آلات اللحام العاكس MMA - اللحام بالقوس اليدوي. لحام MIG شبه التلقائي وكل شيء عن لحام MMA
أدى استخدام محولات اللحام لأغراض مختلفة إلى تطوير عدة أنواع من اللحام. الوضع الأكثر استخدامًا هو اللحام الكهربائي المطلي (اختصار باللغة الإنجليزية MMA). يتم استخدام إصدار الأرجون القوس (TIG) بشكل أقل تكرارًا ، ولكنه ليس أقل شيوعًا.
للعمل في وضع MMA ، يلزم وجود أقطاب كهربائية يتم استبدالها عند استخدامها. بالنسبة للحام بقوس الأرجون ، ستحتاج إلى شعلة غاز وخزان أرجون وقطب كهربائي من التنجستن مقاوم للحريق.
تتمثل مزايا اللحام في وضع TIG في القدرة على العمل بشكل كامل تصميمات رفيعة جداومنتجات من معادن غير حديدية. التماس الناتج هو أكثر دقةواللحام نفسه يتطلب طاقة أقل.
السلبيات المرتبطة معدات ضخمةوعدم القدرة على العمل بشكل كامل معها هياكل ضخمة. تتوفر معظم محولات اللحام مجتمعة وتشمل كلا الوضعين.
الآلات التي تسمح فقط باللحام MMA
Dnepr-M mini MMA 250
تشير كلمة "Mini" في الاسم إلى الأبعاد المصغرة للحالة. تبلغ تكلفة العاكس حوالي 160 دولارًا - متواضعة جدًا لمثل هذه الأجهزة.
يسمح احتياطي الطاقة الكبير باستخدام الجهاز للحام وقطع المعدن السميك (حتى 8-10 مم).
- تيار اللحام- 20-250 أمبير ، PN (مدة التحميل) عند الحد الأقصى الحالي- 60٪. تسمح لك القيم الحالية القصوى بالعمل بشكل كامل مع الأقطاب الكهربائية من 1.6 إلى 5.0 مم ؛
- جهد التشغيل- 187-253 فولت (220 فولت ± 15٪). يسمح هذا النطاق بالتشغيل في معظم الشبكات الكهربائية المحلية ، بما في ذلك الضواحي ؛
- الحد الأقصى لاستهلاك الطاقة- 4.2 كيلو واط. بعض المصادر تعطي ما يقرب من مرتين قيمة أكبر- كلا المعلمتين صالحان ، والاختلافات تكمن في تاريخ الإصدار لمثيل معين. بتعبير أدق ، يمكنك معرفة ذلك من جواز السفر للمعدات عند الشراء ؛
- الوزن والأبعاد- 4.8 كجم و 371 × 155 × 295 ملم. الجهاز مضغوط للغاية وسهل النقل.
Profi MMA 205
يشير إلى واحدة من أغلى المحولات أحادية الوظيفة. متوسط سعر التجزئة لها هو 230 دولارًا. الغالبية العظمى من الأجهزة ذات التكلفة المماثلة مجهزة بالفعل بوضع TIG الثاني.

مزايا الجهاز هي عمل مستقر للغاية وعالي الجودة.
تتعلق العيوب بالعمل فقط عند الجهد العادي - يؤدي الانخفاض إلى 195 فولت إلى حدوث أعطال.
مواصفات العاكس:
- تيار اللحام- 10-210 أ ، PN - 60٪. مزيج من فئة الحماية الكهربائية IP 23S (يسمح لك بالعمل في غرف رطبة أو في الضباب) ويصنف PN كبير الجهاز على أنه مستوى احترافي ؛
- جهد التشغيل- 198-242 فولت (220 فولت ± 10٪). لا يوفر النطاق الصغير تشغيلًا مستقرًا في البلاد ، ولكنه مناسب للإصلاح الحضري و أعمال البناء;
- الطاقة القصوى- حوالي 4.5 كيلو واط ؛
- الوزن والأبعاد- 4.7 كجم و 305 × 114 × 202 ملم.
محولات اللحام بمزيج من أوضاع MMA و TIG
معظم الأجهزة التي تكلف أكثر من 200 دولار لديها إمكانية لحام بقوس الأرجون. لا يتم تضمين الموقد والأسطوانة اللازمتين للتشغيل عادةً في العبوة القياسية. بعض طُرز الماكينات التمثيلية موضحة أدناه.
إيدون MMA-205
أرخص العاكس مع وظيفة TIG. تكلفة الجهاز لا تتجاوز 110-120 دولار.

أثر السعر المنخفض جدًا على جودة الإنتاج - إذا كان العمل في وضع MMA مرضيًا ، فإن لحام الأرجون القوسي غير مستقر للغاية ويعمل بمثابة احتياطي.
- تيار اللحام- 20-200 أ ، PN - 60٪. غالبًا ما تؤدي الصيانة العملية لـ PN عند الحد الأقصى إلى تشغيل الحماية التلقائية ضد ارتفاع درجة الحرارة ؛
- جهد التشغيل- 198-242 فولت (220 فولت ± 10٪). تباعد ضيق يحد من نطاق التطبيق. في الشبكات "المترهلة" ، من الضروري استخدام مثبتات جهد قوية ؛
- الوزن والأبعاد- 8 كجم و 485 × 240 × 340 ملم. معلمات الوزن والحجم أعلى مرة ونصف من تلك الخاصة بالعاكسات الأخرى.
220 مشروع صناعة الحديد الزهرى 220
واحدة من أكثر عينات تقنية اللحام إثارة للجدل ، مما تسبب في الكثير من الجدل حول موثوقية العملية. تتقلب تكلفة الجهاز في نطاق واسع ، يبلغ متوسط القيمة حوالي 270 دولارًا.

من بين مراجعات المستخدمين ، هناك تعليقات سلبية حادة وإيجابية بحتة. قد يكون هذا بسبب الانتشار الكبير للجهاز والعدد الكبير من حالات الفشل التي يسببها.
المواصفات الفنيةعارضات ازياء:
- تيار اللحام- 10-220 أ ، PN - 40٪ ؛
- جهد التشغيل- 154-242 فولت (220 فولت + 10٪ ؛ - 30٪). تتيح لك القدرة على العمل بجهد منخفض تشغيل العاكس في أي شبكة تقريبًا ؛
- استهلاك الطاقة- 6.6 كيلو واط ؛
- الوزن والأبعاد- 4.9 كجم و 310 × 130 × 190 ملم. الأبعاد والوزن المنخفض تجعل الجهاز أكثر ملاءمة للنقل من بعض الحيوانات المستنسخة ذات الطاقة المماثلة.
Elitech MMA / TIG AIS 210
متكامل ، يحقق بنجاح وظائف اللحام التقليدي ولحام الأرغون القوسي. ميزة إضافية للجهاز طويلة (تصل إلى 3 م) اسلاك الطاقة، والتي نادرًا ما يتم تضمينها في حزمة أجهزة الكتلة التقليدية.

تجعل معلمات الموثوقية المتزايدة ونفس الملاءمة للتشغيل في كلا الوضعين من الممكن استخدام العاكس في الأنشطة المهنية للمتداولين من القطاع الخاص ومؤسسات البناء الكبيرة.
تكلفة الوحدة حوالي 330 دولار.
المعلمات التقنية العاكس:
- تيار اللحام- 10-200 أ ، PN - 60٪ ؛
- جهد التشغيل- 187-253 فولت (220 فولت ± 15٪) ؛
- استهلاك الطاقة- لا يزيد عن 9.5 كيلو واط. تأتي القيمة الأعلى مقارنة بالموديلات السابقة على حساب الاستقرار والموثوقية ؛
- الوزن والأبعاد- 7.3 كجم و 415 × 135 × 240 ملم. المعلمات أعلى قليلاً من المتوسط ، لكنها مقبولة للتشغيل المستمر.
ملخص
على الرغم من الفوائد الإضافية التي توفرها طريقة TIG ، فهي ليست إلزامية للاستخدام المنزلي.
مع الأخذ في الاعتبار التكاليف الإضافية لمعدات بالون الغاز وضخامتها ، فإن العواكس ذات الوظائف المدمجة هي الأمثل فقط - ولا يمكن لمحطة خدمة واحدة الاستغناء عن اللحام بقوس الأرجون.
عند اختيار جهاز يدعم أوضاع MMA / TIG ، يجب عليك دراسة تاريخ تشغيل النموذج - مراجعات المستخدم هي معيار التقييم الأمثل.
مواد مماثلة.
اللحام اليدوي بالقوس الكهربائي هو عملية الانضمام إلى المنتجات المعدنية ، حيث يتم توفير التوصيل بواسطة المعدن المنصهر للقطب الكهربي. اللحام القوسي هو أكثر أنواع اللحام شيوعًا في جميع أنحاء العالم ، واللحام القوسي اليدوي هو الأكثر شيوعًا في الاتحاد الروسي. يحدث ذوبان القطب أثناء اللحام القوسي اليدوي بواسطة عاكس اللحام بسبب التأثير الحراري لحرق القوس أثناء اللحام. يتم توفير حرق القوس بواسطة آلة لحام العاكس.
محول اللحام - آلات اللحام العاكس ، كقاعدة عامة ، هي مقوم وتعمل على تقنية العاكس ، لذلك يطلق عليها اسم محولات اللحام أو آلات اللحام العاكس. في الممارسة الدولية ، عادةً ما يتم الإشارة إلى اللحام القوسي اليدوي بالاختصار مجلس العمل المتحد- Manualmetalarc ، لذلك مجلس العمل المتحداللحام هو تناظرية كاملة للحام القوسي اليدوي المحلي.
يعرض موقعنا على الإنترنت معدات اللحام العاكس للحام القوسي اليدوي المصنعة من قبل Resanta ، Svarog ، PATON ، PROFI. في النطاق النموذجي لمعدات عاكس اللحام هذه ، توجد أجهزة مصممة خصيصًا للحام القوسي اليدوي ، وهناك عاكس لحام، والتي تم تصميمها لأنواع أخرى من اللحام ، ولكن يمكن استخدامها أيضًا في اللحام القوسي اليدوي.
الفوائد والميزات
تتميز هذه المعدات الوظيفية والتقنية العالية بالعديد من المزايا:
- مدمجة وخفيفة الوزن. تضمن تكنولوجيا إنتاج آلات اللحام MMA للحام القوسي اليدوي قابليتها للتنقل وراحتها للنقل ، والتنقل في جميع أنحاء موقع البناء أو الإصلاح.
- زيادة الكفاءة بشكل ملحوظ. بالنسبة لعدد من الطرز ، يمكن أن يختلف هذا المؤشر من 85 إلى 98٪.
- إمكانية التنظيم السلس للجهد اعتمادًا على نوع الأقطاب الكهربائية المستخدمة والمواد التي يتم لحامها.
- سهولة اشتعال قوس اللحام. يستخدم لحام القوس اليدوي MMA قوسًا صغيرًا نسبيًا ، مما يقلل بشكل كبير من فقد الحرارة.
- إمكانية الاستخدام طويل الأمد دون انقطاع فني.
- مستويات عالية من حماية المشغل. مزود ببيئة عمل وأنظمة عزل موثوقة ، مما يحول دون زيادة الطاقة في الشبكة.
- إمكانية استخدام أقطاب التيار المستمر والتيار المتردد.
- الحد الأدنى من مؤشرات الانفجار الكهرومغناطيسي ، والذي يميز بشكل إيجابي آلة اللحام MMA عن نظائرها القديمة التي تستخدم التيار المباشر.
- القدرة على العمل مع مختلف المعادن والسبائك ، واللحام بمعدات المحولات له عيوب كثيرة.
سيساعدك خبراؤنا في اختيار أفضل المعدات التي تلبي المهام بشكل كامل. اتصل بمديري SvarkaMall للحصول على مزيد من المعلومات حول الخصائص التقنية للنماذج المعروضة ولشراء آلة لحام MMA مع جميع المواد الاستهلاكية اللازمة.
 يرمز اللحام MMA إلى الدليل المعدني اليدوي ، المترجم إلى الروسية - اللحام اليدوي بالقوس الكهربائي باستخدام قطب كهربائي. لأول مرة تم تطبيق تقنية اللحام هذه في نهاية القرن التاسع عشر في روسيا بواسطة N.G. سلافيانوف ، الذي استولى على N.N. وأجرى برنادوس تغييرات كبيرة عليهم. وكان من أهم هذه العوامل استخدام قضيب معدني قابل للانصهار بدلاً من قطب كربون غير قابل للاستهلاك. بعد بضع سنوات ، في بداية القرن العشرين ، طور السويدي O. Kjellberg تقنية اللحام الكهربائي المطلي ، جعل وجود طلاء على القطب من الممكن توسيع نطاق لحام القطب بشكل كبير. ثم تولى الإنجليزي A. تم الآن توجيه الأقطاب الكهربائية المطلية إلى الشعبية العالمية وأصبحت المرادف الرئيسي لعملية اللحام MMA.
يرمز اللحام MMA إلى الدليل المعدني اليدوي ، المترجم إلى الروسية - اللحام اليدوي بالقوس الكهربائي باستخدام قطب كهربائي. لأول مرة تم تطبيق تقنية اللحام هذه في نهاية القرن التاسع عشر في روسيا بواسطة N.G. سلافيانوف ، الذي استولى على N.N. وأجرى برنادوس تغييرات كبيرة عليهم. وكان من أهم هذه العوامل استخدام قضيب معدني قابل للانصهار بدلاً من قطب كربون غير قابل للاستهلاك. بعد بضع سنوات ، في بداية القرن العشرين ، طور السويدي O. Kjellberg تقنية اللحام الكهربائي المطلي ، جعل وجود طلاء على القطب من الممكن توسيع نطاق لحام القطب بشكل كبير. ثم تولى الإنجليزي A. تم الآن توجيه الأقطاب الكهربائية المطلية إلى الشعبية العالمية وأصبحت المرادف الرئيسي لعملية اللحام MMA.
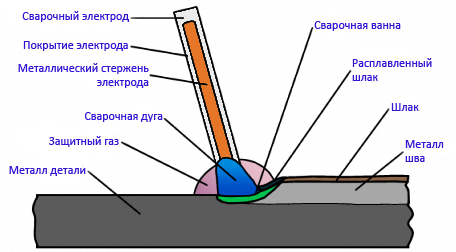
تكون عملية اللحام بالقطب الكهربي المطلي على النحو التالي: يشتعل قوس اللحام بين نهاية القطب والسطح المعدني لقطعة العمل المراد لحامها ، ويبدأ القطب الكهربائي وسطح قطعة العمل في الذوبان ، مما يؤدي إلى تشكيل حوض اللحام . يشكل الانصهار المتزامن لقضيب الإلكترود والطلاء سحابة غاز واقية وخبثًا ، مما يحمي حوض اللحام من التعرض للغازات الجوية. يبرد الخبث ويتصلب ، ثم يجب تقطيعه من سطح اللحام. يتميز اللحام MMA بطول التماس قصير نسبيًا يمكن وضعه في مسار واحد ، حيث يذوب القطب بسرعة كبيرة وتحتاج إلى تثبيت قطب آخر في حامل القطب لمواصلة العمل. يعتبر اللحام بالقطب الكهربي المطلي نوعًا بسيطًا نسبيًا من اللحام ، ومع ذلك ، للحصول على خط جيد حقًا ، نظرًا لانخفاض عمق الاختراق ، فإنه يتطلب مهارات جادة من اللحام.
أنواع القطب
يعتمد استقرار القوس ، وعمق الاختراق ، وكمية المعدن المنصهر والقدرة على العمل في أوضاع مكانية مختلفة بشكل كبير على التركيب الكيميائيطلاء القطب. هناك ثلاث مجموعات رئيسية تنقسم إليها جميع الأقطاب الكهربائية:
السليلوز
روتيل
رئيسي
تحتوي أقطاب السليلوز عدد كبير منالسليلوز في الطلاء ، لديهم قوس اختراق عميق ويوفر ذوبان سريع للقطب ، مما يضمن سرعة عالية في اللحام. يمكن استخدام هذا النوع من الأقطاب الكهربائية للحام في أي موضع مكاني ، وفي بعض الأحيان قد يكون من الصعب إزالة الخبث.
الخصائص الرئيسية لأقطاب السليلوز:
اختراق عميق في أي موضع مكاني
خصائص ميكانيكية جيدة جدا
مستوى عالإطلاق الهيدروجين ، والذي يمكن أن يؤدي إلى تشققات في منطقة التسخين
تحتوي أقطاب الروتيل على كمية كبيرة من الروتيل (أكسيد التيتانيوم - TiO2) في الغلاف. يوفر Rutile سهولة في التحكم في الإشعال والقوس ، فضلاً عن انخفاض ترشيش. هذه أقطاب عالمية ذات خصائص لحام جيدة. يمكن استخدامه للعمل في جميع المواقف المكانية.
الخصائص الرئيسية للأقطاب الكهربائية الروتيل:
متوسط الخواص الميكانيكية لمعدن اللحام
شكل التماس جيد
يتم إزالة الحمأة بسهولة
تحتوي الأقطاب الكهربائية الأساسية على كمية كبيرة من كربونات الكالسيوم (الحجر الجيري) وفلوريد الكالسيوم (الفلورسبار) في الطلاء. تتميز هذه الأقطاب الكهربائية بالتصلب السريع لمعدن اللحام ، مما يجعلها حلاً ممتازًا للحام في المواضع الرأسية والعلوية. يستخدم هذا النوع من الأقطاب الكهربائية في لحام الهياكل الفولاذية المتوسطة والثقيلة بمتطلبات عالية لجودة اللحام والخصائص الميكانيكية ومقاومة التشقق.
الخصائص الرئيسية للأقطاب الكهربائية الرئيسية:
كمية قليلة من الهيدروجين في معدن اللحام
زيادة تيار اللحام وسرعة العمل المطلوبة
من الصعب نسبيًا إزالة الخبث
المصادر الحالية
يمكن استخدام الأقطاب الكهربائية في اللحام مع الآلات التي تنتج كلاً من تيار اللحام المتردد (AC) والمباشر (DC). لا يمكن استخدام جميع الأقطاب الكهربائية المصممة للحام DC في أعمال التيار المتردد ، كما أن أقطاب التيار المتردد عالمية ومناسبة للحام DC. مصادر اللحام الحالية للحام MMA - مقومات اللحام (DC) ، محولات اللحام (AC) ، محولات اللحام (DC).
إذا كنت مهتم
MMA - لحام القوس اليدوييتم استخدام أقطاب عصا مغلفة لحام الكربون و الفولاذ المقاوم للصدأ. يمكن لحام الفولاذ الكربوني بالتيار المتردد (AC) والتيار المباشر (DC) ، والفولاذ المقاوم للصدأ - فقط على التيار المباشر.
لحام القوس اليدوي(كنوع من اللحام بالقوس الكهربائي) موجود في معظم الصناعات في روسيا والعالم. اللحام اليدوي (RDS) هو أقدم أنواع اللحام الكهربائي ، والذي يستخدم كثيرًا نظرًا لتعدد استخداماته. إلى جانب بيع محولات اللحام Ewm Pico و BlueWeld Prestige و Weldo Arc ، والتي سهلت إلى حد كبير حياة وعمل عامل اللحام الحديث ، بغض النظر عن مستوى مهارته المهنية ، اليوم يتم بيع مئات الأصناف بنجاح أقطاب كهربائية. بما في ذلك الأقطاب الكهربائية مع إضافات صناعة السبائك التي تزيد من متانة التماس ، والتي تعد ضرورية للحام القوسي اليدوي.
تقنية اللحام اليدوي بسيطة للغاية. اللحام بالقوس اليدوي هو اللحام بقطب كهربائي قابل للاستهلاك. في أغلب الأحيان ، يتم استخدام اللحام الكهربائي اليدوي في لحام سبائك الحديد (على سبيل المثال ، في الهياكل الحاملة المصنوعة من الفولاذ) ، وفي بناء السفن والصناعة ، وكذلك أثناء الإصلاح والصيانة. لحام القوس اليدوي له عدد من المزايا. أولاً ، إنها قدرة عالية على المناورة بسبب إمكانية استخدام كابلات اللحام الطويلة. هذا مهم أثناء أعمال التركيب والبناء: اليوم يتم استخدام اللحام اليدوي في أغلب الأحيان. معدات اللحام الخاصة باللحام الكهربائي اليدوي قابلة للنقل وغير معقدة ، ويتيح لك عدد كبير من العلامات التجارية للأقطاب الكهربائية اختيار أفضل خيار لحام القوس الكهربائي لأي نوع من المواد تقريبًا.
ومع ذلك ، بالمقارنة مع اللحام بالعاكس (باستخدام مصدر طاقة عاكس) ، فإن اللحام اليدوي بمصدر طاقة تقليدي له عدد من العيوب الملموسة. هذه كفاءة أقل ، واعتماد مباشر لجودة اللحام على مؤهلات عامل اللحام ، وخصائص صحية منخفضة للعملية. آلة اللحام العاكس أفضل بكثير تحديد. توفر ماكينات العاكس إمكانية اللحام النبضي.
يعد بيع محولات اللحام هو الشيء الأكثر شيوعًا ، لأن الطلب عليها لا يصدق ببساطة. يعد بيع محولات اللحام هو الشيء الأكثر شيوعًا ، حيث أن الطلب عليها أمر لا يصدق وشراء العاكس اللحاممرغوب فيه من قبل العديد من المستهلكين. الميزة الرئيسية لجهاز العاكس هي انضغاطه. تم تطوير اللحام العاكس لفترة طويلة ، ولكن آلة العاكس اليوم هي أكثر معدات اللحام تقدمًا من الناحية التكنولوجية. ومع ذلك ، اليوم لا يمكن القول أن التكنولوجيا لحام العاكساستبدال اللحام بالكامل بمصادر طاقة أقل تقدمًا من الناحية التكنولوجية.
لقد كان بيع محولات اللحام تخصصنا لأكثر من عشرين عامًا. نقدم لكم معداتنا ، ونضمن جودتها. نريدك أن تعرف أنه يمكن لأي شخص شراء عاكس اللحام EWM. الجودة تؤكدها سمعتنا التجارية.
وصف مفصل لطريقة اللحام MMA
MMA (القوس المعدني اليدوي)- اللحام اليدوي بالقوس الكهربائي مع قطعة (مطلية). في الأدبيات الفنية السوفيتية ، كان الاختصار RDS يستخدم عادة.
جوهر الطريقة. يتم توفير تيار لحام مباشر أو متناوب للقطب الكهربائي وقطعة العمل لتشكيل وصيانة قوس اللحام من مصادر تيار اللحام (الشكل 1). يقوم القوس بصهر القضيب المعدني للقطب الكهربائي وطلائه والمعدن الأساسي. يمر قضيب الانصهار المعدني للقطب الكهربائي على شكل قطرات منفصلة مغطاة بخبث في حوض اللحام. في حوض اللحام ، يتم خلط معدن القطب مع المعدن المنصهر للمنتج (المعدن الأساسي) ، ويطفو الخبث المنصهر على السطح.
يسمى العمق الذي يذوب فيه المعدن الأساسي بعمق الاختراق. يعتمد ذلك على وضع اللحام (قوة تيار اللحام وقطر القطب) ، والموقع المكاني للحام ، وسرعة حركة القوس على سطح المنتج (نهاية القطب الكهربائي والقوس يتواصلان حركة انتقالية على طول اتجاه اللحام والاهتزازات المستعرضة) ، على تصميم الوصلة الملحومة ، وشكل وأبعاد أخدود الحواف الملحومة ، إلخ. تعتمد أبعاد حوض اللحام على وضع اللحام وعادة ما تكون ضمن الحدود التالية: العمق حتى 7 مم ، العرض 8 ... 15 مم ، الطول 10 ... 30 مم. عادة ما تكون حصة المعدن الأساسي في تكوين معدن اللحام 15 ... 35٪.
المسافة من بقعة نشطة على سطح القطب المنصهر إلى بقعة قوس نشطة أخرى على سطح حوض اللحام تسمى طول القوس. تشكل طبقة الانصهار للإلكترود جوًا غازيًا حول القوس وفوق سطح حوض اللحام ، والذي يدفع الهواء خارج منطقة اللحام ويمنع تفاعله مع المعدن المنصهر. في الغلاف الجوي الغازي ، توجد أيضًا أبخرة للمعادن الأساسية والإلكترود وعناصر السبائك. يساعد الخبث ، الذي يغطي قطرات من معدن القطب وسطح المعدن المنصهر لحوض اللحام ، على حمايتها من ملامسة الهواء ويشارك في التفاعلات المعدنية مع المعدن المنصهر.
يؤدي تبلور معدن حوض اللحام عند إزالة القوس إلى تكوين خط ربط يربط الأجزاء المراد لحامها. في حالة الانكسار العرضي للقوس أو عند تغيير الأقطاب الكهربائية ، يؤدي تبلور معدن حوض اللحام إلى تكوين فوهة لحام (تجويف في التماس على شكل السطح الخارجي لحوض اللحام). يشكل الخبث المتصلب قشرة خبثية على سطح اللحام.
 أرز. واحد القطب المعدني المطلي MMA(السهم يشير إلى اتجاه اللحام): 1 - قضيب معدني. 2 - طلاء القطب. 3 - الغلاف الجوي الغازي للقوس ؛ 4 - حوض اللحام ؛ 5 - الخبث المتصلب 6 - معدن اللحام المتبلور ؛ 7 - معادن أساسية 8 - قطرات من معدن القطب المنصهر ؛ 9 - عمق الاختراق
أرز. واحد القطب المعدني المطلي MMA(السهم يشير إلى اتجاه اللحام): 1 - قضيب معدني. 2 - طلاء القطب. 3 - الغلاف الجوي الغازي للقوس ؛ 4 - حوض اللحام ؛ 5 - الخبث المتصلب 6 - معدن اللحام المتبلور ؛ 7 - معادن أساسية 8 - قطرات من معدن القطب المنصهر ؛ 9 - عمق الاختراق
نظرًا لحقيقة أن تيار اللحام يتدفق من التيار الكهربائي في حامل القطب عبر القضيب المعدني للقطب الكهربي ، فإن القضيب يسخن. هذا التسخين أكبر ، كلما زاد تدفق تيار اللحام عبر القضيب وزادت قيمة الأخير. قبل بدء اللحام ، يكون للقضيب المعدني درجة حرارة محيطة ، وبحلول نهاية ذوبان القطب ، ترتفع درجة الحرارة إلى 500 ... 600 درجة مئوية (مع المحتوى في الطلاء المواد العضوية- لا تزيد عن 250 درجة مئوية). يؤدي هذا إلى اختلاف معدل انصهار القطب (كمية معدن القطب المنصهر) في البداية والنهاية. يتغير عمق اختراق المعدن الأساسي أيضًا بسبب التغيرات في ظروف انتقال الحرارة من القوس إلى المعدن الأساسي من خلال طبقة المعدن السائل في حوض اللحام. نتيجة لذلك ، تتغير نسبة نسب القطب الكهربي والمعادن الأساسية المشاركة في تكوين معدن اللحام ، ومن ثم تتغير تركيبة وخصائص معدن اللحام المصنوع بواسطة قطب كهربائي واحد. هذا هو أحد عيوب اللحام القوسي اليدوي بالأقطاب الكهربائية المطلية.
الاشتعال وصيانة القوس. قبل اشتعال (إثارة) القوس ، يجب ضبط القوة المطلوبة لتيار اللحام ، والتي تعتمد على العلامة التجارية للقطب ، والموقع المكاني للحام ، ونوع الوصلة الملحومة ، وما إلى ذلك. هناك طريقتان لإشعال قوس. في إحدى الطرق ، يتم تقريب القطب عموديًا من سطح المنتج حتى يلامس المعدن ويتم سحبه سريعًا إلى أعلى إلى طول القوس المطلوب. في الحالة الأخرى ، يتم "مخطط" القطب بشكل عرضي على سطح المعدن. يعتمد استخدام طريقة أو أخرى لإشعال القوس على ظروف اللحام ومهارة عامل اللحام.
يعتمد طول القوس على العلامة التجارية وقطر القطب ، والموقع المكاني للحام ، وقطع الحواف المراد لحامها ، إلخ. تؤدي الزيادة في طول القوس إلى تقليل جودة معدن اللحام المترسب بسبب الأكسدة الشديدة والنترة ، ويزيد من فقدان المعدن بسبب الهدر والتناثر ، ويقلل من عمق اختراق المعدن الأساسي. كما يتدهور مظهر التماس.
أثناء العملية ، يقوم عامل اللحام عادةً بتحريك القطب في اتجاهين على الأقل. أولاً ، يغذي القطب على طول محوره في القوس ، ويحافظ على طول القوس المطلوب اعتمادًا على معدل انصهار القطب. ثانيًا ، يقوم بتحريك القطب في اتجاه الترسيب أو اللحام لتشكيل التماس. في هذه الحالة ، يتم تشكيل حبة ضيقة ، يعتمد عرضها على قوة تيار اللحام وسرعة القوس المتحرك على طول سطح المنتج. عادة ما يتم تطبيق الخرز الضيق عند لحام جذر التماس ولحام الصفائح الرقيقة والحالات المماثلة.
مع قطر قطب كهربائي محدد بشكل صحيح وقوة تيار اللحام ، تكون سرعة القوس أهمية عظيمةلجودة التماس. عند زيادة السرعة ، يقوم القوس بإذابة المعدن الأساسي إلى عمق ضحل ومن الممكن تكوين نقص في الاختراق. عند السرعة المنخفضة ، بسبب المدخلات الكبيرة بشكل مفرط لحرارة القوس في المعدن الأساسي ، غالبًا ما يتشكل الاحتراق ، ويتدفق المعدن المنصهر خارج حوض اللحام. في بعض الحالات ، على سبيل المثال ، عند اللحام في المنحدرات ، يمكن أن يؤدي تكوين طبقة سائلة من معدن القطب المنصهر بسمك متزايد تحت القوس ، إلى تكوين عدم الاختراق.
في بعض الأحيان ، يتعين على عامل اللحام تحريك القطب عبر اللحام ، وبالتالي ضبط توزيع حرارة القوس عبر اللحام للحصول على العمق المطلوب لاختراق المعدن الأساسي وعرض اللحام. يعتمد عمق تغلغل المعدن الأساسي وتشكيل اللحام بشكل أساسي على نوع الاهتزازات المستعرضة للإلكترود ، والتي يتم إجراؤها عادةً بتردد ثابت وسعة بالنسبة لمحور اللحام (الشكل 2). يعتمد مسار حركة نهاية القطب على الموضع المكاني للحام وحواف القطع ومهارات اللحام. عند اللحام بالاهتزازات المستعرضة ، يتم الحصول على حبة موسعة ، يعتمد شكل الاختراق على مسار الاهتزازات المستعرضة لنهاية القطب ، أي على شروط إدخال حرارة القوس في المعدن الأساسي. في نهاية اللحام - كسر القوس ، يجب أن تكون الحفرة ملحومة بشكل صحيح.
الحفرة هي منطقة بها أكبر عددالشوائب الضارة بسبب زيادة معدل تبلور المعدن ، لذلك من المرجح أن تكون التشققات فيه. في نهاية اللحام ، لا تكسر القوس عن طريق إزالة القطب بشكل حاد من قطعة الشغل.
من الضروري إيقاف جميع حركات القطب وإطالة القوس ببطء حتى ينكسر ؛ ذوبان المعدن الكهربائي في هذه الحالة سوف يملأ الحفرة. عند لحام الفولاذ منخفض الكربون ، تُؤخذ الحفرة أحيانًا بعيدًا عن خط اللحام - على المعدن الأساسي. في حالة حدوث كسر عرضي في القوس أو عند تغيير الأقطاب الكهربائية ، فإن القوس يكون متحمسًا على المعدن الأساسي الذي لم يذوب بعد أمام الحفرة ثم يذوب المعدن في الحفرة.
 أرز. الشكل 2. المسارات الرئيسية لحركة نهاية القطب في اللحام القوسي اليدوي للخرز الموسع
أرز. الشكل 2. المسارات الرئيسية لحركة نهاية القطب في اللحام القوسي اليدوي للخرز الموسع
اعتمادًا على طول التماس ، وخصائص المادة التي يتم لحامها ، ومتطلبات دقة وجودة الوصلات الملحومة ، يتم إجراء لحام اللحامات بطرق مختلفة. على التين. 3 يوضح مخططات اللحام هذه. أبسط هو تنفيذ طبقات قصيرة.
 أرز. 3. أنواع اللحامات
أرز. 3. أنواع اللحامات
1 - خط التماس أحادي الطبقة ؛ 2 - التماس متعدد التمريرات ؛ 3 - التماس متعدد الطبقات.
يتم تنفيذ حركة المرور - من البداية إلى نهاية التماس. إذا كان التماس أطول (دعنا نسميه خط التماس طول متوسط) ، ثم ينتقل اللحام من المنتصف إلى الأطراف (بطريقة عكسية). إذا تم لحام التماس الطويل ، فيمكن إجراؤه بطريقة متدرجة عكسية وبتشتت. ميزة واحدة - إذا تم استخدام طريقة الخطوة العكسية ، فسيتم تقسيم التماس بأكمله إلى أقسام صغيرة (200-150 مم لكل منهما) ويتم اللحام في كل قسم في الاتجاه المعاكس للاتجاه العام للحام.
يتم استخدام "Hill" أو "cascade" عند عمل طبقات الهياكل التي تحمل حمولة كبيرة وهياكل ذات سمك كبير. مع سماكة 20-25 مم ، تنشأ ضغوط حجمية وهناك خطر حدوث تشققات. عند اللحام بـ "شريحة" ، يجب أن تكون منطقة اللحام نفسها في حالة ساخنة باستمرار ، وهو أمر مهم للغاية لمنع ظهور التشققات.
أحد أشكال اللحام "التل" هو اللحام "التعاقبي".
عند لحام الفولاذ الطري ، يبلغ سمك كل طبقة لحام 3-5 مم حسب تيار اللحام. على سبيل المثال ، عند تيار 100 أمبير ، يقوم القوس بصهر المعدن إلى عمق حوالي 1 مم ، بينما يتعرض معدن الطبقة السفلية للمعالجة الحرارية لعمق 1-2 مم بتكوين حبيبات دقيقة بنية. عند تيار لحام يصل إلى 200 أمبير ، يزيد سمك الطبقة المترسبة إلى 4 مم ، و المعالجة الحراريةتحدث الطبقة السفلية على عمق 2-3 مم.
 أرز. أربعة. مخططات اللحام.
أرز. أربعة. مخططات اللحام.
1 - ممر اللحام ؛ 2 - اللحام من المنتصف إلى الحواف ؛ 3 - اللحام بخطوة عكسية ؛ 4 - لحام بلوك ؛ 5 - اللحام المتتالي ؛ 6- لحام منزلق
للحصول على بنية دقيقة الحبيبات لمفصل الجذر ، من الضروري استخدام بكرة لحام باستخدام قطب كهربائي بقطر 3 مم لهذا الغرض ، بقوة تيار 100A. قبل ذلك ، يجب تنظيف خط الجذر جيدًا. يتم تطبيق طبقة التلدين (الزخرفية) على الطبقة العليا من التماس. سمك هذه الطبقة 1-2 مم. يمكن الحصول على هذه الطبقة بإلكترود بقطر 5-6 مم بقوة تيار 200-300 أ.
نهاية التماس. في نهاية اللحام ، كسر القوس في نهاية التماس ، يجب أن تكون الحفرة ملحومة بشكل صحيح. الحفرة هي المنطقة التي بها أكبر كمية من الشوائب الضارة ، لذلك من المرجح أن تكون الشقوق فيها. في نهاية اللحام ، لا تكسر القوس عن طريق إزالة القطب بشكل حاد من قطعة الشغل. من الضروري إيقاف جميع حركات القطب وإطالة القوس ببطء حتى ينكسر ؛ ذوبان المعدن الكهربائي في نفس الوقت سوف يملأ الحفرة.
عند لحام الفولاذ منخفض الكربون ، تُؤخذ الحفرة أحيانًا بعيدًا عن خط اللحام - على المعدن الأساسي. إذا كان الفولاذ ملحومًا ، وهو عرضة لتشكيل هياكل تصلب ، فإن إزالة الحفرة إلى الجانب غير مقبولة بسبب إمكانية التصدع.
عند اللحام التيار المباشر عكس القطبيةعمق الاختراق أكبر بنسبة 40-50٪ من التيار المباشر للقطبية المباشرة ، وهو ما يفسر بكمية الحرارة المختلفة المنبعثة عند الأنود والكاثود. عند اللحام التيار المتناوبعمق الاختراق هو 15 - 20٪ أقل من اللحام بالتيار المباشر للقطبية العكسية. يتم تحديد قطر القطب وفقًا لسمك المعدن المراد لحامه ، والموضع الذي يتم فيه إجراء اللحام ، وكذلك على نوع الوصلة وشكل الحواف المعدة للحام. عندما تصل سماكة صفائح اللحام التناكبي من الصلب إلى 4 مم في الموضع السفلي ، فإن قطر القطب الكهربائي عادة ما يكون مساويًا لسمك المعدن الذي يتم لحامه. عند لحام الفولاذ بسماكة أكبر ، يتم استخدام أقطاب كهربائية بقطر 4-6 مم ، بشرط ضمان الاختراق الكامل للأجزاء المراد ربطها والتشكيل الصحيح للخط. يحدد التوتر بشكل أساسي عرض التماس. الإجهاد له تأثير ضئيل للغاية على عمق الاختراق. إذا زادت سرعة اللحام ، مع زيادة الجهد ، سينخفض عرض التماس. تعتمد القوة الحالية بشكل أساسي على قطر القطب ، وكذلك على طول جزء العمل الخاص به ، وتكوين الطلاء ، وموضع اللحام. كيف أكثر حداثةكلما زادت الإنتاجية ، أي كلما زاد ترسيب المعادن. ومع ذلك ، إذا كان التيار مفرطًا لقطر قطب كهربائي معين ، فإن القطب يسخن بسرعة فوق الحد المسموح به ، مما يؤدي إلى انخفاض جودة اللحام وزيادة ترشيش. الشكل 5. يوضح مخططات اللحام التناكبي على مظلة ، على بطانة نحاسية قابلة للإزالة ، مع خط لحام أولي وبطانة فولاذية.
 الشكل 5. بعقب اللحام.
الشكل 5. بعقب اللحام.
1 - لحام خط اللحام "بالوزن" ؛ 2 - اللحام على بطانة نحاسية (قابلة للإزالة) ؛ 3 - اللحام على البطانة الفولاذية المتبقية ؛ 4 - اللحام بدرزة اللحام التمهيدي والسفلي.
يتطلب إجراء الوصلات الأفقية والعمودية والسقف مهارات معينة ، نظرًا لوجود احتمال كبير جدًا لتدفق المعدن المنصهر إلى الخارج ، وسقوط القطرات. لمنع حدوث ذلك ، يجب أن يتم اللحام بقوس قصير جدًا. بالإضافة إلى ذلك ، ستكون التذبذبات المستعرضة للقطب الكهربائي ضرورية أيضًا.
من أجل الحفاظ على طبقة المعدن المنصهر في حوض اللحام ، من الضروري أن تحتفظ قوة التوتر السطحي بكتلة المادة المترسبة. وكلما كانت الكتلة أصغر ، زادت احتمالية احتفاظها بهذه القوة (فيلم). يمكن تحقيق ذلك بالطريقة التالية: يجب إزالة نهاية القطب بشكل دوري بعيدًا عن الحمام ، مما يسمح للمعدن المنصهر بالتبلور جزئيًا. علاوة على ذلك ، يتم تطبيق تيار مخفض (بنسبة 10 أو 20٪) وأقطاب كهربائية ذات قطر أصغر. كل هذا سيعطي انخفاضًا في عرض حبة اللحام. بالنسبة لمفاصل السقف ، تعتبر الأقطاب الكهربائية التي يبلغ قطرها 4 مم هي الأمثل ، بالنسبة للمفاصل الأفقية (بما في ذلك العمودية) ، يتم أخذ أقطاب كهربائية بقطر 5 مم.
خط التماس السقف. الأصعب على الإطلاق: يتم إجراء اللحام بواسطة دوائر قصيرة دورية لنهاية القطب الكهربائي إلى حوض اللحام ، حيث يتبلور معدن حوض اللحام جزئيًا ، مما يقلل من حجم حوض اللحام. في الوقت نفسه ، يتم إدخال معدن القطب المنصهر في حوض اللحام. عندما يتم إطالة القوس ، يتم تشكيل القطع السفلية. عند لحام هذه اللحامات ، يتم إنشاء ظروف غير مواتية لإطلاق الخبث والغازات من المعدن المنصهر لحوض اللحام.
 أرز. 6. زاوية ميل القطب أثناء اللحام.
أرز. 6. زاوية ميل القطب أثناء اللحام.
أ - زاوية اللحام العمودي ؛ ب - زاوية اللحام الأفقي ؛ ب - زاوية لحام السقف.
التماس العمودي. يمكن إجراؤها بطريقتين - في الهبوط والصعود. يفضل اللحام الصاعد. في هذه الحالة ، يحتفظ المعدن الأساسي المتبلور جزئيًا بالفعل بالمعدن المنصهر أعلاه. بهذه الطريقة ، من الملائم غلي جذر التماس والحواف. يفسر ذلك حقيقة أن المعدن المنصهر من القطب سوف يستنزف في حوض اللحام. العيب الوحيد في هذه الطريقة هو أن سطح التماس سيتم تغطيته بمقاييس خشنة. يعد اللحام في المنحدرات أسهل ، ولكن سيكون من الصعب الحصول على اختراق جيد لتقاطع الأجزاء. الحقيقة هي أن المعدن المنصهر والخبث سوف يتدفقان تحت القوس ولا يمكن الاحتفاظ بهما إلا بقوة التوتر السطحي وقوة القوس الحالي. لكن هاتين القوتين قد تكونا غير كافيتين وسوف يتدفق المعدن المنصهر.
التماس الأفقي. أكثر تعقيدًا في التنفيذ من العمودي. والسبب هو جريان المعدن المنصهر من حوض اللحام إلى الحافة السفلية. نتيجة لذلك ، يمكن تشكيل تقويض على طول الحافة العلوية. عند لحام المعدن ذو السماكة المتزايدة ، عادة ما تكون حافة علوية واحدة مشطوفة ، تساعد الحافة السفلية في الحفاظ على المعدن المنصهر في حوض اللحام. لحام اللحامات الأفقية في مفاصل التراكب لا يسبب صعوبات ولا يختلف في التقنية عن اللحام في الموضع السفلي.
المجال الرئيسي لتطبيق لحام الأرغون القوسي باستخدام قطب كهربائي غير قابل للاستهلاك هو الوصلات المصنوعة من سبائك الفولاذ والمعادن غير الحديدية. عند السماكات الصغيرة ، يمكن إجراء لحام الأرجون بدون مادة مضافة. توفر طريقة اللحام جودة جيدةوتكوين اللحامات ، يسمح لك بالحفاظ بدقة على عمق اختراق المعدن ، وهو أمر مهم للغاية عند لحام المعدن الرقيق مع وصول أحادي الجانب إلى سطح المنتج. لقد أصبح منتشرًا في لحام وصلات الأنابيب غير القابلة للدوران ، حيث تم تطوير تصميمات مختلفة لآلات اللحام الأوتوماتيكية. في هذا الشكل ، يسمى اللحام أحيانًا اللحام المداري. يعد اللحام باستخدام قطب كهربائي غير قابل للاستهلاك أحد الطرق الرئيسية لربط سبائك التيتانيوم والألومنيوم.
يستخدم لحام الأرغون الكهربائي القابل للاستهلاك في لحام الفولاذ المقاوم للصدأ والألمنيوم. ومع ذلك ، فإن نطاق تطبيقه صغير نسبيًا.
مساوئ لحام الأرغون القوسي
عيوب لحام الأرغون القوسي هي انخفاض الإنتاجية عند استخدام الإصدار اليدوي. لا يمكن دائمًا استخدام اللحام الأوتوماتيكي للدرزات القصيرة والموجهة بشكل مختلف.