Découpe jet d'eau du métal : installations, équipements, pression. Installation de découpe au jet d'eau : types et caractéristiques
Installation (machine) de découpe au jet d'eau se compose généralement des nœuds suivants :
- station (pompe) de haute pression ;
- tête de coupe (deux têtes de coupe ou plus);
- canalisations à haute pression;
- table de coordination avec un bain et des entraînements pour déplacer les têtes de coupe;
- système d'approvisionnement en abrasif ;
- bassin de décantation ;
- Système de contrôle.
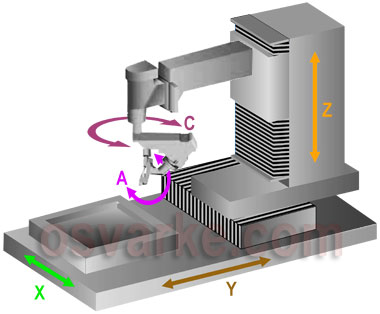
Image. Machine de découpe au jet d'eau
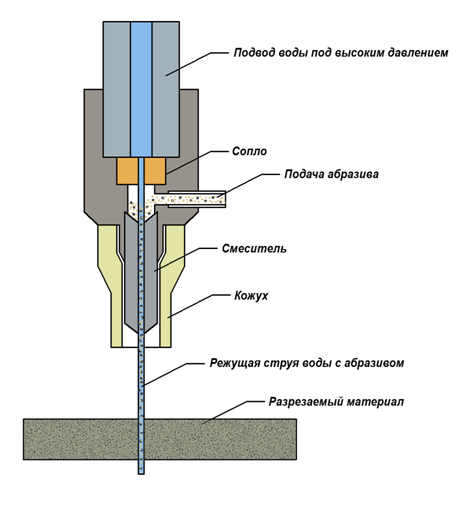
En utilisant pompe à haute pression l'eau est comprimée à la pression requise, puis introduite dans la tête de coupe par des canalisations. tête de coupe assure la conversion de l'énergie de l'eau comprimée sous haute pression en énergie cinétique d'un jet eau-abrasif à grande vitesse et sa formation finale en tant qu'outil de coupe.
Système de dosage d'abrasif se compose d'une trémie d'abrasif sous pression, d'un dispositif de dosage et d'alimentation en abrasif de la tête de coupe, équipé d'une mini trémie, ainsi que de flexibles de raccordement.
Tableau de coordonnées(avec entraînements à déplacement) est conçu pour accueillir les pièces et le positionnement des têtes de coupe, et bain- pour la réception d'un jet eau-abrasif et le traitement des déchets. Dans les réglages de pièces coupantes complexes, la tête de coupe peut se déplacer selon 5 axes : axes standard X (avant-arrière), Y (gauche-droite), Z (haut-bas), ainsi que les axes A (changement d'angle) et C (rotation autour de l'axe Z).
L'eau évacuée du bain de la table de coordonnées entre dans le décanteur, où il est nettoyé des boues - abrasif utilisé et petits résidus du matériau traité.
Contrôle du processus de coupe généralement effectué à partir d'un ordinateur personnel (ordinateur).
Pompes haute pression
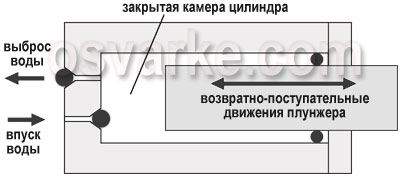
Le pompage de l'eau à ultra haute pression dans la pompe est effectué grâce aux mouvements alternatifs du piston - le déplaceur de forme cylindrique allongée. Le piston est poussé dans la chambre fermée du cylindre pour augmenter la pression, ce qui comprime l'eau. Lorsque la pression requise est atteinte, la soupape unidirectionnelle de sortie s'ouvre et une partie du liquide comprimé est éjectée. Ensuite, la soupape de sortie se ferme et le piston commence à se déplacer dans la direction opposée sous la pression de l'eau en expansion. Dans le même temps, la pression de l'eau diminue jusqu'au niveau de la pression d'entrée et la vanne unidirectionnelle d'entrée s'ouvre.
Selon le mode d'entraînement du piston, on distingue deux types de pompes ultra haute pression :
- actions directes et
- type multiplicateur ("renforçant") - ils sont également appelés booster.
Pompes à action directe avoir une conception plus simple.

Image. L'utilisation d'une pompe à action directe dans une machine de découpe au jet d'eau
La pompe d'alimentation génère une basse pression d'eau préliminaire. Ensuite, l'eau est purifiée et entre dans la pompe à haute pression. Le moteur électrique entraîne trois pistons, poussant l'eau hors des cylindres à tour de rôle.
Les pompes à action directe sont relativement bon marché, vous permettent d'augmenter progressivement la pression et ont un rendement très élevé - jusqu'à 95% ou plus. Cependant, la pression de l'eau créée par de telles pompes ne dépasse généralement pas 3800 atmosphères.
Une pression d'eau plus élevée (jusqu'à 4150 ou 6000 bar) peut créer pompes de type multiplicateur (surpresseur).
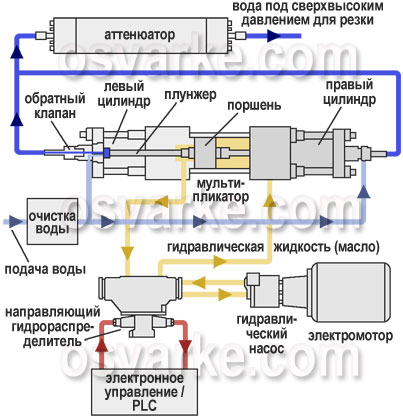

Dessins. Expulsion de l'eau à ultra haute pression alternativement des cylindres gauche (figure supérieure) et droit (figure inférieure) dans une pompe de type multiplicateur
Le piston est entraîné dans un sens ou dans l'autre par de l'huile fournie sous pression primaire (généralement environ 207 atmosphères), qui est créée par une pompe hydraulique. La surface de chacune des bases de piston peut être 20 fois la surface surface de travail chacun des plongeurs. En conséquence, la pression de l'eau expulsée par les plongeurs alternativement des chambres des deux cylindres est 20 fois supérieure à la pression d'huile primaire. Alors que l'eau est éjectée d'une chambre à haute pression, l'eau à basse pression pénètre dans la chambre opposée, etc.
L'atténuateur (accumulateur) atténue les pulsations de la pression de l'eau et assure un débit d'eau continu pour le processus de coupe.
Les pompes de type multiplicateur sont structurellement plus complexes et nécessitent un refroidissement.

Une photo. Pompe à double intensification Jet Edge iP60-100 (à gauche) et système à double pompe OMAX P4055V (à droite) utilisés dans les machines de découpe au jet d'eau
Appareils supplémentaires
Système de traitement de l'eau. Conçu principalement pour adoucir l'eau et éliminer les impuretés indésirables (contenant du fer, du silicium, du manganèse, etc.) qui réduisent la durée de vie de la buse d'eau et des joints haute pression. De plus, il peut fournir une réserve d'eau, la température et la pression requises de l'eau fournie à la pompe haute pression, et peut également être utilisé pour refroidir la pompe multiplicatrice.
Système anti-collision. Il est utilisé pour éliminer la possibilité d'une collision entre la tête de coupe et la pièce lorsque la surface est inégale. Le tube mélangeur est protégé par une bague de protection reliée au capteur de choc. Lorsqu'une collision est détectée, le mouvement de la fraise s'arrête et elle reste opérationnelle après la suppression de l'obstacle.
Avec un axe Z contrôlé, il est possible d'utiliser systèmes de contrôle de la hauteur de la tête de coupe, vous permettant de maintenir en permanence une distance très proche entre la tête de coupe et la surface de la pièce, ce qui augmente considérablement la vitesse et la précision du traitement.
Localisateur optique. Il se compose d'une caméra vidéo étanche miniature capable de déterminer avec précision les coordonnées de tous les points à la surface de la pièce et d'un programme permettant de recalculer les coordonnées des points après la réinstallation ou le déplacement de la pièce. En conséquence, ce système enregistre l'emplacement de la pièce en mémoire et permet de continuer à couper le long du même contour qu'une pièce déplacée arbitrairement avec des dimensions dépassant de manière significative les dimensions de la table de coordonnées, ainsi qu'une pièce temporairement retardée.
Système de contrôle du niveau d'eau du bain. Conçu pour élever le niveau d'eau pendant la coupe et l'abaisser au niveau d'origine à la fin du processus de traitement. Dans le même temps, le niveau de bruit, la pulvérisation du jet de coupe et l'émission de poussières abrasives dans l'air sont considérablement réduits. Pour une coupe efficace sous l'eau, sa couche au-dessus de la pièce doit être très fine. Ainsi, avec une épaisseur de couche de revêtement de 1 mm, la puissance du jet est déjà réduite d'environ 5 %.
Il est également possible d'utiliser un système d'évacuation des copeaux, un pointeur laser pour le positionnement de la torche, un système de surveillance à distance de la machine, une tête de perçage et d'autres composants supplémentaires.
Matériaux consommables
Le tableau ci-dessous montre la durée de vie moyenne des consommables lors de la coupe de l'acier sur les installations BarsJet (conçues par NPO BARS, fabriquées par Delta-Intech LLC, région de Tcheliabinsk, colonie de Kazantsevo). Les valeurs réelles dépendent des modes de fonctionnement de la machine, principalement de la pression de fonctionnement de la pompe. Ainsi, lors du traitement du verre, la ressource opérationnelle sera plus longue que lors du traitement de l'acier ou du titane.
Table. Valeurs de durée de vie moyennes des consommables obtenues à partir des statistiques de fonctionnement des unités BarsJet (avec une pompe multiplicatrice Thueringer et une tête de coupe Thueringer) pour la découpe au jet d'eau de l'acier (données de TechnoAllianceGroup LLC, Moscou)
| Accessoires | Durée de vie moyenne (heures) |
| buse d'eau | 60 |
| tube mélangeur | 80 |
| Treillis sur la table de coordonnées | 150 |
| Kit joint multiplicateur | 200 |
| Graisse de chariot | 200 |
| Tube d'alimentation en abrasif | 250 |
| Vanne champignon (minibunker) | 250 |
| Élément de filtre à eau pour tête de coupe | 300 |
| Assemblage de la vanne d'entrée et de sortie du multiplicateur | 500 |
| Kit de joints pour la partie hydraulique du multiplicateur | 500 |
| Kit de joints pour soupape de décharge | 500 |
| Kit de joints pour tête de coupe | 500 |
| Chambre de mélange (tête de coupe) | 600 |
| Fluide hydraulique (huile) British Petroleum Energol HLP-HM 46, 208 l | 2000 |
| Eléments filtrants à eau (1, 5 et 20 microns) | comme ça se salit |
| Sel granulé pour adoucisseur d'eau | pendant que vous dépensez |
| Lubrifiant Turmopast | pendant que vous dépensez |
| sable abrasif | tel que dépensé (coût le plus élevé) |
Matériel de découpe au jet d'eau
Les machines de découpe au jet d'eau sont fabriquées par Flow (USA), OMAX (USA), Jet Edge (USA), PTV (République tchèque), Water Jet Sweden (Suède), Resato (Hollande), Bystronic (Suisse), Caretta Technology (Italie) , ALICO (Finlande), etc. Parmi les fabricants bien connus de composants pour machines-outils: KMT, AccuStream (États-Unis - pompes ultra-haute pression, têtes de coupe, alimentateurs abrasifs, etc.), ainsi que UHDE (Allemagne), Thueringer (Allemagne), BHDT (Autriche), etc.

Une photo. OMAX 60120 JetMachining Center (en haut) et Maxiem 1530 (en bas)
En Russie, les machines de découpe au jet d'eau à partir de composants nationaux et étrangers sont fabriquées par LLC Delta-Intech (développement - NPO BARS).
Table. Informations sur les installations et les machines pour la découpe au jet d'eau
| Nom | Pompes haute pression |
| Type de portail Flow WMC2 avec modifications (USA) | Débit à action directe HyPlex et Booster type Débit Série 20x, 25x, HyperJet, etc. selon l'installation ou le choix |
| Portail-console type Flow IFB2 avec modifications (USA) | |
| OMAX JetMaching Center 2626, 2626 | séries xp, 2652, 5555, 55100, 60120, 80160, 80X et 120X (États-Unis) | Action directe OMAX P3050V, P3055V, P4055V, P4055V Dual (système à deux pompes) selon la machine |
| Maxiem 0707, 1515, 1530, 2030, 2040 (marque d'OMAX, USA) | Action directe (3450 bar) |
| PTV avec les modèles des séries D, New Line, Smart Jet, Dynamite, Free Beam (République tchèque) | Booster PTV JETS - 2.2/60, 3.8/60 Compact, 3.8/60 Classic, 7.5/60c selon installation |
| Jet d'eau Suède NC1000, NC2515S, NC3015CT, NC3015EB, NC3030T, NC4020E, NC3520S-5x, NC3515D-5x, NC4060Q, NC4492D, NC40180T etc. (Suède) | Booster KMT StreamLine (USA) de diverses modifications |
| Caretta Technology POSEIDON WATERJET, série MODULA avec diverses modifications, etc. (Italie) | Booster KMT StreamLine série SL-V et Pro (USA) selon la machine |
| Resato R-LCM 1515-1 (1500 x 1500 mm, une tête de coupe), 2010-1, 2015-1, 2020-1/2, 3015-1/2/3, 3030-1/2/3, 3060- 1/2/3 et autres (Hollande) | Booster Resato Powerjet PJE avec diverses modifications (pression jusqu'à 4000 bar) et Ultrajet (jusqu'à 6000 bar) selon l'installation |
| BarsJet 1510–3.1.1, 2010–3.1.1, 2015–3.1.1, 2515–3.1.1, 3020–3.1.1, 2040–3.1.1, 2060–3.1.1 (Russie) | Booster BarsPump–4000 (Russie) ou fabriqué par Resato (Hollande), UHDE, Thueringer (Allemagne), BHDT (Autriche), etc. |
Machine de découpe au jet d'eau
BarsJet 2010-3.1.1
TechnoAllianceGroup LLC est le revendeur officiel des NPO Bars
ÉQUIPEMENT:
Unité de découpe jet d'eau BarsJet 2010 - 3.1.1 :
| 1. | Table de coordonnées, taille de la zone de travail 2000 x 1000 x 200 mm | 1 pc |
| 2. | Tête de coupe Flow avec kit de joint de tête de coupe | 1 pc |
| 3. | Tube de mélange, vnutr. diamètre 1,1 mm | 1 pc |
| 4. | Tube de mélange, vnutr. diamètre 0,8mm | 1 pc |
| 5. | Buse d'eau, vnutr. diamètre 0,25 mm, 0,30 mm, 0,35 mm | 1 pièce chacun |
| 6. | Station haute pression Thueringer (Allemagne), 37 kW | 1 pc |
| 7. | Kit de pièces de rechange pour SVD : - jeu de joint statique pour multiplicateur - 1 pc ; - un jeu de joints dynamiques pour le multiplicateur - 1 pc ; - graisse pour raccords filetés - 100g. | 1 jeu |
| 8. | Tuyaux haute pression | 12 mètres |
| 9. | Groupe d'alimentation en abrasif (sous pression) avec mini-bunker | 1 pc |
| 10. | Décanteur | 1 pc |
| 11. | Rack de système de contrôle avec ordinateur personnel | 1 pc |
| 12. | Progiciel BarsJetSoft : BarsJet-générateur + BarsJet-monitoring + BarsJet-CNC | 1 jeu |
Consommables: prime
Spécifications BarsJet
1. Technologie
Dans les machines de découpe au jet d'eau, l'eau à haute pression générée par une station à haute pression est introduite dans une buse, qui forme un jet d'eau à grande vitesse. Un tel jet d'eau, entrant dans la chambre de mélange, capture le matériau abrasif fourni à cette chambre, formant un mélange eau-abrasif, qui pénètre dans le tube de mélange d'un diamètre intérieur d'environ 1 mm et y accélère à une vitesse de 900 m/ s. Ce jet d'eau à grande vitesse est utilisé comme outil de coupe universel.
La technologie permet de couper presque tous les matériaux en feuille :
- métaux ferreux et alliages;
- aciers alliés et alliages difficiles à usiner (y compris : aciers résistants à la chaleur, à outils et inoxydables) ;
- métaux et alliages non ferreux (cuivre, nickel, zinc, aluminium, magnésium, silicium, titane et leurs alliages) ;
- matériaux composites;
- matériaux céramiques (granit céramique, carreaux);
- pierres naturelles et artificielles (granit, marbre, jaspe, etc.);
- verre et verre composite (triplex, verre blindé, verre armé, fibre de verre, etc.) ;
- matériaux poreux et transparents;
- structures en nid d'abeilles et en sandwich;
- béton et béton armé.
- matériaux souples (polyuréthane, caoutchouc mousse et autres matériaux en mousse, plastiques, produits en cuir, carton, papier, tissus, etc.);
- alimentaires (aliments surgelés, aliments denses, chocolat, etc.).
Il convient de noter que la découpe de divers matériaux ne nécessite pas de réajustement de l'outil. Les dimensions maximales du matériau traité:
Largeur et longueur - limitées par les dimensions de travail de la table de coordonnées ;
Épaisseur - 200 mm (s'il est nécessaire de traiter un matériau de plus de 200 mm, il est possible de fabriquer un portail spécial selon les spécifications techniques du client).
Avantages de l'utilisation de la technologie de découpe au jet d'eau :
- universalité d'utilisation de l'installation pour la coupe de tous les matériaux de différentes épaisseurs;
- couper le long du contour de toute complexité;
- une température de coupe basse (60-90.C) n'a pas d'effet thermique sur le matériau à couper ;
- haute qualité de la surface de coupe;
- haute précision de coupe (précision de positionnement : ±0,1 mm/1000 mm) ;
- petite perte de matière à la suite de la coupe;
- économie de processus
- propreté environnementale et absence totale d'émissions de gaz nocifs
- Sécurité complète contre les incendies et les explosions
2. Descriptif des installations BarsJet
Les unités de découpe au jet d'eau BarsJet sont développées par des spécialistes et sont fabriquées sur la base de production moderne de l'entreprise en utilisant des composants importés sélectionnés.
BarsJet diffère des machines de découpe au jet d'eau d'autres fabricants :
- Productivité accrue grâce à la minimisation des pauses technologiques grâce à la possibilité de mouvement séquentiel de la tête de coupe par programme à travers plusieurs zones de travail de la table de coordonnées et à la possibilité d'effectuer simultanément dans deux zones de travail adjacentes de la table l'opération de coupe en une seule des zones de travail et l'opération de dépose - mise en place des pièces et pièces - dans l'autre.
- Facilité d'utilisation et processus d'apprentissage. Le système de contrôle BarsJet n'utilise pas de contrôleurs industriels généraux pour CNC : les programmes de contrôle sont conçus spécifiquement pour la découpe au jet d'eau, qui est contrôlée à partir d'un ordinateur personnel.
- Grande fiabilité de l'installation dans les conditions réelles d'alimentation en eau (les ressources de la station haute pression et de la tête de coupe sont augmentées grâce à l'utilisation d'un système de traitement de l'eau).
- Contrôle 100% automatisé du fonctionnement et du personnel de l'usine grâce à la Logiciel développé par des programmeurs.
- Interface logicielle en russe
- Prise en compte individuelle des exigences du client dans la conception de chaque installation.
- Opérationnel garanti entretien des services personnel qualifié du fabricant national.
- Le coût des installations BarsJet avec la même fonctionnalité est inférieur au coût des installations de découpe au jet d'eau des fabricants étrangers.
Nos clients peuvent compter sur une assistance rapide et qualifiée pendant toute la période de fonctionnement de l'équipement.
3. Unités fonctionnelles BARSJET
Le complexe de découpe au jet d'eau comprend généralement les unités et systèmes suivants :
- station haute pression;
- tête de coupe (système de plusieurs têtes de coupe);
- table de coordination et entraînements des mouvements de la tête de coupe ;
- câblage haute pression ;
- système d'approvisionnement en abrasif ;
- Système de contrôle
Station haute pression Le "cœur" de la machine de découpe au jet d'eau assure la compression du fluide de travail à la pression requise. Le fonctionnement du SVD est basé sur un circuit hydraulique universel, où un multiplicateur spécial à double effet est utilisé comme surpresseur, dont le principe de fonctionnement est basé sur la multiplication de la pression en raison de la différence dans les zones du piston à huile et le plongeur d'eau.
TechnoAllianceGroup LLC propose à ses clients, en fonction des tâches à résoudre, une large gamme de stations haute pression de différents fabricants, dont une station haute pression propre production BarsPump - 4000, pompes haute pression fabriquées par UHDE (Allemagne), Resato (Hollande), Thueringer (Allemagne), BHDT (Autriche).



En concurrence avec d'autres méthodes telles que la découpe laser et plasma, la découpe jet d'eau s'impose de plus en plus comme une véritable méthode performante. Dans la technologie de découpe au jet d'eau, l'utilisation de pressions de 3 500 à 4 000 bars est une indication de l'état actuel de la technique. Une autre augmentation significative de la puissance, et donc de la productivité, est possible en augmentant la pression de coupe de 4 000 à 6 000 bar. Dans le même temps, une pression accrue augmente le débit du mélange jet d'eau, le jet devient plus dense et plus efficace, les coûts de découpe sont réduits, ce qui entraîne une augmentation progressive de la rentabilité de l'utilisation d'une machine de découpe au jet d'eau. atteint.
Système de pompe flexible à deux étages pour une pression de 6 000 bar
TechnoAllianceGroup LLC, à la demande des clients, complète les machines de découpe au jet d'eau BarsJet avec des pompes haute pression pour 6000 bar de Uhde High Pressure Technologies (Allemagne), qui a été l'une des premières au monde à apporter le système de pompes haute pression avec une pression de travail de 6000 bar pour une préparation industrielle à la production de masse. Le système de pompe haute pression flexible à deux étages se compose de doubles multiplicateurs de 4150 bar. Sur simple pression d'un bouton, l'utilisateur décide s'il travaillera à 6 000 bar (3 l/min) ou encore à 4 150 bar (4,2 l/min).
Avantages de l'utilisation d'une pompe haute pression 6000 bar
- Vitesse de coupe 1,5 fois plus rapide pour divers matériaux
- Réduction de la consommation de sable abrasif de 35 à 50 %
- Possibilité de découper de grandes épaisseurs de matériaux au jet d'eau sans abrasif. Par exemple, lors de la découpe de stratifiés polymères, ainsi que d'aluminium jusqu'à 6 mm et de titane jusqu'à 3 mm
- Le coût au mètre de coupe de divers matériaux est réduit de 40 %.
Vitesses de coupe droite des matériaux à une pression de 6000 bar, mm/min
| Pression de coupe, bar | 6000 | ||||
| Consommation d'abrasif, g/min | 250-450 | ||||
| 0,76; 1.01 | |||||
| Diamètre de buse, mm | 0,25 | ||||
| Marque abrasif | kerfjet 80 | ||||
| Pression de coupe, bar | 6000 | ||||
| Épaisseur du matériau, mm | |||||
| Matériel | 5 | 10 | 20 | 50 | 100 |
| Acier inoxydable | 1444 | 786 | 358 | 102 | 40 |
| Titane | 1873 | 1025 | 468 | 137 | 51 |
| Aluminium | 3896 | 2124 | 974 | 282 | 104 |
| Granit | 6891 | 3757 | 1718 | 495 | 182 |
| Marbre | 8088 | 4410 | 2017 | 580 | 214 |
| Verre | 7469 | 40731862 | 536 | 198 | |
| PRFC | 6776 | 3698 | 1690 | 487 | 181 |
Vitesses de coupe droite des matériaux à une pression de 4100 bar, mm/min
| Pression de coupe, bar | 4100 | ||||
| Consommation d'abrasif, g/min | 250-450 | ||||
| Diamètre du tube de mélange, mm | 0,76; 1.01 | ||||
| Diamètre de buse, mm | 0,25; 0,35 | ||||
| Marque abrasif | kerfjet 80 | ||||
| Pression de coupe, bar | 6000 | ||||
| Épaisseur du matériau, mm | |||||
| Matériel | 5 | 10 | 20 | 50 | 100 |
| Acier inoxydable | 877 | 476 | 217 | 64 | 24 |
| Titane | 1141 | 620 | 283 | 83 | 31 |
| Aluminium | 2370 | 1290 | 590 | 170 | 62 |
| Granit | 4190 | 2285 | 1046 | 300 | 110 |
| Marbre | 4920 | 2680 | 1225 | 354 | 130 |
| Verre | 4546 | 2477 | 1132 | 327 | 121 |
| PRFC | 4120 | 2245 | 1029 | 295 | 110 |
- Conduites à haute pression
À l'aide de canalisations, l'eau est fournie du SVD à la tête de coupe par un système de tuyaux fixes et mobiles. La conduite haute pression est posée de manière rigide sur la table et reliée à la tête de coupe par un support spécial.
- tête de coupe
Convertit la pression statique du fluide de travail en énergie cinétique du jet d'eau et effectue sa formation finale en tant qu'outil de coupe universel.
- Tableau de coordonnées (Russie)
Il est conçu pour placer les pièces, recevoir un jet d'eau abrasif et des déchets de coupe, ainsi que positionner la tête de coupe pendant le processus de coupe.
La table de coordonnées, en fonction des courses de travail requises de la tête de coupe, peut avoir différentes conceptions. Des guides linéaires pour déplacer la tête de coupe le long des axes X, Y, Z peuvent être installés à la fois sur le bain lui-même, en acier inoxydable, et sur un cadre séparé installé à l'extérieur du bain. En tant qu'actionneur de la table de coordonnées, un entraînement électrique intelligent fabriqué par NPO "Bars" est utilisé, contrôlé via l'interface CAN. Le bain rempli d'eau absorbe l'énergie résiduelle du jet d'eau restant après découpe de la pièce et la transforme en chaleur. Les guides linéaires de la table de coordonnées sont protégés par des couvercles ondulés en matériau résistant à la poussière et à l'humidité, ce qui garantit une longue durée de vie de la table de coordonnées.
- Système de contrôle (Russie)
Les machines de découpe au jet d'eau BarsJet utilisent un système de contrôle de classe CNC avec des entraînements électriques intelligents et une communication d'interface CAN. Les programmes de contrôle sont conçus spécifiquement pour l'installation de la découpe au jet d'eau, qui est contrôlée à partir d'un ordinateur personnel situé dans le rack de contrôle.
- Système d'approvisionnement en abrasif (Russie)
Conçu pour un apport dosé d'abrasif à la tête de coupe. Il contient une trémie d'abrasif sous pression d'une capacité de chargement d'environ 100 kg d'abrasif, une mini-trémie avec un doseur d'alimentation installé à côté de la tête de coupe et des tuyaux flexibles pour relier les éléments du système entre eux et la chambre de mélange du tête de coupe. Le concentré de grenat est utilisé comme abrasif.
- Décanteur (Russie)
La fonction principale est d'éliminer les boues (abrasif utilisé) de l'eau évacuée du bain de la table de coordonnées.
Liste des options proposées pour les machines de découpe jet d'eau BarsJet :
1. Système de traitement de l'eau (SVP)
Fonctions du système de traitement de l'eau
- Purification de l'eau des impuretés insolubles (à l'aide de 4 filtres disposés en série dans le sens du mouvement de l'eau).
- Adoucissement de l'eau aux paramètres de dureté requis (à l'aide d'un système d'adoucissement).
- Refroidissement de la station haute pression sans consommation d'eau supplémentaire à l'aide d'un circuit fermé formé par l'échangeur de chaleur SVP et HPP et le système de refroidissement SVP.
- Assurer les plages de température requises de l'eau fournie au HPC (à l'aide d'une unité de refroidissement par eau installée au SVP).
- Assurer les plages de pression requises de l'eau fournie à la HPP (à l'aide d'une pompe et d'un accumulateur hydraulique installés sur le SVP).
- Désaération de l'eau fournie au HPC (en raison de l'exclusion de l'alimentation en eau courante du HPC du système d'alimentation en eau et du maintien préalable de l'eau dans les réservoirs de stockage)
- Assurer un approvisionnement en eau en deux équipes dans les réservoirs du SVP pour éliminer les arrêts d'équipement causés par des interruptions imprévues de l'approvisionnement en eau dans le système d'approvisionnement en eau.

Module hydraulique de refroidissement

Adoucisseur d'eau
Système de traitement de l'eau conçu pour améliorer les paramètres de l'eau utilisée dans la production et augmenter la durée de vie de la tête de coupe et de la pompe haute pression.
Le système de traitement de l'eau empêche la formation de dépôts durs et nettoie l'eau des particules insolubles qui détruisent prématurément la buse d'eau et les joints du multiplicateur de pompe haute pression.
Une eau très dure, une eau très alcaline ou une eau contenant beaucoup de fer, de manganèse, de silicium ou d'oxydes de silicium peut provoquer la formation de dépôts sur la buse d'eau à formation de jet, ce qui peut avoir un impact sérieux sur la qualité du jet. Une telle eau peut également provoquer une défaillance prématurée des joints haute pression.
Les réservoirs cumulatifs vous permettent de travailler pendant environ deux équipes en l'absence d'eau dans le système d'alimentation en eau (10 heures de coupe continue). Sert également de bac de vidange. eau chaude traversant l'échangeur de chaleur de la station haute pression. Un tel schéma d'économie d'eau n'est possible que s'il existe une unité de refroidissement par eau qui maintient la température moyenne de l'eau dans le réservoir de stockage à moins de +25°C.
La pompe à eau maintient une pression constante à l'entrée de la station haute pression. L'accumulateur hydraulique optimise le temps de fonctionnement de la pompe à eau, réduisant la consommation d'énergie globale et réduisant les pulsations de pression dans la conduite d'alimentation.
L'installation d'adoucissement (déferrisation, sorption du charbon) élimine respectivement les sels de dureté, les sels métaux lourds; fer total, manganèse; impuretés organiques et chlore, couleur, goût et odeur désagréables.
L'unité de refroidissement par eau assure l'évacuation de la chaleur du réservoir de stockage, élimine la consommation d'eau courante pour le refroidissement de la station haute pression, ce qui permet d'économiser environ 1 mètre cube d'eau par heure.
2. Système d'élimination des boues (SUSh)
L'utilisation d'un sécheur simplifie grandement la procédure de nettoyage du bain de la table de coordonnées de l'abrasif utilisé et des petits résidus du matériau à couper, et réduit les temps d'arrêt de l'équipement.
L'eau, ainsi qu'une suspension de boues, sont pompées hors du bain à l'aide d'une pompe à membrane fonctionnant à l'air comprimé. La soupape de commande de la pompe à membrane fournit de l'air comprimé aux deux chambres à tour de rôle. Chaque chambre est séparée par un diaphragme. Le fonctionnement cyclique des deux chambres est organisé par deux groupes de vannes à l'entrée et à la sortie. Lorsque de l'eau avec des boues est injectée avec le diaphragme d'une chambre, le diaphragme de la deuxième chambre à ce moment expulse la portion d'eau précédemment injectée. De plus, de l'eau avec des boues est fournie à l'unité d'hydrocyclone, où l'eau est nettoyée des boues. L'eau qui a traversé l'unité hydrocyclone est renvoyée dans le bain par le tuyau.
Sans un tel système, le nettoyage manuel doit être effectué environ une fois par mois, en utilisant le système une fois tous les 3 mois.
3. Système anti-collision
Augmente la durée de vie de la tête de coupe, réduit les temps d'arrêt de l'installation, élimine la possibilité que la tête de coupe heurte le matériau lorsque la surface est inégale.
Il s'agit d'un dispositif de protection enfermant le tube mélangeur sous la forme d'un anneau relié à un capteur d'efforts transversaux résultant d'une collision non autorisée avec un obstacle. Lorsqu'un certain seuil d'efforts transversaux est dépassé, le mouvement de la tête de coupe s'arrête et elle conserve ses performances après éloignement de l'obstacle de la trajectoire de son mouvement.
4. Système de contrôle d'alimentation en abrasif
Un système qui vous permet de contrôler et de surveiller avec précision la consommation d'abrasif pendant le processus de coupe. Ainsi, il est possible de surveiller en temps réel et d'obtenir les valeurs de la consommation optimale d'abrasif pour des matériaux et des épaisseurs spécifiques.
5. Système de surveillance à distance du fonctionnement de l'usine
Permet sur demande avec téléphone mobile générer un rapport sur le fonctionnement de l'installation pendant une période de temps spécifiée et l'envoyer à l'aide d'un modem GSM sous la forme SMS au numéro de téléphone indiqué.
6. Système de contrôle de la hauteur de la tête de coupe
Vous permet d'augmenter considérablement la vitesse et la précision de la coupe grâce à l'emplacement le plus proche de la tête de coupe au-dessus du matériau.
Plus la tête de coupe est proche du matériau, plus la vitesse et la précision de coupe sont élevées. Système de contrôle de la hauteur avec capteurs à induction détermine à quelle hauteur se trouve la surface supérieure de la pièce avant de commencer le processus de coupe, ce qui vous permet de positionner la tête de coupe avec une grande précision et d'assurer une distance constante à la pièce.
La définition de cette option nécessite un axe Z contrôlé.
7. Tête de forage
Cette option permet de gagner du temps lors du perçage de pièces comportant de nombreux petits trous, de plus, le pré-perçage des matériaux fibreux et cassants évite les dommages ou les cratères.
La pratique montre que le perçage de petits trous prend moins de temps que le perçage avec un jet hydroabrasif.
8. Axe Z contrôlé
Le contrôle logiciel de l'axe Z est nécessaire pour le fonctionnement du système de contrôle de la hauteur de la tête de coupe.
9. Localisateur optique de précision BarsPoint
Comprend: une caméra vidéo protégée installée à côté de la tête de coupe et un programme spécial pour recalculer les coordonnées des points de surface de la feuille après sa réinstallation.
Cet appareil permet de déterminer et de mémoriser les coordonnées de tous les points à la surface du matériau avec une grande précision jusqu'à ± 0,03 mm, et à l'aide d'un programme spécialement développé pour "tourner" automatiquement le contour de coupe après avoir changé les coordonnées de les points mémorisés à la suite de la réinstallation de la feuille sur la surface de la table de coordonnées et continuer la coupe.
Cela permet de couper des pièces plus grandes que les dimensions de la table de coordonnées, et aussi, si nécessaire, de retirer une feuille de la table de coordonnées, de la remplacer par une autre, après la coupe, d'empiler arbitrairement et de continuer à couper la première feuille. Dans ce cas, cette opération peut être répétée plusieurs fois sans compromettre la précision globale de la coupe.
Localisateur optique de précision :
- simplifie le processus de définition des coordonnées du début et de la fin du processus de coupe;
- vous permet de couper des matériaux dont les dimensions dépassent les dimensions de la table de coordonnées ;
- augmente l'efficacité et la flexibilité du traitement des commandes en mémorisant l'emplacement de la pièce (une commande avec un temps de coupe long peut être suspendue pour une commande urgente).
10. Système visuel
Avec cette option, vous pouvez gagner du temps sur le développement de dessins de pièces existantes. Il suffit de numériser l'image de la pièce et, à l'aide du logiciel BarsJetSoft, de découper sa copie exacte, ainsi que de constituer une base de données numérique des pièces et des matières résiduelles pour simplifier leur utilisation ultérieure.
11. Pointeur laser pour positionner la tête de coupe
Lors de l'utilisation d'un pointeur laser, la facilité d'utilisation de l'installation est augmentée, le temps nécessaire pour placer la pièce sur la table de coordonnées et le positionnement de la tête de coupe est réduit. Lors du placement d'une pièce, le pointeur laser est simplement réglé sur le point zéro, après quoi la tête de coupe se déplace automatiquement vers cette position. Ceci est particulièrement pratique dans les cas où la pièce n'est pas au bord de la table (par exemple, couper une grande feuille), pour gagner du temps et accélérer le processus de production, vous ne pouvez pas déplacer la pièce vers le bord, visez simplement avec le pointeur et commencer à travailler.
12. Système de contrôle du niveau d'eau au-dessus de la pièce
Permet de réduire considérablement le niveau de bruit, l'émission de poussières abrasives dans l'air et les éclaboussures du jet en élevant le niveau d'eau pendant le processus de coupe et en le ramenant à son niveau d'origine à la fin des travaux.
13. Panneau avant pneumatique pour protéger l'opérateur
Augmente la propreté et la sécurité du poste de travail de l'opérateur, ainsi que la facilité d'utilisation de l'équipement.
Lorsqu'un programme de coupe est lancé, le panneau en plastique transparent est soulevé automatiquement et abaissé lorsque le processus de coupe est terminé ou arrêté.
14. Dispositif pour tourner manuellement la tête à un angle fixe (pour chanfreiner pour le soudage)
À l'aide de cet appareil, il est possible de couper le matériau selon un angle de 0 à 45 degrés dans un plan. La coupe en onglet peut se faire en ligne droite.
15. Supports roulants supplémentaires sur la table de coordonnées (l=300mm)
Augmente la commodité du chargement et du déchargement des matériaux en feuille qui dépassent les dimensions de la table de coordonnées.
16. Axe rotatif pour couper des pièces rondes
Permet de couper des pièces rondes, en particulier des tuyaux de différents diamètres.
Il s'agit d'un axe supplémentaire entraîné par des entraînements électriques pour la rotation des ébauches rondes.
18. Système BarsDekor pour le sablage des images en relief
Pour les organisations spécialisées dans le traitement de la pierre naturelle, du marbre, du granit céramique ou du verre, TechnoAllianceGroup LLC offre la possibilité de sablage des images en relief BarsDecor.
Ce système est installé à la place de la tête de coupe sur l'unité et permet d'utiliser des modèles préparés pour appliquer des images en relief de toute complexité sur presque tous les matériaux.
Dans le même temps, le mouvement programmé de la tête de travail et l'aspiration du sable de la zone de travail sont automatiquement effectués, de sorte qu'il n'y a pas de dépoussiérage de la salle de travail.
19. Programme d'optimisation de coupe
Programme de positionnement optimal automatique sur la feuille de pièce de n'importe quelle configuration.
DONNÉES TECHNIQUES DES UNITÉS DE DÉCOUPE AU JET D'EAU BARSJET
| Modèles de machines de découpe jet d'eau | Barres Jet 1510 3.1.1 | Barres Jet 2010 3.1.1 | Barres Jet 2015 3.1.1 | Barres Jet 2515 3.1.1 | Barres Jet 3020 3.1.1 | Barres Jet 2040 3.1.1 | Barres Jet 2060 3.1.1 |
| Dimensions hors tout de la table de coordonnées, X Y Z mm | 2870 1950 1980 | 3370 1950 1980 |
3370 2480 1980 |
3920 2480 1980 |
4410 3010 1980 |
3410 5020 1980 |
7900 2480 1980 |
| Course de travail de la tête de coupe, X Y mm | 1500 1000 | 2000 1000 | 2000 1500 | 2500 1500 | 3000 2000 |
2000 4000 |
2000 6000 |
| Zone de travail de la table, X Y mm | 1570 1060 | 2070 1060 | 2070 1590 | 2600 1590 | 3110 2120 |
2110 4130 | 2110 6200 |
| Coordonner l'entraînement de la table le long des axes X et Y | Crémaillère linéaire avec entraînements électriques intelligents | ||||||
| Contrôle de l'axe Z | Télécommande indépendante en mode manuel | ||||||
| Précision de positionnement de la tête de coupe, mm/mm | ±0.085/1000mm/mm | ||||||
| Tension de commande de la table de coordonnées, V | 48 | ||||||
| Vitesse de déplacement maximale de la tête de coupe, mm/min | 18 000 | ||||||
| Puissance de la station haute pression, kW | 37/45/75/90 | ||||||
| Pression de service maximale, bar | 4150 | ||||||
| Logiciel | Générateur BarsJet + Surveillance BarsJet + BarsJet-CNC | ||||||
| Pression de travail nominale, bar | 4100 | ||||||
Coûts de fonctionnement des installations BarsJet
Le principal matériau consommable est un abrasif, qui est utilisé comme matériau minéral naturel - le concentré de grenat (GMA 80 ou 120 Mesh), utilisé dans le monde entier pour la découpe au jet d'eau. Le concentré de grenade est un matériau respectueux de l'environnement et possède une dureté et une force de grain uniques.
La consommation d'abrasif en fonction du matériau à couper lors de l'utilisation d'une tête de coupe varie de 50 g/min (pour les plastiques) et 160-200 g/min (pour le verre) à 300-450 g/min (pour l'acier).
Consommation énergétique totale : 45/50/80/95 kW - selon la station haute pression sélectionnée (37/45/75/90 kW) ; Consommation d'eau : 3,8 l/min - débit maximal eau par tête de coupe.
3. Consommables et pièces détachées
Afin d'assurer l'approvisionnement ininterrompu en consommables et pièces détachées des équipements de TechnoAllianceGroup LLC, à la demande du client, un contrat complémentaire peut être conclu pour leur fourniture pendant toute la durée de fonctionnement des équipements. Liste des pièces détachées". Lorsque vous étudiez le tableau ci-dessous, gardez à l'esprit que :
- La valeur de la limite inférieure de la ressource indiquée dans le tableau est déterminée à partir des statistiques de fonctionnement de l'installation lors de la coupe de l'acier selon le cas réel, qui a une ressource minimale, sous réserve de toutes les règles et conditions de fonctionnement de l'installation .
- La ressource réelle en pièces de rechange dépend également des modes de fonctionnement de l'installation utilisée, principalement de la valeur de la pression de fonctionnement du HPS. Par conséquent, lors de la coupe, par exemple, du verre et du grès cérame, il sera plus élevé que lors de la coupe de l'acier ou du titane.
Les informations sur la limite inférieure des ressources en pièces de rechange sont nécessaires à la fois pour créer un stock de pièces de rechange en temps opportun pour le fonctionnement ininterrompu de l'unité et pour diagnostiquer le fonctionnement de l'unité et son bon fonctionnement par le personnel de maintenance.
Calcul d'un stock de pièces de rechange de six mois pour une opération en équipe (750 heures) avec une HP Thueringer et une tête de coupe Thueringer
| Nbre p/p | Nom des composants | Valeur moyenne des ressources, heure. | Prix à partir d'un entrepôt à Tcheliabinsk frotter. /(pièce - ensemble) | Quantité pour une demi-année (750 heures), pcs | Quantité, frotter |
| 1 | Buse à eau | 60 | 968 | 11 | 10648 |
| 2 | tube mélangeur | 80 | 4862 | 8 | 38896 |
| 3 | Treillis sur la table de coordonnées | 150 | 2743 | 6 | 16458 |
| 4 | Kit de joint multiplicateur (1 jeu stat + 1 jeu din) | 200 | 5907 | 4 | 23628 |
| 5 | Élément de filtre à eau pour tête de coupe | 300 | 1245 | 2 | 2490 |
| 6 | Chambre de mélange pour tête de coupe | 600 | 13383 | 1 | 13383 |
| 7 | Kit de joints pour tête de coupe | 500 | 5907 | 1 | 5907 |
| 8 | Kit de joints pour soupape de décharge | 500 | 5159 | 1 | 5159 |
| 9 | Assemblage de la vanne d'entrée et de sortie du multiplicateur | 500 | 5159 | 1 | 5159 |
| 10 | Kit de joints pour la partie hydraulique du multiplicateur | 500 | 4860 | 1 | 4860 |
| 11 | Huile British Petroleum Energol HLP-HM 46 (208l.) | 2000 | 36803 | 1 | 36803 |
| 12 | Elément filtrant à eau (20 microns) | comme ça se salit | 817 | 2 | 1634 |
| 13 | Elément filtrant à eau (5 microns) | comme ça se salit | 817 | 1 | 817 |
| 14 | Élément de filtre à eau (1 µm) | comme ça se salit | 2227 | 1 | 2227 |
| 15 | Sel granulé (25kg) pour système d'adoucissement | pendant que vous dépensez | 493 | 2 | 986 |
| 16 | Tube d'alimentation en abrasif | 250 | 104 | 3 | 312 |
| 17 | Vanne champignon (minibunker) | 250 | 240 | 3 | 720 |
| 18 | Graisse Turmopast (100gr) | pendant que vous dépensez | 2014 | 1 | 2014 |
| 19 | Graisse de chariot | 200 | 200 | 3 | 600 |
| 20 | Sable abrasif, 1 tonne | - | 22000 | 10 | 220000 |
Quantité de pièces de rechange : | 172699 | ||||
TOTAL (pièces détachées + sable abrasif): | 392699 | ||||
Liste de référence des machines de découpe au jet d'eau BarsJet au 30.07.2009
| Nbre p/p | Nom de l'entreprise | Ville | type d'installation |
| 1 | Mosaïque artistique | Saint-Pétersbourg | BJ 2010-3.1.1 |
| 2 | Technologies laser | Tcheliabinsk | BJ 2020-3.1.1 |
| 3 | NN | Vérone, Italie | BJ 2014-3.1.1 |
| 4 | UMPC | Ozersk | BJ 2030-3.1.1 |
| 5 | Unique | Saint-Pétersbourg | BJ 2014-3.1.1 |
| 6 | Ravenne Aqua Design | Moscou | BJ 2014-3.1.1 |
| 7 | Usine de lames d'Ulan-Ude | Oulan-Oude | BJ 2060-3.1.1 |
| 8 | Usine de Kirov Mayak | Kirov | BJ 2015-3.2.2 |
| 9 | Ravenne Aqua Design | Moscou | BJ 2030-3.1.1 |
| 10 | TVMK | Moscou | BJ 3020-3.1.1 |
| 11 | OLTI | Iekaterinbourg | BJ 2515-3.1.1 |
| 12 | Ornement PC | Saint-Pétersbourg | BJ 1510-3.1.1 |
| 13 | Usine de transformation de la pierre de Moscou | Moscou | BJ 3020-3.1.1 |
| 14 | Proton - Moteurs permanents | permien | BJ 1510-3.1.1 |
| 15 | Usine métallurgique d'Ashinsky | Acha | BJ 1510-3.1.1 |
| 16 | Usine de construction de machines de Moscou "Avangard" | Moscou | BJ 2015-3.1.1 |
| 17 | Photon | Tcheliabinsk | BJ 2015-3.1.1 |
| 18 | Architecture et conception | Saint-Pétersbourg | BJ 2010-3.1.1 |
| 19 | Laurier | Moscou | BJ 3020-3.1.1 |
| 20 | acajou | Iochkar-Ola | BJ 1510-3.1.1 |
Tableau des vitesses approximatives de coupe droite en acier doux
| Matériel | Acier doux | |||
| Pression de perçage, barre | 4000 | |||
| Pression de coupe, bar | 4000 | |||
| Consommation d'abrasif, g/min | 400 | |||
| Diamètre du tube de mélange, mm | 0,76 | |||
| Diamètre de buse, mm | 0,3556 | |||
| Marque abrasif | kerfjet 80 | |||
| Nbre p/p | Épaisseur du matériau, mm | |||
| 1 | 1 | 5881 | 3689 | 2650 |
| 2 | 2 | 2650 | 1662 | 1194 |
| 3 | 3 | 1662 | 1043 | 749 |
| 4 | 4 | 1194 | 749 | 538 |
| 5 | 5 | 924 | 580 | 416 |
| 6 | 6 | 749 | 470 | 338 |
| 7 | 8 | 538 | 338 | 242 |
| 8 | 10 | 416 | 261 | 188 |
| 9 | 15 | 261 | 164 | 118 |
| 10 | 20 | 188 | 118 | 85 |
| 11 | 25 | 145 | 91 | 65 |
| 12 | 30 | 118 | 74 | 53 |
| 13 | 35 | 99 | 62 | 44 |
| 14 | 40 | 85 | 53 | 38 |
| 15 | 45 | 74 | 46 | 33 |
| 16 | 50 | 65 | 41 | 29 |
| 17 | 75 | 41 | 26 | 18 |
| 18 | 80 | 38 | 24 | 17 |
| 19 | 100 | 29 | 18 | 13 |
| 20 | 110 | 26 | 17 | 12 |
| 21 | 120 | 24 | 15 | 11 |
| 22 | 130 | 22 | 14 | 10 |
| 23 | 140 | 20 | 13 | 9 |
| 24 | 150 | 18 | 12 | 8 |
| 25 | 160 | 17 | 11 | 8 |
| 26 | 170 | 16 | 10 | 7 |
| 27 | 180 | 15 | 9 | 7 |
| 28 | 200 | 13 | 8 | 6 |
Tableau des vitesses approximatives de coupe droite en acier inoxydable
| Matériel | Acier inoxydable | |||
| Pression de perçage, barre | 4000 | |||
| Pression de coupe, bar | 4000 | |||
| Consommation d'abrasif, g/min | 400 | |||
| Diamètre du tube de mélange, mm | 0,76 | |||
| Diamètre de buse, mm | 0,3556 | |||
| Marque abrasif | kerfjet 80 | |||
| Nbre p/p | Épaisseur du matériau, mm | Vitesse, mm/min (coupe grossière) | Vitesse, mm/min (qualité de coupe moyenne) | Vitesse, mm/min (coupe de finition) |
| 1 | 1 | 5443 | 3415 | 2453 |
| 2 | 2 | 2453 | 1539 | 1105 |
| 3 | 3 | 1539 | 965 | 693 |
| 4 | 4 | 1105 | 693 | 498 |
| 5 | 5 | 855 | 536 | 385 |
| 6 | 6 | 693 | 435 | 312 |
| 7 | 8 | 498 | 312 | 224 |
| 8 | 10 | 385 | 242 | 174 |
| 9 | 15 | 242 | 152 | 109 |
| 10 | 20 | 174 | 109 | 78 |
| 11 | 25 | 134 | 84 | 61 |
| 12 | 30 | 109 | 68 | 49 |
| 13 | 35 | 91 | 57 | 41 |
| 14 | 40 | 78 | 49 | 35 |
| 15 | 45 | 68 | 43 | 31 |
| 16 | 50 | 61 | 38 | 27 |
| 17 | 75 | 38 | 24 | 17 |
| 18 | 80 | 35 | 22 | 16 |
| 19 | 100 | 27 | 17 | 12 |
| 20 | 110 | 24 | 15 | 11 |
| 21 | 120 | 22 | 14 | 10 |
| 22 | 130 | 20 | 13 | 9 |
| 23 | 140 | 19 | 12 | 8 |
| 24 | 150 | 17 | 11 | 8 |
| 25 | 160 | 16 | 10 | 7 |
| 26 | 170 | 15 | 9 | 7 |
| 27 | 180 | 14 | 9 | 6 |
| 28 | 200 | 12 | 8 | 6 |
Tableau des vitesses approximatives pour une coupe droite d'aluminium
| Matériel | Aluminium | |||
| Pression de perçage, barre | 4000 | |||
| Pression de coupe, bar | 4000 | |||
| Consommation d'abrasif, g/min | 400 | |||
| Diamètre du tube de mélange, mm | 0,76 | |||
| Diamètre de buse, mm | 0,3556 | |||
| Marque abrasif | kerfjet 80 | |||
| Nbre p/p | Épaisseur du matériau, mm | Vitesse, mm/min (coupe grossière) | Vitesse, mm/min (qualité de coupe moyenne) | Vitesse, mm/min (coupe de finition) |
| 1 | 1 | 16338 | 10249 | 7362 |
| 2 | 2 | 7362 | 4619 | 3318 |
| 3 | 3 | 4619 | 2897 | 2081 |
| 4 | 4 | 3318 | 2081 | 1495 |
| 5 | 5 | 2567 | 1610 | 1157 |
| 6 | 6 | 2081 | 1306 | 938 |
| 7 | 8 | 1495 | 938 | 674 |
| 8 | 10 | 1157 | 726 | 521 |
| 9 | 15 | 726 | 455 | 327 |
| 10 | 20 | 521 | 327 | 235 |
| 11 | 25 | 403 | 253 | 182 |
| 12 | 30 | 327 | 205 | 147 |
| 13 | 35 | 274 | 172 | 123 |
| 14 | 40 | 235 | 147 | 106 |
| 15 | 45 | 205 | 129 | 92 |
| 16 | 50 | 182 | 114 | 82 |
| 17 | 75 | 114 | 72 | 51 |
| 18 | 80 | 106 | 66 | 48 |
| 19 | 100 | 82 | 51 | 37 |
| 20 | 110 | 73 | 46 | 33 |
| 21 | 120 | 66 | 42 | 30 |
| 22 | 130 | 61 | 38 | 27 |
| 23 | 140 | 56 | 35 | 25 |
| 24 | 150 | 51 | 32 | 23 |
| 25 | 160 | 48 | 30 | 21 |
| 26 | 170 | 44 | 28 | 20 |
| 27 | 180 | 42 | 26 | 19 |
| 28 | 200 | 37 | 23 | 17 |
Tableau des vitesses approximatives de coupe droite pour le titane
| Matériel | Titane | |||
| Pression de perçage, barre | 4000 | |||
| Pression de coupe, bar | 4000 | |||
| Consommation d'abrasif, g/min | 400 | |||
| Diamètre du tube de mélange, mm | 0,76 | |||
| Diamètre de buse, mm | 0,3556 | |||
| Marque abrasif | kerfjet 80 | |||
| Nbre p/p | Épaisseur du matériau, mm | Vitesse, mm/min (coupe grossière) | Vitesse, mm/min (qualité de coupe moyenne) | Vitesse, mm/min (coupe de finition) |
| 1 | 1 | 8042 | 5045 | 3624 |
| 2 | 2 | 3624 | 2273 | 1633 |
| 3 | 3 | 2273 | 1426 | 1024 |
| 4 | 4 | 1633 | 1024 | 736 |
| 5 | 5 | 1263 | 793 | 569 |
| 6 | 6 | 1024 | 643 | 462 |
| 7 | 8 | 736 | 462 | 332 |
| 8 | 10 | 569 | 357 | 257 |
| 9 | 15 | 357 | 224 | 161 |
| 10 | 20 | 257 | 161 | 116 |
| 11 | 25 | 198 | 125 | 89 |
| 12 | 30 | 161 | 101 | 73 |
| 13 | 35 | 135 | 85 | 61 |
| 14 | 40 | 116 | 73 | 52 |
| 15 | 45 | 101 | 63 | 45 |
| 16 | 50 | 89 | 56 | 40 |
| 17 | 75 | 56 | 35 | 25 |
| 18 | 80 | 52 | 33 | 23 |
| 19 | 100 | 40 | 25 | 18 |
| 20 | 110 | 36 | 23 | 16 |
| 21 | 120 | 33 | 21 | 15 |
| 22 | 130 | 30 | 19 | 13 |
| 23 | 140 | 27 | 17 | 12 |
| 24 | 150 | 25 | 16 | 11 |
| 25 | 160 | 23 | 15 | 11 |
| 26 | 170 | 22 | 14 | 10 |
| 27 | 180 | 21 | 13 | 9 |
| 28 | 200 | 18 | 11 | 8 |
Besoins en eau
1 degré allemand \u003d 0,3566 mg * eq / litre, 1,5 degré allemand \u003d 0,54 mg * eq / litre
Pour sélectionner le système de traitement de l'eau nécessaire, une analyse de l'eau est requise, selon les paramètres suivants :
- Dureté générale
- Résidu sec
- Total de fer
- chlorures
- Chlore gratuit
Mise en page BJ 1510

Notes sur la disposition du site d'installation de BarsJet.
| p/n | Travail préparatoire pour l'installation de BarsJet|
| 1. | Menant aux endroits indiqués sur le plan d'hébergement BarsJet, respectivement, |
| 3. |
Acheminement du câble vers le site d'installation du panneau électrique (cuivre, 4x25mm2). La composition du tableau électrique : |
- Pour un local dans lequel se trouve une station haute pression et de traitement d'eau, l'air du local doit contenir montant minimal la poussière et la saleté, ont une humidité relative comprise entre 30 % et 80 % avec une humidité moyenne de 70 %, un échange d'air avec environnement externe. La température ambiante peut varier de +10 ?С à +30 ?С.
- Sous la table de coordonnées, la surface du sol doit être étanche, c'est-à-dire il ne doit en aucun cas ramollir sous l'influence de l'eau.
Les nouvelles méthodes de haute technologie de traitement des matériaux sont souvent basées sur les principes des phénomènes naturels. La technique du jet d'eau n'est que l'une d'entre elles et s'applique, répétant le processus d'érosion. Son essence réside dans l'effet du milieu aquatique sur la surface du matériau. Bien sûr, cette technologie a été optimisée pour le secteur manufacturier, par exemple en combinant du liquide avec des éléments étrangers. De plus, la découpe au jet d'eau du métal implique la fourniture d'un jet sous forte pression, ce qui permet également d'atteindre une vitesse de traitement élevée.
Caractéristiques du processus technologique
Comme déjà noté, la technologie est basée sur le principe de l'érosion naturelle. C'est-à-dire que l'impact physique sur le matériau traité se produit en raison d'un jet à grande vitesse mélangé à des abrasifs durs. Pendant l'opération, le flux à grande vitesse des éléments en phase solide sépare et emporte les petites particules métalliques du lieu de traitement. L'efficacité de la découpe au jet d'eau du métal dépend de nombreux paramètres de l'organisation de ce processus. Par exemple, la composition du jet, le débit d'eau et la force de pression importent. Le matériau abrasif mérite également une attention particulière - les experts sélectionnent une fraction en fonction des exigences en matière de caractéristiques de coupe.
Contrairement aux autres méthodes de traitement cette technique n'implique pas d'effets déformants et thermiques. Cela signifie que la découpe au jet d'eau du métal vous permet de conserver les qualités physiques et mécaniques d'origine de la pièce. Mais pour obtenir le résultat escompté, il est nécessaire d'utiliser un équipement spécial.
Matériel de coupe

Habituellement, des installations spéciales sont utilisées pour effectuer de telles opérations. Ils reposent sur des supports de roulement en acier inoxydable. Pour soutenir les pièces, des nervures à changement rapide sont utilisées, ce qui permet également de protéger les supports de l'impact du jet de travail. Afin de protéger la zone de travail de la poussière et du bruit, la machine est également équipée d'un mécanisme de contrôle rapide de l'eau. C'est-à-dire que pendant l'opération, le matériau traité peut se trouver complètement dans le milieu aquatique. Quant aux capacités opérationnelles, la machine de découpe de métal au jet d'eau permet de faire face à de l'acier inoxydable jusqu'à 200 mm d'épaisseur. Il est à noter que la dureté du matériau pour les machines de ce type n'a pas d'importance. Un jet fin à grande vitesse d'un diamètre de 1 mm est capable d'une coupe précise et à haute tolérance.
Appareils auxiliaires

Afin d'améliorer la précision de coupe, certains modèles de machines sont également équipés de dispositifs de positionnement. Ce sont des capteurs linéaires inductifs, avec lesquels l'opérateur peut obtenir une précision de fixation accrue. Certes, beaucoup dépend aussi de la mise en œuvre des axes de mouvement - en meilleurs modèles La combinaison de rails de guidage et de capteurs de position est complétée par un fonctionnement silencieux et une vitesse de déplacement optimale. Aussi, l'installation de découpe au jet d'eau du métal peut être équipée d'un réservoir pour abrasif. Au cours du travail, il réapprovisionne automatiquement les stocks de ce composant, en se concentrant sur les informations des capteurs de contrôle.
Machines de coupe manuelles
Habituellement, cette catégorie de machines comprend des modèles qui n'ont pas de CNC. En d'autres termes, la gestion du flux de travail est dans une certaine mesure déplacée vers l'opérateur. L'utilisateur doit régler manuellement l'angle d'inclinaison de la coupe et, dans certains cas, fixer la position du réglage fonctionnel. Mais sous réserve des règles de fonctionnement dans ce cas, vous pouvez également compter sur la grande précision avec laquelle la découpe du métal au jet d'eau sera effectuée. Les équipements sans logiciel sont fournis avec les mêmes unités techniques que les modèles plus avancés. Par conséquent, théoriquement, la qualité d'exécution devrait être maintenue à un niveau optimal. De plus, dans certaines situations auto-configuration et le contrôle de coupe vous permettent d'obtenir de meilleurs résultats de traitement.
Technique de coupe bricolage

Le contrôle du processus de coupe en mode manuel permet à l'utilisateur d'alimenter indépendamment les pièces et de contrôler leur mouvement avec positionnement. De plus, dans certains cas, la liste des tâches de l'opérateur comprend la régulation du système de refroidissement. En pratique, la découpe au jet d'eau à faire soi-même du métal est effectuée à l'aide de boutons spéciaux. Par exemple, pour le positionnement, l'opérateur doit entrer plusieurs valeurs de coordonnées. Mais même la commande manuelle n'est pas totalement exempte de contrôle par le système électronique. Ainsi, lors de la saisie de données erronées, la technique remet les valeurs des indicateurs de performance à leur position d'origine.
Avantages et inconvénients de la technologie

Les avantages de ce type de coupe comprennent la clarté de la ligne de coupe, la capacité de faire face à presque tous les métaux, ainsi que la sécurité contre les explosions et les incendies de l'opération. Parmi les inconvénients d'un tel traitement, ils notent la faible vitesse lors du travail avec de la tôle d'acier, le faible niveau de résistance à l'usure des éléments fonctionnels et le coût élevé des consommables, c'est-à-dire abrasifs. Néanmoins, la technologie se justifie économiquement. Par exemple, les services de découpe de métal au jet d'eau vous permettent de faire face efficacement aux opérations critiques dans la préparation du matériel pour une installation ultérieure. De plus, les panneaux sandwich, les plaques en nid d'abeille et autres matériaux de construction cellulaires ne peuvent être découpés que de cette manière. Pour gagner en productivité, de nombreuses entreprises pratiquent également la découpe par lots, ce qui permet de gagner du temps.
Conclusion
Les qualités de coupe des matériaux abrasifs sont utilisées depuis longtemps dans différentes régions. Sur un principe similaire, en particulier, un outil de sablage fonctionne, ce qui vous permet d'effectuer un meulage rapide et de haute qualité des surfaces. À son tour, la découpe au jet d'eau du métal fournit un résultat de haute qualité lorsque vous travaillez avec différentes tôles et structures. Outre la précision de la coupe, on peut également noter le manque de processus nocifs qui accompagnent les méthodes de transformation traditionnelles. En particulier, les effets thermiques et mécaniques ne permettent que dans de rares cas de se passer de déformation de la zone entourant la coupe. Mais payer pour le résultat de haute qualité du traitement hydroabrasif est le coût élevé des consommables - plus l'abrasif est efficace, plus son prix est élevé.
La machine de découpe au jet d'eau est un équipement polyvalent qui est demandé dans de nombreux domaines industriels.
À l'heure actuelle, les industries de la construction mécanique, de l'aérospatiale, de l'outillage, de l'armée et de la pierre ne peuvent pas se passer de ces machines.
La technologie Waterjet vous permet de traiter divers matériaux en les coupant simplement ou en coupant certaines formes le long du contour.
Les machines à jet d'eau sont utilisées pour couper de leurs propres mains le métal, le plastique, le verre, la pierre et les produits composites.
La coupe est effectuée par un jet hydroabrasif, qui est réglé séparément pour le traitement de chaque type de produit.
Les machines de découpe au jet d'eau, en particulier les modèles avec système CNC, sont en mesure d'assurer une précision et une propreté parfaites du joint de la pièce en cours de traitement.
Par la suite, le produit résultant n'a pas besoin d'être traité de vos propres mains, ce qui permet d'économiser du temps et des ressources en main-d'œuvre.
Dans le même temps, le matériau coupé par ses propres mains ne perd pas sa stabilité physique et chimique d'origine.
Le principe de fonctionnement de l'équipement hydroabrasif pour couper le métal et d'autres matériaux est l'effet érosif de la composition sur la pièce en cours de traitement en générant un jet abrasif à grande vitesse par l'appareil.
La force mécanique du jet permet d'arracher et d'emporter des particules de matière avec un flux à grande vitesse de microparticules en phase solide.
L'efficacité et la stabilité de l'impact du jet sont assurées par des paramètres de coupe spécifiquement sélectionnés, tels que le débit de fluide, la pression et la taille de la chapelure abrasive.
Les types de machines existantes pour la coupe abrasive à l'eau se distinguent par leur conception, leur puissance de fonctionnement, leur objectif et leur prix.
Certains modèles de machines sont équipés d'un système CNC, grâce auquel vous pouvez couper sans effort tous les flans bouclés.
L'intervention de l'opérateur dans le fonctionnement de la machine de découpe au jet d'eau avec le système CNC est minime, il lui suffit de télécharger de ses propres mains le dessin requis dans le programme informatique et d'indiquer le type de matériau, son épaisseur et sa vitesse de coupe .
Le deuxième type de machine qui mérite une attention particulière est portable.
Ils sont généralement utilisés pour couper dans des endroits dangereux - dans l'industrie du pétrole et du feu.
Une machine portable est indispensable pour la découpe de métaux abrasifs à l'eau dans la construction tunnels souterrains et puits, ainsi que pour couper des conduites dangereuses.
L'appareil portable considéré se distingue par la vitesse de coupe et la grande précision des travaux effectués, grâce auxquels il peut être utilisé non seulement pour couper du métal, mais également de la pierre.
De plus, il existe aujourd'hui deux méthodes de découpe au jet d'eau des matériaux : la découpe au jet d'eau et la découpe au jet d'eau.
Dans le même temps, ces deux technologies ont des différences minimes entre elles.
Dans le premier cas, la découpe du matériau est effectuée sans l'utilisation d'une composition abrasive - un effet mécanique sur la pièce est exercé par un jet d'eau supersonique.
La deuxième méthode est basée sur l'utilisation d'un liquide et d'un abrasif, seul l'impact sur le métal ou autre matériau est exercé par les particules du mélange abrasif qui coupent la ligne de coupe du produit.
Dans le même temps, la découpe au jet d'eau a un impact mécanique mille fois plus important qu'un jet à grande vitesse sans copeaux abrasifs.
Par conséquent, chaque méthode de découpe au jet d'eau a son but.
Par exemple, la découpe à l'eau a trouvé une application dans le traitement des matériaux tendres, y compris les métaux non ferreux, et la découpe avec un abrasif est utilisée pour traiter les métaux durs, la céramique et les matériaux composites.
Dans le secteur industriel, l'utilisation de machines de découpe au jet d'eau équipées d'un système CNC est le plus souvent pratiquée. Leur utilisation permet le traitement acier inoxydable avec une épaisseur de tôle jusqu'à 200 mm.
Pour de telles machines, la dureté du matériau ne joue pas un grand rôle, qui peut être à usage intensif ou avec un indice de douceur accru, il peut s'agir d'un métal non ferreux ou ferreux.
Avec un jet d'eau intense de 1 mm, des contours d'angles bien définis avec une tolérance élevée peuvent être obtenus.
La polyvalence des machines de découpe au jet d'eau permet de traiter différentes sortes pierres artificielles et naturelles.
Avec leur aide, l'industrie du verre produit des produits pare-balles avec un cristal fin et d'une résistance au micron.
Les équipements à jet d'eau permettent de couper tous les matériaux sans exception, des aciers à ressort trempés aux métaux non ferreux capricieux et leurs alliages, en passant par le graphite, le papier, le tissu et le caoutchouc.
Un jet fin permet d'obtenir une découpe dense de matériaux de haute qualité, et il est possible d'augmenter la productivité grâce à l'automatisation du processus et à la présence de machines CNC dans le système.
Le principe de fonctionnement et la conception des machines de découpe abrasives à l'eau
L'essence du fonctionnement des machines à jet d'eau est réduite au processus suivant. La puissante pompe de la machine à eau-abrasif fournit de l'eau à la buse (une pression de 1 000 à 6 000 Pa est utilisée).
Le diamètre de la buse est choisi en fonction de Caractéristiques métal et peut atteindre 0,5 mm.
 Après cela, un jet à grande vitesse est formé, grâce auquel les particules de matériau sont lavées le long de la ligne de coupe.
Après cela, un jet à grande vitesse est formé, grâce auquel les particules de matériau sont lavées le long de la ligne de coupe.
En complétant le jet d'eau avec un abrasif, sa puissance est multipliée par plusieurs, grâce à laquelle la machine peut couper un produit d'une épaisseur de plus de 300 mm avec une grande précision.
Tout ce qui précède se déroule sur la table de coordonnées de la machine, équipée de mécanismes d'entraînement, grâce auxquels la tête de coupe peut se déplacer dans la direction souhaitée.
De plus, une machine pour la découpe au jet d'eau du métal est terminée :
- pompe haute pression puissante;
- têtes de coupe, ainsi qu'un dispositif qui exclut le contact mécanique entre la pièce et la tête;
- système de câblage haute pression ;
- un dispositif pour fournir un mélange abrasif (il est possible d'ajouter un piège - avec son aide, l'abrasif usé est collecté et, si nécessaire, l'énergie du jet d'eau est réduite).
Les modèles modernes de machines de découpe au jet d'eau sont fabriqués avec la possibilité de se connecter à un système CNC fonctionnel.
Le prix des équipements CNC est plus élevé que celui des machines conventionnelles, mais le coût est compensé par la possibilité d'ongletr le matériau et d'effectuer une coupe artistique de haute précision.
De plus, certaines machines à jet d'eau CNC peuvent être équipées d'un système de perçage spécial pour accélérer le flux de travail.
Consommables pour machines à jet d'eau :
- Buse - la fabrication de ce type de consommable pour machines-outils est coûteuse, car le processus de production lui-même est complexe et le prix des matériaux utilisés dans ce cas est trop élevé;
- Dans le processus de fabrication des buses, on utilise du diamant, du rubis, du saphir ou du corindon cultivés artificiellement en laboratoire. C'est pour cette raison que le prix du traitement des métaux par jet d'eau ne diminue pas ;
- L'utilisation de tels matériaux permet d'augmenter la durée de travail des pièces jusqu'à 500 heures ;
- Tubes de mélange - sont fabriqués à partir d'alliages caractérisés par une résistance élevée, grâce à quoi le temps de consommation de leur fonctionnement est d'environ 200 heures.
Étant donné que la technologie abrasive à l'eau se déroule sans formation de chauffage des sections de travail du matériau traité, dans certains cas, elle peut être considérée comme la seule pouvant être utilisée pour couper des produits sur des objets explosifs.
Et aussi pour les matériaux dont la structure perd ses propriétés d'origine lorsqu'elle est chauffée.
Fabricants populaires de machines de découpe au jet d'eau
Aujourd'hui, les machines de découpe au jet d'eau produisent :
- les sociétés américaines OMAX et Jet Edge ;
- la société tchèque PTV ;
- Néerlandais Resato ;
- la société suisse Bystronic ;
- la société italienne Caretta Technology ;
- Société finlandaise ALICO.
Les composants et consommables pour les machines à jet d'eau sont produits par :
- la société américaine AccuStream ;
- les firmes allemandes UHDE et Thueringer ;
- Société autrichienne BHDT.
Ils produisent également des systèmes de tête de coupe, des pompes à usage intensif, des tubes d'alimentation en abrasif et d'autres accessoires. Le prix de l'unité dépend du fabricant des pièces.
Parmi les entreprises russes bien connues impliquées dans l'assemblage et la vente de machines de découpe au jet d'eau figure Delta-Intech.
La production fonctionne grâce à l'utilisation de composants étrangers et propres.
Chaque fabricant, lors de l'amélioration des modèles de technologie à jet d'eau, a poursuivi l'objectif : réduire les forces de travail à l'entrée et augmenter le résultat à la sortie, ce qui reflète le prix des variations des nouvelles machines par rapport aux anciennes.
Par conséquent, les options de conception actuelles pour les machines-outils sont capables de fournir une longue durée de vie avec des coûts minimes pour la réparation et la maintenance des principaux composants des installations à jet d'eau.
Les machines de découpe au jet d'eau sont utilisées pour le traitement des métaux, de la pierre, des plastiques, du verre dans les industries militaire, aéronautique et de l'outillage, la construction mécanique. La découpe à l'aide de cette technologie est un processus efficace et rapide qui vous permet de reproduire des détails précis à partir de presque tous les matériaux.
Capacités des machines
Lors de la comparaison des propriétés techniques des machines à jet d'eau CNC, la pierre est utilisée comme référence. Après tout, il est très difficile à traiter et a une densité élevée. Par conséquent, après avoir fait face à des roches, l'équipement coupera facilement tout autre matériau.
Dirigée par un mince filet sous pression sur une pierre, l'eau coupe les rochers. Dans le même temps, la ligne de coupe peut être de n'importe quelle configuration, de sorte que la technologie vous permet de créer des motifs et des ornements sculptés complexes.
La coupe abrasive des métaux est capable de faire face même à l'un des métaux les plus durables - le titane. Il suffit de mettre les coordonnées correctes dans le cerveau électronique et de démarrer le processus. La puissance d'impact est déterminée par une combinaison des caractéristiques suivantes fixées par l'opérateur :
- pression du jet ;
- fourniture d'abrasif;
- la vitesse et la nature de l'approvisionnement en eau;
- la quantité de particules abrasives ;
- caractéristiques des particules abrasives.
Une grande variété de matériaux peuvent être utilisés comme particules de coupe, notamment :
- le grenat pour les alliages de titane et les aciers à haute résistance ;
- aggloméré pour pierre;
- le sable est utilisé pour couper le verre;
- scories d'origine silicatée pour matières plastiques.
L'un des matériaux abrasifs les plus populaires est le sable de grenat, qui comprend diverses parties de sable de quartz, de corindon et d'oxyde de fer.
Le principe de fonctionnement et les types de machines de découpe au jet d'eau

La machine de découpe au jet d'eau CNC fonctionne comme suit :
- la pompe alimente le boeuf à la tête de travail, ici un jet d'eau du diamètre requis est créé. Il entre dans le mélangeur, où se forme un mélange eau-sable, de là il est dirigé directement vers la buse. Le diamètre de la buse peut être de 1 à 5 mm ;
- un mélange est versé hors de la buse sous une pression de 100 à 6000 bars, éliminant les particules de matériau. La vitesse du mélange est plusieurs fois supérieure à la vitesse du son. La tête tourne dans une large plage et est contrôlée par automatisation ;
- il existe un processus d'érosion artificielle qui vous permet de travailler avec des dalles de pierre jusqu'à 300 mm d'épaisseur.
Le traitement des matériaux souples, tels que le bois, le caoutchouc, certains plastiques, est effectué sans particules abrasives, avec de l'eau propre. La buse est posée sur du saphir ou du rubis, et la buse doit avoir un diamètre minimum. Ces buses durent plus longtemps, car l'eau propre a un effet plus doux sur les consommables.
L'équipement de découpe au jet d'eau diffère par son appareil, son objectif, sa puissance et son coût :
- machines CNC;
- portable.
Les machines CNC effectuent la coupe en fonction des paramètres et des dessins chargés. Ils réalisent des produits figurés complexes avec peu ou pas d'intervention de l'opérateur. Les ateliers de production sont généralement équipés de tels équipements.
Les machines portables sont idéales pour couper n'importe quel matériau dans des endroits difficiles d'accès et dangereux, tels que les tunnels. Le travail est fait très rapidement et avec précision. Par conséquent, ce type de traitement est très économique.
Conception de la machine

La découpe au jet d'eau est le traitement de matériaux solides d'une densité d'environ 2,5 tonnes / mètre cube en utilisant un mélange de particules solides et d'eau selon le principe de l'érosion. Le mélange de coupe est appliqué sur le matériau sous une pression puissante, un jet d'eau de petit diamètre à travers une tête de forme spéciale. La vitesse de traitement dépend des paramètres du matériau.
Les machines à jet d'eau CNC sont une combinaison de plusieurs modules, y compris des modules montés :
- mécanisme d'alimentation en particules solides ;
- table de bain;
- pompe à eau haute pression;
- portail;
- tête mobile;
- mécanisme de distribution de pression ;
- récipient pour mélange abrasif.
De plus, la machine de découpe au jet d'eau est équipée de systèmes de mesure et de contrôle automatiques qui améliorent la précision.
Les têtes sont faites de minéraux artificiels, elles sont assez chères et nécessitent un remplacement périodique. Les tubes de mélange en métaux durables sont également sujets à remplacement.
Le traitement est effectué sur une table spécialement conçue.
La méthode de découpe au jet d'eau présente de nombreux avantages :
- lors du fonctionnement d'une machine spécialisée, les déchets sont minimes;
- la surface de la pierre ne reçoit pas de rugosité inutile;
- le métal n'est pas recouvert de tartre;
- le traitement a lieu à température ambiante, la surchauffe du matériau est exclue;
- la qualité des pièces obtenues est la plus élevée ;
- une grande variété de types de découpe au jet d'eau sont possibles, y compris celles imitant la sculpture à la main ;
- le matériau n'est pas déformé;
- vous pouvez supprimer complètement la couche avant de la pièce ou du chanfrein ;
- les vapeurs nocives, les gaz, la suie ne sont pas émis;
- Il est possible de traiter des plaques d'une épaisseur supérieure à 15 cm.
L'équipement de découpe au jet d'eau CNC fonctionne en mode automatique, le travail manuel n'est pas utilisé. Tous les matériaux traités conservent pleinement leurs qualités premières.
Outillage spécial pour machines CNC

Des capteurs de hauteur et d'évitement de collision surveillent la distance entre la surface du matériau et la buse. Ils empêchent la tête de bouger sous la pression de l'eau et d'entrer en collision avec des surfaces verticales pendant le fonctionnement. Avant de commencer le travail, le contrôleur détermine l'épaisseur du matériau et la profondeur de travail requise. Périodiquement, pendant le fonctionnement, le capteur effectue des ajustements au travail en fonction des opérations déjà effectuées.
Le pointeur laser permet de « viser » avec précision lors de la pose de la pièce sur le plan de travail, positionne rapidement la buse. La fonction est appliquée sur les petites et grandes tables de coordonnées. Le pointeur est protégé de manière fiable de l'eau par le boîtier étanche solide.
Le substrat est utilisé pour le traitement de petites pièces, améliorant le contact entre le jet eau-sable et le matériau. Les substrats ont une structure spéciale qui laisse facilement passer l'eau et maintient solidement la pièce.
Un jeu de pinces est fourni avec chaque machine. Avec son aide, des détails de différentes tailles et formes sont fermement fixés sur le dessus de table.
Le système de refroidissement de la pompe est essentiel pour un fonctionnement efficace. Il peut être fermé ou coulant. Fermé est plus économique.
Le distributeur d'abrasif contrôle la quantité d'abrasif pour travailler sur des matériaux de différentes épaisseurs. Élimine les interruptions dans l'approvisionnement en abrasif, ce qui est très important lors de la coupe de matériaux précieux, dont le traitement avec de l'eau propre peut les endommager.
Le système de purification de l'eau empêche les dépôts minéraux sur les vannes, les charnières et les autres éléments de la machine CNC. L'eau est purifiée du calcium et du fer. La quantité de fer autorisée dans 1 litre d'eau ne dépasse pas 10 milligrammes. Le système de nettoyage améliore la productivité et la durée de vie de la machine CNC.
Des vidéos montrent la découpe au jet d'eau en 3D et 2D :