanie wykonać przydzielonego jej zadania. Konieczne jest lutowanie żeliwa tylko przez lutowanie w wysokiej temperaturze.
Aby wykonać wysokiej jakości prace ze stalą nierdzewną, konieczne jest zastosuj kwas fosforowy(F-38). Ponieważ najlepiej pokonuje odporną na tlen warstwę pokrywającą ten materiał.
Ocynkowane żelazo z łatwością pozwoli lutować topnik, który zawiera chlorek cynku, alkohol etylowy, chlorek amonu, kalafonię (LK-2).
Nie wszystkie urządzenia i materiały są niezbędne do wykonywania prac lutowniczych. Ale wszystkie upraszczają i sprawiają, że praca z lutownicą jest wygodniejsza i wygodniejsza.
Stojak na narzędzia lutownicze jest potrzebny nie tylko ze względu na wygodę, ale także bezpieczeństwo. Aby zapewnić, że rozgrzana końcówka urządzenia nie dotyka ciał obcych, które mogą zostać uszkodzone przez taki kontakt.
Istnieją trzy opcje uzyskanie takiego niezbędnego urządzenia:
- Stojak sprzedawany jest w komplecie z lutownicą.
- Zakupione.
- Produkowane niezależnie z arkusza cienkiej puszki.
Do usuwania nadmiaru lutowia służy specjalny oplot wykonany z cienkiego topnika okablowanie miedziane. Jego odwinięty koniec jest nakładany na lut, a następnie dociskany lutownicą. Następnie cały nadmiar lutowia za pomocą sił kapilarnych można w nim zebrać, jak w bibule. Zużytą końcówkę warkocza, która jest już nasycona lutowiem, odcina się i wyrzuca.
Podczas lutowania bardzo odpowiednie będzie posiadanie urządzenia, które zwany „trzecią ręką”. To urządzenie ze swoimi zaciskami rozwiązuje problem katastrofalnego braku rąk podczas procesu lutowania, gdzie lutownica trzymana jest w jednej ręce, a lut w drugiej. Dodatkowo urządzenie to może być również wyposażone w lupę, która pomoże Ci lepiej zobaczyć lutowane drobne elementy lub cienki drut.
I oczywiście nie można obejść się bez procedur lutowania bez pęsety, zacisków, szczypiec. W końcu części mogą się bardzo nagrzać i nie będzie można ich trzymać rękami.
Technika lutownicza
Istnieje kilka sposobów pracy z lutownicą:
- Dostawa lutowia z końcówki narzędzia bezpośrednio do żądanych części.
- Dostawa lutowia bezpośrednio na obszar lutowanej części.
Ale zanim zaczniesz lutować, musisz zrobić manipulacje przygotowawcze ze szczegółami. Przygotowanie polega na zamocowaniu części, podgrzaniu lutownicy i zwilżeniu miejsca lutowania topnikiem.
W przypadku lutowania w pierwszy sposób, niewielka ilość lutowia topi się na lutownicy i dociska jej końcówkę do niezbędnych miejsc na lutowanych częściach. Stały ruch końcówki lutownicy wzdłuż zamierzonego szwu przyczynia się do idealnego rozprowadzenia lutowia na lutowanej powierzchni.
W drugiej wersji lutowania należy najpierw podgrzać potrzebne części lutownicą do wymaganej temperatury lutowania, a następnie lut podaje się od końca do końca pomiędzy potrzebne części lub na lutowaną powierzchnię. Lut po stopieniu wypełni szczelinę między częściami, co zapewni pożądany efekt.
Cynowanie drutu
Cynowanie to proces pokrywania górnej warstwy metalu lutem. Taka operacja jest wykonywana zarówno jako operacja przygotowawcza przed lutowaniem, jak i jako niezależna operacja.
Najczęstszym kierunkiem, w którym stosuje się cynowanie, jest cynowane końce przewody elektryczne . Jak prawidłowo lutować druty lutownicą i wytwarzać cynowanie, aby uzyskać pożądany efekt, rozważymy szczegółowo.
W zależności od tego, z czego wykonane są przewody i w jakim stanie znajdują się w czasie pracy, różni się również obróbka, jakiej muszą być poddane.
Do cynowania najlepiej nadaje się drut z litej miedzi. Nowy drut nie jest chroniony tlenkami, więc nie trzeba nim manipulować, aby go wyczyścić. Proces polega na nałożeniu topnika na końcówkę drutu, na gorący koniec lutownicy, a lutownica jest prowadzona wzdłuż drutu, próbując obrócić drut.
W niektórych przypadkach, gdy dyrygent nie zamierza majstrować, może pomóc zwykły tablet. Może się to zdarzyć, jeśli drut jest lakierowany lub emaliowany. W takim przypadku jest to konieczne tabletka aspiryny umieść na deskach i mocno dociskając przewód do jego powierzchni, podgrzej lutownicą przez kilka sekund. Przy takich działaniach tabletka topi się, co powoduje zniszczenie lakieru. Następnie możesz bez problemu przeprowadzić cynowanie drutu.
Opary z roztopionej aspiryny są szkodliwe dla zdrowia, dlatego można użyć specjalnego topnika, który usuwa lakier z powierzchni przewodów.
Jeśli druty są stare, to zwykle są pokryte tlenkami, które zakłócają proces cynowania. Możesz rozwiązać problem za pomocą wspomnianej już aspiryny. Aby to zrobić, musisz rozwinąć przewodnik, położyć go na tablecie i podgrzać lutownicą przez kilka sekund, przesuwając przewodnik z boku na bok.
Aby przeprowadzić cynowanie drutu aluminiowego, należy zakupić specjalny topnik, na przykład idealny jest Topnik do lutowania aluminium. Może być również stosowany podczas lutowania metali z odporną warstwą tlenku. Jedyną rzeczą, o której nie należy zapominać przy stosowaniu takiego topnika, jest oczyszczenie lutowanej powierzchni z jej resztek. Jeśli tego nie zrobisz, może się pojawić korozja w miejscu lutowania.
Aby usunąć resztki lutowia powstałe podczas cynowania, można ustawić drut pionowo i docisnąć gorącą lutownicę do miejsca nadmiaru. Cały nadmiar spłynie do lutownicy z drutu.
Wykorzystując całą wiedzę i odpowiednie materiały, możesz osiągnąć perfekcyjnie wykonaną pracę przy użyciu lutownicy.
Pierwszą rzeczą do zrobienia jest przygotowanie wszystkiego, czego potrzebujesz do lutowania: lutownicy, małej gąbki, lutowia, szczypiec lub pęsety, obcinaków bocznych.
Podłącz lutownicę i zwilż gąbkę wodą. Gdy lutownica jest wystarczająco gorąca, aby stopić lut, pokryj końcówkę lutownicy lutowiem, a następnie przetrzyj ją wilgotną gąbką. Jednocześnie nie trzymaj zbyt długo żądła w kontakcie z gąbką, aby go nie przechłodzić.
Wycierając żądło gąbką, usuwasz z niego resztki starego lutowia. A w trakcie pracy, aby od czasu do czasu utrzymać końcówkę lutownicy w czystości, przetrzyj ją gąbką.
Przed lutowaniem miejsca lutowane należy ocynować lub zastosować części już ocynowane. Są chyba setki czy tysiące lutowania ręcznego, a od tego czasu w technologii prawie nic się nie zmieniło, żywica (kałafonia) była wtedy żywicą, a cyna i ołów też się nie zmieniły.
Metoda nauczania lutowania
Jeśli nigdy nie lutowałeś, proponujemy skorzystać z jednej z dwóch metod, które jak każda inna opierają się na praktyce.
Metoda 1. Weź 300 mm gołego drutu o średnicy 23 mm (lub izolowanego drutu do usunięcia) i pokrój go na 12 równych kawałków o długości 25 mm, aby uformować z nich sześcian, mocując punkty połączeń za pomocą lutowania. Dozwolone jest używanie tylko szczypiec z długimi szczękami, lutownicy, lutu, topnika. I żadnych innych narzędzi i osprzętu. To powinno nauczyć cię, jak utrzymywać konstrukcję nieruchomo, gdy się ochładza. Gdy kostka będzie gotowa, pozwól jej ostygnąć, a następnie połóż ją na dłoni i zaciśnij dłoń w pięść. Jeśli co najmniej jedno z połączeń jest zerwane, musisz zrobić wszystko jeszcze raz, biorąc nowe kawałki drutu.
Metoda 2. Wytnij kawałki drutu miedzianego o długości 30-50 mm i grubości 2-3 mm. Owijka uwolniona od izolacji drut montażowy wokół tego przewodu (2 - 3 zwoje) i podłącz go przez lutowanie. Narzędzie jest takie samo jak powyżej. To ćwiczenie należy powtarzać aż do uzyskania zgrabnych, lśniących, mocnych stawów.
Podstawowe zasady lutowania
Podczas lutowania należy przestrzegać kilku zasad, wtedy lutowanie będzie niezawodne i dokładne. Najlepiej stosować luty POS-61, POS-50, POS-40 i topniki alkoholowo-kalafoniowe, konieczne jest podgrzanie złącza do takiej temperatury, aby nałożony na nie lut mógł się stopić.
Lut musi stopić się pod wpływem ciepła wydzielanego przez złącze, złącze musi być dokładnie wyczyszczone, złącze musi być nieruchome do stwardnienia stopionego lutu, nie przegrzewać złącza, lutu nie powinno być za mało, lutowia nie powinno być za dużo.
Częstym błędem jest topienie lutowia lutownicą w nadziei, że spłynie z lutownicy i przyklei się do złącza. To wielki błąd! Doświadczenia wielu praktyków pokazują, że o jakości lutowania w dużej mierze decydują umiejętności instalatora. Dla doświadczonego instalatora: mniejszy nacisk lutownicy na płytkę drukowaną podczas lutowania, mniej lutowania elementów, krótszy czas lutowania przy danej temperaturze grotu lutowniczego (wady wewnętrzne na płytkach drukowanych praktycznie nie pojawiają się przy czasie lutowania jest krótszy niż 3 s). Końcówkę lutownicy nakładamy na części, które mają być lutowane całą szpatułką, aby zapewnić sprawny transfer ciepła. Lutowanie musi być szybkie i wysokiej jakości.
Nie zapomnij o przegrzaniu części. Za pierwszym razem nie zadziałało, pozwól, aby komponenty radia ostygły. Czas nagrzewania dobieramy eksperymentalnie - jeśli będzie zbyt szybki, część się nie nagrzeje i lutowanie wypadnie źle. Topnik nakładamy bezpośrednio przed lutowaniem, po zakończeniu całego przygotowania części, aby nie wyparował.
Dobre lutowanie widać od razu, lut układa się cienką i równą warstwą, świeci. Bez ugięcia, pęknięć i szarych plam. Dodatkową siłę połączenia podaje wstępny.
Pomocne wskazówki i obserwacje
Lutowanie nie polega na nakładaniu lutu, takiego jak żywica lub cement, na łączone części. Jest to proces wchłaniania lutu w mikroszczeliny w wyniku zjawiska kapilarnego oraz adhezji (sklejania) lutu w wyniku zjawisk powierzchniowych. Wszystko to są siły elektrostatyczne, chociaż nie jest to elektrostatyka, do której jesteś przyzwyczajony, są to siły oddziaływania międzycząsteczkowego na bliskie odległości. I tutaj musimy wyraźnie pamiętać, jak działają zjawiska zwilżania i kapilarności.
Po pierwsze, jeśli koniec grotu strząśniemy z nadmiaru lutowia lub przetrzemy szmatką, to ta błyszcząca powierzchnia będzie silnie przyciągać roztopiony lut. Może go wyssać. Jest to konieczne np. przy wylutowaniu elementów lub korekcie lutowania. Aby usunąć więcej lutowia, używa się kawałka plecionego ekranu z kabla. Na końcu znajduje się lutownica z zagłębieniem, która, podobnie jak łyżka, jest wypełniana lutowiem po dotknięciu starego lutowia, chociaż obecnie stosuje się ssanie próżniowe.
Po drugie, jeśli weźmiesz trochę lutu na końcówkę grotu, to nic nie zostanie zassane do szczeliny między lutowanymi częściami i nie będzie nic, co by otoczyło tę szczelinę na obwodzie.
Po trzecie, jeśli jest dużo lutowia, to lutowanie będzie miało postać zbyt dużej kropli i może zamknąć sąsiednie styki.
Po czwarte, jeśli na czubku lutownicy nie ma wystarczającej ilości kalafonii lub topnika, a także przy niewystarczającej temperaturze, lut nie jest błyszczący, luźny i delikatny. To samo dzieje się, gdy temperatura jest zbyt wysoka, gdy strumień znika, zanim zrobi dobry uczynek.
Po piąte, jeśli w szczelinie jest dużo kalafonii lub topnika, to tam wrze i rozpryskuje lut w postaci rozprysków na sąsiednie styki.
Po szóste, kiedy odpowiednia ilość lutowia i żądanej temperatury lutownicy (i niezbyt dużej masy części do lutowania), lut sam zgrabnie opływa lutowane styki i jest niezależnie wchłaniany w mikroszczeliny między nimi. Oznacza to, że kształt i wytrzymałość lutowania kształtują się same, w razie potrzeby.
Pamiętaj, że dwie miedziane części o lustrzanym wykończeniu nigdy się nie połączą (chyba że je nitujesz lub spawasz). Podczas lutowania są połączone cienką warstwą lutowia, która jest wchłaniana między nimi tylko wtedy, gdy są już dobrze ocynowane (wcześniej pokryte cienką warstwą lutowia).
Za pierwszym razem musisz dowiedzieć się, po jakim czasie lutownica się przegrzewa. Jeśli pięć do dziesięciu minut po włączeniu nie można już lutować (lut odlatuje, a grot utlenia się, robi się czarny), to potrzebny jest termostat elektroniczny lub przynajmniej transformator z przełącznikiem lub płynną regulacją.
Można też lutować przegrzewającą się lutownicą bez regulatora, ale wtedy trzeba ją okresowo wyłączać. Ale lutownica szybko się schładza. Ogólnie rzecz biorąc, utrzymanie pożądanej temperatury nie jest tak łatwe, więc ta metoda jest rzadko stosowana, nie w przypadku racji wysokiej jakości, ale w razie potrzeby.
Wydają trochę kalafonii, ale nie wbijają w nią lutownicy i nie palą całego pomieszczenia. Opary kalafonii nie są szczególnie przydatne, dlatego nie należy lutować w pomieszczeniach bez okien. Powinno być przeciąg, ale nie chłodzenie lutownicy. Na przykład otwarte okno wysadza lutownicę, więc nie jest tak łatwo wyposażyć się w wygodny i bezpieczny Miejsce pracy. Konieczna jest wentylacja po lutowaniu lub podczas lutowania przez długi czas.
Prawie na 1 kroplę lutowia wystarczy lekko dotknąć kalafonii, to znaczy zużywa się 10 razy mniej niż lut. Jest potrzebny tylko do cienkiego smarowania powierzchni dwóch styków.
Niektórzy usuwają przewody za pomocą lutownicy lub specjalnego palnika elektrycznego lub zapalniczki. Izolacja fluoroplastyczna nie topi się lutownicą, ale podczas spalania wydziela biały dym o wysokiej zawartości związków fluoru i fluoru. Kontakt z tym dymem w oczach spowoduje oparzenia chemiczne. Podczas zdejmowania izolacji przecinakami do drutu zaciskamy przewód jedną ręką pęsetą, a drugą bez problemu ściskamy go przecinakami (NIE WCHODZIMY DO ŻYŁ) i wyciągamy izolację. Jeśli szczypce są ostre, izolacja łatwo się odkleja.
Przecinaki do drutu należy trzymać płaską częścią skierowaną od drutu tak, aby przecięta izolacja opierała się o tę płaską część i nie była zaciśnięta przez stronę zaostrzoną pod kątem. Mocne ściskanie nożyc do drutu jest niemożliwe, to znaczy, że w żadnym wypadku nie powinny pozostawiać nacięć i wgnieceń na drutach miedzianych.
Jeśli podczas zdejmowania izolacji odpadło kilka żył wraz z izolacją lub zauważysz wgniecenia od przecinaków do drutu, odetnij przewód i ponownie zdejmij końcówkę. Szczególnie trudno jest trzymać drut fluoroplastyczny pęsetą, ponieważ ta ostatnia jest zawsze mydlana w dotyku. Pęseta o gładkich szczękach może nie trzymać drutu. Ząbkowane pęsety mogą uszkodzić izolację lub pasma. W takim przypadku nie zaleca się używania pęsety z cienkimi końcówkami, ponieważ obszar zaciskania będzie mały i trzeba będzie mocniej naciskać, co również może nie pomóc.
Jeśli drut się wyślizgnie, lepiej owinąć go wokół końcówki pęsety, aby zwiększyć obszar tarcia. W każdym razie preferowane są pęsety z szerokimi szczękami, ponieważ jest mniej traumatycznego drutu.
Dodatek.
Od jakości lutowania zależy czy projekt zadziała, a jeśli tak, to w jaki sposób? W końcu wystarczy jedno nielutowanie, aby wyciszyć cały amplituner lub wzmacniacz. Przed przystąpieniem do montażu lub naprawy płytek drukowanych należy poćwiczyć „na kotach”. W tym przypadku będzie stary płytki z obwodami drukowanymi lub poszczególnych przewodników.
Nie wolno przegrzewać lutownicy. Jeśli nie ma lutownicy z regulatorem temperatury, stopień nagrzania można określić, dotykając nim kawałka kalafonii: powinien pojawić się lekki kędzierzawy dym o przyjemnym sosnowym zapachu. Lut powinien dość łatwo się stopić i rozprowadzić w miejscu lutowania, tworząc genialny lut konturowy.
Części przeznaczone do lutowania muszą być mocno dociśnięte do siebie, aż lut całkowicie skrystalizuje. W żadnym wypadku, nawet jeśli się spieszysz, nie schładzaj lutowania wydmuchując powietrze z ust lub dotykając go mokrym (ślinienie) palcem. Lutowanie w tym przypadku okaże się luźne, nozdrza jak ciasto.
Części przeznaczone do lutowania należy najpierw oczyścić do metalicznego połysku i ocynować, czyli nałożyć cienką warstwę lutu. Szczególną ostrożność należy zachować przy cynowaniu płytek drukowanych.
Wyczyszczoną papierem ściernym deskę należy najpierw umyć alkoholem lub acetonem, a następnie przy pomocy pędzla pokryć topnikiem alkoholowo-kalafoniowym. Następnie płytkę można napromieniować lutownicą, a lutu nie należy zbytnio zbierać. Dobre wyniki można uzyskać za pomocą ekranowanego oplotu drucianego: nasączyć go lutem i topnikiem od góry, docisnąć lutownicą i obejść wszystkie ścieżki.
Przegrzanie lutownicy można stwierdzić ponownie, dotykając kawałka kalafonii. Kalafonia w tym przypadku wrze z rozbryzgami i wyrzuca strugi dymu, który nie zwija się w cienkim strumieniu, ale wpada w maczugi. Przegrzana lutownica szybko się wypala, grot staje się czarny, lut nie topi się i nie rozprzestrzenia, ale toczy się w kulki na powierzchni płytki. Ślady deski, zwłaszcza cienkie, nieuchronnie pozostają w tyle i wypalają się, deska zostaje beznadziejnie uszkodzona.
Dlatego najlepiej używać lutownicy z regulatorem temperatury, a im dokładniej utrzymywana jest ustawiona temperatura, tym lepsza jakość lutowanie. Najprostsze tyrystorowe regulatory mocy pozwalają oczywiście regulować stopień nagrzewania się grota, ale go nie wspierają. Wyobraź sobie, że lutujesz cienki przewodnik do masywnej części. Na przykład do przewodu „masowego” na płytce drukowanej.
Lutownica, która właśnie została idealnie zlutowana, natychmiast stygnie i zaczyna rozprowadzać lut po powierzchni. Jeśli użyjesz termostatu, schłodzona lutownica szybko nagrzeje się do ustawionej temperatury, a im szybciej, tym większa jej moc.
- Podstawy procesu lutowania
- Porady mistrzów: cechy lutowania różnych metali
- Przygotowanie do lutowania
- Procedura lutowania
- Cechy innych racji żywnościowych
- Wymagane narzędzie
Każda osoba w pewnym okresie ma chęć nauczenia się, jak się uczyć. Może być konieczne naprawienie styku w gniazdku, a nawet naprawa schemat połączeń. Bez względu na przyczynę takie zainteresowanie jest w pełni uzasadnione.

Za pomocą lutownicy łączy się dwa metale za pomocą innego metalu, który ma znacznie niższą temperaturę topnienia.
Używanie lutownicy w życiu codziennym od dawna jest zwykłym wydarzeniem. Pytanie, jak nauczyć się lutować lutownicą, większość decyduje już w dzieciństwie. Samo lutowanie jest prostym procesem, ale wymaga uwagi i dokładności.
Podstawy procesu lutowania
Lutowanie to proces łączenia dwóch metali przy użyciu innego metalu o znacznie niższej temperaturze topnienia. Topliwy metal nazywa się lutem. Zasada każdego lutowania polega na podgrzaniu metali w strefie lutowniczej do temperatury przekraczającej temperaturę topnienia lutowia. W tym przypadku lut w stanie stopionym wpływa do szczeliny między metalami i częściowo wnika w ich strukturę. Zapewnia połączenie mechaniczne i kontakt elektryczny pomiędzy lutowanymi metalami.
Lut to dobrze lutowana miedź i stopy miedzi, można łączyć stal, aluminium i inne materiały. Lutowanie elementów wielkogabarytowych jest ograniczone możliwością podgrzania ich do pożądanej temperatury.
Lut jest zwykle stopem cynowo-ołowiowym o różnej zawartości cyny. Najbardziej odpowiednim lutem jest POS-40 i POS-60 (61), gdzie liczby wskazują procentową zawartość cyny w lutowiu. Luty te topią się odpowiednio w temperaturze 235 i 183ºC. Stosuje się lut cynowo-ołowiowo-bizmutowy marki POSV-33, który topi się już w temperaturze 130ºС. Podczas lutowania aluminium konieczne jest użycie specjalnych lutów aluminiowych, których temperatura topnienia jest znacznie wyższa. Lut standardowy sprzedawany jest w postaci prętów lub drutu o średnicy do 2,5 mm.
Do niezawodnego lutowania konieczne jest oczyszczenie powierzchni metalu z warstw tlenków. W tym celu stosuje się topnik. Z reguły kalafonia jest używana jako topnik. Podczas procesu lutowania topnik chroni również rozgrzane metale przed działaniem powietrza. W nowoczesnych lutowiach w ich skład wchodzi kalafonia. Lutowanie można przeprowadzić bez topnika, ale wtedy konieczne jest czyszczenie powierzchni kwasem lutowniczym. Topnik może być stosowany jako roztwór kalafonii w alkoholu. W przypadku złożonych racji żywnościowych stosuje się markę kalafonii LTI-120.
Powrót do indeksu

Najłatwiej lutuje się miedź i stopy miedzi. Wystarczy użyć lutu PIC i kalafonii. Przedmioty srebrne i posrebrzane są zwykle lutowane w taki sam sposób jak miedź, ale dla uzyskania najlepszej jakości lepiej jest użyć lutu z dodatkiem srebra. Stal i metale ocynkowane nie lutują się dobrze z kalafonią i wymagają obróbki powierzchni kwasem lutowniczym. Nichrom, konstantan i niektóre inne stopy (o wysokiej opór elektryczny) są lutowane przy użyciu specjalnych topników. Dobre wyniki uzyskano stosując aspirynę jako topnik. Lutowanie aluminium i stali wysokostopowych z kalafonią nie jest możliwe. Konieczne jest użycie specjalnych topników (na przykład kwasu fosforowego) i lutów.
Lutowanie metali odbywa się za pomocą specjalnego narzędzia grzewczego - lutownicy. Lutownica składa się z dwóch głównych części - grzałki (zwykle cewki grzewczej) i grotu lutownicy, a także uchwytu i przewodu do podłączenia do sieci. Grzałka jest zamknięta obudową, do której wkłada się i mocuje miedziane żądło. Grzałka zapewnia ogrzewanie całego użądlenia.
Głównym parametrem lutownicy jest jej moc. Określa temperaturę i objętość nagrzanego metalu. Lutownice domowe mają zwykle moc od 25 do 100 watów. Podczas naprawy elektroniki użytkowej i sprzętu radiowego stosuje się lutowanie małych przewodów, lutownice o mocy 25-40 W.

Cały proces lutowania odbywa się za pomocą grotu, którego dotyk zapewnia nagrzanie metalu, stopienie lutowia i topnika oraz rozprowadzenie lutowia na powierzchni metalu. W celu szybkiego nagrzewania się i przenoszenia ciepła na lutowane metale, materiał końcówki musi mieć wysoką przewodność cieplną, co powoduje zastosowanie miedzi.
Kształt i rozmiar grotu lutownicy znacząco wpływa na jakość lutowania. Według wielkości żądło jest warunkowo podzielone na zwykłe żądło o średnicy 4-5 mm i miniaturowe żądło o średnicy 2-3 mm. Miniaturowa końcówka służy do lutowania cienkich drutów i bardzo małych części miedzianych.
Kształt żądła można wykonać w postaci szpatułki, stożka, igły lub specjalnego kształtu do określonych prac. Najczęstsze żądło ma postać szpatułki ze skosem 45º po jednej stronie lub ze skosami po obu stronach (np. Śrubokręt). Ponadto końcówka może być prosta lub wygięta pod kątem, co ułatwia lutowanie.
Powrót do indeksu
Przygotowanie do lutowania
Aby lutować lutownicą, konieczne jest wykonanie pewnych Praca przygotowawcza. Najpierw musisz wyczyścić powierzchnię metali, na które zostanie nałożony lut. W przypadku dużych części zalecane jest szlifowanie. Czyszczenie brudu, olejów, tłuszczów odbywa się za pomocą rozpuszczalnika. Powierzchnie stalowe czyści się kwasem lutowniczym.
Ważne jest przygotowanie grotu lutownicy. Powierzchnia robocza żądła musi być gładka, bez zwisów, muszli i innych wad, a także mieć kształt przewidziany w projekcie. Jeśli koniec żądła uległ deformacji lub częściowemu stopieniu, należy użyć pilnika, aby przywrócić pożądany kształt i uformować skos 45º.
Dobre do lutowania wysokiej jakości powierzchnia roboczażądło do napromieniowania, tj. przykryć cienką warstwą lutowia. Aby to zrobić, podgrzej grot w lutownicy, przetrzyj powierzchnię roboczą kalafonią i zanurz ją w stopionym lutowiu. Nadmiar masy lutowniczej należy usunąć szybko przesuwając szmatkę po gorącej powierzchni lub pocierając powierzchnię grota o drewno.
Aby wygodnie przeprowadzać lutowanie, konieczne jest zainstalowanie lutownicy w takiej pozycji, w której można ją łatwo zabrać ręcznie i używać zgodnie z jej przeznaczeniem. Podczas pracy lutownica może nagrzewać się powyżej 300ºС; pasuje do niego napięcie elektryczne 220V - wszystko to powoduje konieczność optymalizacji miejsca, w którym znajduje się pracująca lutownica. Do tych celów służy stojak na lutownicę. Może być standardowa, kupowana, ale zwykle jest wykonywana samodzielnie. Własny stojak może mieć postać płaskiej podstawy, do której przymocowane są dwa wsporniki, wygięte tak, że w centralnej części powstaje siodło do montażu lutownicy.
Powrót do indeksu
Procedura lutowania
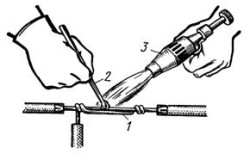
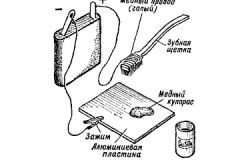
Połączenie jednożyłowych przewodów aluminiowych poprzez lutowanie podwójnego skrętu z rynną: 1 - podwójny skręt; 2 - sztyft lutowniczy; 3 - palnik propan-butan.
Lutowanie odbywa się w określonej kolejności. Przygotowana do lutowania kolba lutownicza jest instalowana na statywie i podłączona do sieci. Lutowanie rozpoczyna się, gdy grot lutownicy osiągnie wymaganą temperaturę. Zwykle czas nagrzewania lutownicy wynosi 5-6 minut. W tym okresie konieczne jest prawidłowe ustalenie, czy temperatura użądlenia osiągnęła pożądaną wartość. Odpowiednio podgrzana lutownica (temperatura 230-290ºС) powoduje zagotowanie kalafonii i równomierne topienie lutowia. Jeśli temperatura na grocie jest niewystarczająca (przegrzanie), kalafonia tylko lekko mięknie i topi się, a lut nabiera papkowatej konsystencji. Znaczny nadmiar nagrzewania prowadzi do rozpryskiwania i syczenia kalafonii, a lut traci elastyczność roztopionego materiału. Taką lutownicę należy wyłączyć i trochę ostudzić.
Sam proces lutowania rozpoczyna się od pocynowania lutowanych powierzchni. Aby to zrobić, końcówkę rozgrzanej lutownicy, po umieszczeniu jej w kalafonii, przeprowadza się na powierzchni metalu w celu nałożenia topnika. Następnie za pomocą żądła roztopiony lut jest przenoszony i nakładany cienką warstwą na całą powierzchnię. Aby ocynować drut, jego koniec wciska się w stopioną kalafonię, a następnie nakłada się na niego cienką warstwę stopionego lutowia.
W celu lutowania metali ocynowane powierzchnie są mocno do siebie dociskane. Gorąca lutownica jest doprowadzana do miejsca łączenia powierzchni i podgrzewana, aż warstwa lutowia zacznie się topić i łączyć części. Grot lutownicy jest opuszczany do stopionego lutowia, a dodatkowa porcja lutowia jest przenoszona do obszaru lutowniczego. Dociskanie powierzchni do siebie utrzymuje się aż do całkowitego schłodzenia i utwardzenia lutowia.

Podczas lutowania przewodów, ich końce (wstępnie ocynowane) zaleca się wcześniej mocno skręcić. Zapewni to niezawodny kontakt podczas lutowania. Podczas lutowania prawą ręką doprowadza się lutownicę do złącza, a lewą ręką wsuwa się koniec drutu lutowniczego w obszar lutowania. Roztopiony lut rozprowadza się lutownicą na powierzchni skręconych drutów tak, aby przestrzeń pomiędzy skręconymi drutami wypełniła się lutowiem.
Jeśli przewody nie mogą być skręcone, to są lutowane z zakładką, tj. ich końce są ułożone równolegle do siebie pod naciskiem. W tym przypadku jeden z drutów jest trzymany lewą ręką i dociskany do drugiego drutu. Lutownica przenosi stopiony lut z kąpieli do obszaru lutowniczego. Lut powinien wypełnić przestrzeń między przewodami. Drut trzyma się ręką nawet po wyjęciu lutownicy ze strefy lutowniczej, aż do całkowitego stwardnienia lutowia.
Nie wykonuje się lutowania doczołowego przewodów, ponieważ nie zapewnia to wymaganej wytrzymałości połączenia.
Jeśli konieczne jest przylutowanie drutu do środka innego drutu, zaleca się skręcenie jego końca w odpowiednim miejscu wokół drugiego drutu. Lutowanie powinno odbywać się w taki sam sposób jak lutowanie skręconych przewodów. W przypadku, gdy nie ma możliwości nawijania 2-3 obroty, zapewnia częściowe pokrycie powierzchni drugiego drutu, tj. drut jest zagięty wokół drugiego drutu o 180º. Przy takim lutowaniu jedną ręką trzyma się przymocowany drut i zapewnione jest jego niezawodne dociśnięcie do powierzchni drugiego drutu, a drugą ręką manipuluje się lutownicą.