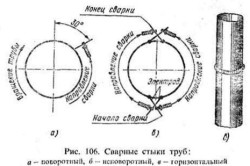
इन्वर्टर वेल्डिंग वीडियो ट्यूटोरियल। वेल्डिंग द्वारा पकाने के तरीके के बारे में एक नौसिखिया के लिए युक्तियाँ।
मैं वेल्डर के पास जाऊंगा - उन्हें मुझे सिखाने दो!
एक वेल्डर का पेशा लंबे समय से और मज़बूती से कई उद्योगों और घरों में प्रवेश कर चुका है। इसकी आवश्यकता लगभग हर जगह है। आधुनिक वेल्डिंग उपकरण की उपलब्धता से आप दोनों सीख सकते हैं कि इलेक्ट्रिक वेल्डिंग द्वारा अपने आप कैसे खाना बनाना है, और पेशे को अधिक गंभीर स्तर पर मास्टर करना है।
वेल्डर के लिए आवश्यक तत्व
वेल्डिंग उपकरण के साथ काम करने की तकनीक में पूरी तरह से महारत हासिल करने के लिए, आपको धातु के साथ काम करते समय न केवल भौतिक प्रक्रियाओं को समझने की आवश्यकता होगी, बल्कि वेल्डिंग मशीनों के साथ-साथ विभिन्न खराबी, प्रौद्योगिकी सुविधाओं और अन्य "नुकसान" के बारे में ज्ञान का एक सेट भी होना चाहिए। . तैयारी से लेकर अंतिम तक - आपको हर स्तर पर एक वेल्डर के पेशे की पेचीदगियों को समझने में सक्षम होना चाहिए। व्यावसायिक स्कूलों में इस पेशे में प्रशिक्षण दो से तीन साल लगते हैं।
इलेक्ट्रिक वेल्डिंग से खाना बनाना सीखने से पहले आपको क्या समझने की जरूरत है?
- विभिन्न सामग्रियों (स्टील, मिश्र धातु, अलौह धातुओं) के साथ काम करने के लिए सही मोड चुनने में सक्षम हो;
- वेल्ड बनाने की विभिन्न तकनीकों को जान सकेंगे;
- इलेक्ट्रोड और वेल्डिंग तार का सही ढंग से चयन करने में सक्षम हो;
अपने दम पर इलेक्ट्रिक वेल्डिंग कैसे सीखें?
यदि लक्ष्य एक उच्च श्रेणी के पेशेवर बनना नहीं है, तो यह मुख्य तकनीकों में महारत हासिल करने और बुनियादी अवधारणाओं को समझने के लिए पर्याप्त होगा, और आप पहले से ही पिछवाड़े में वेल्डिंग कार्य के साथ प्रयोग कर सकते हैं।
तो कहाँ से शुरू करें?
सबसे पहले, आपको एक वेल्डिंग मशीन और इलेक्ट्रोड की आवश्यकता होगी। 3 मिमी व्यास वाले इलेक्ट्रोड से शुरू करना बेहतर है - वे अधिकांश कार्यों के लिए उपयुक्त हैं और विद्युत नेटवर्क को बहुत अधिक लोड नहीं करते हैं। ऑपरेशन के सिद्धांत के अनुसार उपकरणों को तीन श्रेणियों में बांटा गया है: ट्रांसफार्मर, रेक्टिफायर और इन्वर्टर। इनवर्टर शुरुआती लोगों के लिए सबसे कॉम्पैक्ट, हल्के और उपयोग में आसान हैं।
 वेल्डिंग मशीन का चयन कार्य के उद्देश्य पर आधारित होना चाहिए।
वेल्डिंग मशीन का चयन कार्य के उद्देश्य पर आधारित होना चाहिए। फिर आपको कुछ धातु के टुकड़ों का चयन करना होगा जिन पर आप अभ्यास कर सकते हैं। सतह को साफ करने के लिए आपको पानी की एक बाल्टी, धातुमल को हराने के लिए एक हथौड़ा और एक धातु ब्रश की आवश्यकता होगी। चौग़ा और सुरक्षात्मक उपकरणों से आपको आवश्यकता होगी:
- एक विशेष प्रकाश फिल्टर के साथ चेहरे और गर्दन की रक्षा के लिए एक मुखौटा (उदाहरण के लिए, गिरगिट का मुखौटा);
- मोटे दस्ताने;
- लंबी आस्तीन के साथ टिकाऊ कपड़े से बने चौग़ा।
सावधानियों के बारे में मत भूलना: आस-पास ज्वलनशील या आसानी से ज्वलनशील सामग्री नहीं होनी चाहिए, और विद्युत नेटवर्क ऑपरेशन के दौरान होने वाले भार का सामना करने में सक्षम होना चाहिए। वेल्डिंग मशीन.
इलेक्ट्रिक वेल्डिंग के साथ खाना बनाना सीखने में पहला कदम
ग्राउंडिंग सुनिश्चित करने के लिए देखभाल की जानी चाहिए - एक उपयुक्त क्लैंप को वर्कपीस से मजबूती से जोड़ा जाना चाहिए। फिर आपको केबल की जांच करने की आवश्यकता है - यह कितनी अच्छी तरह से अछूता है और धारक में कितनी अच्छी तरह से टक गया है।
"द्रव्यमान" को जोड़ने के बाद, आप वर्तमान ताकत के मूल्य का चयन कर सकते हैं - इलेक्ट्रोड और उन सामग्रियों के आधार पर जिनके साथ इसे काम करना चाहिए।
चाप को प्रज्वलित करने से पहले, इलेक्ट्रोड को लगभग 60 डिग्री के कोण पर वर्कपीस पर सेट किया जाता है।
इलेक्ट्रोड धारक धीरे-धीरे आगे बढ़ने पर, चिंगारी दिखाई देगी - इसका मतलब है कि वेल्डिंग चाप दिखाई देना चाहिए। इसे बनाने के लिए, आपको इलेक्ट्रोड लगाने की जरूरत है ताकि इसके और सतह के बीच का अंतर पांच मिलीमीटर से अधिक न हो। आगे के कार्य में भी इसी नियम का पालन करना चाहिए।धीरे-धीरे, इलेक्ट्रोड जल जाएगा। इसे स्थानांतरित करने में जल्दबाजी न करें। इलेक्ट्रोड आंदोलन की गति कई कारकों पर निर्भर करती है - अभ्यास के दौरान उनका अधिक विस्तार से खुलासा किया जाएगा।
अगर इलेक्ट्रोड चिपक जाए तो क्या करें? उन्हें किनारे पर थोड़ा घुमाने के लिए पर्याप्त है।
एक स्थिर वेल्डिंग चाप बनाने के लिए, इलेक्ट्रोड के अंत और वर्कपीस की सतह के बीच 3 से 5 मिलीमीटर की दूरी बनाए रखना वांछनीय है। 2-3 मिमी लंबे चाप के मामले में, जो प्रज्वलित करने से इनकार करता है, आप करंट बढ़ा सकते हैं।
सीम बनाते समय वेल्डिंग चाप और ध्रुवता की विशेषताएं
मनका वेल्ड करने का प्रयास करते समय, पिघली हुई धातु को वेल्डिंग चाप के केंद्र में स्थानांतरित करने का प्रयास करना चाहिए।
इलेक्ट्रोड सुचारू रूप से क्षैतिज रूप से चलता है, साथ में ऑसिलेटरी मूवमेंट भी होता है। इसके लिए धन्यवाद, एक सुंदर और उच्च गुणवत्ता वाला सीम प्राप्त होता है। इलेक्ट्रिक वेल्डिंग से खाना बनाना सीखने के लिए, कैसे
वजन - इलेक्ट्रो के लिए चाप वेल्डिंगएक पेशेवर, आपको यह जानने की जरूरत है कि प्रत्यक्ष ध्रुवता के साथ वेल्डिंग रिवर्स से कैसे भिन्न होती है।
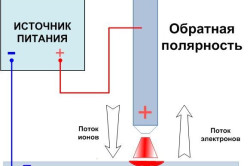
एक विद्युत चाप तब बनता है जब एक शक्ति स्रोत से एक प्रत्यावर्ती या प्रत्यक्ष धारा की आपूर्ति की जाती है। यदि पॉजिटिव पावर पोल (एनोड) वर्कपीस से जुड़ा है, तो इसका मतलब है कि आर्क वेल्डिंग में एक सीधी ध्रुवता होती है।
और यदि एक नकारात्मक शक्ति ध्रुव (कैथोड) भाग से जुड़ा है, तो रिवर्स पोलरिटी के साथ चाप वेल्डिंग प्राप्त होता है। विद्युत चाप इलेक्ट्रोड की धातु की छड़ को पिघलाने और वर्कपीस की पिघली हुई सामग्री के साथ मिलाने का कारण बनता है, जिससे तथाकथित वेल्ड पूल बनता है। इस मामले में, स्लैग बनता है, जो सतह पर आता है।
वेल्ड पूल के एक अलग आकार के साथ इलेक्ट्रिक वेल्डिंग का उपयोग करके कैसे खाना बनाना है?
अंतरिक्ष में पूल की स्थिति के आधार पर, साथ ही विभिन्न वेल्डिंग मोड को ध्यान में रखते हुए, शामिल होने वाले भागों का डिज़ाइन, किनारों का आकार और आकार, साथ ही जिस गति से चाप सतह पर चलता है , वेल्ड पूल का आकार भिन्न हो सकता है। एक नियम के रूप में, इसके आयाम सीमा में भिन्न हो सकते हैं:

- 8 से 15 मिमी तक - चौड़ाई;
- 10 से 30 मिमी तक - लंबाई;
- 6 मिमी तक - गहराई।
चाप की लंबाई की गणना कैसे की जाती है? यह इसकी सतह पर स्थित एक सक्रिय स्थान से दूसरे (जो इलेक्ट्रोड की पिघली हुई सतह पर स्थित है) की दूरी है। जब इलेक्ट्रोड कोटिंग पिघलती है, तो चाप के पास और वेल्ड पूल के ऊपर एक गैसीय वातावरण दिखाई देता है, जो वेल्डिंग क्षेत्र से हवा को विस्थापित करता है, जिससे पिघली हुई धातु को प्रभावित होने से रोका जा सकता है। साथ ही यहां क्षार और इलेक्ट्रोड धातु दोनों के मिश्रधातु तत्वों के जोड़े मिलते हैं।
इसके अलावा, लावा हवा के ऑक्सीकरण प्रभाव से बचाता है, क्योंकि यह वेल्ड पूल की सतह को कवर करता है। और उसके लिए धन्यवाद, धातु हानिकारक अशुद्धियों से मुक्त हो जाती है। जैसे ही चाप हटा दिया जाता है और धातु सीम के निर्माण के दौरान वेल्ड पूल में क्रिस्टलीकृत हो जाती है, स्लैग बनता है।
सीवन बनाने की तकनीकों के बारे में
इससे पहले कि आप स्वयं इलेक्ट्रिक वेल्डिंग द्वारा खाना बनाना सीखें, आपको धातु के हिस्सों को जोड़ने के लिए विभिन्न वेल्डिंग तकनीकों में महारत हासिल करनी चाहिए। विद्युत चाप का उचित रखरखाव और गति गुणवत्ता वाले सीम की कुंजी है। यदि चाप बहुत लंबा है, तो धातु ऑक्सीकरण करेगी और नाइट्रोजन से संतृप्त हो जाएगी, बूंदों के साथ स्प्रे करेगी और एक झरझरा संरचना बनाएगी।
ओवरलैप सीवन
वेल्डिंग चाप इलेक्ट्रोड अक्ष के साथ आगे बढ़ता है। इस प्रकार, वांछित चाप की लंबाई बनी रहती है, जो इलेक्ट्रोड की पिघलने की दर से प्रभावित होती है। इलेक्ट्रोड की लंबाई धीरे-धीरे कम हो जाती है, जैसे कि इसके और वेल्ड पूल के बीच की दूरी बढ़ जाती है। इसे रोकने के लिए, इलेक्ट्रोड को अक्ष के साथ ले जाया जाना चाहिए, इसके छोटा होने और वेल्ड पूल की दिशा में गति के समकालिकता को देखते हुए।
सीलिंग सीम
इलेक्ट्रोड व्यास वेल्डेड सेटल की मोटाई पर निर्भर करता हैएक अन्य प्रकार के रोलर को थ्रेड कहा जाता है। वेल्ड किए जा रहे वेल्ड की धुरी के साथ इलेक्ट्रोड को स्थानांतरित करने की प्रक्रिया में ऐसा मनका बनता है। जहां तक रोलर की मोटाई का सवाल है, यह इलेक्ट्रोड के व्यास और उसके चलने की गति पर निर्भर करता है।
रोलर की चौड़ाई के बारे में हम कह सकते हैं कि यह आमतौर पर इलेक्ट्रोड के व्यास से 2-3 मिमी बड़ा होता है। इसका परिणाम काफी संकीर्ण वेल्ड सीम में होता है। एक मजबूत संरचना बनाने के लिए इसकी ताकत पर्याप्त नहीं है। इसे कैसे जोड़ेंगे? यह पर्याप्त है जब इलेक्ट्रोड वेल्ड की धुरी के साथ-साथ एक अतिरिक्त गति करने के लिए चलता है - अक्ष के पार।
टी सीवन (एक तरफा काटने के साथ)
ऑपरेशन के दौरान इलेक्ट्रोड का अनुप्रस्थ विस्थापन सीम की पर्याप्त चौड़ाई प्राप्त करना संभव बनाता है। यह इलेक्ट्रोड के पारस्परिक दोलनों द्वारा किया जाता है, जिसकी चौड़ाई प्रत्येक के लिए निर्धारित की जाती है विशिष्ट मामलाव्यक्तिगत रूप से। यहां सीम की स्थिति, उसके आकार, खांचे के आकार, सामग्री की विशेषताओं, साथ ही डिजाइन के लिए आवश्यकताओं की सूची को ध्यान में रखना आवश्यक है। सीम की सामान्य चौड़ाई 1.5 से 5.0 इलेक्ट्रोड व्यास पर विचार करने के लिए प्रथागत है।
इलेक्ट्रोड समर्थन के साथ वेल्डिंग सीम
यह इलेक्ट्रोड के बल्कि जटिल, ट्रिपल आंदोलनों के साथ बनता है। कई रूपों में मौजूद है। शास्त्रीय चाप वेल्डिंग में गति का प्रक्षेपवक्र ऐसा होना चाहिए कि जुड़ने वाले भागों के किनारों को पिघलाया जाए, और साथ ही किसी दिए गए आकार का वेल्ड बनाने के लिए पर्याप्त पिघली हुई धातु का निर्माण किया जाना चाहिए।
सीम काटना और जुड़ना
इलेक्ट्रिक वेल्डिंग द्वारा फटे हुए सीम को ठीक से वेल्ड करना कैसे सीखें? यदि इलेक्ट्रोड लगभग अंत तक जल गया है, तो आपको इसे बदलने के लिए रुकना होगा। काम फिर से शुरू करने से पहले, स्लैग को हटा दिया जाता है और प्रक्रिया को जारी रखा जा सकता है।
चाप को क्रेटर से 12 मिमी की दूरी पर प्रज्वलित किया जाता है (यह एक अवसाद है जो सीम के अंत में दिखाई देता है)। इलेक्ट्रोड नए और पुराने इलेक्ट्रोड का एक संलयन बनाने के लिए क्रेटर में लौटता है, और फिर शुरू में चुने गए प्रक्षेपवक्र के साथ अपना आंदोलन जारी रखता है।
मैनुअल वेल्डिंग के लिए विशिष्ट फायदे और नुकसान
लाभ:
कमियां:
- बल्कि हानिकारक काम करने की स्थिति;
- सीम की गुणवत्ता सीधे वेल्डर की योग्यता पर निर्भर करती है;
- दक्षता और उत्पादकता काफी कम है (अन्य प्रकार की वेल्डिंग की तुलना में)।
वीडियो: इलेक्ट्रिक वेल्डिंग से खाना बनाना कैसे सीखें
टिप्पणियाँ:
टिप्पणियाँ:
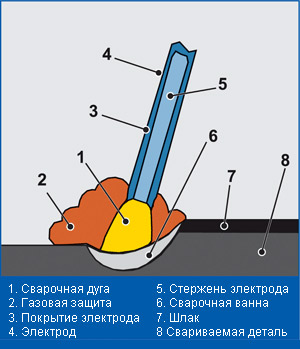
- वेल्डिंग के लिए उपकरण
- इलेक्ट्रोड वेल्डिंग प्रक्रिया का एक महत्वपूर्ण तत्व है
- वेल्डिंग की प्रक्रिया
एक निजी घर के मालिकों को अक्सर वेल्डिंग द्वारा दो धातु की चादरें जोड़ने की आवश्यकता होती है। आपको एक पेशेवर वेल्डर की मदद लेनी होगी। सब कुछ ठीक होगा, लेकिन पेशेवरों की सेवाएं महंगी हैं, और कभी-कभी वेल्ड करने के लिए बहुत छोटे तत्व की आवश्यकता होती है। आप सीख सकते हैं कि धातु के हिस्सों को वेल्डिंग करने का सबसे सरल काम स्वयं कैसे करें।
शुरुआती वेल्डर की मदद के लिए, उद्योग इनवर्टर नामक कॉम्पैक्ट आर्क वेल्डिंग मशीन का उत्पादन करता है।
वेल्डिंग के लिए उपकरण
इलेक्ट्रोड और एक शक्ति स्रोत का उपयोग करके वेल्डिंग का काम किया जाता है।
उद्योग द्वारा बिजली की आपूर्ति 2 प्रकार से की जाती है:
- ट्रांसफार्मर;
- इन्वर्टर।
ट्रांसफार्मर उपकरणों को संचालित करना आसान है, लेकिन वे बड़े और भारी, बहुत विश्वसनीय, टिकाऊ और टिकाऊ हैं। वे प्रत्यावर्ती धारा पर कार्य करते हैं। वेल्डिंग के लिए, पिघलने वाले रूटाइल या कैल्शियम फ्लोराइड इलेक्ट्रोड का उपयोग किया जाता है। डिवाइस में कम दक्षता होती है, और ट्रांसफॉर्मर उपकरण का उपयोग करके बनाया गया सीम खराब गुणवत्ता का होता है, और प्राप्त करने के लिए वेल्डर के उच्च कौशल की आवश्यकता होती है अच्छी गुणवत्तावेल्डिंग सीम।
इन्वर्टर एक वेल्डिंग मशीन है जो चलती है डीसी. इनपुट पर, आपूर्ति वोल्टेज को सुधारा जाता है और वैकल्पिक वोल्टेज में परिवर्तित किया जाता है, जिसे ट्रांसफार्मर को भेजा जाता है। इस प्रकार के उपकरणों को गतिशीलता, कम वजन, कॉम्पैक्टनेस की विशेषता है। वे इनपुट वोल्टेज पर निर्भर नहीं हैं, वे क्षेत्र में अच्छा काम करते हैं। इन्वर्टर एक बहुत ही किफायती उपकरण है, इसके उपयोग के दौरान बिजली की हानि ट्रांसफार्मर मॉडल की तुलना में दस गुना कम हो जाती है। इन्वर्टर की दक्षता 85-90% है।
अनुक्रमणिका पर वापस जाएं
इन्वर्टर प्रकार वेल्डिंग के संचालन के लिए उपकरण का संचालन
इन्वर्टर यूनिट के संचालन में विद्युत प्रवाह के कई चरणबद्ध परिवर्तन होते हैं।ऐसा होता है:
- ब्रिज सर्किट का उपयोग करके जुड़े प्राथमिक रेक्टिफायर के पावर डायोड, नेटवर्क के वैकल्पिक वोल्टेज को सुधारते हैं;
- इन्वर्टर कन्वर्टर बढ़े हुए उतार-चढ़ाव के साथ रेक्टिफाइड करंट को हाई-फ़्रीक्वेंसी में बदल देता है प्रत्यावर्ती धारा;
- एक पल्स हाई-फ़्रीक्वेंसी ट्रांसफ़ॉर्मर वैकल्पिक उच्च-फ़्रीक्वेंसी वोल्टेज को वेल्डिंग करंट वोल्टेज के अनुरूप फ़्रीक्वेंसी में कम करने का काम करता है;
- सेकेंडरी रेक्टिफायर, वेल्डिंग करंट के अनुरूप प्रत्यावर्ती वोल्टेज की आवृत्ति, दोलनों की भिगोना के साथ प्रत्यक्ष धारा में परिवर्तित हो जाती है।
वर्तमान की उच्च आवृत्ति मुख्य तकनीकी समाधान है जिसने उच्च प्राप्त करना संभव बना दिया कार्य कुशलताइन्वर्टर और अन्य वेल्डिंग आर्क बिजली आपूर्ति पर लाभ। (चित्र। 1 इन्वर्टर कार्य सिद्धांत)।
अनुक्रमणिका पर वापस जाएं
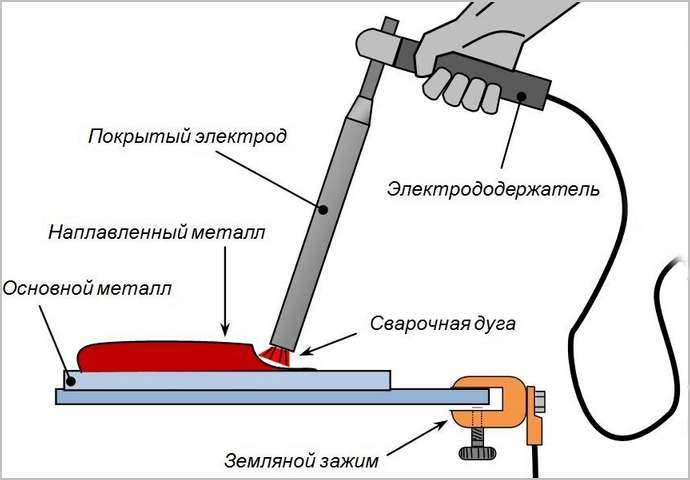
इलेक्ट्रोड वेल्डिंग प्रक्रिया का एक महत्वपूर्ण तत्व है

चित्रा 1. इन्वर्टर के संचालन का सिद्धांत।
वेल्डिंग प्रक्रिया का एक महत्वपूर्ण तत्व इलेक्ट्रोड है। संरचनात्मक रूप से, इसमें एक विशेष पाउडर संरचना के साथ लेपित धातु की छड़ होती है। पाउडर कोटिंग वेल्ड के लिए परिवेशी वायु की पहुंच में बाधा के रूप में कार्य करती है। परिवेशी वायु सीम के गठन को नकारात्मक रूप से प्रभावित करती है, इसे ऑक्सीकरण करती है, जो सीम की गुणवत्ता को काफी कम कर देती है। पाउडर कोटिंग भी चाप के सामान्य जलने को बनाए रखने का काम करती है।
इन्वर्टर वेल्डिंग के लिए इलेक्ट्रोड MR, UONI, OZS, ANO का उपयोग किया जाता है। इलेक्ट्रोड की गुणवत्ता उपभोक्ता को उनके भंडारण और परिवहन की स्थितियों पर दृढ़ता से निर्भर करती है। इलेक्ट्रोड का व्यास बिजली की खपत को निर्धारित करता है: उपभोज्य का व्यास जितना छोटा होगा, वेल्डिंग के दौरान कम बिजली की खपत होगी। आमतौर पर, 2.5-3 मिमी व्यास वाले इलेक्ट्रोड का उपयोग किया जाता है।
अनुक्रमणिका पर वापस जाएं
वेल्डिंग सिखाने के लिए चरण-दर-चरण निर्देश
वेल्डिंग शुरू करने से पहले, आपको इलेक्ट्रोड के नीचे से उड़ने वाली प्रकाश किरणों और चिंगारियों से बचाने के लिए साधन खरीदना चाहिए। सुरक्षात्मक उपकरणों में शामिल हैं:
- आंखों के लिए सुरक्षात्मक कांच के साथ फेस मास्क;
- घने सामग्री से बने कपड़ा दस्ताने;
- घने सामग्री से बना वर्क जैकेट;
- काम के जूते।
कार्यस्थल की तैयारी के साथ धातु की वेल्डिंग शुरू होती है। को मंजूरी दे दी कार्यस्थलविभिन्न अवरोधों से 1 मीटर के दायरे में, सभी दहनशील सामग्री को वेल्डिंग साइट से हटा दिया जाता है। उस जगह से दूर नहीं जहां इन्वर्टर मशीन से वेल्डिंग की जाएगी, पानी की एक बाल्टी स्थापित की जाती है। हवा का एक निरंतर प्रवाह प्रदान किया जाता है, शीतलन को बढ़ाने के लिए एक पंखा लगाया जा सकता है। जिस स्थान पर वेल्डिंग का कार्य किया जाता है वहां धूल और जलवाष्प जमा नहीं होनी चाहिए।
यह डिवाइस के निर्देशों के अनुसार निर्दिष्ट है कि यह कितने समय तक निरंतर मोड में काम कर सकता है। इस पैरामीटर को समावेशन कारक कहा जाता है। जब अनुपात 100% हो, तो इन्वर्टर 10 मिनट तक लगातार चल सकता है अधिकतम करंट. यदि गुणांक का मान 60-70% है, तो वेल्डिंग को लगातार 6-7 मिनट तक किया जा सकता है, इसके बाद वेल्डिंग मशीन को ठंडा करने के लिए बंद कर दिया जाता है। इकाई 4 मिनट के लिए चालू नहीं होती है।
तार कनेक्शन की शुद्धता, इलेक्ट्रोड धारकों की उपस्थिति की जाँच की जाती है। मुख्य तार से जुड़े होने वाले तार का चयन के आधार पर किया जाता है बैंडविड्थवर्तमान, यह 500 ए तक हो सकता है।
इन्वर्टर ग्राउंडिंग की उपस्थिति और काम करने की स्थिति की जाँच की जाती है, इलेक्ट्रोड को वेल्डेड किए जाने वाले तत्वों की मोटाई के आधार पर चुना जाता है। चयनित इलेक्ट्रोड की मोटाई के अनुसार, वेल्डिंग वोल्टेज का मूल्य निर्धारित किया जाता है। वेल्डर, शुरुआती और न केवल मदद करने के लिए, डिवाइस के शरीर पर एक संबंधित तालिका लागू होती है। यदि करंट को कम पर सेट किया जाता है, तो चाप प्रज्वलित नहीं होगा, यदि यह अधिक है, तो इलेक्ट्रोड चिपक सकता है।
और आप सीखना चाहते हैं कि शुरुआती लोगों के लिए इन्वर्टर के साथ कैसे वेल्ड किया जाए।
मुश्किलों से डरना नहीं चाहिए! इन्वर्टर उपकरण का उपयोग करना आसान है, अनुभव और ज्ञान के बिना कोई भी व्यक्ति कम समय में वेल्डिंग प्रक्रिया में महारत हासिल करने में सक्षम होगा।
सुरक्षा. वेल्डिंग उत्पादन किसके साथ जुड़ा हुआ है? विद्युत वोल्टेज, आम लोगों में - वर्तमान। करंट अदृश्य है, लेकिन किसी व्यक्ति को मौत के घाट उतारने में सक्षम है।
हम सेवाक्षमता के लिए वेल्डिंग केबल्स की जांच करते हैं और उन्हें इन्वर्टर उपकरण से जोड़ते हैं। धातु पर एक क्लिप के साथ केबल को नकारात्मक कनेक्टर में लौटाएं। कनेक्टर के लिए इलेक्ट्रोड धारक के साथ केबल +। इलेक्ट्रोड धारक में इलेक्ट्रोड डालें ।
डिवाइस को नेटवर्क से कनेक्ट करते समय, हम सेवाक्षमता के लिए वर्तमान-वाहक केबलों का नेत्रहीन मूल्यांकन करते हैं। हमने सुनिश्चित किया कि केबल अच्छी स्थिति में हैं, वर्तमान नियामक को न्यूनतम मान पर सेट करने के बाद, प्लग और डिवाइस पर टॉगल स्विच चालू करें। अगर कूलिंग फैन बिना चटक और शोर के सुचारू रूप से चलता है, तो सब कुछ ठीक है।
धातु का वजन। भारी संरचनाओं को जोड़ते समय सावधानी बरतें। ढहने की स्थिति में बहु-टन उत्पाद मृत्यु या विकलांगता का कारण बन सकते हैं।
पोशाक। वेल्डिंग उत्पादन उच्च तापमान के साथ जुड़ा हुआ है। वेल्डर के पास होना चाहिए:
- कैनवास मिट्टियाँ ();
- बागे (विशेष सूट);
- के साथ मुखौटा;
- सीमित स्थानों में काम करने के लिए श्वासयंत्र;
- रबर तलवों के साथ जूते।
लेगिंग का उपयोग ऊंचाई पर वेल्डिंग करते समय किया जाता है, जब हाथ ऊपर उठते हैं, और अन्य मामलों में मिट्टियाँ।
अन्य सामान:
- वेल्डिंग मशीन;
- एक हथौड़ा;
- ब्रश;
- इलेक्ट्रोड।
इन्वर्टर वेल्डिंग मूल बातें
शुरुआती लोगों के लिए, अनुभवी वेल्डर धारक की केबल को शरीर से जोड़ने की सलाह देते हैं, कोहनी को हाथ से दबाएं और इसे अग्र-भुजाओं (कोहनी से हाथ तक) के साथ लपेटें, धारक को हाथ में लें। तो कंधे का जोड़ केबल को खींचेगा, और हाथ और हाथ मुक्त रहेंगे। विधि आसानी से हाथ में हेरफेर करने में मदद करेगी।

प्रकोष्ठ पर केबल का सही स्थान। से नंगे हाथों सेकाम करने लायक नहीं।
यदि केबल के साथ अग्रभाग को घुमाए बिना धारक को केवल हाथ में लिया जाता है, तो वेल्डिंग प्रक्रिया के दौरान हाथ थक जाएगा और कलाई की गति केबल को झूलने की गति में ले जाएगी। वेल्डेड संयुक्त की गुणवत्ता को क्या प्रभावित करेगा।
खाना कैसे बनाएं इन्वर्टर वेल्डिंगसही? हम इलेक्ट्रोड के व्यास, कनेक्शन के प्रकार और वेल्डिंग की स्थिति के अनुसार मशीन पर वेल्डिंग करंट सेट करते हैं। सेटअप निर्देश डिवाइस पर और इलेक्ट्रोड के पैक पर उपलब्ध हैं। हम एक स्थिर रुख अपनाते हैं, कोहनी को शरीर से दूर ले जाते हैं (आप इसे दबा नहीं सकते), इसे लगाएं और प्रक्रिया शुरू करें।
20 सेमी से अधिक धातु के रिक्त स्थान वाले शुरुआती लोगों के लिए इन्वर्टर के साथ वेल्डिंग शुरू करना बेहतर है।
यह ज्ञात है कि एक नौसिखिया, एक मुखौटा लगाता है और एक चाप जलाता है, साँस लेना बंद कर देता है, एक सांस में वर्कपीस की पूरी लंबाई को उबालने की कोशिश करता है। शॉर्ट प्रोडक्ट्स से एक सांस में खाना बनाने की आदत हो जाएगी। इसलिए, वेल्डिंग करते समय ठीक से सांस लेना सीखते हुए, लंबी वर्कपीस पर प्रशिक्षण लें।
डेस्कटॉप पर वर्कपीस (प्लेट्स) को एक क्षैतिज तल में रखा जा सकता है - लंबवत रूप से आपकी ओर या क्षैतिज रूप से, कोई अंतर नहीं।
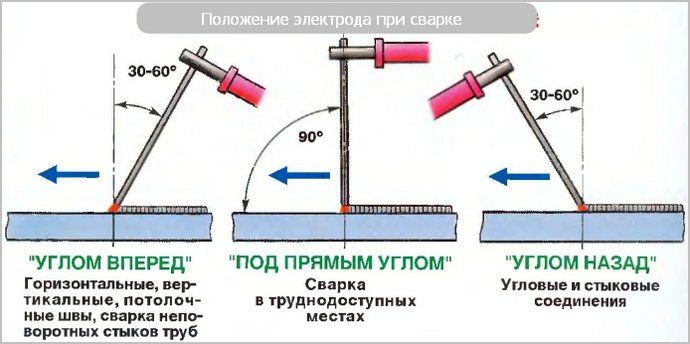
वेल्डिंग की शुरुआत में, धारक में जकड़े हुए इलेक्ट्रोड को 90 डिग्री (लंबवत) के कोण पर जकड़ें और इसे 30-45 डिग्री तक सीवन की तरफ ले जाएं। चाप को हल्का करें और चलना शुरू करें।
- यदि वेल्डिंग पीछे के कोण पर की जाती है, तो 30-45 डिग्री का ढलान सीम की ओर जाता है।
- यदि कनेक्शन आगे के कोण पर होता है, तो इलेक्ट्रोड का ढलान सीम से होता है।
वेल्ड की जाने वाली सतह और इलेक्ट्रोड के बीच की दूरी 2-3 मिमी है, कल्पना कीजिए कि आप कागज की एक शीट के साथ एक पेंसिल का नेतृत्व कर रहे हैं।
कृपया ध्यान दें कि वेल्डिंग करते समय, जलते समय इलेक्ट्रोड कम हो जाता है - धीरे-धीरे पिघलने वाली छड़ को सतह के करीब लाएं दूरी 2-3मिमी और झुकाव कोण 30-45 डिग्री रखें।
वीडियो:
एक नौसिखिया वेल्डिंग इन्वर्टर के साथ खाना बनाना कैसे सीख सकता है?
सबसे पहले, हम चाप को जलाना और पकड़ना सीखते हैं। सतह पर दहन के दौरान इलेक्ट्रोड के पास पहुंचने पर किनारे को महसूस करें ताकि सतह को वेल्ड किया जा सके ताकि चाप बाधित न हो।
इलेक्ट्रोड को दो तरह से प्रज्वलित करें:
- दोहन;
- स्क्रिबलिंग
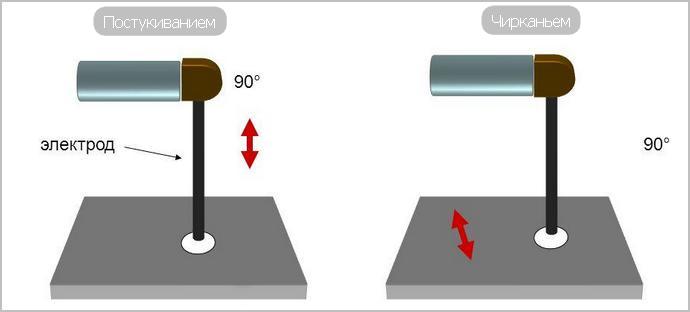
नया आसानी से जल जाता है। काम करने वाली छड़ पर एक स्लैग फिल्म दिखाई देती है, जो प्रज्वलन को रोकती है। फिल्म को तोड़ने के लिए आपको बस थोड़ी देर और दस्तक देनी होगी।
- इन्वर्टर उपकरणों पर, चाप प्रज्वलन की सुविधा के लिए हॉट स्टार्ट फ़ंक्शन अंतर्निहित है।
- यदि शुरुआत करने वाला जल्दी से सतह पर इलेक्ट्रोड के पास पहुंचता है, तो आर्क फोर्स फंक्शन (आर्क फोर्स, एंटी-स्टिकिंग) सक्रिय होता है, वेल्डिंग करंट को बढ़ाता है, इलेक्ट्रोड को चिपके रहने से रोकता है।
- जब मेल्टिंग स्टिक चिपक जाती है, तो एंटी स्टिक फंक्शन करंट को काट देता है, जिससे इन्वर्टर ओवरहीटिंग से बच जाता है।
वीडियो:वेल्डिंग इन्वर्टर पर आर्क बल क्या है और इसे कैसे लगाया जाता है।
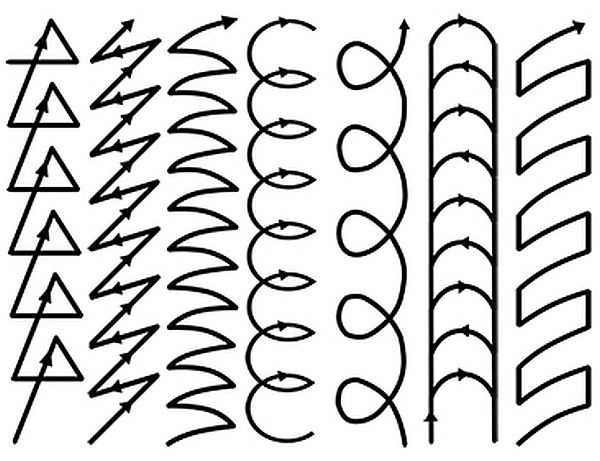
शुरुआत के लिए बेहतर है कि पहले थ्रेड सीम पर सीखें, इलेक्ट्रोड को समान रूप से, बिना ऑसिलेटरी मूवमेंट के किया जाता है।
थ्रेड तकनीक में महारत हासिल करने के बाद, धातु को ऑसिलेटरी मूवमेंट के साथ वेल्डिंग करने के लिए आगे बढ़ें। जिनका उपयोग गर्म करने के लिए मोटी धातु के लिए किया जाता है, इलेक्ट्रोड को एक निश्चित बिंदु पर आंदोलनों की मदद से पकड़ते हैं - हेरिंगबोन, ज़िगज़ैग, सर्पिल या अपनी स्वयं की विधि।

दोलन आंदोलनों के प्रकार
कनेक्शन की शुरुआत में, हम बाएं से दाएं कई आंदोलनों को अंजाम देते हैं, एक वेल्ड पूल बनाते हैं और सीम के साथ-साथ ऑसिलेटरी मूवमेंट करते हैं। इलेक्ट्रोड के झुकाव का कोण 30-45 डिग्री है। पारित होने के बाद, हम स्लैग को हथौड़े से पीटते हैं और ब्रश से साफ करते हैं। , चश्मा पहनो।
युक्ति: वेल्ड के अंत में, पक्षों पर दोलनशील गति करें और इलेक्ट्रोड को वेल्ड धातु की ओर हटा दें। यह ट्रिक वेल्डेड जोड़ को सुंदरता देगी (क्रेटर से छुटकारा)।
वीडियो:एक कोने के जोड़, बट और ओवरलैप को कैसे पकाने के लिए।
सीम में विभाजित हैं:
- सिंगल-पास (एक पास धातु की मोटाई की भरपाई करता है);
- मल्टीपास
सिंगल-पास सीम 3 मिमी तक की धातुओं पर किया जाता है। धातु की बड़ी मोटाई पर मल्टी-पास सीम लगाए जाते हैं।
वेल्डर सीम की गुणवत्ता को हथौड़े से जांचते हैं - सीम के बगल में प्रहार करते हैं। यदि सीम चिकनी है, अनियमितताओं के बिना, तो प्रभाव के बाद स्लैग पूरी तरह से उड़ जाता है, इसे पकड़ने के लिए कुछ भी नहीं है। सही चुनना जरूरी है तापमान व्यवस्था: एक गर्म सीम (गर्म) टूट जाएगा, कम गरम - पैठ की कमी का जोखिम।
इलेक्ट्रोड के व्यास के आधार पर वर्तमान का चयन किया जाता है, सिद्धांत रूप में 30 ए प्रति 1 मिमी इलेक्ट्रोड व्यास।
इन्वर्टर के साथ वेल्डिंग करते समय प्रत्यक्ष और विपरीत ध्रुवता
इन्वर्टर के साथ वेल्डिंग करते समय ध्रुवीयता पर विचार करें। प्रत्यक्ष धारा से जुड़े होने पर, इलेक्ट्रॉनों की गति स्थिर होती है, जो पिघली हुई धातु के छींटे को कम करती है। सीम उच्च गुणवत्ता और साफ-सुथरी है।
डिवाइस में ध्रुवीयता का विकल्प है। ध्रुवता क्या है - यह इलेक्ट्रानों की गति की दिशा है, जो उपकरण कनेक्टर्स से केबल के कनेक्शन पर निर्भर करती है।

- इन्वर्टर के साथ वेल्डिंग करते समय रिवर्स पोलरिटी - वर्कपीस पर माइनस, साथ ही इलेक्ट्रोड पर। करंट माइनस से प्लस (वर्कपीस से इलेक्ट्रोड तक) में प्रवाहित होता है। इलेक्ट्रोड गर्म हो जाता है। इसका उपयोग पतली धातुओं की वेल्डिंग के लिए किया जाता है, जलने का जोखिम कम हो जाता है।
- प्रत्यक्ष ध्रुवता - इलेक्ट्रोड पर माइनस, साथ ही वर्कपीस पर। इलेक्ट्रोड से वर्कपीस तक करंट चलता है। धातु इलेक्ट्रोड से अधिक गर्म होती है। इसका उपयोग 3 मिमी से मोटी धातुओं को वेल्डिंग करने और इन्वर्टर से काटने के लिए किया जाता है।
इलेक्ट्रोड के पैक पर ध्रुवता का संकेत दिया गया है, यह निर्देश आपको तारों को उपकरण से सही ढंग से जोड़ने में मदद करेगा।
पतली धातु की इन्वर्टर वेल्डिंग
पतली प्लेटों को जोड़ने का सार छोटे व्यास के इलेक्ट्रोड के चयन और वेल्डिंग चालू करने के लिए कम हो जाता है। उदाहरण के लिए, 0.8 मिमी की मोटाई वाली धातु के लिए, 1.8 मिमी व्यास वाले इलेक्ट्रोड लिए जाते हैं। इन्वर्टर पर करंट 35 ए पर सेट है।
प्रौद्योगिकी आंतरायिक गतियों में होती है। वीडियो देखें, जो पतली प्लेटों के कनेक्शन को विस्तार से दिखाता है।
वीडियो:
वेल्डिंग इन्वर्टर से धातु कैसे काटें
पाइप में एक छेद को ठीक से जलाने के लिए, 2.5 मिमी के इलेक्ट्रोड के लिए डिवाइस पर करंट को 140 ए पर सेट करें। हम इलेक्ट्रोड को हल्का करते हैं, इसे धातु को गर्म करने के लिए एक स्थान पर रखते हैं और इसे दबाते हैं। हम इलेक्ट्रोड को एक नए स्थान पर ले जाते हैं, इसे गर्म करते हैं और इसे अंदर दबाते हैं। धीरे-धीरे, हमने पाइप में एक छेद काट दिया।

टिप्पणियाँ:
टिप्पणियाँ:
- इन्वर्टर के साथ छोटी मोटाई की धातु की चादरें कैसे वेल्ड करें?
वेल्डिंग के लिए इनवर्टर सबसे अच्छी मशीन है। आपको पता होना चाहिए कि पुराने ट्रांसफार्मर भारी और उपयोग में मुश्किल होते हैं। इन्वर्टर से कोई भी काम कर सकता है। ऐसा करने के लिए, आपको बस इस उपकरण के साथ धातु वेल्डिंग के मूल सिद्धांतों को जानना होगा।
इन्वर्टर वेल्डिंग मशीन में एक छोटा वजन और उच्च शक्ति होती है, जो नौसिखिए वेल्डर को भी जटिल वेल्डिंग कार्य करने की अनुमति देती है।
सबसे पहले, इन्वर्टर वेल्डिंग मशीन के फायदे इसके हल्के वजन और महान क्षमताएं हैं। इसके लिए धन्यवाद, इस उपकरण की मदद से वह कार्य करना संभव है जो पहले केवल जटिल उपकरणों द्वारा किया जाता था। छोटे आकार के इस उपकरण द्वारा खपत की जाने वाली विद्युत ऊर्जा केवल चाप के संचालन के लिए निर्देशित की जाएगी, जिसकी सहायता से वेल्डिंग प्रक्रिया स्वयं की जाती है।
धातु को वेल्ड करना कैसे सीखें, वेल्डिंग प्रक्रिया करने से पहले आपको क्या जानना चाहिए?

इलेक्ट्रोड व्यास और वेल्डिंग चालू के लिए पत्राचार तालिका।
वेल्डिंग इन्वर्टर एक किफायती मशीन है जो उपयोग में सुविधाजनक है। इसके साथ, शुरुआती भी सीख सकते हैं कि धातु को कैसे वेल्ड किया जाए। वेल्डिंग से पहले, इस उपकरण के संचालन के सिद्धांत के बारे में जानना महत्वपूर्ण है। इन्वर्टर एक इलेक्ट्रॉनिक वेल्डिंग मशीन है, इसलिए मुख्य भार मेन पर पड़ेगा। जब पुरानी वेल्डिंग मशीनों को मेन से जोड़ा जाता है, तो एक मजबूत और अधिकतम संभव धक्का होता है। विद्युतीय ऊर्जा. इसके चलते पूरे क्षेत्र का पावर ग्रिड कट रहा है। इन्वर्टर में स्टोरेज कैपेसिटर होते हैं, जो विद्युत ऊर्जा को स्टोर करने में सक्षम होते हैं, जिसके परिणामस्वरूप निर्बाध संचालन सुनिश्चित किया जा सकता है। विद्युत नेटवर्क. इस मामले में डिवाइस के इलेक्ट्रिक आर्क को धीरे से जलाया जाएगा।
आपको पता होना चाहिए कि इलेक्ट्रोड का व्यास जितना बड़ा होता है, वह उतनी ही अधिक विद्युत ऊर्जा का उपयोग करता है। इसलिए, यदि आप ऑपरेशन में वेल्डिंग मशीन की जांच करना चाहते हैं, तो आपको यह गणना करने की आवश्यकता होगी कि उपकरण कितनी विद्युत ऊर्जा की खपत करेगा। अपने पड़ोसियों के घरेलू उपकरणों को न जलाने के लिए यह आवश्यक है।
प्रत्येक इलेक्ट्रोड व्यास के लिए, न्यूनतम वर्तमान दिखाया गया है। इसलिए, यदि आप करंट को कम करना चाहते हैं, तो सीम काम नहीं करेगी। यदि आप वर्तमान ताकत का प्रयोग और वृद्धि करना चाहते हैं, तो सीम बनाया जा सकता है, लेकिन इलेक्ट्रोड जल्दी से जल जाएगा, जिसके परिणामस्वरूप काम आरामदायक नहीं होगा।
वेल्डेड होने के लिए धातु के रिक्त स्थान को सही ढंग से स्थापित करने में सक्षम होने के लिए, क्लैंप या वाइस का उपयोग किया जाना चाहिए।
अनुक्रमणिका पर वापस जाएं
इन्वर्टर के साथ धातु को कैसे वेल्ड करें?

सबसे पहले, आपको यह जानना होगा कि वेल्डिंग इन्वर्टर के साथ काम करते समय सुरक्षा के लिए किन तत्वों की आवश्यकता होगी। आपको निम्नलिखित खरीदना होगा:
- चमड़े के दस्ताने।
- सुरक्षा के लिए हेलमेट।
- मोटे कपड़े की जैकेट।
- धातु ब्रश।
आपको वेल्डिंग करंट को समायोजित करने और इलेक्ट्रोड का चयन करने की आवश्यकता होगी। वेल्डिंग इन्वर्टर के साथ पकाने के लिए, आपको 2 से 6 मिमी के इलेक्ट्रोड का उपयोग करना होगा। वेल्डिंग करंट को उपकरण के तत्वों की मोटाई और वेल्ड की जा रही सामग्री के आधार पर सेट किया जाता है। ज्यादातर मामलों में, डिवाइस के शरीर पर जानकारी होती है कि कितना करंट होना चाहिए। जल्दी से वेल्डिंग के लिए इलेक्ट्रोड को आधार पर लाने की आवश्यकता नहीं है। यदि ऐसा किया जाता है, तो चिपकना हो सकता है।
वेल्डिंग प्रक्रिया चाप के प्रज्वलन के साथ शुरू होनी चाहिए। इलेक्ट्रोड को वेल्ड किए जा रहे हिस्से पर एक मामूली कोण पर लाना आवश्यक है, और फिर वेल्डिंग बेस को कई बार स्पर्श करें ताकि वेल्डिंग के लिए इलेक्ट्रोड का उपयोग करना संभव हो। इलेक्ट्रोड को वर्कपीस से कई तत्वों द्वारा रखा जाता है जिसे वेल्डेड किया जा रहा है। ज्यादातर मामलों में, यह दूरी मौजूदा इलेक्ट्रोड के व्यास के बराबर होती है।
परिणाम एक वेल्ड सीम है। स्केल (सीम के ऊपरी भाग में धातु का पैमाना) एक छोटे हथौड़े से हटा दिया जाता है। आप किसी अन्य टिकाऊ वस्तु का उपयोग कर सकते हैं जिसमें बहुत अधिक वजन हो।
अनुक्रमणिका पर वापस जाएं
आर्क गैप को कैसे नियंत्रित करें?

चित्रा 1. एक उचित आकार का चाप अंतराल एक अच्छा सीम बनाने में मदद करेगा।
आर्क गैप वह गैप है जो मेटल वर्कपीस और इलेक्ट्रोड के बीच वेल्डिंग के दौरान दिखाई देता है। इस अंतर के समान मूल्य की निरंतर निगरानी और रखरखाव करना महत्वपूर्ण है।
- यदि छोटे आयामों का अंतर है, तो यह इस तथ्य को जन्म दे सकता है कि सीम उत्तल होगा और इस तथ्य के कारण पक्षों पर फ्यूज नहीं होगा कि मुख्य धातु जल्दी गर्म नहीं हो सकती है।
- यदि कोई बड़ा अंतर है, तो भाग को वेल्ड करना संभव नहीं होगा, और चाप कूद जाएगा। नतीजतन, जो धातु पिघलती है वह कुटिल रूप से फिट होगी।
- आवश्यक आकार का अंतर प्रदान करना महत्वपूर्ण है। अच्छी पैठ के साथ एक सामान्य सीम बनाने में सक्षम होने के लिए यह आवश्यक है। नेत्रहीन, उपयुक्त आयामों का अंतर अंजीर में देखा जा सकता है। एक।
यदि आप चाप की लंबाई को नियंत्रित करना सीख जाते हैं, तो आप सर्वोत्तम परिणाम प्राप्त करने में सक्षम होंगे। चाप अंतराल से गुजरेगा और मूल धातु को पिघला देगा। परिणाम एक वेल्ड पूल है। चाप उस धातु को भी स्थानांतरित करने में सक्षम होगा जिसे स्नान में पिघलाया जा रहा है।
अनुक्रमणिका पर वापस जाएं
इन्वर्टर के साथ वेल्डिंग सीम को सही तरीके से कैसे बनाया जाए?

चित्रा 2. प्रत्यक्ष ध्रुवीयता एक संकीर्ण और गहरा पिघला हुआ क्षेत्र बनाती है।
यदि वेल्डिंग के दौरान इलेक्ट्रोड तेजी से चलता है, तो एक दोषपूर्ण वेल्ड का परिणाम होगा। स्नान रेखा मुख्य धातु के आधार से नीचे स्थित है। यदि चाप मुख्य धातु में जल्दी और गहराई से प्रवेश करता है, तो यह स्नान को पीछे धकेल सकता है, जिसके परिणामस्वरूप एक सीवन हो सकता है। वेल्डिंग के दौरान, यह सुनिश्चित करना आवश्यक है कि सीम धातु के स्तर पर स्थित है। यदि आप चाप और ज़िगज़ैग आंदोलनों का उपयोग करते हैं तो आप एक आदर्श सीम बना सकते हैं। परिपत्र आंदोलनों के निष्पादन के दौरान, आपको सीवन के स्तर को नियंत्रित करने की आवश्यकता होगी, स्नान को समान रूप से एक सर्कल में रखकर। विभिन्न दिशाओं में आंदोलनों की प्रक्रिया में, एक ही सीम का गठन किया जाएगा, इसलिए, वेल्डिंग के दौरान सीम की उपस्थिति को नियंत्रित करना आवश्यक है, सबसे पहले एक किनारे से, फिर स्नान के ऊपरी हिस्से में, और पर दूसरी तरफ समाप्त होता है, और इसी तरह।
स्नान गर्मी का पालन करेगा - वेल्डिंग कार्य के दौरान दिशा बदलते समय यह याद रखना महत्वपूर्ण है। एक अंडरकट का गठन तब होगा जब अनुप्रस्थ आंदोलनों के दौरान स्नान को पूरी तरह से भरने के लिए इलेक्ट्रोड की पर्याप्त धातु नहीं होगी। इस तरह के पार्श्व खांचे की उपस्थिति को रोकने के लिए, आपको बाहरी सीमाओं को नियंत्रित करने की आवश्यकता होगी, नियमित रूप से बाथरूम की निगरानी करें। यदि आवश्यक हो, तो आप इसे पतला बना सकते हैं। स्नान में हेरफेर करने के लिए, आपको चाप के बल को लागू करने की आवश्यकता है, जो इलेक्ट्रोड के अंत में स्थित है। इलेक्ट्रोड को झुकाने की प्रक्रिया में, टब धक्का देगा लेकिन खींचेगा नहीं। इसलिए, वेल्डिंग के दौरान इलेक्ट्रोड जितना अधिक लंबवत होगा, सीम उतना ही कम उत्तल होगा। जब इलेक्ट्रोड को एक ऊर्ध्वाधर स्थिति में रखा जाता है, तो सारी गर्मी उसके नीचे केंद्रित हो जाएगी और स्नान नीचे दबाया जाएगा, अच्छी तरह से पिघल जाएगा और चारों ओर फैल जाएगा।
जब इलेक्ट्रोड थोड़ा झुकता है, तो सारा बल वापस निर्देशित हो जाएगा, जिससे सीम ऊपर उठ जाएगी (फ्लोट)।
जब वेल्डिंग के दौरान इलेक्ट्रोड बहुत अधिक झुक जाता है, तो सीम की दिशा में बल लगाया जाएगा, और यह स्नान के पूर्ण नियंत्रण की अनुमति नहीं देगा।
यदि आपको एक सपाट सीम बनाने या स्नान को वापस ले जाने की आवश्यकता है, तो आपको विभिन्न कोणों पर इलेक्ट्रोड झुकाव का उपयोग करना चाहिए।
काम 45° से 90° तक शुरू किया जाना चाहिए, क्योंकि इस तरह के कोणों से स्नान और वेल्ड को आसानी से देखना संभव हो जाता है।
अनुक्रमणिका पर वापस जाएं
डायरेक्ट और रिवर्स पोलरिटी के बारे में आपको क्या जानने की जरूरत है?
चित्र 3. कब विपरीत ध्रुवतापिघलने वाला क्षेत्र चौड़ा होगा और गहरा नहीं होगा।
प्रत्यक्ष ध्रुवता के मामले में, वर्कपीस में कम गर्मी इनपुट होगा, पिघलने वाला क्षेत्र संकीर्ण और गहरा होगा। नेत्रहीन, प्रक्रिया को अंजीर में देखा जा सकता है। 2.
रिवर्स पोलरिटी के मामले में, वर्कपीस में कम गर्मी इनपुट होगा, पिघलने वाला क्षेत्र चौड़ा होगा, लेकिन इसकी गहराई छोटी होगी। कैथोड के साथ, वेल्ड किए जा रहे आधार की सफाई के प्रभाव को प्राप्त करना संभव है। नेत्रहीन, प्रक्रिया को अंजीर में देखा जा सकता है। 3.
वेल्डिंग इनवर्टर (7-10 हजार की कम कीमत के साथ) उच्च गुणवत्ता वाले सीम बनाते हैं, भले ही वे शुरुआती लोगों के हाथों में हों। बेशक, सरल नियमों का पालन करने पर काम अच्छा होगा। उन सभी का वर्णन लेख में किया गया है। हालांकि, काम करने से पहले, शुरुआती को डिवाइस के लिए निर्देशों को पढ़ने की जरूरत है। आमतौर पर कई हैं उपयोगी सलाहसाथ ही सुरक्षा सावधानियों। याद रखें कि हर कोई धातु को वेल्ड करना सीख सकता है।
वेल्डिंग इन्वर्टर कैसे काम करता है
वेल्डिंग इन्वर्टर - धातु वेल्डिंग के लिए एक उपकरण। इसका नाम इसलिए पड़ा क्योंकि यह प्रत्यावर्ती धारा को दिष्ट धारा में परिवर्तित करता है। और यद्यपि इन्वर्टर दक्षता लगभग 90% है, इसकी बिजली की खपत कम है, इसलिए आपको उच्च बिजली बिलों के बारे में चिंता करने की आवश्यकता नहीं है।
अधिकांश वेल्डिंग इन्वर्टर 220 वोल्ट नेटवर्क पर काम करता है, कुछ प्रकार - 380 से। उसी समय, कम वोल्टेज पर काम करना संभव है: एक 3 मिमी इलेक्ट्रोड, उदाहरण के लिए, 170 वोल्ट पर इस्तेमाल किया जा सकता है।
ट्रांसफॉर्मर या रेक्टिफायर की तुलना में इन्वर्टर से वेल्ड करना बहुत आसान है। इसके अलावा, एक नौसिखिया भी चाप पकड़ सकता है। इसलिए ज्यादातर लोग इस पर वेल्डिंग करने की कला सीखते हैं।
काम की तैयारी
किस इलेक्ट्रोड का उपयोग करना है
इलेक्ट्रोड धातु से बनी एक छड़ है, जिसे एक विशेष कोटिंग के साथ लेपित किया जाता है - एक लावा मिश्रण। इसमें कभी-कभी गैस बनाने वाले पदार्थ मिलाए जाते हैं। कोटिंग पिघली हुई धातु को ऑक्सीकरण से बचाएगा।
वेल्ड किए जाने वाले धातु के प्रकार के आधार पर रॉड का चयन किया जाता है। उदाहरण के लिए, कार्बन या स्टेनलेस स्टील के साथ काम करने के लिए, आपको UONII इलेक्ट्रोड ग्रेड की आवश्यकता होगी। सार्वभौमिक इलेक्ट्रोड भी हैं। इनमें एएनओ ब्रांड भी शामिल है। इनका उपयोग किसी भी ध्रुवता के रिवर्स और फॉरवर्ड करंट के लिए किया जाता है।
इलेक्ट्रोड को व्यास से भी विभाजित किया जाता है, जो 1.6 मिमी से 5 मिमी तक भिन्न होता है। वेल्डेड होने वाली धातु की मोटाई के आधार पर आकार का चयन किया जाता है: यह जितना बड़ा होता है, व्यास उतना ही बड़ा होता है। वेल्डिंग मशीन के साथ काम करते समय एक टेबल काम आ सकती है।
रॉड जितनी मोटी होगी, इन्वर्टर वेल्डिंग मशीन में उतनी ही अधिक शक्ति होनी चाहिए। इसलिए, शुरुआती लोगों के लिए, 4 मिमी से अधिक का व्यास उपयुक्त नहीं है; पतली धातु को इलेक्ट्रोड के साथ और 2 मिमी में वेल्ड किया जा सकता है।
वेल्डिंग करंट की ध्रुवीयता और मूल्य
जिस मोटाई में धातु को सीधे पिघलाया जा सकता है, वह निर्धारित वर्तमान ताकत पर निर्भर करता है। चाप शक्ति भी इस सूचक द्वारा निर्धारित की जाती है। इलेक्ट्रोड का आकार आवश्यक वर्तमान ताकत निर्धारित करता है।
सतह के आधार पर, वेल्डिंग करंट का मान चुना जाता है। क्षैतिज सतहों पर यह अधिकतम है, ऊर्ध्वाधर सतहों पर यह लगभग 15% कम है, ओवरहैंगिंग सतहों पर यह 20% है।
एक घरेलू प्रकार की वेल्डिंग मशीन 200 एम्पीयर तक की आपूर्ति कर सकती है। एक पेशेवर उपकरण पर, मान 250 और उससे अधिक तक पहुंचते हैं। जिस दिशा में करंट प्रवाहित होता है वह ध्रुवता निर्धारित करेगा। इन्वर्टर पर, ध्रुवीयता को बदलना संभव है।
जैसा कि आप जानते हैं, करंट माइनस से प्लस की ओर बढ़ता है। इसलिए, "+" टर्मिनल अधिक गर्म होता है। यह सुविधा उच्च गुणवत्ता वाली धातु वेल्डिंग की अनुमति देती है। इस घटना में कि वेल्ड किए जाने वाले हिस्से मोटे हैं, तो सकारात्मक टर्मिनल भागों में से एक से जुड़ा है। इस विधि को प्रत्यक्ष ध्रुवीयता कहा जाता है।
पतले उत्पादों से एक नकारात्मक टर्मिनल जुड़ा होता है। इस कनेक्शन विधि को रिवर्स पोलरिटी कहा जाता है।

वेल्डिंग निर्देश
वेल्डिंग मूल बातें
धातु उत्पादों की वेल्डिंग के लिए सीधे आगे बढ़ने से पहले, आपको इन्वर्टर वेल्डिंग मशीन की मुख्य डिजाइन विशेषताओं का अध्ययन करने की आवश्यकता है। उन्हें आरेख में दिखाया गया है।

इन्वर्टर का औसत वजन होता है: 7-8 किलोग्राम तक। एक उच्च गुणवत्ता वाले उपकरण में धातु के मामले के किनारे एक वेंटिलेशन ग्रिल होता है, जो ट्रांसफॉर्मर को ओवरहीटिंग से बचाता है।
बैक पैनल पर ऑन/ऑफ बटन है। मोर्चे पर दो कनेक्टर हैं: "+" और "-"। उनसे एक केबल जुड़ी होती है, जिसके एक सिरे पर एक इलेक्ट्रोड होता है, और दूसरे पर - एक क्लैंप। केबल स्वयं पर्याप्त लंबाई और लचीले होने चाहिए।
इन्वर्टर से खाना बनाने के तरीके के बारे में चरण-दर-चरण निर्देश।
- इन्वर्टर वेल्डिंग सुरक्षात्मक उपकरणों की तैयारी के साथ शुरू होती है। आपके निपटान में एक वेल्डिंग मास्क, एक मोटी जैकेट, खुरदरी लेकिन रबर के दस्ताने नहीं हैं।
- एक इलेक्ट्रोड का चयन करें। यदि आप एक नौसिखिया हैं, तो 4 मिमी से अधिक मोटी छड़ का उपयोग न करें। सामने के पैनल पर, वांछित एम्परेज समायोजित करें। थोड़ा इंतज़ार करें; यदि आप इलेक्ट्रोड को सीधे धातु में लाते हैं, तो चिपक जाएगा।
- हम धातु की सतह पर क्लैंप (इसे मास टर्मिनल भी कहा जाता है) को जकड़ते हैं।
- चाप प्रज्वलित है। फिर हम इलेक्ट्रोड को धातु में लाते हैं और इसे एक-दो बार छूते हैं। इस प्रकार, रॉड, जैसा कि यह था, "सक्रिय" है। जिस दूरी पर इलेक्ट्रोड रखा जाता है वह आमतौर पर उसके व्यास के बराबर होता है।
- वेल्डिंग के दौरान रॉड ऐसी योजनाओं के अनुसार आगे बढ़ सकती है।
वेल्डिंग की शुरुआत में आर्क इग्निशन + (वीडियो)
चाप पर प्रहार करना पहला कदम है, और शुरुआती लोगों को इससे समस्या होती है। सबसे पहले रॉड को धातु पर थोड़ा सा टेप किया जाता है ताकि उसमें से ग्रीस निकल जाए। फिर माचिस जलाने के समान एक विधि लागू की जाती है। इलेक्ट्रोड को उत्पाद की सतह पर ले जाया जाता है और इसे थोड़ा छूता है। यदि अचानक रॉड धातु से चिपक जाती है, तो इसे या तो तेजी से किनारे से हटा दिया जाता है, या इन्वर्टर पूरी तरह से बंद हो जाता है।
एक उज्ज्वल चाप दिखाई देने तक आपको हड़ताल करने की आवश्यकता है। चाप को गायब होने से बचाने के लिए इलेक्ट्रोड को धातु से 4 मिमी की दूरी पर रखें।
वेल्डिंग के दौरान इलेक्ट्रोड को कैसे स्थानांतरित करें + (वीडियो)
इलेक्ट्रोड केवल कुछ प्रक्षेपवक्र के साथ आगे बढ़ सकता है। उन्हें पहले ही दिखाया जा चुका है। यदि आप इलेक्ट्रोड को केवल सीधा घुमाते हैं, तो सीवन बंद हो जाएगा। इसके आंदोलन की गति सीम के गुणों को प्रभावित करती है। यदि आप तेजी से आगे बढ़ते हैं, तो सीवन संकीर्ण होगा और उत्तल नहीं होगा, यदि धीरे-धीरे चौड़ा और उत्तल होगा। उस स्थान पर जहां सीम समाप्त हो जाएगी, इलेक्ट्रोड को 3-4 सेकंड के लिए विलंबित किया जाता है।

वेल्ड कैसे बनाएं और दोषों से कैसे बचें + (वीडियो)
एक असमान सीम, सबसे अधिक बार, तब बनता है जब इलेक्ट्रोड बहुत तेजी से चलता है। एक समान और उच्च-गुणवत्ता वाला सीम बनाने के बारे में बोलते हुए, आपको एक वेल्ड पूल की अवधारणा को पेश करने की आवश्यकता है। वेल्ड पूल धातु का वह हिस्सा है जो वेल्डिंग के दौरान तरल अवस्था में होता है। भराव सामग्री इस भाग में प्रवेश करती है। एक पूल की उपस्थिति एक अच्छा संकेत है कि वेल्डिंग सही ढंग से आगे बढ़ रही है।
स्नान का समोच्च धातु के हिस्से की सतह के नीचे स्थित है। यदि वेल्डिंग चाप समान रूप से और वर्कपीस में बहुत गहराई तक गुजरता है तो स्नान एक अच्छा सीम बनाता है। यह सुनिश्चित करना आवश्यक है कि सीम नीचे न जाए, लेकिन सतह के स्तर पर बना रहे। यदि इलेक्ट्रोड को एक गोलाकार गति में ले जाया जाता है तो एक अच्छा कनेक्शन बनाना आसान होता है। इस मामले में, स्नान को एक सर्कल में वितरित किया जाना चाहिए।
कोनों को सीवन करते समय, याद रखें कि टब गर्मी के साथ चलता है। टब के आयामों को नियंत्रित करने के लिए चाप के बल को समायोजित करें।
यदि आप इलेक्ट्रोड को ऊर्ध्वाधर स्थिति के करीब रखते हैं तो सीवन बहुत उत्तल नहीं होगा। यदि आप रॉड को झुकाते हैं (उदाहरण के लिए, 45˚ तक), तो सीम उभरने लगेगी। और जब इलेक्ट्रोड क्षैतिज स्थिति के बहुत करीब होता है, तो स्नान अलग होना शुरू हो जाता है, और सीम मुड़ी हुई होती है। इसलिए, इष्टतम झुकाव कोण 45˚ से 90˚ तक हैं।
आर्क गैप कंट्रोल
आर्क गैप धातु की सतह और इलेक्ट्रोड के बीच की दूरी है। प्रत्येक चरण में अंतर समान होना चाहिए ताकि वेल्डिंग उच्च गुणवत्ता और दोषों के बिना हो।
यदि अंतर छोटा है, तो वेल्ड बहुत उत्तल हो जाएगा, और सामग्री स्वयं अच्छी तरह से फ्यूज नहीं होगी। ऐसा इसलिए होता है क्योंकि उत्पाद गर्म नहीं हो सकता। एक बड़े अंतराल के साथ, वेल्डिंग चाप अगल-बगल से आगे बढ़ेगा, और सीम टेढ़ा और नाजुक निकलेगा। आकृति में दिखाया गया सही अंतर अच्छी पैठ और एक चिकनी सीम देगा।

पतली धातु की चादरें कैसे वेल्ड करें + (वीडियो)
पतली धातु की वेल्डिंग के लिए, इन्वर्टर के रिवर्स कनेक्शन का उपयोग करना बेहतर होता है, अर्थात। "-" शीट से जुड़ा हुआ है। इस मामले में, वर्तमान ताकत मध्यम मूल्यों पर होनी चाहिए। एक इलेक्ट्रोड चुनना बेहतर है जिसमें लंबे समय तक पिघलने का समय होगा। एमटी-2 मॉडल अच्छी तरह से अनुकूल है। इसका उपयोग वेल्डर द्वारा किया जाता है लंबे समय के लिएऔर इसलिए अच्छा प्रदर्शन किया।

पतली धातु के मामले में रॉड को लगभग 35˚ तक झुकाया जा सकता है। सबसे पहले, आप इसे ध्यान से धातु के करीब लाते हैं, फिर एक लाल धब्बे के प्रकट होने की प्रतीक्षा करते हैं, जो एक बूंद में बदल जाता है। इलेक्ट्रोड को धीरे से हिलाएं ताकि बूंद का आकार समान रहे। तो सीवन भी होगा।
सुरक्षा
वेल्डिंग इन्वर्टर को एक सुरक्षित उपकरण माना जाता है, क्योंकि वे सभी हिस्से जो झटका दे सकते हैं, एक विश्वसनीय बॉक्स में छिपे होते हैं। हालांकि, अन्य संभावित खतरे भी हैं। ऐसा होने से रोकने के लिए, नियमों का पालन करें।
- नकारात्मक तापमान पर काम करना असंभव है;
- नमी को डिवाइस में प्रवेश न करने दें;
- सुरक्षात्मक कपड़ों का पूरा सेट पहनने पर ही वेल्ड करें;
- कार्यस्थल के बगल में पानी की एक बाल्टी तैयार करें। (1 रेटिंग, औसत: 5,00 5 में से)