Cum să lucrați corect cu sudarea. Tipuri de sudare a metalelor. Ce trebuie să știți despre polaritatea directă și inversă?
Foarte des, în viața de zi cu zi, este nevoie de utilizarea unei îmbinări sudate, în special în sectorul privat. Dacă există multă muncă, atunci puteți utiliza serviciile unui sudor, dar dacă este vorba de câteva locuri de muncă mici, atunci este mai bine să utilizați o mașină de sudură cu invertor. De ce un invertor? De fapt, acesta este unul dintre cele mai simple, mai accesibile și mai convenabile tipuri de sudare. Sudarea cu un invertor, pentru cei care încep să aprofundeze în subiectul îmbinărilor sudate, vă va ajuta să rezolvați elementele de bază, cheltuind puțini bani fără a face multe greșeli.
Pentru a fi mai ușor, să ne uităm la avantajele acestui tip de sudare:
- accesibilitate (acesta este aproape un aparat de uz casnic; fiecare magazin de echipamente de sudură oferă o selecție largă de invertoare);
- cost redus (unele sudura costă mai puțin decât ați plăti pentru un sudor);
- greutate redusă, mobilitate (dispozitivele cântăresc 3–10 kg și pot fi transportate cu ușurință din loc în loc);
- versatilitate (această mașină poate suda aproape orice metal);
- eficiență (eficiența invertorului este de aproximativ 90%, ceea ce înseamnă că facturile de energie electrică nu vor fi uriașe);
- cerințe de joasă tensiune (cu un electrod de 3 mm puteți efectua lucrări de sudare la curenți scăzuti la 180 - 170 V în rețea)
- ușurință de învățare (după ce ați citit acest material, veți avea deja cunoștințe suficiente pentru a începe singuri lucrările de sudare).
Înainte să-ți dai seama cum să gătești sudare cu invertor, trebuie să faceți pregătiri preliminare. Constă dintr-o serie de cerințe de siguranță, iar aceasta este îmbrăcăminte, asamblată corespunzător locul de munca, echipament individual de protecție și așa mai departe. Pe de altă parte, aceasta este utilizarea electrozilor adecvați, precum și configurarea invertorului de sudură. Fără aceste cunoștințe, este destul de dificil să obțineți o cusătură uniformă, de înaltă calitate, dar este și mai dificil să vă asigurați siguranța.
Echipament de protectie
Vom începe cu cum să învățăm să sudezi în siguranță sau cum să te protejezi în timp ce sudezi metalul cu un invertor. Vom avea nevoie de:
- Mănuși din țesătură groasă (nu cauciuc).
- Masca de sudura. Fiecare curent de sudare trebuie să aibă propria sa mască, altfel veți prinde „iepurași” sau pur și simplu nu veți putea controla îmbinarea sudată. De asemenea, puteți cumpăra o mască „Cameleon” - aceasta este o mască specială pentru un sudor, care se adaptează independent la intensitatea arcului. Există o avertizare pentru cameleon - la temperaturi scăzute viteza de reacție scade.
- Hainele care nu iau foc de la scântei. Cerințele pentru pantaloni, topuri și pantofi sunt universale - trebuie să reziste la pătrunderea solzilor și să nu ia foc.
![]()
Pregatirea locului de munca
Următorul pas este să creați o platformă de lucru convenabilă pentru a învăța cum să sudați cu un invertor de sudură. Sudorii cu experiență preferă să folosească o masă de sudură specială pentru începători, orice masă metalică este potrivită pentru a poziționa convenabil și, dacă este necesar, a fixa piesele de sudat. Desigur, trebuie asigurată o iluminare suficientă. Deoarece pot apărea scântei și solzi mari atunci când lucrați cu un invertor, masa și spațiul din jurul acesteia trebuie curățate de lichide și materiale inflamabile și inflamabile. Sudorul însuși trebuie să stea pe o suprafață care să protejeze de posibilele șocuri electrice, cum ar fi podeaua din lemn.
Cum să alegi un electrod
Pentru a selecta un electrod la sudarea cu un invertor, trebuie să știm: tipul de metal și grosimea acestuia. Sudorii mai experimentați iau în considerare și poziția de sudare, adâncimea de penetrare și alte nuanțe, dar doar două puncte ne vor fi suficiente. Pentru fiecare tip de metal există un tip de electrod, acestea sunt produse pentru un anumit grad de metal. Aliajul inoxidabil, fonta sau oțelul obișnuit nu pot fi sudate folosind aceeași calitate. Grosimea electrodului este selectată în funcție de grosimea metalului și de adâncimea de penetrare necesară. Pentru începători, vă sfătuim să luați piese de oțel și să le sudați cu electrozi selectați, de exemplu ANO-21 sau UONI 13/55, a căror secțiune transversală este de 3 - 5 mm.

Electrozi SSSI
Schema de conectare a invertorului, polaritate
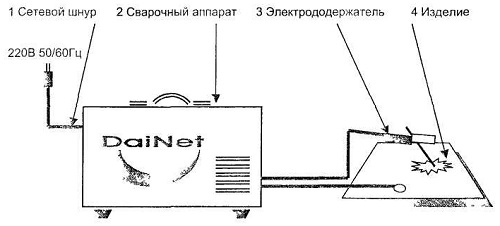
Diagrama generală arată cam așa - o priză invertor de sudură, un cablu de împământare și un cablu cu un electrod. Aici suntem mai interesați de conectarea firului invertorului de sudură. Din aparat provin două cabluri, primul este împământat, are la capăt o agrafă sau clemă, al doilea cablu este realizat sub forma unui mâner cu clemă pentru electrod. Atașăm cablul piesei de prelucrat direct pe piesa de sudat sau pe masa de sudură în contact cu produsul. Introducem și atragem electrodul în fir cu clema.
Există două opțiuni pentru conectarea la masă și la mâner: direct (împământare +, mâner -) și invers (împământare - mâner +). Cu polaritatea directă, cantitatea de căldură care afectează metalul este redusă, iar penetrarea este mai adâncă. Conectarea directă a invertorului de sudură vă permite să sudați metal gros.
Polaritatea inversă atunci când sudați cu un invertor concentrează căldura asupra produsului și vă permite să așezați o cusătură mai largă, dar cu mai puțină penetrare. Cu această conexiune, metalul subțire este sudat, care este ușor de ars.
Conectarea invertorului de sudura la retea
Pregătirea metalelor
Piesele care trebuie sudate trebuie pregătite cu grijă. Pentru a face acest lucru, marginile sunt curățate cu o perie specială, îndepărtând stratul de oxid. După curățarea grosieră, degresarea suplimentară se efectuează folosind mijloace speciale.
Poziționați corect piesele de sudat. În funcție de poziția lor, se disting nu numai tipurile de conexiuni, ci și modelul de mișcare a electrodului, tensiune, pantă directă sau inversă. Se disting următoarele conexiuni:
- fund;
- colţ;
- Bare în T;
- Sfârşit;
- se suprapun
Pe aceasta pregătire prealabilă terminat. Problema puterii actuale a rămas nerezolvată. Pentru început, ar trebui să selectați acest parametru în funcție de valorile specificate de producătorul electrodului. Se găsesc pe cutie. Nu trebuie să setați valoarea mai mare decât maximul, altfel metalul va arde, dar puteți tăia și metalul în acest fel. Dacă setați curentul prea scăzut, arcul nu se va aprinde și electrodul va începe să se lipească.
Sudarea nu poate doar conecta, ci și tăia piese. După ce ați învățat cum să utilizați un invertor pentru sudare, vă puteți da seama „Cum să tăiați metalul?” Este suficient să creșteți puterea curentului și puteți tăia armătura sau colțurile. De asemenea, merită remarcat faptul că nu se pune problema vreunei tăieturi uniforme.

Selectarea puterii curentului la sudarea cu un electrod
Cum se operează un invertor de sudură
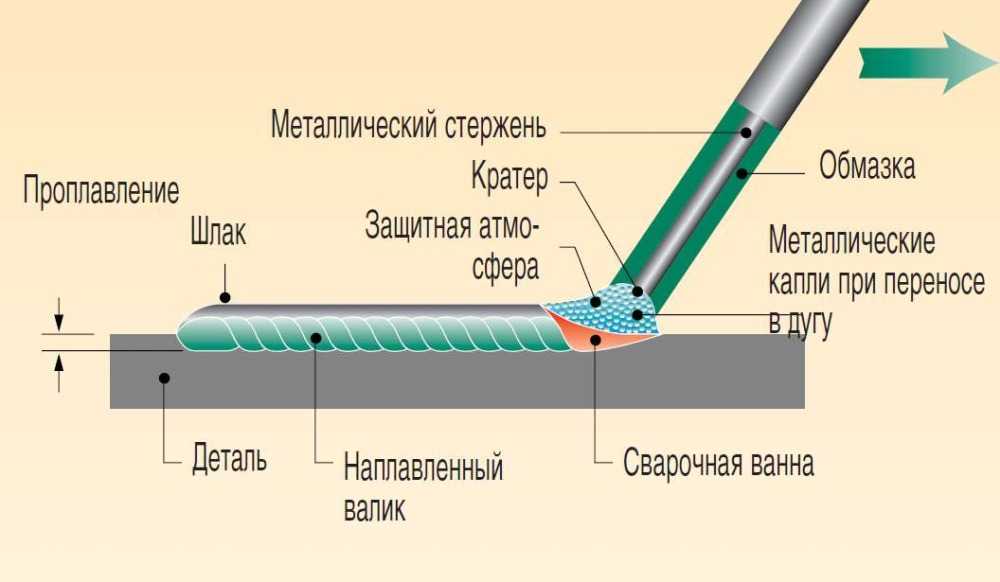
Sudarea cu un invertor are loc atunci când arcul format între metal și electrod începe să topească tija electrodului, precum și o parte a metalului. În baia rezultată, metalele se amestecă și formează o cusătură. Un strat ajută la protejarea împotriva oxidării și stropirii metalului topit în baie. acoperire specială, aplicat pe electrod.
Aprinderea arcului
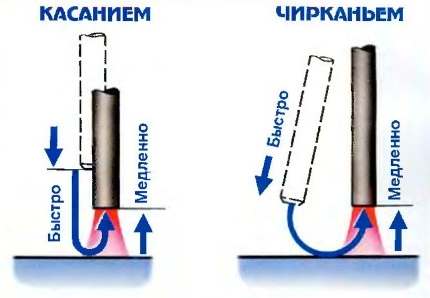
Povestea despre cum să gătești corect cu un invertor începe cu aprinderea arcului. Pentru a face acest lucru, utilizați una dintre cele două metode:
- ciripit;
- atingând.
Lovind (ca un chibrit) electrodul spre punctul de pornire al sudării, provocăm începutul arcului. Pentru a fi precis, atingem metalul cu electrodul, apoi îl mutam atingând suprafața și ridicăm ușor electrodul la o distanță stabilită. În acest caz, dacă aprinderea nu are loc, părți ale electrodului topit pot rămâne pe metal. Prin urmare, trebuie să loviți direct la sau în apropierea joncțiunii.
Electrodul este aprins aproape în același mod prin atingere. Diferența este că nu o deplasăm de-a lungul suprafeței metalului, ci pur și simplu atingem marginea cablului de sudură în locul în care începe sudarea și retragem electrodul.
Metode de aprindere cu arc
Cum se deplasează electrodul în timpul sudării
Toate procesele descrise mai devreme nu au reprezentat nicio dificultate pentru un începător, dar acum trecem la sarcini mai complexe. Prima dificultate cu care se confruntă un sudor începător este modelul de mișcare a electrodului pentru a forma o cusătură uniformă. Dacă aprindeți un arc și apoi pur și simplu mutați electrodul uniform de-a lungul îmbinării, atunci probabilitatea de a obține o penetrare bună și o cusătură uniformă este minimă. Excepție fac metalele subțiri, pentru care se utilizează această metodă de sudare.
Cei trei stâlpi care susțin o cusătură frumoasă sunt:
- unghiul de înclinare a electrodului;
- diagrama mișcărilor longitudinale și transversale;
- viteza de deplasare a electrodului.
Cum să înveți să sudezi metalul fără probleme
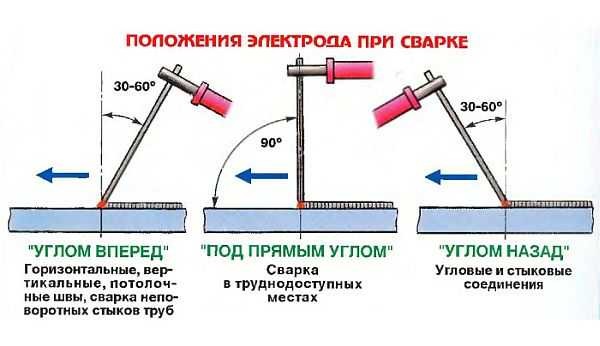
Să începem în ordine, cu unghiul de înclinare. Unghiul optim pentru sudarea înainte și înapoi este considerat a fi de la 30 la 40 de grade. Pentru locuri greu accesibile, puteți utiliza lucrul la un unghi drept (90 de grade).
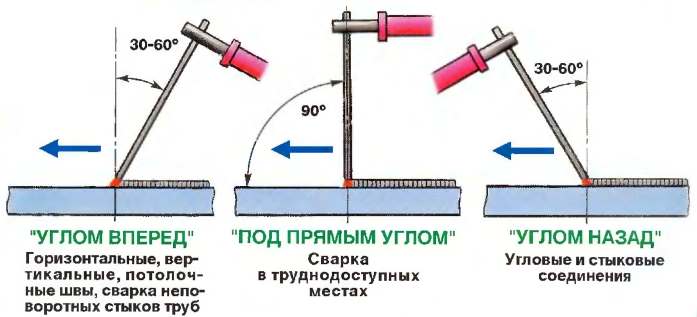
Unghiul de înclinare a electrodului la sudare
După cum am spus deja, cusătura nu este plasată cu o mișcare liniară, ci cu o mișcare combinată longitudinală și transversală. Există modele speciale cu care puteți exersa mutarea electrodului. Puteți începe cu bucle simple în ambele direcții, apoi puteți practica modele mai complicate și unghiulare. Fiecare sudor selectează în mod independent o schemă convenabilă pentru el însuși. Vă puteți antrena mâna acasă și fără a suda desenând diagrame pe hârtie.
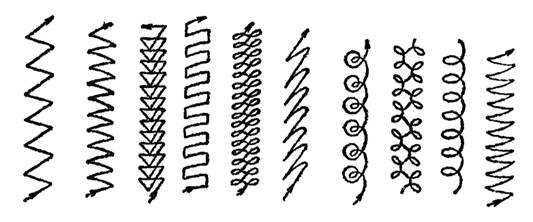
Metode de realizare a sudurilor
Viteza este parțial antrenată prin desenarea diagramelor. Fiecare linie trebuie trasă clar, astfel încât toate mișcările să aibă loc fără probleme și moderat. De-a lungul timpului, uitându-vă la starea băii, vă veți putea regla viteza.
Cu cât electrodul se mișcă mai repede, cu atât se obține mai puțină penetrare. Dacă îl conduceți încet, metalul se poate supraîncălzi și se poate arde.
Controlul intervalului de arc
Ultimul punct, dar nu în ultimul rând important, este distanța de la electrod la metal sau golul arcului. Un decalaj mic, de până la 2 mm, duce la formarea unui arc scurt. Nu poate încălzi suficient îmbinarea, astfel încât pătrunderea este mică și o parte a electrodului topit iese mult deasupra suprafeței. Decalaj mare mai mult de 3 milimetri duce la faptul că arcul se dovedește a fi foarte mare. Un arc mare este instabil, schimbând în mod constant direcția de topire. De asemenea, la o distanță atât de mare, baia de topire nu este acoperită complet cu un strat protector, ceea ce înseamnă că stropirea crește.
Pentru a găti bine cu un invertor aveți nevoie de un interval selectat corespunzător. Distanța optimă a arcului pentru un sudor începător este de 2-3 mm. La aceasta distanta, arcul incalzeste metalul suficient pentru a obtine o penetrare profunda si larga, plus stratul protector este pe deplin functional.
În funcție de modelul invertorului și de prezența diferitelor funcții în acesta care facilitează sudarea, menținerea distanței dintre electrod și metal nu este uneori necesară. Va fi suficient să mutați electrodul de-a lungul suprafeței metalului.
O completare utilă față de cele de mai sus ar fi să vizionați următorul videoclip:
- Nu neglijați echipamentul de protecție, în special protecția ochilor. Chiar și o privire trecătoare asupra sudurii poate provoca arsuri retinei, iar expunerea mai lungă va cauza inevitabil deteriorarea sau chiar pierderea vederii.
- Când încercați prima dată să sudați diverse conexiuni vei primi o mulțime de erori. Înainte de a începe să terminați lucrul, vă sfătuim să exersați câteva zile. diverse tipuri conexiuni.
- Chiar și un copil poate începe să lucreze cu sudarea, dar o îmbinare sudata uniformă și fiabilă este rezultatul pregătirii și al unei abordări atentă a muncii.
- Nu uitați să îndepărtați zgura, altfel veți stimula procesele de coroziune după sudare.
- Nu știi de ce se lipește electrodul? Acordați atenție setărilor curente, precum și uscăciunea electrozilor.
- Electrozii pentru invertor trebuie înfășurați într-o cameră uscată. Electrozii bruti pot fi uscați în cuptor.
- Înainte de a porni/opri, verificați poziția firului, altfel puteți provoca un scurtcircuit.
- Instrucțiunile de utilizare pentru invertorul de sudură conțin informații despre ciclul de funcționare. Aceasta este durata optimă de funcționare continuă a mecanismului, după care dispozitivul de operare va începe să se supraîncălzească. Ciclul de lucru trebuie alternat cu pauze.
Sperăm că acest material a răspuns pe deplin la întrebările dvs. și puteți conecta cu ușurință un invertor de sudură tehnica de sudare cu invertor a devenit disponibilă. Folosind acest ghid, veți începe treptat să vă îmbunătățiți abilitățile și veți putea suda metalul cu un invertor fără probleme. După puțină practică, puteți înlocui singur gardul, puteți suda un arc pentru struguri și o serie de altele lucrari de sudare. Noroc
Sudarea este una dintre tehnologiile destul de complexe, dar extrem de populare pentru lucrul cu metale. Oriunde te uiți, îmbinările sudate sunt întotdeauna folosite. Nimic nu se poate întâmpla fără acest proces. producție industrială, firma de constructii, unitate de reparații sau service. Sudarea devine indispensabilă în construcția și îmbunătățirea propriei case.
Dar iată problema: lucrările de sudare necesită un anumit nivel de pregătire. Puteți, desigur, dacă este necesar, să contactați sudori prin reclame sau să vă contactați prietenii care au abilitățile necesare. Dar este mai bine să vă puneți întrebarea - cum să învățați să lucrați singur cu sudarea electrică, pentru a nu fi dependent de nimeni. Astăzi, când acasă echipamente de sudare a încetat să mai fie o problemă, capacitatea de a efectua o astfel de muncă, în special pentru proprietarul unei case individuale, este un plus neprețuit, deoarece multe probleme vor înceta pur și simplu să mai existe.
Dar, în primul rând, trebuie să înțelegeți conceptele de bază ale sudării electrice și să cumpărați echipamentele și echipamentele necesare. Sudarea este un proces tehnologic în care calitatea muncii depinde direct de echipamentul locului de muncă.
Însuși esența sudurii electrice este următoarea. Power point produce puternic curent de sudare, care este alimentat prin cabluri la postul de lucru. Între electrod și suprafața metalului care se sudează se creează un arc electric de sudare - o descărcare stabilă caracterizată prin cele mai mari valori de temperatură. Acest lucru duce la topirea metalului și a materialului de umplutură. Se formează un așa-numit bazin de sudură - o zonă a topiturii, prin controlul și direcționarea căreia sudorul formează cusătura. După îndepărtarea arcului, are loc cristalizarea metalului topit și se creează o legătură monolitică puternică a pieselor.
Această schemă descrisă foarte simplificată este implementată în mai multe tehnologii de sudare:
- Cele mai multe comun este sudarea manuală cu arc, care, conform terminologiei existente, are abrevierea MMA (de la nume englezesc « Manual Metal Arc»). Caracteristica principală– utilizarea electrozilor fuzibili cu acoperire specială. Avantaje – nu este necesară o complexitate specială suport tehnic, echipament de gaz. Dezavantajul este că sudarea se poate face doar cu metale feroase sau oțel inoxidabil.
În majoritatea covârșitoare a cazurilor, dacă sudarea este luată în considerare la nivel de gospodărie, atunci această tehnologie este menită.
- Sudarea folosind tehnologia TIG vă permite să lucrați cu oțeluri aliate și unele metale neferoase. Termenul " Tungsten Inert Gaz» vorbește de la sine: wolfram și gaz inert. În acest caz, se creează un arc între suprafața de sudat și un electrod de tungsten infuzibil și se introduce ca umplutură o tijă de umplutură de un tip sau altul. În același timp, un gaz inert de protecție este furnizat în mod constant printr-o pistoletă de sudură cu o duză ceramică rezistentă la căldură, care asigură curățenia cusăturii.
Sudarea folosind această tehnologie are o mulțime de avantaje, dar necesită echipamente speciale și muncitori cu înaltă calificare.
- gaz inert metalic - Metal Activ Gaz) – una dintre cele mai avansate tehnologii moderne, care este din ce în ce mai folosit de meșterii de acasă. Procesul de sudare are loc și într-un mediu de gaze inerte sau active cu alimentare automată cu material de umplutură (sârmă de sudură), care joacă rolul unui electrod.
Această tehnologie vă permite să realizați cusături de înaltă calitate în orice plan și cu o productivitate foarte mare. Într-o oarecare măsură este chiar mai simplu decât M MA, dar necesită echipamente complexe și destul de voluminoase - mașina de sudură în sine, un alimentator de sârmă, un dispozitiv cu butelie de gaz, o lanternă cu un manșon special prin care curg sârma și gazul de protecție.
- Există, de asemenea, sudarea electrică în puncte - SPOT, care este utilizată pe scară largă, în special, în zonele caroseriei întreprinderilor de service auto. De asemenea, necesită echipament special, sofisticat și practic nu este folosit acasă.
Sudarea manuală cu arc MMA - ce este necesar pentru lucru?
Orice începător începe întotdeauna prin a stăpâni tehnicile de sudare manuală cu arc (MMA), așa că toate întrebările discutate mai jos îi vor fi dedicate în mod special.
Pentru a începe să exersați pe cont propriu, trebuie să pregătiți anumite echipamente, echipamente și consumabile.
Aparat de sudura cu arc
Pentru a efectua lucrări de sudare folosind tehnologia MMA, se utilizează unul dintre cele trei tipuri de dispozitive:
- Un transformator de sudare este unul dintre cele mai simple tipuri de echipamente. Principiul de funcționare este elementar - tensiunea de rețea 220 V (sau 380, pt retea trifazata) este convertit într-unul mai mic, aproximativ 25 - 50 V, dar din această cauză valoarea curentului crește brusc Avantajele unui astfel de circuit sunt simplitatea, fiabilitatea ridicată și ușurința de întreținere, puterea mare. Astfel de dispozitive sunt ieftine, ceea ce probabil determină în mare măsură prevalența lor.
Transformatorul are mult mai multe dezavantaje - arcul de sudură din curent alternativ nu este stabil, există cazuri frecvente de lipire a electrozilor, stropire mare de metal și cusăturile nu sunt îngrijite. În plus, electrozi speciali vor fi necesari special pentru „schimbare”. Transformatoarele de sudare depind foarte mult de tensiunea de rețea, iar în procesul de lucru pot „risipi” serios rețeaua. Nu se disting prin compactitatea și ușurința lor. Într-un cuvânt, începerea antrenamentului cu astfel de echipamente nu este de dorit. De regulă, lucrul pe astfel de dispozitive va necesita abilități bune.
- Redresoarele de sudare MMA diferă de transformatoare prin faptul că produc curent continuu la ieșire. Este mult mai ușor să lucrați cu ele, deoarece arcul „constant” este mult mai stabil, iar cusăturile sunt mai precise.
Cu toate acestea, raman lipsuri– aceeași masivitate și dimensiuni, chiar mai mari decât cele ale transformatoarelor de sudură, dependență de tensiunea de alimentare și o sarcină mare pe rețea. Sunt mai scumpe ca preț decât dispozitivele transformatoare.
- Fără exagerare, putem spune că o revoluție literală în tehnologiile de sudare a fost făcută de dispozitivele care funcționează folosind un circuit invertor. Tensiunea de rețea AC 220 V cu o frecvență de 50 Hz trece printr-o întreagă cascadă de transformări de frecvență și amplitudine, iar curentul continuu necesar cu cel mai înalt grad de stabilizare se obține la intrare. Toate procesele sunt controlate de un ansamblu de microprocesor, care permite efectuarea ajustărilor necesare cu un grad ridicat de precizie.
Cel mai mult solutie moderna— invertor de sudare
Toate acestea oferă un întreg „buchet” de avantaje ale unui astfel de dispozitiv:
— Echipamentul poate rezista cu ușurință la fluctuații destul de serioase ale tensiunii rețelei, ceea ce este deosebit de important în satele suburbane, unde astfel de probleme sunt foarte frecvente.
— În același timp, invertoarele, în comparație cu alte dispozitive, au un consum minim de energie - practic nu supraîncarcă rețeaua.
— Curentul stabilizat și posibilitatea de reglare precisă a acestuia vă permit să realizați cusături precise și îngrijite. Practic nu există stropire.
— Dispozitivul este compact și ușor.
Este produsă o gamă largă de dispozitive similare - de la invertoare de uz casnic până la echipamente profesionale. Pentru sudorii începători, aceasta este cel mai optim Prețurile pentru invertoarele de înaltă calitate sunt destul de mari, dar, în primul rând, tind să scadă, iar în al doilea rând, o astfel de achiziție unică se va justifica pe deplin. Și au apărut la vânzare destul de multe dispozitive ieftine de asamblare foarte dubioasă. Prin urmare, este foarte important să abordați problema corect selectarea invertorului - Trebuie să acordați atenție mai multor nuanțe importante:
- Curent maxim de sudare. Dacă dispozitivul este planificat să fie utilizat într-un mediu casnic, atunci, de regulă, Stop pe modele cu o valoare de 150 - 200 A. este suficient pentru a lucra cu electrozi cu diametre de până la 4 mm.
- Sustenabilitate circuit electronic la modificările tensiunii de rețea. Invertoarele de înaltă calitate trebuie să reziste la fluctuații de ± 20 ÷ 25%.
- Invertorul trebuie să aibă un sistem de răcire forțată care să funcționeze constant când este pornită, sau să fie echipat cu un sistem automat care pornește ventilația la o anumită temperatură a radiatorului.
- Nu trebuie să uităm de consumul de energie al dispozitivului - poate fi de ordinul 2 ÷ 3 kW pentru modelele mici, dar poate atinge valori mai semnificative pentru dispozitive semiprofesională sau profesional clasă.
- Ce zici m Mulți oameni pur și simplu nu știu: parametrul care determină durata permisă a procesului de sudare este timpul de pornire (ON). Niciun dispozitiv nu poate funcționa fără întreruperi, iar parametrii trebuie să indice ciclul de funcționare, exprimat ca procent din durata totală de funcționare a echipamentului. Pentru modelele de uz casnic, acesta este de obicei aproximativ 40% - nu se poate face nimic, acesta este prețul de plătit pentru compactitatea dispozitivului. În practică, aceasta înseamnă că perioada de „repaus”, în acest caz, este de 1,5 ori mai lung decât timpul de sudare, de exemplu, 1 minut de lucru continuu va necesita apoi cel puțin un minut și jumătate de pauză.
- Va fi foarte convenabil pentru sudorii începători dacă unii caracteristici utile:
— „HotStart” facilitează semnificativ aprinderea inițială a arcului de sudare. Pulsul electronic crește automat valoarea curentului în momentul aprinderii.
— „ArcForce” vă va ajuta să faceți față eternei probleme a începătorilor - lipirea electrodului de suprafața metalică. Prin reducerea intervalului necesar dintre electrod și metal, curentul crește, prevenind această pacoste.
— „AntiStick” este o funcție care va preveni supraîncălzirea mașinii dacă lipirea nu poate fi evitată. În acest caz, alimentarea se va opri automat.
Un alt sfat important. „Calcâiul lui Ahile” al invertoarelor este dificultatea sigură de a efectua lucrări de reparații în cazul unei defecțiuni a circuitului. Atunci când alegeți un dispozitiv, este mai bine să acordați preferință modelelor cu un aspect al circuitului electronic cu mai multe plăci. De fapt, astfel de dispozitive sunt puțin mai scumpe, dar diagnosticarea defecțiunilor devine mai ușoară, iar mentenabilitatea este mult mai mare.
Video: cum să alegeți un invertor de sudură
Cabluri de sudare, suport electrod, clemă de masă
Invertoarele de sudură, de regulă, sunt deja echipate cu fire, un suport pentru electrozi și o clemă de împământare. Cu toate acestea, atunci când cumpărați, ar trebui să acordați o atenție deosebită acestor elemente - uneori puteți întâlni produse de calitate scăzută.
- Firele de sudură trebuie să fie din izolație flexibilă din cauciuc și să aibă mufe de contact fiabile din alamă, potrivite pentru conectorii unui anumit dispozitiv. Secțiunea transversală a cablului trebuie să fie de cel puțin 16 mm² dacă dispozitivul este proiectat pentru curenți de până la 150 A, 25 mm² - la 200 A și chiar 35 mm² dacă este destinat să funcționeze cu curenți de 250 A și mai mari. Nu ar trebui să urmăriți o lungime mare de fire sau să le extindeți singur - acest lucru poate duce la supraîncărcare a electronicii și la defecțiunea invertorului.
- Suportul de electrod este cel mai important element al echipamentului unui sudor, deoarece este ceea ce maestrul manipulează în timpul procesului de lucru. Nu ar trebui să folosiți „furculițe” de casă pentru muncă - acest lucru este destul de periculos în ceea ce privește arsurile ușoare la ochi sau șoc electric. Cel mai mult comunși convenabil astăzi sunt suporturile de tip clește - „agrafe de rufe”. Unele sunt convenabile, vă permit să înlocuiți rapid și ușor electrodul, sunt bine izolate pe toate părțile și oferă o siguranță adecvată.
Unul dintre cele mai obișnuite sunt suporturile de tip clește pentru „spin de rufe”.
Suportul trebuie să aibă o clemă fiabilă pentru electrozi, care să permită plasarea acestora nu numai perpendicular, ci și la un unghi de 45º. Trebuie să vă faceți timp pentru a verifica materialul piesei de contact - ar trebui să fie cupru sau alamă, dar nu oțel placat cu cupru. Acesta este un semn clar un fals ieftin care poate fi identificat cu ușurință cu un mic magnet. Este necesar să se verifice fiabilitatea fixării electrozilor, în special a diametrelor mici (2 mm) - aceasta este adesea o problemă cu suporturile de tip clește de calitate scăzută.
Un factor important este confortul suportului, echilibrul său, „distribuția greutății” - lucrul cu acesta nu ar trebui să provoace oboseală rapidă a mâinii. Ar trebui să aibă un mâner suficient de lung pentru a vă permite să luați cea mai confortabilă poziție a mâinii și o suprafață ondulată pentru a preveni alunecarea în palmă purtând o mănușă. Nu uitați că valoarea maximă a curentului de sudare este determinată și pentru suporturi.
- Clema pentru conectarea la pământ trebuie să aibă un arc puternic, o conexiune fiabilă la sârmă, contacte de alamă pentru sertizarea unei piese metalice, conectate printr-o bară de cupru.
Echipament de sudor
- În primul rând, pentru lucrările de sudare veți avea nevoie de o mască sau un scut. Scuturile vin adesea cu invertoare, dar au un inconvenient - trebuie ținut mână liberă, dar acest lucru nu este întotdeauna posibil. Este mai bine să cumpărați o mască completă.
Acest echipament protejează ochii de arsurile ușoare, acoperă fața de stropi de metal sau scântei, iar sistemul respirator, într-o anumită măsură, de gazele în creștere. În același timp, filtrul de lumină trebuie să ofere o bună vizibilitate a cusăturii care se aplică atunci când arcul este aprins - selecția se face individual. Filtrul de lumină trebuie acoperit cu sticlă de protecție.
Masca în sine este realizată din plastic rezistent la căldură. Nu trebuie să fie greu și voluminos, provocând oboseală rapidă. Este necesar să se verifice confortul tetierei și fixarea acesteia în în poziţia corectă, posibilitate de ajustare la dimensiunea cerută.
Măști - „cameleoni”, echipate cu filtre speciale cu cristale lichide care se schimbă instantaneu conductivitatea luminiiîn momentul aprinderii arcului. Comoditatea este de netăgăduit - nu este nevoie să pliați în mod constant masca pentru a controla vizual cusătura finalizată, iar procesul de aprindere a arcului este simplificat. Astfel de măști au anumite grade de ajustare a vitezei de răspuns și a gradului de întuneric - acesta este un alt avantaj semnificativ. Dezavantajul lor este prețul lor destul de ridicat.
- Pentru lucru, veți avea nevoie de îmbrăcăminte specială, din material rezistent, dens, care împiedică topirea sau arderea instantanee atunci când sunt expuse la scântei. (ex. prelata) Buzunarele plasate pe o jachetă sau pantaloni sunt strict interzise.
Pantofii trebuie să fie din piele, complet închise, iar vârfurile lor trebuie să fie bine acoperite de picioare. Mâinile trebuie protejate cu mănuși din piele sau pânză groasă sau mănuși (ghetre) cu manșete lungi care să acopere complet zona încheieturii mâinii.
- Pentru a efectua lucrări de sudare, în plus, veți avea nevoie de un special ciocan pentru tocat zgura - satar, perie de fier pentru curatarea suprafetelor metalice. Tăierea pieselor de prelucrat și a pieselor de tăiat (teșire etc.) va necesita o mașină de șlefuit cu roți de tăiat și șlefuit.
Ce electrozi ar trebui să folosesc?
Electrod reprezintă tijă de oțel acoperită cu un strat de acoperire. Tija este atât un conductor pentru curentul de sudare, cât și un material de umplutură. Acoperirea, atunci când este expusă la temperaturi ridicate, creează un strat protector de zgură și gaz, protejând sudura de oxidarea instantanee de către oxigen și azot din aer.
Este foarte important să alegeți electrozii potriviți
Sunt situații în care echipamentul este bun, iar totul pare a fi făcut conform regulilor, dar sudura nu funcționează. Poate că motivul constă în selecția incorectă a electrozilor. Din păcate, mulți meșteri începători le selectează, concentrându-se doar pe grosimea secțiunii transversale a tijei, pierzând din vedere celelalte caracteristici. Între timp, clasificarea electrozilor este destul de complexă și diversă. Desigur, puteți obține sfaturi atunci când cumpărați, dacă, desigur, vânzătorul însuși înțelege acest lucru. Dar poți încerca să rezolvi unele probleme pe cont propriu.
De exemplu, un electrod E42 A-U OHI-13/45— 3,0-UD (GOST 9966— 75) sau E-432(5) – B 1 0 (GOST 9967— 75). Ce ne pot spune cifrele și literele?
- E42 O- o denumire specială care indică proprietățile mecanice și de rezistență ale cusăturii care se creează. O caracteristică mai necesară pentru calculele inginerești.
- UOHI -13/45 – Marca produsului este criptată aici.
- 3,0 – care îi este atribuită de către producător.
- diametrul tijei metalice este de 3 mm. Scrisoare "U" indică faptul că este destinat sudării oțelurilor carbon sau slab aliate - ceea ce se cere cel mai adesea acasă. Puteți găsi denumiri „L”, „T”, „V” - sunt electrozi pentru aliaje si in instrumental oteluri diverse tipuri , A "N"
- diametrul tijei metalice este de 3 mm. - pentru a crea un strat de suprafață pe suprafața metalică. "D" în acest exemplu se vorbește despre acoperire groasă. Va fi indicat un strat subțire "M" , medie - "CU" si foarte gros - „G”.
Ar trebui să se acorde preferință acoperirii groase.
- Conform următorului GOST, decodarea este după cum urmează: – informatii pentru specialisti despre proprietatile fizice si chimice ale aditivului sudabil.
"B" este o clasificare a stratului de acoperire. În exemplul dat - principalul lucru. Pe lângă asta Puteți găsi următoarele denumiri:
- "A" — acoperire de tip acid, potrivit pentru permanent, Și pentru o pauză, pentru orice tipuri de cusături, dar produce stropi puternice.
- "B" — cel principal, folosit pentru sudarea pieselor groase puternice folosind polaritate inversă.
- "R" — acoperirea cu rutil este una dintre cele mai comune, perfectă pentru un sudor începător și pentru lucrul acasă.
- "C" - acoperire cu o componentă de celuloză. Este foarte convenabil pentru lucrări la scară largă, dar necesită calificări speciale ale sudorului, deoarece nu tolerează supraîncălzirea.
— „RC”, „RCZh” — tip combinat. Litera „F”, în plus, indică includerea pulberii de fier în compoziție. Folosit în principal de specialiști calificați pentru tipuri speciale de lucrări.
- Următorul număr indică aranjarea spațială a cusăturilor care pot fi realizate cu acest electrod.
— "1" - universal;
- "2" - totul cu excepția verticală de sus în jos;
— "3" — „tavanul” și verticală sunt inacceptabile, la fel ca la punctul 2;
- "4" — electrodul poate efectua numai cusături inferioare.
- Ultima cifră a marcajului este un index care indică parametrii curentului de sudare necesar. Datele sunt rezumate într-un tabel special, luând în considerare atât tipul de curent, cât și valoarea tensiunii viteza de mers în gol dispozitiv și polaritatea necesară. Fără a intra în detalii, doar câteva cuvinte despre ceea ce trebuie luat în considerare. Sunt zece gradații în total, de la «0» la "9" . Pentru curent alternativ, orice poate fi folosit, cu excepția «0» . Cu „constant” polaritatea conexiunii nu va conta pentru indici „1”, „4”, „7” . Electrozi „2”, „5” Şi "8" - exclusiv pentru polaritate dreaptă și „0”, „3”, „6” , Și "9" - doar pentru invers.
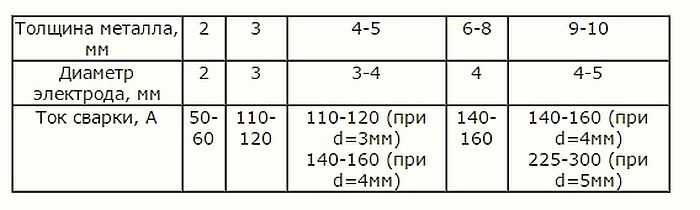
Diametrul electrozilor este selectat în funcție de grosimea pieselor sudate.
Într-un mod simplificat, vă puteți concentra pe următorii parametri:
— Pentru piese de până la 2 mm grosime — Ø 1,5 ÷ 2,5 mm
– 3 mm – Ø 3,0;
– 4 ÷ 5 mm – Ø 3,0 ÷ 4,0
– 6 ÷ 12 mm – Ø 4,0 ÷ 5,0
- peste 12 mm - Ø 5,0.
Pregatirea locului de munca
Video: clasificarea electrozilor pentru sudarea manuală cu arc
- Pentru a începe exercițiile practice, trebuie să vă pregătiți un loc de muncă:
- Cel mai bine este să lucrați în aer curat și în spațiu deschis - nu există posibilitatea de incendiu în structurile clădirii și există o expunere mai mică la vapori toxici.
- În caz de incendiu, ar trebui să pregătiți agenți de stingere a incendiului - apă, o pelerină rezistentă la foc din țesătură groasă, nisip. În acest caz, apa poate fi folosită pentru stingerea flăcării numai atunci când aparatul este complet dezactivat.
Soluția optimă este un banc de lucru pentru sudarea metalelor
- Cel mai bine este să lucrați pe un banc de lucru din metal. Ar trebui să luați în considerare problema fixării pieselor de prelucrat (menghine, cleme etc.). )
- Prelungitorul trebuie să aibă o secțiune transversală a cablului care să corespundă consumului de putere maxim al aparatului de sudură.
- Înainte de a începe munca, este necesar să luați măsuri pentru a exclude apariția străinilor, și în special a copiilor.
Primii pași practici
Dacă totul este gata, puteți trece la acțiuni practice. Pentru început, cel mai bine este să pregătiți o foaie de metal, curățată de murdărie și rugină - este mai bine să exersați primii pași pe ea, fără să vă grăbiți să sudați imediat orice piesă cu o perie.
Cel mai bine este să începeți antrenamentul cu electrozi Ø 3 mm - este mai ușor să „puneți mâna pe” cu ei. Valoarea curentului de sudare în acest caz va fi de aproximativ 80 - 100 A. Electrodul este introdus în suport și se verifică fiabilitatea fixării acestuia.
- Primul „exercițiu” va fi aprinderea și menținerea arcului de sudare. Pentru a face acest lucru, după ce ați pornit dispozitivul și ați coborât masca, trebuie fie să zgâriați electrodul pe suprafața metalului, fie să loviți de mai multe ori într-un singur loc. Trebuie să apară o scânteie, iar acum cel mai important lucru este să mențineți arcul aprins. Pentru a face acest lucru, este necesar să se mențină cu strictețe spațiul dintre electrod și suprafața metalică. Poziția electrodului este de aproximativ 30 º față de perpendiculară pe suprafață.
Un spațiu normal este considerat a fi aproximativ egal cu grosimea tijei electrodului - acesta se numește arc scurt. Când sudați cu invertor folosind electrozi uscați și de înaltă calitate, de obicei nu există probleme cu stabilitatea arcului. Creșterea distanței la 4 - 5 mm are ca rezultat un arc lung, care nu va produce o cusătură de înaltă calitate. Aducerea electrodului prea aproape de suprafață poate duce la lipirea acestuia. În acest caz, ar trebui să balansați imediat suportul în lateral înainte ca tija să înceapă să se supraîncălzească.
Când mențineți un arc, amintiți-vă că electrodul arde în mod constant și poziția sa față de suprafața metalică trebuie ajustată.
- Acum trebuie să înțelegeți clar structura metalului topit în regiunea arcului. La începutul încălzirii, apare o pată roșie de lichid - acesta nu este încă metal, ci acoperirea topită a electrodului, care a creat un strat protector. După 2-3 secunde, în centrul acestui loc va apărea o picătură portocalie strălucitoare sau chiar albicioasă, cu un ușor tremur sau ondulare pe suprafața sa - acesta este bazinul de sudură, o zonă de metal topit. Este important să învățați să distingeți clar între zgura lichidă și baia în sine - calitatea cusăturii aplicate va depinde de aceasta.
- De îndată ce baia s-a format, începem să încercăm să o mișcăm, mișcând ușor electrodul fără a schimba spațiul. O picătură de metal se deplasează întotdeauna într-o zonă cu temperatură crescută, astfel încât baia va tinde să urmeze arcul. La rândul ei, presiunea arcului împinge baia oarecum în direcția opusă. După ce ați lucrat practic și ați înțeles acest principiu, puteți încerca să formați un șirag de metal depus pe suprafața foii.
- Pentru a complica oarecum sarcina, cel mai bine este să marcați o linie pe suprafața metalului care este menținută la crearea unui cordon de sudură. Electrodul se va deplasa de-a lungul liniei cu mișcări ușoare oscilatorii în lateral - așa cum se arată în diagramă.
După aplicarea acestei „cusături”, trebuie să o lăsați să se răcească și apoi să decupați stratul de zgură pentru a evalua vizual calitatea. Pot fi necesare ajustări ale amperajului. Acest lucru, de exemplu, va fi vizibil în zonele negătite - curentul este în mod clar insuficient. O valoare crescută poate duce la arderea foii. Toate acestea sunt determinate doar experimental, este dificil să se ofere recomandări clare.
Primul exercițiu este de a crea role uniforme
Porozitatea cusăturilor și includerea particulelor de zgură în structura metalică nu sunt permise - această conexiune nu este durabilă.
În timpul practicii, va fi posibil să decideți care direcție de sudare va fi cea mai convenabilă - spre dvs. sau departe de dvs., trăgând baia în spatele electrodului sau invers, împingând-o înainte. Mulți meșteri încă sfătuiesc sudarea, dacă încep să se obțină margele netede și de înaltă calitate, puteți trece la următoarea etapă - sudarea a două piese de prelucrat.
- În primul rând, ar trebui să învățați cum să aplicați suturi cu un singur strat pe piese subțiri de 3-4 mm. Opțiuni mai complexe, cu sudarea și umplerea rădăcinilor, pot fi stăpânite ani cu cele mai simple tehnici, se vor obține abilități stabile.
Nu ar trebui să vă fie frică de astfel de prime eșecuri - experiența va veni cu siguranță
Într-un cuvânt, totul va depinde doar de eforturile și de pregătirea practică regulată a sudorului începător. Ar fi bine dacă ar exista ocazia de a contacta un specialist pentru ca acesta să evalueze rezultatele obținute. Dacă nu, puteți compara rezultatele muncii dvs. cu videoclipuri care prezintă cursuri de master pe internet. sudare cu arc. Experiența, stabilitatea mâinii, capacitatea de a alege parametrii potriviți și încrederea în sine vor veni cu siguranță.
Video: clasa de master despre sudarea manuală cu arc
Sudarea este cea mai comună metodă de îmbinare a două piese metalice separate în prezent. Din exterior se pare că sudarea este simplă și necomplicată, dar de fapt meseria de sudor este destul de complexă și necesită anumite abilități. Sunt multe de învățat și multe de luat în considerare înainte de a începe procesul de sudare.
Pentru sudorii începători și pentru profesioniștii care lucrează la înălțime, au ieșit la vânzare dispozitive moderne compacte pentru sudarea cu arc electric - invertoare.
Aparatul de sudat efectuează lucrări folosind o sursă de energie și electrozi.
Există două tipuri de dispozitive:
- invertor;
- transformator
Dispozitive tip transformator usor de folosit, dar greu si dimensiuni mari, puternic și durabil și, de asemenea, foarte fiabil. Necesar pentru muncă AC. Pentru sudare se folosesc electrozi consumabili de fluorură de calciu sau rutil. Unitate are o eficiență scăzută, iar cusătura de sudură realizată folosind dispozitiv transformator, se dovedește a fi de calitate medie. Când lucrați cu acest tip de sudare electrică, este necesar un sudor cu înaltă calificare.
Un invertor este un aparat de sudura electric care functioneaza pe curent continuu, spre deosebire de transformator. La intrarea circuitului dispozitivului, tensiunea de intrare este convertită din directă în alternativă, care este apoi furnizată transformatorului. Principala diferență între acest tip de sudare este următoarea:
- greutate redusă;
- mobilitate;
- compactitate;
- dispozitiv bine dovedit în condiții de teren;
- independență față de tensiunea de intrare;
- eficienţă.
Invertoarele sunt foarte economice atunci când se utilizează dispozitivul Pierderile de energie electrică sunt de zece ori mai mici decât la operarea modelelor de transformatoare. Dispozitivul are o eficiență de 85 până la 90 la sută.
Folosind un invertor, puteți conecta atât produse metalice mici, cât și mari. În vremea noastră, invertoarele au devenit o mare descoperire în domeniul unităților de sudură, vechile transformatoare voluminoase sunt forțate să nu mai fie folosite din cauza dimensiunilor și dificultăților de utilizare. Invertorul este accesibil atât ca preț, cât și ca clasificare pentru orice sudor este suficient să cunoașteți bazele și principiile procesului de sudare în sine;
Electricitatea pe care o consumă această mică mașină de sudură merge exclusiv la funcționarea arcului în sine, care realizează direct procesul de sudare.
Bazele invertorului
Aparate de sudura tip invertor foarte ușor de utilizat și extrem de economic, acest lucru este important pentru începătorii fără experiență în sudare. Pentru început, trebuie să înțelegi asta invertorul este electronic aparat de sudura , astfel încât sarcina principală atunci când lucrați cu acesta va merge la rețeaua dvs. electrică.
Spre comparație: o mașină veche de sudură cu transformator, atunci când este pornită, a produs o zguduire maximă și puternică de energie electrică, ceea ce a provocat o întrerupere a curentului în rețeaua casei tale. Un invertor, dimpotrivă, are condensatori de stocare care mai întâi stochează electricitatea și apoi asigură funcționarea neîntreruptă a rețelei tale electrice și aprind ușor arcul electric.
Puteți stăpâni și studia independent lecții de sudare cu un invertor într-o formă accesibilă. La noi, vă putem oferi câteva sugestii utile și necesare dacă aveți întrebări. În acest articol vă vom spune la ce trebuie mai întâi să acordați atenție înainte de a începe sudarea.
Un punct important de înțeles este faptul că consumul de energie electrică al invertorului depinde direct de diametrul electrodului tău. Cu cât diametrul electrodului pe care îl utilizați este mai mare, cu atât va necesita mai multă energie electrică. Prin urmare, înainte de a începe lucrul, ar trebui calculați valoarea maximă aproximativă a energiei electrice consumate de dispozitivul dvs pentru a nu arde cablurile sau aparate electrocasniceîn casa ta.
În plus, pentru fiecare diametru de electrod pe care îl utilizați, este necesar un amperaj minim recomandat, adică dacă doriți să reduceți amperajul, nu veți putea crea o cusătură.
Dacă doriți să experimentați și să creșteți curentul, cusătura în sine se va dovedi, iar electrodul se poate arde sau lipi foarte repede. După cum ați înțeles deja, element important pentru procesul de sudare este alegerea corectă a electrodului și a curentului de funcționare al dispozitivului.
Din punct de vedere structural, electrodul constă dintr-o tijă metalică pe care este pulverizată o compoziție specială de pulbere. Acoperirea cu pulbere este o barieră necesară în calea accesului aerului ambiental la sudură. Mediu afectează negativ formarea cordonului de sudură, oxidându-l, ceea ce deteriorează calitatea cusăturii. Acoperirea cu pulbere este, de asemenea, necesară pentru a menține procesul normal de ardere a arcului.
Pentru sudarea cu invertor se folosesc electrozii UONI, MR, ANO, OZS. Calitatea electrozilor achiziționați depinde în mare măsură de condițiile de transport și depozitare. Diametrul electrodului necesar variază de la 2 la 5 mm. Totul depinde de materialul și grosimea pieselor sudate.
Instrucțiuni pas cu pas pentru începători când folosesc un invertor
Lungimea arcului
Aceasta este distanța care se formează între metal și electrod în timpul procesului de sudare. Este important să păstrați distanța corectă în orice moment în timpul sudării.
Decalaj mic
Prezența unui mic decalaj va avea ca rezultat metalul nu va avea timp să se încălzească complet, în acest caz, cusătura va ieși convexă și nu topită pe părțile laterale.
Decalaj mare
Prezența unui decalaj mare va duce la un salt de arc, care va interfera cu pătrunderea, ceea ce înseamnă că metalul fierbinte care este depus se va afla neuniform.
Este necesară spațierea corectă
Asigurarea unei distanțe consistente corecte va duce la o bună penetrare și la formarea unei cusături excelente.
Cu experienta puteți controla corect lungimea arcului care vă va oferi rezultate optime. Arcul formează un bazin de sudură pe măsură ce trece prin gol, topind metalul de bază. De asemenea, asigură intrarea metalului topit în baie.
Cusătură de sudură formată corect și defectele acesteia
În timpul procesului de sudare, odată cu mișcarea grăbită a electrodului, se formează o cusătură defectuoasă. Linia de baie este situată mai jos decât linia de suprafață a metalului de bază. Dacă arcul aprins pătrunde adânc și intens în metalul care se sudează, acesta împinge piscina înapoi și formează o cusătură. Prin urmare, în timpul procesului este necesar să se asigure că cusătura de sudură este la nivelul metalului care este sudat.
Mișcările în zig-zag și circulare vor ajuta la formarea unei cusături de sudură ideală. Efectuând mișcări în cerc, este necesar să se monitorizeze cusătura, distribuind uniform baia.
Când deplasați electrodul în direcții diferite în zig-zag se formează o cusătură bună, în acest caz, este necesar controlul asupra formării cusăturii. În acest proces, formăm o cusătură mai întâi de la marginea stângă, apoi în centrul băii, apoi din partea stângă etc. Trebuie să rețineți că baia urmează căldura.
Se formează o tăietură atunci când nu există suficient metal de electrod atunci când umpleți complet baia și în timpul deplasării. Pentru a evita formarea unei subtăieri, este necesar să respectați limitele exterioare ale cusăturii, să observați cu atenție cada și, dacă este necesar, să o faceți mai subțire.
Pentru a controla baia, se folosește o tensiune de arc situată la capătul tijei electrodului. Când tija este înclinată, cada nu este trasă, ci împinsă. Amintiți-vă, cu cât electrodul este poziționat mai vertical în timpul procesului de sudare, cu atât se formează sudura mai puțin convexă.
Când țineți electrodul vertical, baia este apăsată, deoarece toată căldura este concentrată deasupra acestuia. În același timp, se întinde bine și se topește.
Când electrodul este ușor înclinat, toată forța este trasă înapoi și cusătura plutește (se ridică). Când electrodul are un unghi mare, forța este aplicată de-a lungul vectorului de sudare, ceea ce face imposibilă controlul băii fierbinți.
Dacă este necesar să mutați baia înapoi sau să obțineți o cusătură plată, înclinați electrodul în unghiuri diferite. Lucrarea electrodului începe la un unghi de la 45 de grade la 90, deoarece acest unghi vă permite să controlați piscina și să efectuați sudarea normală.
Polaritate inversă și directă la sudarea cu un invertor
Cu polaritate inversă, există un aport de căldură redus în produs. Zona de topire este puțin adâncă, deși destul de largă. Poate fi observat efect de curățare catodic suprafata sudata.
Cu polaritate dreaptă, există un aport de căldură redus în metal. Zona de topire este adâncă, dar în același timp îngustă.
Proces de sudare cu invertor de metal subțire
Invertorul este bun pentru sudorii începători, deoarece are o serie de funcții, și anume:
- pornire la cald – ajută la formarea inițială a arcului de sudare;
- forța arcului - pentru a preveni lipirea electrodului atunci când este aproape de piesa care se sudează. Funcția crește curentul de sudare;
- anti-lipire – previne supraîncălzirea dispozitivului prin oprirea tensiunii.
Toate aceste caracteristici sunt activate automatîn timpul unei situații critice neașteptate, care permite începătorilor să efectueze lucrări de sudare la un nivel bun.
Pentru ca o cusătură de sudură să se formeze pe o foaie de metal subțire de bună calitateși nu există arsuri pe foile sudate, trebuie să vă asigurați că puteți vedea cusătura în timpul procesului de sudare.
Electrodul trebuie ales cu un diametru mai mic și plasat cât mai aproape de metal. Apoi așteptăm ca o pată roșie să înceapă să se formeze sub ea o picătură de metal, care va lega bucățile subțiri de metal.
Prin deplasarea lent a electrodului de-a lungul suprafeței pieselor subțiri metalice, se formează picături de metal care conectează piesele de prelucrat între ele, formând astfel o cusătură de sudură.
După ce ați citit articolul nostru, veți învăța cum să utilizați corect un invertor de sudare electrică. Sperăm să găsiți procesul de sudare ușor și distractiv. Înainte de a începe procesul de sudare, citiți instrucțiunile și recomandările invertorului de la producător pentru a proteja nu numai aparatul de sudură, ci și proprietatea dumneavoastră de daune.
Într-o casă privată și o casă de țară este întotdeauna nevoie să gătești ceva. Pentru a nu contacta profesioniști pentru mici detalii (și pentru a nu le plăti), puteți cumpăra un aparat de sudură ieftin și învățați singur. Pentru a dobândi aceste abilități, se recomandă achiziționarea de mașini de sudură DC și, în special, invertoare de sudură. Au dimensiuni mici, cântăresc puțin și cu ajutorul lor poți obține o cusătură de înaltă calitate chiar și fără prea multă experiență. La fel de important este că în această categorie există dispozitive bune la un preț mic (5-10 mii de ruble). Prin urmare, sudarea cu un invertor pentru începători este cea mai bună pe care piața îl poate oferi astăzi.
Ce este un invertor de sudură și cum funcționează
Acest dispozitiv a fost numit invertor deoarece convertește curentul alternativ de 220 V cu o frecvență de 50 Hz în vibratii de inalta frecventa, și apoi - la curent continuu. În acest caz, dispozitivul are randament ridicat: aproximativ 85-90% și chiar și sub sarcini destul de grele, contorul se „vântă” puțin. În orice caz, nu va trebui să plătiți facturi nebunești. Consumul va fi ceva mai mare decat fara sudura, dar nu cu mult.

Majoritatea aparatelor de sudură cu invertor funcționează dintr-o rețea casnică de 220 V (există și dispozitive de la 380 V). Și acesta este unul dintre avantajele lor. Mai mult, practic nu au niciun efect asupra ei, adică. nu reduce tensiunea. Fii liniștit despre vecinii tăi: ei nici măcar nu vor ști că sudezi. Al doilea avantaj important este că pot funcționa mai mult sau mai puțin normal la tensiune redusă. Desigur, trebuie să vă uitați la specificații, dar la 170 V, majoritatea vă permit să lucrați cu un electrod de 3 mm. Acest lucru este foarte important mai ales pentru zonele rurale, unde tensiune joasă- mai degrabă norma decât excepția.
Ceea ce este bun și pentru începători este că este mai ușor să obțineți și să mențineți un arc atunci când utilizați sudarea cu invertor. Și, în general, potrivit multora, gătește „mai moale” și are un arc „mai ușor”. Deci, dacă doriți să învățați cum să gătiți, încercați mai întâi sudarea cu invertor.
Bazele sudării cu invertor
În primul rând, să ne uităm la designul invertorului de sudură. Nu ne vom uita la „umplutură”; ne vom uita la ce este deasupra și ce va trebui să folosim.

În ce constă o mașină de sudură cu invertor (Pentru a mări dimensiunea imaginii, faceți clic dreapta pe ea)
Acest dispozitiv este o cutie mică de metal care, în funcție de putere, cântărește de la 3 kg la 6-7 kg. Carcasa este de obicei metalică, unii producători fac găuri de ventilație pentru o mai bună răcire a „umplerii” ( de cele mai multe ori- transformator). Există o curea pentru transport, iar uneori există și un mâner: cureaua este pusă pe umăr dacă munca necesită mișcare.
Unul dintre panouri are un buton de pornire sau un comutator. Partea frontală conține indicatoare de putere și supraîncălzire. Există, de asemenea, butoane pentru setarea tensiunii și curentului de sudare. De asemenea, pe panoul frontal există două ieșiri - „+” și „-” la care sunt conectate cablurile de lucru. Un cablu se termină cu o clemă pentru agrafe, care este atașată la piesă, al doilea - cu un suport de electrod. Conectorul cablului de alimentare este de obicei situat în spate. Asta e tot, de fapt.
Atunci când cumpărați un invertor, asigurați-vă că cablurile sunt suficient de lungi și flexibile: lucrul acesta ușurează. Cablurile de lucru insuficient de lungi și rigide sunt cele care au cele mai multe plângeri de la utilizatorii mărcii populare.
Principii generale lucrul cu o mașină de sudură cu invertor este descris în acest videoclip.
Sudarea cu invertor pentru incepatori
Ca și în cazul oricărei suduri electrice, topirea metalului are loc datorită căldurii arcului electric. Are loc între electrodul de sudare și metalul care se sudează. Pentru a crea un arc, acestea sunt conectate la poli opuși: „+” se aplică unuia, „-” celui de-al doilea.
Când conectați electrodul la „minus” și partea la „plus”, conexiunea se numește „directă”. Dacă pe electrod se aplică „plus”, conexiunea este inversată. Ambele opțiuni sunt utilizate la sudare, dar numai pentru metale de diferite grosimi: invers - pentru direct - pentru sudarea metalelor groase (mai mult de 3 mm grosime). Dar aceasta nu este o regulă imuabilă, uneori, ei fac contrariul.

Ce cauzează această divizare în practică? Fizica procesului. Când apare un arc, electrozii se deplasează de la minus la plus. Și, în același timp, își transferă energia pe suprafața încărcată pozitiv, crescând temperatura acesteia. Prin urmare, elementul care este conectat la ieșirea pozitivă se încălzește mai mult. La sudarea metalelor cu o grosime suficientă, acestea trebuie să fie bine încălzite, astfel încât să se topească și sudarea să fie de înaltă calitate. De aceea le dau „+”. Metalul subțire, dimpotrivă, se poate arde din cauza supraîncălzirii și i se atașează un „minus”, încălzind mai mult electrodul, din care curge mai mult metal topit în cusătură.
Puteți suda corect metalul cu un invertor doar dacă aveți un control bun asupra electrodului. Pentru a face acest lucru, trebuie să luați corect suportul. Cum să faci asta, vezi videoclipul.
Cum se formează o cusătură în timpul sudării
Acum despre procesul de sudare în sine. Un arc electric se formează atunci când miezul electrodului și metalul intră în contact (citiți mai jos cum să aprindeți un arc). În același timp, învelișul începe să ardă. Se topește parțial, transformându-se într-o stare lichidă și se transformă parțial în gaze. Aceste gaze înconjoară zona de sudură - bazinul de sudură. Ele împiedică oxigenul din aer să „pătrundă” în metalul topit. Partea de acoperire care a devenit lichidă acoperă metalul topit, creând un al doilea strat de protecție. După răcire, se transformă în zgură, care se coacă peste cusătură. Și în această etapă, zgura protejează metalul încă fierbinte de oxigen.
Dar zgura și protecția sunt departe de singurul proces care are loc și care trebuie controlat. La sudare, este necesar să vă asigurați că joncțiunea a două bucăți de metal este încălzită uniform și suficient. Ambele părți ar trebui să se topească la aceeași distanță de margine. Pentru a asigura o încălzire uniformă, trebuie să mențineți aceeași distanță de la vârful electrodului la piesă. Acest lucru nu este foarte ușor de făcut: electrodul se topește în timpul sudării, iar particulele de metal topit sunt transferate în cusătură de arc. Prin urmare, trebuie să mutați treptat suportul de electrod mai aproape de piesă. Dar acesta nu este sfârșitul tehnicii de sudare cu electrozi. De asemenea, trebuie să „scrieți” unele forme cu vârful său - zig-zaguri, cercuri, brazi de Crăciun etc. Acestea vă permit să faceți cusătura mai lată și să îmbinați două părți. Cele mai frecvente mișcări ale electrodului sunt prezentate în fotografia de mai jos.
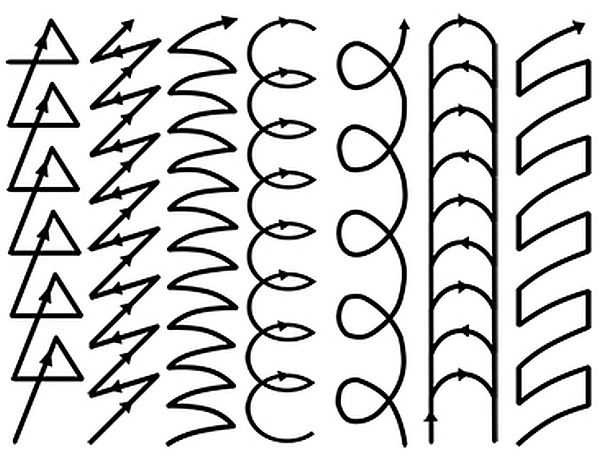
Adică, trebuie să mutați electrodul dintr-o parte în alta pe lățimea cusăturii de-a lungul uneia dintre aceste traiectorii, în timp ce monitorizați starea bazinului de sudură și să coborâți electrodul pe măsură ce se arde, menținând constantă distanța până la piesă. Aceasta este sarcina dificilă cu care se confruntă cei care doresc să învețe cum să sudeze metalul. Este mai ușor cu un invertor de sudură - arcul este constant și nu sare, dar la început este posibil să nu reușiți.
Acest videoclip arată, cu mișcare foarte lentă, transferul particulelor de metal de la electrod în bazinul de sudură și modul în care se formează.
Cum să înveți să sudezi metalul cu un invertor
Începeți antrenamentul prin aprinderea arcului. Pentru a face acest lucru, pe lângă aparat, metal (5-6 mm grosime) și un electrod, veți avea nevoie și de o mască de sudor și jambiere (mănuși groase de piele), precum și de îmbrăcăminte groasă și cizme din piele groasă pentru a proteja împotriva scânteilor și a solzii.
Începeți lucrul prin conectarea cablurilor de sudură. Apoi electrodul selectat este introdus în suport (pentru a începe, luați MP 3 cu un diametru de 3 mm - se aprind ușor și se gătesc bine). După pornirea alimentării, setați curentul de sudare (vezi tabel). Pentru un electrod cu diametrul de 3 mm, curentul este setat la 90-120 A. Curentul poate fi reglat în timpul procesului de sudare. Dacă vezi că rezultatul nu este o rolă, ci doar niște dungi dezarticulate, mărește-l. Dacă, dimpotrivă, metalul este foarte lichid și este dificil de mutat bazinul de sudură, reduceți-l. Setările depind în mare măsură de dispozitiv și de electrodul selectat. Așa că încearcă, schimbă. După ce ați setat curentul, puneți o mască de sudor (va fi mai ușor pentru începători să lucreze, puteți lucra.
Sudarea cu un invertor pentru începători începe cu a învăța cum să aprindeți un arc. Există două metode: bateți vârful electrodului pe piesă de mai multe ori sau loviți-l ca pe un chibrit. Ambele metode funcționează. Oricare este mai convenabil pentru tine, folosește-l. Dar pentru viitor, rețineți că trebuie să zgâriați de-a lungul liniei de cusătură, astfel încât să nu rămână urme pe produs. Pentru a crea în mod constant un arc, va trebui să exersați un timp și să ardeți mai mulți electrozi.
Când arcul se aprinde fără probleme, poți continua și stăpâni mișcările. Acest lucru se face prin așezarea rolelor pe metal gros. Pe o placă de metal, trageți o linie cu cretă care vă va înlocui cusătura. Apoi lovești arcul. În locul unde se odihnește, metalul se topește și se acoperă cu o peliculă de zgură lichidă. Acest loc se numește bazin de sudură. Deci va trebui să-l mutați de-a lungul liniei trasate. Faceți acest lucru cu una dintre mișcările prezentate în figura de mai sus.
Pentru ca baia să se miște, electrodul trebuie să fie ușor înclinat, aproximativ la un unghi de 50-45°. Unele au un unghi mai mare, altele au mai puțin. În general, prin înclinarea electrodului, modificați dimensiunea (lățimea) bazinului de sudură. Puteți experimenta: există o mulțime de tehnici diferite în sudare și singurul lucru important este că cusătura este de înaltă calitate, iar modul în care realizați acest lucru este afacerea dvs., mai ales că veți lucra pentru dvs. și pentru dvs..
Există două poziții principale de lucru ale electrodului: înainte și înapoi. Când sudăm în unghi înainte, obținem mai puțină căldură și cusătura va fi mai largă. Această tehnică este utilizată la sudarea metalelor subțiri. . Cele groase sunt de obicei sudate la un unghi înapoi.
Dar unghiul de înclinare nu reprezintă toți parametrii care vor trebui menținuti. Există și lungimea arcului. Aceasta este distanța de la vârful electrodului până la suprafața piesei. Arcul mediu este de 2-3 mm, cel scurt este de 1 mm sau chiar unul lângă celălalt, cel lung este de 5 mm sau mai mult până se desprinde. Practica începe cu lucrul lungime medie arcuri. Țineți până când metal 2-3 mm. Atunci cusătura va fi mai netedă și de mai bună calitate: dacă decalajul este prea mare, arcul începe să sară, încălzirea metalului este insuficientă, cusătura se dovedește a fi pătată, iar conexiunea este nesigură. Cu un arc scurt, apare o altă problemă - cusătura este prea convexă din cauza faptului că zona de încălzire este prea mică. De asemenea, acest lucru nu este bine, deoarece rămân subtăieri - caneluri de-a lungul cusăturii piesei - reducând rezistența conexiunii.

După ce ați exersat o perioadă de timp așezarea margelelor folosind diferite mișcări, odată ce margelele au aceeași lățime și fulgii de suprafață au aproximativ aceeași dimensiune, puteți încerca să sudați cusăturile. Puteți citi sau puteți urmări o altă lecție, „Sudura pentru manechini”.
Toate elementele de bază ale sudării cu un invertor pentru începători. Tot ce ți-a rămas este practică: trebuie să folosești mai mult de un electrod pentru antrenament. Chiar și, poate, mai mult de un kilogram. Când mâna ta face toate mișcările în sine, totul ți se va părea complet necomplicat.
Pentru a vă consolida cunoștințele, urmăriți și acest videoclip. Aici este sugerat să vă antrenați mai întâi mâna puțin fără electrod, exersând mișcări în timp ce țineți un creion în mână. Aceasta este și o opțiune bună, poate ți se va părea mai acceptabilă. În acest tutorial video despre sudarea cu invertor pentru începători, totul este explicat foarte clar, simplu și ușor. Dacă există incertitudini, vă rugăm să revizuiți. Veți înțelege cum să gătiți folosind sudarea cu invertor. O mulțime de informații utile pentru sudorii începători.
Și, în sfârșit, despre câteva caracteristici de operare invertoare de sudare. Le este foarte frică de praf, în special de praf metalic. Prin urmare, este indicat să nu folosiți o polizor unghiular în apropierea acestora și să efectuați o curățare regulată cu un aspirator în interior (după ce perioada de garanție a expirat). Nu este recomandat să le folosiți în ploaie sau în zone umede. Acest lucru este valabil mai ales pentru cele ieftine modele de uz casnic. Deși au protecție împotriva șocurilor electrice, este totuși mai bine să fie în siguranță.
Atunci când alegeți electrozii, acordați atenție zonei de utilizare a acestora: trebuie să fie potriviti pentru locul de muncă DC. La sudarea la cel mai mare curent sau tensiune, modul de funcționare este intermitent. Este indicat pentru fiecare dispozitiv din pașaport.