इन्वर्टर वेल्डिंग वीडियो द्वारा धातु को वेल्ड कैसे करें। वेल्डिंग द्वारा पकाने के तरीके के बारे में एक नौसिखिया के लिए युक्तियाँ।
वेल्डिंग दो धातु भागों को एक साथ जोड़ने की एक विश्वसनीय प्रक्रिया है। अनुभवी वेल्डर और घरेलू कारीगर इसका उपयोग विभिन्न कंटेनर, गैरेज और स्नान के लिए ओवन, ग्रीनहाउस फ्रेम, धातु के गेट और अन्य घरेलू सामान बनाने के लिए करते हैं। पहली नज़र में, ऐसा लगता है कि वेल्डिंग प्रक्रिया सरल है, लेकिन यह मामला होने से बहुत दूर है।
सीखने के लिए बहुत कुछ है और पहले से विचार करने के लिए बहुत कुछ है। इसलिए, लेने से पहले स्वतंत्र उत्पादनवेल्डिंग द्वारा उत्पाद, इसकी अनुशंसा की जाती है इस प्रक्रिया का अध्ययन करें, इसकी सभी सूक्ष्मताओं को जानें, एक वीडियो पाठ देखें। शुरुआती वेल्डर एक आसान-से-संचालन इन्वर्टर के साथ वेल्ड करना सीखना सबसे अच्छा है।
इन्वर्टर डिवाइस क्या है
 इस तरह के उपकरण अपेक्षाकृत हाल ही में दिखाई दिए, जिससे अधिकांश वेल्डर के काम में काफी सुविधा हुई। एक नई वेल्डिंग विधि के उपयोग ने तंत्र के आयामों और उसके उपकरणों के वजन को काफी कम करना संभव बना दिया। शुरुआती वेल्डर के लिए यह सीखना काफी आसान होगा कि सबसे सुविधाजनक और बहुत किफायती इन्वर्टर का उपयोग करके भागों को कैसे जोड़ा जाए।
इस तरह के उपकरण अपेक्षाकृत हाल ही में दिखाई दिए, जिससे अधिकांश वेल्डर के काम में काफी सुविधा हुई। एक नई वेल्डिंग विधि के उपयोग ने तंत्र के आयामों और उसके उपकरणों के वजन को काफी कम करना संभव बना दिया। शुरुआती वेल्डर के लिए यह सीखना काफी आसान होगा कि सबसे सुविधाजनक और बहुत किफायती इन्वर्टर का उपयोग करके भागों को कैसे जोड़ा जाए।
इन्वर्टर वेल्डिंग मशीनएक छोटा डिब्बा है, जिसका वजन उसकी शक्ति पर निर्भर करता है और 3 से 7 किलो तक हो सकता है। पूरी संरचना को एक यांत्रिक मामले में वेंटिलेशन छेद के साथ रखा गया है, जिसे एक हैंडल या बेल्ट के साथ ले जाया जा सकता है।
डिवाइस पैनल पर एक टॉगल स्विच है या टर्न-ऑन नॉबपोषण। ओवरहीटिंग और पावर इंडिकेटर केस के सामने की तरफ स्थित हैं। काम करने वाले केबलों को जोड़ने के लिए दो आउटपुट भी हैं - "प्लस" और "माइनस"। डिवाइस का एक केबल इलेक्ट्रोड के साथ समाप्त होता है, और दूसरा क्लिप-क्लॉथस्पिन के साथ समाप्त होता है। बिजली की आपूर्ति से जुड़ने के लिए उनका कनेक्टर मामले के अंत की ओर स्थित है। वेल्डिंग करंट और वोल्टेज सेट करने के लिए, डिवाइस विशेष हैंडल से लैस है।
इन्वर्टर डिवाइस के संचालन का सिद्धांत
इन्वर्टर एक पारंपरिक घर से काम करता है 50 हर्ट्ज की आवृत्ति के साथ विद्युत नेटवर्क.
- डिवाइस में एक रेक्टीफाइंग सर्किट होता है, जिसके साथ प्रत्यावर्ती धारास्थिरांक में परिवर्तित।
- उसके बाद, अंतिम चौरसाई एक विशेष फिल्टर के साथ होती है।
- इन्वर्टर कहा जाता है विद्युत विधानसभाउपकरण जिसमें डी.सी.एक चर में परिवर्तित हो जाता है। आउटपुट आवृत्ति दसियों किलोहर्ट्ज़ में मापी जाती है। कभी-कभी यह मान उपयोग किए गए डिवाइस के मॉडल के आधार पर 60 kHz तक हो सकता है)।
- आउटपुट पर प्राप्त उच्च-आवृत्ति धारा को वांछित वोल्टेज तक कम कर दिया जाता है, जिसके परिणामस्वरूप वर्तमान ताकत 120-200 एम्पीयर में वेल्डिंग के लिए आवश्यक मूल्य तक पहुंच जाती है।
ऐसा दोहरा रूपांतरण आवश्यक है ताकि वजन और आयतन में छोटे ट्रांसफार्मर का उपयोग उच्च आवृत्ति वाले करंट वोल्टेज को कम करने के लिए किया जा सके। उदाहरण के लिए, एक इन्वर्टर के लिए 160A . के करंट के साथ 250 ग्राम के ट्रांसफार्मर की जरूरत है। पुरानी तकनीक के अनुसार काम करने वाले उपकरणों का वजन 18 किलोग्राम है।
वेल्डिंग इन्वर्टर के फायदे और नुकसान
कम वजन के साथ, एक आधुनिक वेल्डिंग मशीन में और भी बहुत कुछ है काफी फायदे:

इस वेल्डिंग डिवाइस के अधिक उद्देश्यपूर्ण विवरण के लिए इसकी कमियों को ध्यान देने योग्य है:
- ऐसे उपकरणों का एक महत्वपूर्ण नुकसान इसकी कीमत है, जो में 2-3 बारपारंपरिक वेल्डिंग मशीनों की तुलना में अधिक;
- यदि इन्वर्टर का उपयोग बार-बार और लंबे समय तक किया जाता है, तो इसे नियमित रूप से साफ करना चाहिए, क्योंकि अर्धचालक भागों के कारण यह धूल के प्रति बहुत संवेदनशील होता है;
- डिवाइस की केबल अधिक से अधिक नहीं होनी चाहिए 2.5 मीटरलंबाई, जो वेल्डर के आंदोलनों को महत्वपूर्ण रूप से बाधित करती है;
- ऐसे उपकरणों के कई मॉडलों को कम तापमान पर उपयोग के लिए अनुशंसित नहीं किया जाता है।
शुरुआती के लिए इन्वर्टर वेल्डिंग - निर्देश
काम शुरू करने से पहले, जो लोग पहली बार वेल्डिंग मशीन का उपयोग करके भागों को जोड़ेंगे, उनके लिए वीडियो क्लिप देखकर स्वयं वेल्डिंग प्रक्रिया का अध्ययन करने की सिफारिश की जाती है। इसे कई चरणों में विभाजित किया जा सकता है:

वेल्डिंग प्रक्रिया के दौरान, इलेक्ट्रोड द्वारा एक महत्वपूर्ण भूमिका निभाई जाती है, जिसका उपयोग ऑक्सीजन मुक्त वेल्ड पूल बनाने के लिए किया जाता है। इस पर लगाया जाने वाला पाउडर एकसमान चाप जलने को बनाए रखने के लिए आवश्यक है।
काम शुरू करने से पहले, वेल्डर को चाहिए अपने लिए सुरक्षात्मक गोला बारूद तैयार करें:
- मोटे जैकेट;
- विशेष सुरक्षात्मक हेलमेट;
- मोटे कपड़े के दस्ताने।
अब आपको इलेक्ट्रोड का चयन करने और वेल्डिंग चालू करने की आवश्यकता है। के लिये इन्वर्टर डिवाइसइलेक्ट्रोड का व्यास 2-5 मिमी होना चाहिए। उनकी मोटाई और वर्कपीस की मोटाई के आधार पर, वेल्डिंग करंट सेट किया जाता है। इसका मूल्य क्या होना चाहिए आमतौर पर इन्वर्टर आवास पर इंगित किया जाता है।
सब कुछ तैयार होने के बाद, ग्राउंड टर्मिनल को वेल्ड करने के लिए सतह से जोड़ा जाता है और वेल्डिंग प्रक्रिया शुरू होती है। इलेक्ट्रोड को चिपके रहने से रोकने के लिए, वेल्डिंग के दौरान इसे धातु की सतह के करीब लाने की अनुशंसा नहीं की जाती है।
शुरुआती लोगों के लिए इन्वर्टर के साथ वेल्डिंग के लिए चरण-दर-चरण निर्देश:

वेल्डिंग प्रक्रिया के बाद क्या होना चाहिए, इसे वीडियो क्लिप में शुरुआती वेल्डर के लिए एक पाठ के साथ देखा जा सकता है।
चाप अंतराल
अनुभवी वेल्डर लगभग बिना देखे ही सभी काम करते हैं, लेकिन इस प्रक्रिया के दौरान शुरुआती लोगों को आर्क गैप की सावधानीपूर्वक निगरानी करने की आवश्यकता होती है। वेल्डिंग के दौरान अपने समान मूल्य को बनाए रखना एक महत्वपूर्ण बिंदु है।
यदि अंतर बड़ा है, तो चाप कूदना शुरू हो जाएगा, और जमा सामग्री टेढ़ी-मेढ़ी हो जाएगी।
एक छोटे से अंतराल के साथ, आधार धातु के पास गर्म होने का समय नहीं होगा और सीवन उत्तल हो जाएगा।
एक इष्टतम दूरी के साथ अंतराल प्रदान करने से, अच्छी पैठ होगी, और परिणाम एक समान और सामान्य सीम होगा। इसके अलावा, वेल्डिंग प्रक्रिया के दौरान, किसी को यह नहीं भूलना चाहिए कि इलेक्ट्रोड धीरे-धीरे पिघलता है। इसलिए, यदि इसे स्थानांतरित नहीं किया जाता है, तो इसके और धातु के बीच की दूरी बढ़ जाएगी।
सही सीम के गठन पर शुरुआती लोगों के लिए सबक
वेल्डिंग की प्रक्रिया में, यह सुनिश्चित करना बहुत महत्वपूर्ण है कि सीम धातु के स्तर पर है। सामग्री में बहने वाला एक गहरा और तीव्र चाप स्नान को पीछे धकेलता है, जिसके परिणामस्वरूप एक सीवन होता है। यदि इलेक्ट्रोड की गति बहुत तेज है, तो सीम दोषपूर्ण हो जाएगी।
सही सीम बनाने के लिए, आप कर सकते हैं ज़िगज़ैग और सर्कुलर मोशन.
- अलग-अलग दिशाओं में चलते समय, सीम के गठन को पहले भाग के एक किनारे से, फिर स्नान के ऊपर से और फिर उत्पाद के दूसरे किनारे से नियंत्रित किया जाना चाहिए।
- परिपत्र आंदोलनों के साथ, स्नान को एक सर्कल में वितरित किया जाता है और सीम के स्तर को नियंत्रित किया जाता है।
दिशा बदलते समय, आपको यह जानना होगा कि स्नान गर्मी का अनुसरण करता है। जब इलेक्ट्रोड में पर्याप्त धातु नहीं होती है, तो एक अंडरकट बनता है। इसकी घटना को रोकने के लिए, बाथरूम की सावधानीपूर्वक निगरानी करना और बाहरी सीमाओं को नियंत्रित करना आवश्यक है।
इलेक्ट्रोड के अंत में चाप बल का उपयोग करके स्नान में हेरफेर किया जा सकता है। जब इलेक्ट्रोड झुका हुआ होता है, तो यह खिंचाव नहीं करेगा, बल्कि धक्का देगा।
इलेक्ट्रोड का स्थान जितना अधिक लंबवत होगा, स्नान के बाद से सीम उतना ही कम उत्तल होगा अच्छी तरह पिघल जाएगा, नीचे धकेलें और चारों ओर फैलाएं।
यदि इलेक्ट्रोड बहुत अधिक झुका हुआ है, तो सीम की दिशा में लगाया गया बल आपको स्नान को नियंत्रित करने की अनुमति नहीं देगा।
थोड़ा झुका हुआ इलेक्ट्रोड के साथ, सीवन पॉप अप हो जाता है क्योंकि बल पीछे की ओर निर्देशित होता है।
इसलिए, स्नान को वापस ले जाने या एक सपाट सीम प्राप्त करने के लिए, इलेक्ट्रोड की ढलान अलग-अलग कोणों पर होनी चाहिए। शुरू कर देना चाहिए 45 से 90 डिग्री के कोण से. इस कोण के साथ, आप सामान्य रूप से वेल्ड कर सकते हैं और एक फ्लैट सीम प्राप्त कर सकते हैं।
जो लोग वेल्ड करना सीखने की योजना बना रहे हैं, उनके लिए इन्वर्टर की मदद से ऐसा करना सबसे अच्छा है। प्रयोग करने में आसान, यह शुरुआती वेल्डर के लिए आदर्श है। हालांकि, आपको पता होना चाहिए कि शौकिया वेल्डिंग के लिए उपयुक्त मॉडल, साथ ही पेशेवरों के लिए महंगे उपकरण, जो अक्सर उद्योग में उपयोग किए जाते हैं, बेचे जा सकते हैं। यह मत भूलो कि वेल्डिंग कार्य के लिए व्यक्तिगत सुरक्षा उपकरण की आवश्यकता होती है। किसी भी मामले में आपको एक विशेष मुखौटा के बिना चाप को नहीं देखना चाहिए।
एक निजी घर में और देश में हमेशा कुछ न कुछ पकाने की जरूरत होती है। Trifles पर पेशेवरों की ओर नहीं जाने के लिए (और उन्हें भुगतान नहीं करने के लिए), आप एक सस्ती वेल्डिंग मशीन खरीद सकते हैं और इसे स्वयं सीख सकते हैं। इन कौशलों को हासिल करने के लिए, डीसी वेल्डिंग मशीन और विशेष रूप से वेल्डिंग इनवर्टर खरीदने की सिफारिश की जाती है। वे आकार में छोटे होते हैं, वजन कम होता है, और उनकी मदद से आप बहुत अधिक अनुभव के बिना भी उच्च गुणवत्ता वाला सीम प्राप्त कर सकते हैं। कोई कम महत्वपूर्ण नहीं, इस श्रेणी में कम कीमत (5-10 हजार रूबल) पर अच्छे उपकरण हैं। इसलिए, शुरुआती लोगों के लिए इन्वर्टर के साथ वेल्डिंग करना सबसे अच्छा है जो आज बाजार पेश कर सकता है।
वेल्डिंग इन्वर्टर क्या है और यह कैसे काम करता है
इस उपकरण को इन्वर्टर कहा जाता था क्योंकि यह 220 वी नेटवर्क के प्रत्यावर्ती धारा को 50 हर्ट्ज की आवृत्ति के साथ परिवर्तित करता है उच्च आवृत्ति कंपनऔर फिर प्रत्यक्ष धारा में। इसी समय, डिवाइस में उच्च दक्षता होती है: लगभग 85-90%, और यहां तक \u200b\u200bकि काफी बड़े भार पर, काउंटर थोड़ा "हवा" देता है। किसी भी मामले में, आपको पागल बिलों का भुगतान नहीं करना पड़ेगा। वेल्डिंग के बिना खपत थोड़ी अधिक होगी, लेकिन ज्यादा नहीं।

अधिकांश इन्वर्टर वेल्डिंग मशीनें 220 वी घरेलू नेटवर्क से संचालित होती हैं (380 वी से भी मशीनें हैं)। और यह उनके फायदों में से एक है। इसके अलावा, वे व्यावहारिक रूप से इसे किसी भी तरह से प्रभावित नहीं करते हैं; तनाव "बैठो" मत। पड़ोसियों के लिए, शांत रहें: उन्हें पता नहीं चलेगा कि आप वेल्डिंग कर रहे हैं। दूसरा महत्वपूर्ण प्लस यह है कि वे कम वोल्टेज पर भी सामान्य रूप से कम या ज्यादा काम कर सकते हैं। बेशक, आपको विशेषताओं को देखने की जरूरत है, लेकिन 170 वी पर उनमें से अधिकांश अभी भी आपको 3 मिमी इलेक्ट्रोड के साथ काम करने की अनुमति देते हैं। यह विशेष रूप से ग्रामीण क्षेत्रों में बहुत महत्वपूर्ण है जहां कम वोल्टेजअपवाद के बजाय आदर्श है।
शुरुआती लोगों के लिए और क्या अच्छा है कि इन्वर्टर वेल्डिंग के साथ चाप प्राप्त करना और पकड़ना आसान है। और सामान्य तौर पर, कई के अनुसार, यह "नरम" से पकता है और इसका चाप "हल्का" होता है। तो अगर आप खाना बनाना सीखना चाहते हैं - पहले कोशिश करें इन्वर्टर वेल्डिंग.
इन्वर्टर वेल्डिंग मूल बातें
सबसे पहले, आइए वेल्डिंग इन्वर्टर के डिज़ाइन को देखें। हम "भराई" पर विचार नहीं करेंगे, हम जांच करेंगे कि शीर्ष पर क्या है और हमें क्या उपयोग करना होगा।

इन्वर्टर वेल्डिंग मशीन में क्या होता है (चित्र का आकार बढ़ाने के लिए, दाएँ माउस बटन से उस पर क्लिक करें)
यह उपकरण एक छोटा धातु का डिब्बा है, जिसका वजन शक्ति के आधार पर 3 किलो से 6-7 किलोग्राम तक होता है। मामला आमतौर पर धातु का होता है, कुछ निर्माता इसमें वेंटिलेशन छेद बनाते हैं - "भराई" के बेहतर शीतलन के लिए ( अधिकाँश समय के लिए- ट्रांसफार्मर)। ले जाने के लिए एक बेल्ट है, कभी-कभी एक हैंडल भी होता है: बेल्ट को कंधे पर रखा जाता है यदि काम के लिए आंदोलन की आवश्यकता होती है।
पैनल में से एक पर एक कुंजी या पावर स्विच होता है। आगे के हिस्से में पावर और ओवरहीटिंग इंडिकेटर्स हैं। वोल्टेज और वेल्डिंग करंट सेट करने के लिए नॉब्स भी हैं। फ्रंट पैनल पर भी दो आउटपुट हैं - "+" और "-" जिससे काम करने वाले केबल जुड़े हुए हैं। एक केबल क्लिप-पिन के साथ समाप्त होती है, जो भाग से जुड़ी होती है, दूसरी - एक इलेक्ट्रोड धारक के साथ। पावर केबल को जोड़ने के लिए कनेक्टर आमतौर पर पीछे स्थित होता है। वास्तव में यही सब है।
इन्वर्टर खरीदते समय, सुनिश्चित करें कि केबल काफी लंबी और लचीली हों, जिससे उनके साथ काम करना आसान हो जाए। यह अपर्याप्त रूप से लंबे और कठोर कामकाजी केबलों पर है कि लोकप्रिय ब्रांड के उपयोगकर्ताओं को सबसे अधिक शिकायतें हैं।
सामान्य सिद्धांतइन्वर्टर के साथ काम करें वेल्डिंग मशीनइस वीडियो में बताया गया है।
शुरुआती के लिए इन्वर्टर वेल्डिंग
किसी भी विद्युत वेल्डिंग की तरह, धातु का पिघलना विद्युत चाप की गर्मी के कारण होता है। यह वेल्डिंग इलेक्ट्रोड और वेल्डेड होने वाली धातु के बीच होता है। एक चाप बनाने के लिए, वे विपरीत ध्रुवों से जुड़े होते हैं: "+" एक पर, "-" दूसरे पर परोसा जाता है।
इलेक्ट्रोड को "माइनस" और विवरण को "प्लस" से कनेक्ट करते समय, कनेक्शन को "डायरेक्ट" कहा जाता है। यदि इलेक्ट्रोड पर "प्लस" लगाया जाता है, तो कनेक्शन उलट जाता है। दोनों विकल्पों का उपयोग वेल्डिंग में किया जाता है, लेकिन केवल विभिन्न मोटाई की धातुओं के लिए: रिवर्स - सीधे के लिए - वेल्डिंग मोटी धातुओं (3 मिमी से अधिक मोटी) के लिए। लेकिन यह एक अपरिवर्तनीय नियम नहीं है, कभी-कभी वे इसके विपरीत करते हैं।

व्यवहार में इस विभाजन का कारण क्या है? प्रक्रिया की भौतिकी। जब एक चाप होता है, तो इलेक्ट्रोड माइनस से प्लस की ओर बढ़ते हैं। साथ ही, वे अपनी ऊर्जा को एक सकारात्मक चार्ज सतह पर भी स्थानांतरित करते हैं, जिससे इसका तापमान बढ़ जाता है। इसलिए, सकारात्मक आउटपुट से जुड़ा तत्व अधिक गर्म होता है। पर्याप्त मोटाई की धातुओं को वेल्डिंग करते समय, उन्हें अच्छी तरह से गर्म किया जाना चाहिए ताकि वे फ्यूज हो जाएं और सीम उच्च गुणवत्ता का हो। इसलिए उन्हें "+" दिया जाता है। पतली धातु, इसके विपरीत, ओवरहीटिंग से जल सकती है और इससे एक "माइनस" जुड़ा होता है, जिससे इलेक्ट्रोड को अधिक मजबूती से गर्म किया जाता है, जिससे अधिक पिघली हुई धातु सीम में प्रवेश करती है।
एक इन्वर्टर के साथ धातु को सही ढंग से वेल्ड करना तभी संभव है जब इलेक्ट्रोड आपके द्वारा अच्छी तरह से नियंत्रित हो। ऐसा करने के लिए, आपको हैंडल को सही ढंग से लेने की आवश्यकता है। यह कैसे करें, वीडियो देखें।
वेल्डिंग के दौरान सीवन कैसे बनता है
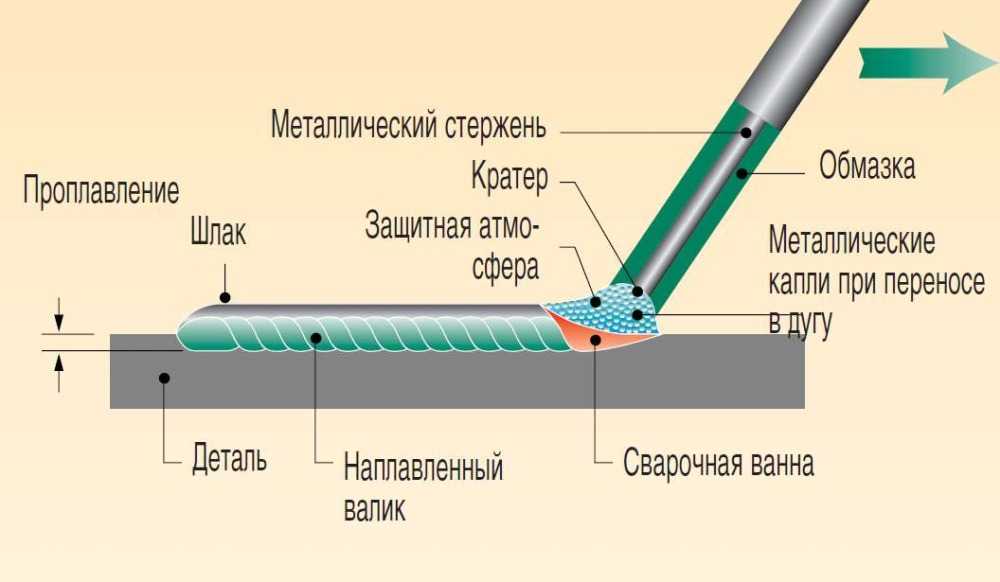
अब वास्तविक वेल्डिंग प्रक्रिया के बारे में। इलेक्ट्रोड कोर और धातु के संपर्क में आने पर एक विद्युत चाप बनता है (आर्क को कैसे प्रज्वलित करें नीचे पढ़ें)। उसी समय, कोटिंग जलने लगती है। यह आंशिक रूप से पिघलता है, तरल अवस्था में बदल जाता है, आंशिक रूप से गैसों में बदल जाता है। ये गैसें वेल्डिंग ज़ोन - वेल्ड पूल को घेर लेती हैं। वे हवा से ऑक्सीजन को पिघली हुई धातु में "टूटने" की अनुमति नहीं देते हैं। कोटिंग का वह हिस्सा, जो एक तरल अवस्था में चला गया है, पिघली हुई धातु को ढक देता है, जिससे सुरक्षा की दूसरी परत बन जाती है। ठंडा होने के बाद, यह स्लैग में बदल जाता है, जो सीम को क्रस्ट से ढक देता है। और इस स्तर पर, धातुमल अभी भी गर्म धातु को ऑक्सीजन से बचाता है।
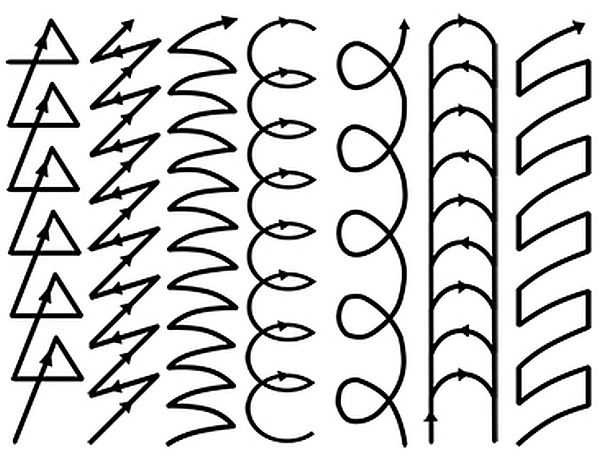
लेकिन स्लैग और सुरक्षा एकमात्र ऐसी प्रक्रिया से दूर है जो होती है और इसे नियंत्रित करने की आवश्यकता होती है। वेल्डिंग करते समय, यह सुनिश्चित करना आवश्यक है कि धातु के दो टुकड़ों का जंक्शन समान रूप से और पर्याप्त रूप से गर्म हो। दोनों भागों को किनारे से समान दूरी पर पिघलना चाहिए। हीटिंग एक समान होने के लिए, आपको इलेक्ट्रोड की नोक से भाग तक समान दूरी रखने की आवश्यकता है। ऐसा करना बहुत आसान नहीं है: वेल्डिंग के दौरान इलेक्ट्रोड पिघल जाता है, और इसके पिघले हुए धातु के कणों को चाप द्वारा सीम में स्थानांतरित कर दिया जाता है। इसलिए, इलेक्ट्रोड धारक को धीरे-धीरे भाग के करीब ले जाना पड़ता है। लेकिन यह इलेक्ट्रोड वेल्डिंग तकनीक का अंत नहीं है। आपको इसकी नोक के साथ कुछ आकृतियों को "लिखना" भी होगा - ज़िगज़ैग, सर्कल, क्रिसमस ट्री, आदि। वे आपको सीम को व्यापक बनाने और दो भागों को एक साथ मिलाने की अनुमति देते हैं। सबसे आम इलेक्ट्रोड आंदोलनों को नीचे दी गई तस्वीर में दिखाया गया है।
यही है, आपको वेल्ड पूल की स्थिति की निगरानी करते हुए, इन प्रक्षेपवक्रों में से एक के साथ सीम की चौड़ाई से इलेक्ट्रोड को एक तरफ से दूसरी तरफ ले जाने की जरूरत है, और इलेक्ट्रोड को कम करें क्योंकि यह जलता है, भाग की दूरी को स्थिर बनाए रखता है . यह उन लोगों के लिए एक मुश्किल काम है जो धातु को वेल्ड करना सीखना चाहते हैं। वेल्डिंग इन्वर्टर के साथ यह आसान है - चाप स्थिर है और कूदता नहीं है, लेकिन पहली बार में आप सफल नहीं हो सकते हैं।
यह बहुत धीमी गति वाला वीडियो इलेक्ट्रोड से धातु के कणों को वेल्ड पूल में स्थानांतरित करता है और यह कैसे बनता है।
इन्वर्टर से धातु वेल्ड करना कैसे सीखें
चाप के प्रज्वलन के साथ प्रशिक्षण शुरू करें। ऐसा करने के लिए, उपकरण, धातु (5-6 मिमी मोटी) और एक इलेक्ट्रोड के अलावा, आपको एक वेल्डर के मास्क और लेगिंग्स (चमड़े के तंग दस्ताने) के साथ-साथ मोटे कपड़े और मोटे चमड़े से बने जूते की भी आवश्यकता होगी। - चिंगारी और पैमाने से बचाने के लिए।
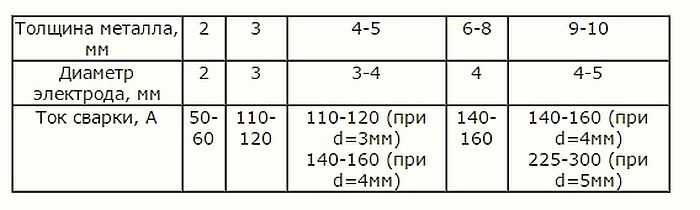
वेल्डिंग केबल्स को जोड़कर काम शुरू करें। फिर चयनित इलेक्ट्रोड को धारक में डाला जाता है (शुरुआत के लिए, एमपी 3 को 3 मिमी के व्यास के साथ लें - वे आसानी से प्रज्वलित होते हैं और अच्छी तरह से पकाते हैं)। बिजली चालू करने के बाद, वेल्डिंग चालू करें (तालिका देखें)। 3 मिमी व्यास वाले इलेक्ट्रोड के लिए, 90-120 ए का वर्तमान सेट किया गया है। वेल्डिंग प्रक्रिया के दौरान वर्तमान को समायोजित किया जा सकता है। यदि आप देखते हैं कि यह रोलर नहीं है, बल्कि कुछ असंगत धारियां हैं, तो इसे बढ़ाएं। यदि, इसके विपरीत, धातु बहुत तरल है और वेल्ड पूल को स्थानांतरित करना मुश्किल है, तो इसे कम करें। सेटिंग्स डिवाइस और चयनित इलेक्ट्रोड पर बहुत निर्भर हैं। तो कोशिश करो और बदलो। करंट सेट करने के बाद, वे एक वेल्डर का मुखौटा लगाते हैं (शुरुआती लोगों के लिए काम करना आसान होगा, आप काम कर सकते हैं।
शुरुआती लोगों के लिए इन्वर्टर वेल्डिंग एक चाप पर प्रहार करना सीखने के साथ शुरू होता है। दो विधियाँ हैं: इलेक्ट्रोड की नोक से भाग को कई बार मारें या माचिस की तरह प्रहार करें। दोनों तरीके काम करते हैं। जो भी आपके लिए अधिक सुविधाजनक हो, उसका उपयोग करें। लेकिन भविष्य के लिए, ध्यान रखें कि आपको सीम लाइन के साथ हड़ताल करने की ज़रूरत है - ताकि उत्पाद पर कोई निशान न हो। चाप पर लगातार प्रहार करने के लिए, आपको कुछ समय के लिए अभ्यास करना होगा और कई इलेक्ट्रोडों को जलाना होगा।
जब चाप पहले से ही बिना किसी समस्या के प्रज्वलित हो जाता है, तो आप आगे बढ़ सकते हैं - आंदोलनों में महारत हासिल करें। वे मोटी धातु पर रोलर्स बिछाकर ऐसा करते हैं। एक धातु की प्लेट पर, चाक के साथ एक रेखा खींचें जो आपके सीम को बदल देगी। फिर आप चाप को हल्का करते हैं। जिस स्थान पर यह विश्राम करता है, धातु पिघल जाती है और तरल धातुमल की एक फिल्म से ढक जाती है। इस जगह को वेल्ड पूल कहा जाता है। यहां आपको इसे खींची गई रेखा के साथ ले जाना होगा। इसे ऊपर की आकृति में दिखाए गए आंदोलनों में से एक के साथ करें।
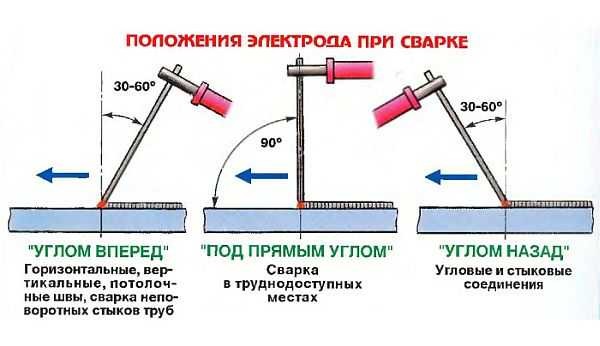
स्नान को स्थानांतरित करने के लिए, इलेक्ट्रोड को थोड़ा झुका हुआ होना चाहिए, लगभग 50-45 ° के कोण पर। किसी के पास अधिक कोण होते हैं, किसी के कम। सामान्य तौर पर, इलेक्ट्रोड को झुकाकर, आप वेल्ड पूल के आयाम (चौड़ाई) को बदलते हैं। आप प्रयोग कर सकते हैं: वेल्डिंग में कई अलग-अलग तकनीकें हैं और यह केवल महत्वपूर्ण है कि सीम उच्च गुणवत्ता का हो, और आप इसे कैसे प्राप्त करते हैं, खासकर जब से आप अपने लिए और अपने लिए काम करेंगे।
इलेक्ट्रोड के दो मुख्य कार्य स्थान हैं: एंगल्ड फॉरवर्ड और एंगल्ड बैक। आगे के कोण के साथ वेल्डिंग करते समय, हमें कम गर्मी मिलती है, सीम व्यापक होगा। पतली धातुओं को वेल्डिंग करते समय इस तकनीक का उपयोग किया जाता है। . मोटे लोगों को, एक नियम के रूप में, पीछे के कोण के साथ वेल्डेड किया जाता है।
लेकिन झुकाव का कोण सभी पैरामीटर नहीं हैं जिन्हें बनाए रखना होगा। चाप की लंबाई भी है। यह इलेक्ट्रोड की नोक से भाग की सतह तक की दूरी है। औसत चाप 2-3 मिमी है, छोटा 1 मिमी या यहां तक कि एंड-टू-एंड है, लंबा 5 मिमी या अधिक है जब तक कि यह टूट न जाए। अभ्यास शुरू होता है मध्यम लंबाईचाप तक सोखें धातु 2-3मिमी फिर सीम चिकना और बेहतर निकलेगा: यदि अंतर बहुत बड़ा है, तो चाप कूदना शुरू हो जाता है, धातु का ताप अपर्याप्त होता है, सीम स्मियर हो जाता है, कनेक्शन अविश्वसनीय होता है। एक छोटी चाप के साथ, एक और समस्या उत्पन्न होती है - इस तथ्य के कारण सीम बहुत उत्तल है कि हीटिंग क्षेत्र बहुत छोटा है। यह भी अच्छा नहीं है, क्योंकि अंडरकट्स बने रहते हैं - भाग पर सीम के साथ खांचे - कनेक्शन की ताकत को कम करना।

रोलर्स को अलग-अलग आंदोलनों के साथ बिछाने पर कुछ समय के लिए अभ्यास करने के बाद, रोलर्स की चौड़ाई समान होने के बाद, सरफेसिंग फ्लेक्स लगभग एक ही आकार के होते हैं, आप सीम को वेल्ड करने का प्रयास कर सकते हैं। आप पढ़ सकते हैं, या आप एक और पाठ "डमीज के लिए वेल्डिंग" देख सकते हैं।
शुरुआती के लिए इन्वर्टर वेल्डिंग की सभी मूल बातें। आपके पास केवल अभ्यास बचा है: प्रशिक्षण के लिए आपको एक से अधिक इलेक्ट्रोड पहनने की आवश्यकता है। शायद एक किलो भी नहीं। जब हाथ ही सारी हरकतें कर लेता है, तो आपको सब कुछ काफी सरल लगने लगेगा।
प्राप्त ज्ञान को समेकित करने के लिए इस वीडियो क्लिप को देखें। यहां हाथ में एक पेंसिल पकड़े हुए आंदोलनों का अभ्यास करते हुए, इलेक्ट्रोड के बिना हाथ को थोड़ा प्रशिक्षित करके शुरू करने का प्रस्ताव है। यह भी एक अच्छा विकल्प है, शायद यह आपको अधिक स्वीकार्य लगे। शुरुआती लोगों के लिए इन्वर्टर के साथ वेल्डिंग पर इस वीडियो ट्यूटोरियल में, सब कुछ बहुत ही समझदार, सरल और सुलभ है। यदि कोई अस्पष्टता है, तो कृपया समीक्षा करें। समझें कि इन्वर्टर वेल्डिंग के साथ कैसे खाना बनाना है। शुरुआती वेल्डर के लिए बहुत उपयोगी जानकारी।
और अंत में, वेल्डिंग इनवर्टर के संचालन की कुछ विशेषताओं के बारे में। वे धूल से बहुत डरते हैं, खासकर धातु से। इसलिए, यह सलाह दी जाती है कि उनके बगल में ग्राइंडर का उपयोग न करें और अंदर वैक्यूम क्लीनर से नियमित सफाई करें (वारंटी अवधि समाप्त होने के बाद)। उन्हें बारिश या गीले क्षेत्रों में काम करने की अनुशंसा नहीं की जाती है। यह सस्ते घरेलू मॉडल के लिए विशेष रूप से सच है। हालांकि उन्हें बिजली के झटके से सुरक्षा है, लेकिन इसे सुरक्षित खेलना बेहतर है।
इलेक्ट्रोड चुनते समय, इसके उपयोग के क्षेत्र पर ध्यान दें: उन्हें प्रत्यक्ष वर्तमान संचालन के लिए उपयुक्त होना चाहिए। उच्चतम वर्तमान या वोल्टेज पर वेल्डिंग करते समय, ऑपरेशन मोड आंतरायिक होता है। यह पासपोर्ट में प्रत्येक डिवाइस के लिए इंगित किया गया है।
किसी भी व्यक्ति के लिए यह सीखने के लिए पर्याप्त है कि इन्वर्टर के साथ कैसे और कैसे खाना बनाना है ताकि उच्च गुणवत्ता वाले कनेक्शन की आवश्यकता से जुड़ी रोजमर्रा की जिंदगी में कभी कोई समस्या न हो। विभिन्न उत्पादस्टील और धातु से।
1 संक्षेप में वेल्डिंग इन्वर्टर के उपकरण और उसके प्रमुख लाभों के बारे में
इन्वर्टर उपकरण जीता इश्क वाला लवघर के कारीगरों को इस तथ्य के कारण कि यह सभी को अपने हाथों से वेल्डिंग का काम करने की अनुमति देता है। संरचनात्मक रूप से वेल्डिंग के लिए एक मानक इन्वर्टर में शामिल हैं:
- इलेक्ट्रॉनिक आवृत्ति कनवर्टर;
- नियंत्रण प्रणाली;
- मेन रेक्टिफायर और फिल्टर;
- शक्ति सुधारक;
- उच्च आवृत्ति ट्रांसफार्मर।
ऐसे उपकरणों का आधुनिक उपकरण एक उत्कृष्ट वेल्ड प्रदान करता है, जिसे हासिल करना किसी के लिए भी आसान है।वहीं, इन्वर्टर एक बहुत ही कॉम्पैक्ट यूनिट है। यह ज्यादा जगह नहीं लेता है। और उपकरण का वजन 5-15 किलोग्राम की सीमा में होता है, जो इसे मोबाइल वेल्डिंग डिवाइस के रूप में उपयोग करना संभव बनाता है।
यह सीखने के लिए पर्याप्त है कि इन्वर्टर का सही तरीके से उपयोग कैसे किया जाए, और यह घर के कामों में आपका विश्वसनीय सहायक बन जाएगा। किसी विशेष निर्माता से इन्वर्टर उपकरण के लिए निर्देश आमतौर पर विस्तार से वर्णन करते हैं कि वेल्डिंग इन्वर्टर को कैसे जोड़ा जाए, जो मिश्र धातु, कार्बन और विभिन्न धातुओं से बने उत्पादों को जोड़ने के लिए इलेक्ट्रोड का चयन करना है।

सच है, ऐसा होता है कि डिवाइस के लिए निर्देश संलग्न नहीं हैं। या यह मौजूद है, लेकिन विदेशी भाषा. यह स्पष्ट है कि इस तरह के "पासपोर्ट रहित" इंस्टॉलेशन को ठीक से कैसे पकाना है, यह स्पष्ट रूप से समझना आवश्यक है, अन्यथा काम वेल्डिंग इन्वर्टरकिए गए कार्यों से संतुष्टि के बजाय, यह अपने मालिक के लिए केवल परेशानी ही लाएगा। के बारे में सामान्य नियमहम नीचे वेल्डिंग इन्वर्टर उपकरण के उपयोग पर चर्चा करेंगे।
2 ऑपरेशन के लिए इन्वर्टर तैयार करना
वेल्डिंग शुरू करने से पहले, आपको मास्क, सुरक्षा जूते और कपड़े तैयार करने होंगे। इस सूची के बिना, वेल्डिंग इकाई के साथ खाना बनाना सख्त मना है। आपको किसी विशेष धातु से बने भागों और संरचनाओं को जोड़ने के लिए इलेक्ट्रोड के विशिष्ट ब्रांडों का चयन करने की भी आवश्यकता होगी (हम बाद में वेल्डिंग रॉड चुनने के नियमों पर चर्चा करेंगे)। स्टील ब्रिसल्स वाला ब्रश भी मदद करेगा, जिससे वेल्डिंग के लिए सतहों को साफ करना संभव होगा।

उसके बाद आपको करना होगा सही कनेक्शनवेल्डिंग मशीन। चूंकि वर्णित उपकरणों में काफी शक्ति है, इसलिए बिजली आपूर्ति नेटवर्क की क्षमताओं का अग्रिम विश्लेषण करना आवश्यक है जिससे इन्वर्टर संचालित होगा। घरेलू उपयोग के लिए वेल्डिंग इनवर्टर के सभी मॉडल 220 वोल्ट नेटवर्क से जुड़े हैं। इस संबंध में, आपको कोई समस्या नहीं होनी चाहिए।
केवल सेट करना महत्वपूर्ण है परिपथ वियोजकआवश्यक विशेषताओं के साथ, ताकि शॉर्ट सर्किट और अन्य परेशानियों के बारे में चिंता न करें विद्युत नेटवर्क. अगला, आपको एक साइट तैयार करने की आवश्यकता है जिस पर वेल्डिंग की जाएगी। यह विदेशी वस्तुओं और संरचनाओं से मुक्त होना चाहिए जो वेल्डर की गति को प्रतिबंधित करते हैं। कार्यस्थल के पास आसानी से ज्वलनशील चीजें, ज्वलनशील और विस्फोटक यौगिकों की अनुमति नहीं है।

यह सुनिश्चित करने के बाद कि कार्यस्थल सुरक्षित है, हम चौग़ा और सुरक्षात्मक उपकरण लगाते हैं, और फिर:
- तारों और केबलों को इन्वर्टर से कनेक्ट करें;
- धारक में वेल्डिंग रॉड डालें;
- बड़े पैमाने पर टर्मिनल को वेल्ड करने के लिए वर्कपीस से कनेक्ट करें।
अब डिवाइस की मदद से आप कई तरह के उत्पाद बना सकते हैं।
इन्वर्टर एप्लिकेशन की 3 प्रमुख विशेषताएं
अपने इच्छित उद्देश्य के लिए वेल्डिंग इकाई का उपयोग करने के लिए, आपको सबसे पहले विद्युत चाप को प्रज्वलित करना होगा। ऐसा करने के लिए, हम इलेक्ट्रोड के अंत को एक निश्चित कोण पर स्टील (धातु) की सतह पर लाते हैं और इसके साथ एक हल्का हड़ताली आंदोलन करते हैं। यदि रॉड को सफलतापूर्वक प्रज्वलित किया जाता है, तो एक छोटा फ्लैश दिखाई देगा, धातु पिघलना शुरू हो जाएगी। आप वेल्डिंग शुरू कर सकते हैं।
धातु को इस तरह से वेल्ड करना आवश्यक है कि प्रक्रिया के दौरान रॉड सतह से चयनित इलेक्ट्रोड के क्रॉस सेक्शन के बराबर दूरी पर वेल्डेड हो। एक नियम के रूप में, कार्बन स्टील्स और कई अन्य धातुएं ध्रुवता में प्रत्यक्ष धारा से जुड़ी होती हैं। हालांकि, कुछ मिश्र धातुओं को विशेष रूप से करंट पर वेल्ड किया जाता है। विपरीत ध्रुवता. इसके बारे में मत भूलना। नियोजित घटना को अंजाम देते समय, परिणामी सीम की गुणवत्ता और उत्पाद के प्रवेश की लगातार निगरानी करें।
कृपया ध्यान दें कि इन्वर्टर पर वेल्डिंग चालू बहुत कुशलता से और एक ही समय में सुचारू रूप से नियंत्रित होता है। आपको इसे आवश्यक मान में समायोजित करने में कोई समस्या नहीं होनी चाहिए। कम वर्तमान ताकत के साथ, संयुक्त खराब वेल्डेड हो सकता है। लेकिन यदि बहुत अधिक धारा का चयन किया जाता है, तो सतह के जलने की संभावना होती है। छोटी मोटाई (डेढ़ मिलीमीटर तक) की वेल्डिंग के लिए छड़ का उपयोग करते समय, बिना किसी कठिनाई के एक से तीन मिलीमीटर की मोटाई के साथ धातु को वेल्ड करना संभव है।
इस तरह के काम को करते समय वर्तमान ताकत आमतौर पर 20 से 60 एम्पीयर से ली जाती है। यदि बड़े क्रॉस सेक्शन के इलेक्ट्रोड का उपयोग किया जाता है, तो धातु को 4-5 मिलीमीटर की मोटाई के साथ वेल्ड करना संभव हो जाता है। इस मामले में, लगभग 100 एम्पीयर का करंट चुनना आवश्यक है। वेल्डिंग प्रक्रिया पूरी करने के बाद, परिणामी जोड़ पर बने पैमाने को (हल्के वार के साथ) नॉक आउट करें और फिर ब्रश से सीम को साफ करें।

इस तरह की एक साधारण घटना इसकी आकर्षक उपस्थिति सुनिश्चित करेगी। और अगर वेल्डिंग के क्षेत्र में आपका पहला कदम असफल हो जाता है तो बहुत परेशान न हों। मेरा विश्वास करो, प्रत्येक बाद की वेल्डिंग प्रक्रिया के कार्यान्वयन के साथ, आप बहुत बेहतर हो जाएंगे। इस मामले में, व्यावहारिक अनुभव का मतलब इन्वर्टर यूनिट का ठीक से उपयोग करने के बारे में सभी सलाह से कहीं अधिक है।
इन्वर्टर और वेल्डिंग मशीन के लिए इलेक्ट्रोड चुनने के लिए 4 टिप्स
इन्वर्टर की गुणवत्ता काफी हद तक इस्तेमाल किए गए इलेक्ट्रोड के प्रकार और ब्रांड पर निर्भर करती है। वहाँ कई हैं सामान्य सिफारिशेंवैकल्पिक रूप से। इसलिए, मध्यम और निम्न कार्बन स्टील्स को कार्बन इलेक्ट्रोड के साथ वेल्ड करने की सिफारिश की जाती है ( OZS-4, UONI 13/45, MR-3और दूसरे)। लेकिन छड़ से पकाना बेहतर है टीएसएल-11, जो राज्य मानक 10052 के अनुसार उत्पादित होते हैं। छड़ का उपयोग करते समय कच्चा लोहा सतह अच्छी तरह से जुड़ा होता है OZCH-2स्टेनलेस - टीएसएल-11.
यदि आपको कम कार्बन सामग्री वाले स्टील्स को वेल्ड करना है, तो एएनओ श्रृंखला इलेक्ट्रोड पर स्टॉक करना सबसे अच्छा है, जो एक रूटाइल या इल्मेनाइट संरचना के साथ लेपित हैं ( एएनओ-4 और एएनओ-6क्रमश)।

हम जोड़ते हैं कि जटिल वेल्डिंग कार्य के कार्यान्वयन में विशेषज्ञ UONI ब्रांड के इलेक्ट्रोड का उपयोग करते हैं। लेकिन महत्वपूर्ण मापदंडों के साथ भार के बिना वेल्डिंग के लिए, कम खर्चीले एएनओ और एमपी -3 का उपयोग करना बेहतर है। वे घर पर या अपने ग्रीष्मकालीन कुटीर में उत्पादित लगभग किसी भी प्रकार की वेल्डिंग के लिए उपयुक्त हैं।
- वेल्डिंग वर्तमान सेटिंग अंतराल - 160 से 200 ए तक (यदि आप मोटी धातु उत्पादों या "विदेशी" मिश्र धातुओं से बने संरचनाओं को वेल्ड करने की योजना नहीं बनाते हैं तो आप कम वर्तमान ताकत वाले उपकरण खरीद सकते हैं);
- वोल्टेज निष्क्रिय चाल- 90 वी तक (बाजार में ऐसी इकाइयाँ हैं जिनके लिए यह आंकड़ा 50-60 वी है, यह वह है जो पेशेवर वेल्डर शौकीनों को खरीदने की सलाह देते हैं);
- बिना किसी रुकावट के स्थापना की अवधि 40-80% है (यह मान जितना बड़ा होगा, वेल्डिंग के दौरान कम "मध्यांतर" करने की आवश्यकता होगी)।

और एक और महत्वपूर्ण सिफारिश। यदि आपका घरेलू विद्युत नेटवर्क विशेष रूप से स्थिर नहीं है, तो यह समय-समय पर बिजली की वृद्धि का अनुभव करता है, इन्वर्टर उपकरण खरीदने की सलाह दी जाती है जो एक जनरेटर से संचालित हो सकते हैं, साथ ही कम (बढ़े हुए) वोल्टेज पर भी। इन्वर्टर की संकेतित तकनीकी क्षमताओं को इसके पासपोर्ट में दर्शाया जाना चाहिए।
वेल्डिंग इन दिनों दो अलग-अलग धातु भागों को एक साथ जोड़ने का सबसे आम तरीका है। बाहर से ऐसा लगता है कि खाना बनाना सरल और सरल है, लेकिन वास्तव में एक वेल्डर का पेशा काफी जटिल है और इसके लिए कुछ कौशल की आवश्यकता होती है। वेल्डिंग प्रक्रिया शुरू करने से पहले सीखने के लिए बहुत कुछ है और विचार करने के लिए बहुत कुछ है।
नौसिखिए वेल्डर के लिए और ऊंचाई पर काम करने वाले पेशेवरों के लिए, इलेक्ट्रिक आर्क वेल्डिंग के लिए कॉम्पैक्ट आधुनिक उपकरण - इनवर्टर - बिक्री पर चले गए।
वेल्डिंग मशीन एक शक्ति स्रोत और इलेक्ट्रोड का उपयोग करके काम करती है।
दो प्रकार के उपकरण हैं:
- इन्वर्टर;
- ट्रांसफार्मर
उपकरण ट्रांसफार्मर प्रकारप्रयोग करने में आसान, लेकिन भारी और बड़े आकार, टिकाऊ और हार्डी, साथ ही साथ बहुत विश्वसनीय। संचालित करने के लिए प्रत्यावर्ती धारा की आवश्यकता होती है। वेल्डिंग के लिए कैल्शियम फ्लोराइड या रूटाइल उपभोज्य इलेक्ट्रोड का उपयोग किया जाता है। इकाई कम दक्षता है, और वेल्ड के साथ बनाया गया ट्रांसफॉर्मर डिवाइस, मध्यम गुणवत्ता का है। इस प्रकार की इलेक्ट्रिक वेल्डिंग के साथ काम करते समय, वेल्डर की उच्च योग्यता की आवश्यकता होती है।
इन्वर्टर एक इलेक्ट्रिक वेल्डिंग मशीन है जो दिष्ट धारा पर कार्य करता है, एक ट्रांसफार्मर के विपरीत। उपकरण सर्किट के इनपुट पर, आने वाले वोल्टेज को डायरेक्ट से अल्टरनेटिंग में बदल दिया जाता है, जो तब ट्रांसफार्मर में प्रवेश करता है। इस प्रकार की वेल्डिंग के बीच मुख्य अंतर इस प्रकार है:
- हल्का वजन;
- गतिशीलता;
- सघनता;
- क्षेत्र में अच्छी तरह से सिद्ध उपकरण;
- इनपुट वोल्टेज से स्वतंत्रता;
- अर्थव्यवस्था।
डिवाइस का उपयोग करते समय इनवर्टर बहुत किफायती होते हैं ऊर्जा हानि दस गुना कमट्रांसफार्मर मॉडल का उपयोग करते समय की तुलना में। डिवाइस की दक्षता 85 से 90 प्रतिशत है।
इन्वर्टर की मदद से आप छोटे और बड़े दोनों तरह के मेटल प्रोडक्ट को कनेक्ट कर सकते हैं। हमारे समय में इन्वर्टर वेल्डिंग इकाइयों के क्षेत्र में एक बड़ी सफलता बन गए हैं, पुराने भारी ट्रांसफार्मर को उनके आकार और उपयोग में कठिनाइयों के कारण धीरे-धीरे रोजमर्रा के उपयोग से बदला जा रहा है। इन्वर्टर किसी भी वेल्डर के लिए कीमत और वर्गीकरण दोनों के संदर्भ में उपलब्ध है, यह काम करने के लिए वेल्डिंग प्रक्रिया की मूल बातें और सिद्धांतों को जानने के लिए पर्याप्त है।
यह छोटी वेल्डिंग मशीन जो बिजली की खपत करती है वह विशेष रूप से चाप के संचालन के लिए जाती है, जो सीधे वेल्डिंग प्रक्रिया को पूरा करती है।
इन्वर्टर मूल बातें
इन्वर्टर प्रकार की वेल्डिंग मशीन का उपयोग करना बहुत सुविधाजनक है और जितना संभव हो उतना किफायती है, यह उन शुरुआती लोगों के लिए महत्वपूर्ण है जिनके पास वेल्डर के रूप में कोई अनुभव नहीं है। आरंभ करने के लिए, आपको यह समझने की आवश्यकता है कि इन्वर्टर एक इलेक्ट्रॉनिक वेल्डिंग मशीन है, इसलिए इसके साथ काम करते समय मुख्य भार आपके विद्युत नेटवर्क पर जाएगा।
तुलना के लिए: पुरानी ट्रांसफॉर्मर वेल्डिंग मशीन, चालू होने पर, बिजली का अधिकतम और मजबूत धक्का उत्पन्न करती थी, जिसके कारण आपके घर के नेटवर्क में बिजली की कमी थी। इसके विपरीत, इन्वर्टर में स्टोरेज कैपेसिटर होते हैं, जो पहले बिजली जमा करते हैं, और फिर आपके विद्युत नेटवर्क के निर्बाध संचालन को सुनिश्चित करते हैं और इलेक्ट्रिक आर्क को धीरे से प्रज्वलित करते हैं।
आप सुलभ रूप में इन्वर्टर वेल्डिंग सबक सीख सकते हैं और स्वतंत्र रूप से अध्ययन कर सकते हैं। हमारी ओर से, यदि आपके कोई प्रश्न हैं, तो हम आपको कुछ उपयोगी और आवश्यक सुझाव दे सकते हैं। लेख में हम आपको बताएंगे कि वेल्डिंग शुरू करने से पहले आपको सबसे पहले क्या ध्यान देना चाहिए।
समझने की एक महत्वपूर्ण बात यह है कि इन्वर्टर की बिजली खपत सीधे आपके इलेक्ट्रोड के व्यास से संबंधित होती है। आपके द्वारा उपयोग किए जाने वाले इलेक्ट्रोड का व्यास जितना बड़ा होगा, उतनी ही अधिक बिजली की आवश्यकता होगी। इसलिए, काम शुरू करने से पहले, आपको अवश्य करना चाहिए अपने डिवाइस द्वारा खपत की गई बिजली के अनुमानित अधिकतम मूल्य की गणना करेंताकि आपके घर में वायरिंग या उपकरण न जलें।
इसके अलावा, आपके द्वारा उपयोग किए जाने वाले प्रत्येक इलेक्ट्रोड व्यास के लिए, न्यूनतम अनुशंसित वर्तमान ताकत की आवश्यकता होती है, अर्थात यदि आप वर्तमान ताकत को कम करना चाहते हैं, तो आप वेल्ड नहीं कर पाएंगे।
यदि आप वर्तमान ताकत का प्रयोग और वृद्धि करना चाहते हैं, तो सीम स्वयं निकल जाएगी, जबकि इलेक्ट्रोड जल सकता है या बहुत जल्दी चिपक सकता है। जैसा कि आप पहले ही समझ चुके हैं, वेल्डिंग प्रक्रिया के लिए एक महत्वपूर्ण तत्व इलेक्ट्रोड का सही चयन और मशीन का करंट है।
संरचनात्मक रूप से, इलेक्ट्रोड में एक धातु की छड़ होती है, जिस पर एक विशेष पाउडर संरचना का छिड़काव किया जाता है। वेल्ड को परिवेशी वायु तक पहुँचने के लिए पाउडर कोटिंग एक आवश्यक बाधा है। पर्यावरण वेल्ड के गठन पर प्रतिकूल प्रभाव डालता है, इसे ऑक्सीकरण करता है, जो सीम की गुणवत्ता को कम करता है। सामान्य आर्किंग प्रक्रिया को बनाए रखने के लिए पाउडर कोटिंग भी आवश्यक है।
एक इन्वर्टर के साथ वेल्डिंग के लिए, इलेक्ट्रोड UONI, MR, ANO, OZS का उपयोग किया जाता है। खरीदे गए इलेक्ट्रोड की गुणवत्ता काफी हद तक परिवहन और भंडारण की स्थिति पर निर्भर करती है। आवश्यक इलेक्ट्रोड का व्यास 2 से 5 मिमी तक भिन्न होता है। यह सब वेल्डेड किए जाने वाले भागों की सामग्री और मोटाई पर निर्भर करता है।
इन्वर्टर का उपयोग करते समय शुरुआती लोगों के लिए चरण-दर-चरण निर्देश
वक्राकार लंबाई
यह वह दूरी है जो वेल्डिंग प्रक्रिया के दौरान धातु और इलेक्ट्रोड के बीच बनती है। वेल्डिंग के दौरान लगातार सही दूरी बनाए रखना महत्वपूर्ण है।
छोटा अंतर
एक छोटे से अंतराल की उपस्थिति इस तथ्य को जन्म देगी कि धातु के पास पूरी तरह से गर्म होने का समय नहीं है, जबकि सीवन उत्तल निकलेगा और पक्षों पर फ्यूज़ नहीं होगा।
बड़ी रिक्ति
एक बड़े अंतराल की उपस्थिति एक चाप कूद की ओर ले जाएगी, जो प्रवेश को रोक देगी, जिसका अर्थ है कि जमा की जा रही गर्म धातु असमान रूप से झूठ होगी।
आवश्यक सही रिक्ति
सही निरंतर अंतराल सुनिश्चित करने से अच्छी पैठ और उत्कृष्ट सीम निर्माण होगा।
अनुभव के साथ आप चाप की लंबाई को ठीक से नियंत्रित करने में सक्षम होंगेजो आपको बेहतरीन परिणाम देगा। चाप एक वेल्ड पूल बनाता है क्योंकि यह प्रक्रिया में आधार धातु को पिघलाते हुए अंतराल से गुजरता है। यह यह भी सुनिश्चित करता है कि पिघला हुआ धातु स्नान में प्रवेश करता है।
सही ढंग से गठित वेल्डिंग सीम और उसके दोष
वेल्डिंग की प्रक्रिया में, इलेक्ट्रोड की जल्दबाजी में, एक दोषपूर्ण सीम का निर्माण होता है। बाथ लाइन बेस मेटल सरफेस लाइन से नीचे स्थित है। यदि प्रज्वलित चाप वेल्डेड होने वाली धातु में गहराई से और तीव्रता से प्रवेश करता है, तो यह पूल को पीछे धकेलता है और एक सीम बनाता है। इसलिए, प्रक्रिया में, यह सुनिश्चित करना आवश्यक है कि वेल्डिंग सीम धातु के स्तर पर वेल्ड किया जा रहा है।
एक आदर्श वेल्डिंग सीम ज़िगज़ैग और सर्कुलर मूवमेंट बनाने में मदद करेगा। एक सर्कल में आंदोलनों को करते हुए, सीम का पालन करना आवश्यक है, समान रूप से स्नान वितरित करना।
जब इलेक्ट्रोड ज़िगज़ैग में अलग-अलग दिशाओं में चलता है एक अच्छा सीवन बनता है, जबकि सीवन के गठन पर नियंत्रण आवश्यक है। इस प्रक्रिया में, हम पहले बाएं किनारे से, फिर स्नान के केंद्र में, फिर बाईं ओर आदि से एक सीवन बनाते हैं। यह याद रखना चाहिए कि स्नान गर्मी का अनुसरण करता है।
एक अंडरकट तब बनता है जब पर्याप्त इलेक्ट्रोड धातु नहीं होती है, जब स्नान भर जाता है और जब पार हो जाता है। एक अंडरकट के गठन को रोकने के लिए, सीम की बाहरी सीमाओं का निरीक्षण करना आवश्यक है, ध्यान से स्नान का निरीक्षण करें और यदि आवश्यक हो, तो इसे पतला करें।
स्नान को नियंत्रित करने के लिए, इलेक्ट्रोड रॉड के अंत में स्थित एक चाप वोल्टेज लगाया जाता है। रॉड के झुकाव के दौरान, स्नान खिंचाव नहीं करता है, लेकिन धक्का देता है। याद रखें, वेल्डिंग प्रक्रिया के दौरान इलेक्ट्रोड जितना अधिक लंबवत होता है, वेल्ड उतना ही कम उत्तल होता है।
जब आप इलेक्ट्रोड को लंबवत रखते हैं, तो स्नान को नीचे दबाया जाता है, क्योंकि सारी गर्मी इसके ऊपर केंद्रित होती है। साथ ही यह चारों ओर अच्छी तरह फैल जाता है और पिघल जाता है।
जब आपका इलेक्ट्रोड थोड़ा कोण पर होता है, तो सारा बल वापस खींच लिया जाता है और सीवन तैरता है (उठता है)। जब इलेक्ट्रोड का एक बड़ा कोण होता है, तो सीम वेक्टर के साथ बल लगाया जाता है, जिससे गर्म स्नान को नियंत्रित करना असंभव हो जाता है।
यदि स्नान को वापस ले जाना या एक सपाट सीम प्राप्त करना आवश्यक है, तो इलेक्ट्रोड ढलानों को विभिन्न कोणों पर लागू करें। इलेक्ट्रोड का काम कोण से 45 डिग्री से 90 तक शुरू होता है, क्योंकि यह कोण आपको सामान्य रूप से स्नान और वेल्ड को नियंत्रित करने की अनुमति देता है।
इन्वर्टर के साथ वेल्डिंग करते समय रिवर्स और डायरेक्ट पोलरिटी
रिवर्स पोलरिटी के साथ, उत्पाद में गर्मी का कम इनपुट होता है। पिघलने वाला क्षेत्र उथला है, हालांकि काफी चौड़ा है। निरीक्षण किया जा सकता है कैथोडिक सफाई प्रभावसतह को वेल्डेड किया जाना है।
प्रत्यक्ष ध्रुवता के साथ, धातु में ऊष्मा का इनपुट कम होता है। पिघलने वाला क्षेत्र गहरा है, एक ही समय में - संकीर्ण।
पतली धातु की इन्वर्टर वेल्डिंग प्रक्रिया
इन्वर्टर शुरुआती वेल्डर के लिए अच्छा है, क्योंकि इसमें कई कार्य हैं, अर्थात्:
- हॉटस्टार्ट - वेल्डिंग चाप के प्रारंभिक गठन में मदद करता है;
- आर्कफोर्स - जब इलेक्ट्रोड वर्कपीस से निकट दूरी पर होता है तो उसे चिपकाने से रोकने के लिए। फ़ंक्शन वेल्डिंग करंट को बढ़ाता है;
- एंटी-स्टिक - वोल्टेज को बंद करके डिवाइस को ओवरहीटिंग से बचाता है।
सभी ये सुविधाएं स्वचालित रूप से सक्षम हैंएक अप्रत्याशित महत्वपूर्ण स्थिति के दौरान, जो शुरुआती लोगों को अच्छे स्तर पर वेल्डिंग कार्य करने में सक्षम बनाता है।
एक पतली धातु की शीट पर वेल्डिंग सीम बनाने के लिए अच्छी गुणवत्ताऔर वेल्डेड शीट्स पर कोई जलन नहीं हुई थी, यह सुनिश्चित करना आवश्यक है कि वेल्डिंग प्रक्रिया के दौरान आप सीम देख सकते हैं।
इलेक्ट्रोड को एक छोटे व्यास के साथ चुना जाना चाहिए और जितना संभव हो सके धातु के करीब रखा जाना चाहिए। फिर हम तब तक प्रतीक्षा करते हैं जब तक कि एक लाल धब्बा न बनने लगे, इसके नीचे धातु की एक बूंद बन जाती है, जो पतली धातु के रिक्त स्थान को एक साथ जोड़ देगी।
धीरे-धीरे इलेक्ट्रोड को पतले धातु भागों की सतह पर ले जाते हुए, धातु की बूंदें बनती हैं, जो एक वेल्डिंग सीम का निर्माण करते हुए वर्कपीस को एक साथ जोड़ती हैं।
हमारे लेख को पढ़ने के बाद, आप सीखेंगे कि इलेक्ट्रिक वेल्डिंग इन्वर्टर को ठीक से कैसे संचालित किया जाए। हमें उम्मीद है कि आपको वेल्डिंग प्रक्रिया आसान और मजेदार लगी होगी। वेल्डिंग प्रक्रिया शुरू करने से पहले, इन्वर्टर मैनुअल और सिफारिशें पढ़ेंनिर्माता से न केवल वेल्डिंग मशीन, बल्कि आपकी संपत्ति को नुकसान से बचाने के लिए।
मार्च 23, 2017
इन्वर्टर वेल्डिंग से खाना बनाना सीखना
यह समझने के लिए कि वेल्डिंग इन्वर्टर के साथ सही तरीके से कैसे खाना बनाना है, आपको पहले यह पता लगाना होगा कि ये उपकरण वास्तव में क्या हैं। वेल्डिंग इन्वर्टर में काफी कॉम्पैक्ट डिज़ाइन होता है, इसे एक साधारण ट्रांसफॉर्मर-आधारित वेल्डिंग मशीन की तुलना में एक स्थान से दूसरे स्थान पर ले जाना बहुत आसान होता है। इसके अलावा, के साथ काम करें आधुनिक उपकरणबहुत अधिक सुविधाजनक।
इन्वर्टर की मदद से धातु के तत्वों को मज़बूती से केवल तभी वेल्ड करना संभव है जब आप कम से कम इसकी अनुमानित संरचना को जानते हों। सबसे पहले, इस उपकरण का डिज़ाइन बहुत अधिक स्थान नहीं लेता है: सभी आवश्यक भागों को एक छोटे धातु के बक्से में रखा जाता है, जिसकी लंबाई आधा मीटर से अधिक नहीं होती है, आमतौर पर चौड़ाई 20 सेमी से अधिक नहीं होती है, और लगभग ऊंचाई में 30 सेमी संरचना का कुल वजन लगभग 10 किलो है।
इसके संचालन का सिद्धांत जारी करना है विद्युत प्रवाहउपयुक्त शक्ति और तनाव के साथ। इन्वर्टर वेल्डेड सतह के क्षेत्र में एक प्रत्यक्ष धारा उत्पन्न करता है, जो घरेलू नेटवर्क में स्थित वैकल्पिक वोल्टेज से बनता है - 220 वी।
उपकरणों में हमेशा दो टर्मिनल होते हैं - कैथोड, या नकारात्मक चार्ज कंडक्टर, और एनोड - सकारात्मक। उनमें से एक का उपयोग इलेक्ट्रोड को जोड़ने के लिए किया जाता है, और दूसरा उस धातु से जुड़ा होता है जिसे वेल्ड किया जाएगा। वोल्टेज लागू होने के बाद, एक सिंगल विद्युत सर्किट. यदि आप इसमें थोड़ा सा अंतर बनाते हैं, जिसका आकार केवल कुछ मिलीमीटर (एक नियम के रूप में, 8 से अधिक नहीं) होगा, तो इस स्थान पर वायु आयनीकरण होता है और एक समान विद्युत चाप होता है।
इन्वर्टर से खाना बनाना ठीक से सीखने के लिए, यह समझा जाना चाहिए कि गर्मी का बड़ा हिस्सा ठीक इलेक्ट्रिक आर्क में निकलता है, जो लगभग 7000 डिग्री के तापमान पर जलता है। यह आपको वेल्डेड धातु के रिक्त स्थान के किनारों को गुणात्मक रूप से पिघलाने की अनुमति देता है।
जब चाप में स्पार्क होता है, तो न केवल धातु के किनारे, बल्कि इलेक्ट्रोड भी पिघल जाता है, परिणामस्वरूप, ये सभी सामग्री एक दूसरे के साथ मिल जाती हैं। यदि वेल्डिंग का काम खराब तरीके से किया जाता है, तो स्लैग, जो एक नियम के रूप में, धातु की तुलना में बहुत कम घना होता है, धातु की मोटाई में रहेगा। यह परिणामस्वरूप वेल्डेड संयुक्त की गुणवत्ता को काफी कम कर देता है।
आमतौर पर धातुमल सतह पर आता है और हवा में निहित ऑक्सीजन द्वारा तत्वों को वेल्ड करने की अनुमति नहीं देता है, या नाइट्रोजन को अवशोषित करना शुरू कर देता है वातावरण. पिघली हुई धातु के जमने के बाद, एक वेल्डेड जोड़ बनता है।
वेल्डिंग कार्य के मुख्य पैरामीटर
अनुभवी वेल्डर के अनुभव से सीखने के लिए, आपको वर्तमान ध्रुवीयता जैसी चीज को समझने की जरूरत है, क्योंकि यह प्रत्यक्ष और विपरीत हो सकता है। यदि कैथोड से एनोड में करंट प्रवाहित होता है तो पहला बनता है। विपरीत स्थिति में विपरीत ध्रुवता प्राप्त होती है।
यदि कोई व्यक्ति सही तरीके से खाना बनाना जानता है, तो वह समझ जाएगा कि उच्चतम तापमान उस टर्मिनल पर बनेगा जहां से विद्युत प्रवाह शुरू होता है। सीधी ध्रुवता का उपयोग करते समय, तापमान सीधे वर्कपीस पर अधिक होगा। एक नियम के रूप में, वेल्डर जो अभी इस शिल्प की मूल बातें सीखना शुरू कर रहे हैं, इस तकनीक का उपयोग करते हैं।
रिवर्स पोलरिटी के साथ, इलेक्ट्रोड पर एक उच्च तापमान बनता है। यह तकनीक छोटी मोटाई की धातु की चादरों के साथ काम करने के साथ-साथ उन धातुओं के साथ काम करते समय उपयोगी होती है जो ओवरहीटिंग के लिए अच्छी तरह से प्रतिक्रिया नहीं करती हैं, जिससे वर्कपीस को नुकसान हो सकता है।
इलेक्ट्रोड या वेल्डेड तार की मोटाई द्वारा एक महत्वपूर्ण भूमिका निभाई जाती है। यह संकेतक सीधे इस बात पर निर्भर करता है कि वेल्ड किए जाने वाले हिस्से कितने मोटे होंगे। सिद्धांत रूप में, वर्तमान ताकत का चयन करते समय इस सूचक को खदेड़ दिया जाना चाहिए। यह पता चला है कि इलेक्ट्रोड की मोटाई जितनी अधिक होगी, विद्युत प्रवाह की ताकत उतनी ही अधिक होनी चाहिए।
यह भी ध्यान में रखा जाना चाहिए कि वर्तमान शक्ति संकेतक है प्रत्यक्ष प्रभावसीम का स्थान - क्षैतिज, ऊर्ध्वाधर, छत और इसी तरह। इन्वर्टर वेल्डिंग के क्रमिक विकास के लिए, आपको तालिका का ध्यानपूर्वक अध्ययन करना चाहिए, जो संबंधित वर्तमान ताकत, इलेक्ट्रोड व्यास और संबंधित अन्य महत्वपूर्ण संकेतक दिखाता है वेल्डिंग का काम.
इन्वर्टर के मुख्य सकारात्मक गुण क्या हैं?
इन्वर्टर मशीन वेल्डिंग के लिए बहुत अधिक सुविधाजनक है। यहां तक कि अधिकांश पेशेवर वेल्डर कहते हैं कि यह तकनीक एक आदिम ट्रांसफार्मर की तुलना में बहुत बेहतर और सरल है। इस उत्पाद के उपयोग के लिए धन्यवाद, आप न केवल आसानी से एक चाप बना सकते हैं, बल्कि इसे यथासंभव स्थिर भी प्राप्त कर सकते हैं।
यह प्रभाव धातु के अत्यधिक मजबूत छींटे को रोकने में मदद करता है। इन्वर्टर भी अच्छा है क्योंकि यह कई प्रकार के प्रदान करता है अतिरिक्त सुविधाये. विशेष रूप से, सबसे में से एक उपयोगी विशेषताएंतथाकथित "हॉट स्टार्ट" है, जो आपको काम की शुरुआत में जितना संभव हो उतना मजबूत वेल्डिंग चालू करने की अनुमति देता है। इससे चाप बनाना बहुत आसान और तेज़ हो जाता है।
एक अन्य विशेषता "मजबूत चाप" है। यह तत्व तभी सक्रिय होता है जब इलेक्ट्रोड वेल्ड किए जाने वाले तत्वों के बहुत करीब हो। घटनाओं के इस तरह के विकास के साथ, डिवाइस स्वचालित मोड में वर्तमान में वृद्धि करेगा। यह धातु को जितनी जल्दी हो सके पिघलाने की अनुमति देता है ताकि इलेक्ट्रोड वर्कपीस से चिपक न सके।
तीसरा उपयोगी गुण एंटी-ज़लिप विकल्प है। यदि आवश्यक हो, तो यह विद्युत प्रवाह को यथासंभव कम कर देता है ताकि इलेक्ट्रोड को धातु की सतह से बहुत जल्दी फाड़ा जा सके और काम जारी रह सके। यह फ़ंक्शन उन लोगों के लिए बहुत उपयोगी है जिन्होंने अभी तक पूरी तरह से यह पता नहीं लगाया है कि वर्कपीस से इलेक्ट्रोड को ठीक से कैसे फाड़ा जाए।
इन्वर्टर एक काफी किफायती उपकरण है। यदि हम 3 मिमी के व्यास वाले इलेक्ट्रोड पर विचार करते हैं, तो उनके उच्च-गुणवत्ता वाले उपयोग के लिए वोल्टेज को 4 kW की शक्ति के साथ सेट करने के लिए पर्याप्त है - यह पूरी तरह से सामान्य से मेल खाता है समानांतर कनेक्शनदो इलेक्ट्रिक केतली।
विद्युत प्रवाह की खपत के संदर्भ में डिजाइन की लागत-प्रभावशीलता एक मौसम के भीतर एक इन्वर्टर वेल्डिंग मशीन की उच्च लागत को सही ठहराने की अनुमति देती है।

क्या सुरक्षा सावधानियां बरतनी चाहिए?
इन्वर्टर वेल्डिंग के साथ खाना पकाने का तरीका जानने के लिए, आपको सबसे पहले बुनियादी सुरक्षा मानकों को समझना होगा। तथ्य यह है कि वेल्डिंग कार्य मानव स्वास्थ्य और जीवन के लिए विशेष रूप से खतरनाक है, इसलिए उन्हें सावधानी से संपर्क किया जाना चाहिए।
- काम शुरू करने से पहले, आपको लकड़ी की वस्तुओं और अन्य चीजों से आसन्न स्थान को साफ करने की आवश्यकता है जो जल्दी से प्रज्वलित हो सकते हैं। यह क्षण उन लोगों के लिए बहुत महत्वपूर्ण है जो अभी वेल्डिंग में महारत हासिल करना शुरू कर रहे हैं। इलेक्ट्रोड, स्लैग, पिघली हुई धातु बहुत गर्म होती है, जिससे तेज आग लग सकती है।
- यदि संभव हो तो आपको अपने पूरे शरीर को ढँकने वाले तंग कपड़े पहनने चाहिए: लंबी तंग पतलून, लंबी आस्तीन वाली जैकेट या स्वेटर। ऐसा इसलिए किया जाता है ताकि पिघली हुई धातु की बूंदें त्वचा पर न जा सकें और गंभीर थर्मल जलन पैदा कर सकें।
- आंखों और चेहरे को बिल्ट-इन डार्क ग्लास या लाइट फिल्टर वाले विशेष मास्क से सुरक्षित रखना चाहिए। यह धूप में नहीं जाने देगा, लेकिन चाप का जलना पूरी तरह से दिखाई देगा, और यह फ़िल्टर आपको ध्यान से विचार करने की अनुमति देगा कि धातु कैसे पिघलती है और वेल्ड भर जाती है।
- यदि चाप जलता है, लेकिन धातु की वेल्डिंग नहीं होती है, तो यह उपकरण की खराबी या अपर्याप्त धारा का संकेत दे सकता है। आप इसे उपकरण के कार्य पैनल पर जोड़ सकते हैं। यदि यह मदद नहीं करता है, तो उपकरण को तुरंत डी-एनर्जेट किया जाना चाहिए, क्योंकि इसके अंदर किसी तरह का ब्रेकडाउन हुआ होगा। इससे बिजली का झटका लग सकता है।
- गीले मौसम में, बहुत कम तापमान और अन्य प्रतिकूल वायुमंडलीय घटनाओं पर काम करना सख्त मना है, क्योंकि इससे अक्सर बिजली का झटका भी लगता है।
- आपको सुरक्षात्मक कांच के बिना वेल्डिंग कार्य के आचरण या प्रदर्शन का निरीक्षण नहीं करना चाहिए - इससे कॉर्निया की गंभीर जलन होती है, जिससे आपको कुछ दिनों के भीतर ठीक होना होगा। इस योजना के बर्न्स अलग हैं: एक कमजोर डिग्री आंखों के सामने चमकीले धब्बों की उपस्थिति की विशेषता है; मध्यम डिग्री आंखों में रेत की भावना से शुरू होती है; गंभीर दृष्टि के आंशिक या पूर्ण नुकसान का कारण बन सकता है।
आर्क को सही तरीके से कैसे रोशन करें?
इन्वर्टर वेल्डर के साथ वेल्ड कैसे करना सीखना है, यह जानने की कोशिश करने वाले लोगों को पहले अभ्यास करना चाहिए कि आर्क को ठीक से कैसे मारा जाए और इसे पूरे काम की अवधि में जलाए रखा जाए।
पहले चरण में, आपको टर्मिनलों को कनेक्ट करना चाहिए, इस पर निर्भर करता है कि आप किस ध्रुवीयता के साथ काम करने की योजना बना रहे हैं - प्रत्यक्ष या रिवर्स। यदि इस समय वेल्डिंग का कोई अनुभव नहीं है, तो केवल प्रत्यक्ष कनेक्शन का उपयोग किया जाना चाहिए। शुरुआती वेल्डर के लिए अधिकांश धातुओं के लिए उपयुक्त सार्वभौमिक इलेक्ट्रोड लेना बेहतर है: उनका व्यास 3 मिमी है।
मोटे इलेक्ट्रोड का उपयोग अवांछनीय है, क्योंकि वे गंभीर चाप उतार-चढ़ाव और अस्थिर चाप जलने का कारण बन सकते हैं। ऐसे उपभोग्य सामग्रियों के साथ काम करने के लिए बेहतर कौशल की आवश्यकता होती है।
प्रारंभ में, आपको वर्तमान को 100 ए पर सेट करने की आवश्यकता है। आदत से मास्क का उपयोग करने से कुछ असुविधा हो सकती है, लेकिन दृष्टि को संरक्षित करने के लिए इसे बलिदान किया जा सकता है। चाप के सीधे प्रज्वलन से पहले, आपको धातु पर इलेक्ट्रोड को हल्के से टैप करने की आवश्यकता है ताकि कोटिंग को उसके किनारे से हटा दिया जा सके।
आप निम्न में से किसी एक तरीके से चाप में आग लगा सकते हैं:
- धरना;
- हल्का स्पर्श।
यदि आप विचार किए गए सभी बिंदुओं को ध्यान में रखते हैं, तो यह पता लगाना कि वेल्डिंग इन्वर्टर के साथ कैसे खाना बनाना है, बहुत मुश्किल नहीं होगा। इसके अलावा, इसका उपयोग विभिन्न सामग्रियों के लिए किया जा सकता है।