Как да работите със заваряване. Видове заваряване на метали. Какво трябва да знаете за директния и обратния поляритет?
Много често в ежедневието има нужда от използване на заварено съединение, особено в частния сектор. Ако има много работа, тогава можете да използвате услугите на заварчик, но ако това са няколко малки работни места, тогава е по-добре да прибягвате до използването на инверторна заваръчна машина. Защо инвертор? Всъщност това е един от най-простите, достъпни и удобни видове заваряване. Инверторното заваряване, за начинаещи да се задълбочават в темата за заварените съединения, ще ви помогне да разберете основите, като похарчите малко пари, без да пълните много конуси.
За да улесним, нека разгледаме предимствата на този вид заваряване:
- наличност (това е почти домакински уред, всеки магазин за заваръчно оборудване предлага богат избор от инвертори);
- евтиност (някои заварки струват по-малко, отколкото плащате за услугите на заварчик);
- леко тегло, мобилност (устройствата тежат 3-10 кг и могат лесно да се преместват от място на място);
- универсалност (практически всеки метал може да бъде заварен с такова устройство);
- ефективност (ефективността на инвертора е около 90%, което означава, че сметките за електроенергия няма да бъдат големи);
- изисквания за ниско напрежение (с 3 mm електрод е възможно да се извършват заваръчни работи при ниски токове при 180 - 170 V в мрежата)
- лекота на учене (след като прочетете този материал, вече ще имате достатъчно знания, за да започнете сами да заварявате).
Преди да разберете как да готвите инверторно заваряванетрябва да се подготвят предварително. Състои се от редица изисквания за безопасност и това е облекло, правилно подредено работно място, лични предпазни средства и др. От друга страна, това е използването на подходящи електроди, както и настройката на заваръчен инвертор. Без тези знания е доста трудно да се получи равномерен, висококачествен шев, но е още по-трудно да се гарантира собствената ви безопасност.
Средства за защита
Ще започнем с това как да се научите как да заварявате безопасно или как да се предпазите, докато заварявате метал с инвертор. Ще ни трябва:
- Ръкавици от дебел плат (не гумени).
- Маска за заваряване. Всеки заваръчен ток трябва да има своя собствена маска, в противен случай ще хванете "зайчета" или просто няма да можете да контролирате заварката. Можете също да закупите маска "Хамелеон" - това е специална маска за заварчик, която независимо се настройва към интензивността на дъгата. За хамелеона има една забележка - при ниски температури скоростта на реакцията намалява.
- Дрехи, които не се запалват от искри. Изискванията за панталони, горнища и обувки са универсални - те трябва да издържат на навлизането на котлен камък и едновременно с това да не се запалват.
![]()
Подготовка на работното място
Следващата стъпка е да създадете удобна работна платформа, за да научите как да готвите със заваръчен инвертор. Опитните заварчици предпочитат да използват специална маса за заваряване, за начинаещи всяка метална маса е подходяща за удобно позициониране и, ако е необходимо, фиксиране на частите за заваряване. Разбира се, трябва да се осигури достатъчно осветление. Тъй като при работа с инвертора могат да се появят искри и едри нагари, масата и пространството около нея трябва да бъдат почистени от запалими и запалими течности и материали. Самият заварчик трябва да стои на повърхност, която предпазва от възможен токов удар, като дървена палуба.
Как да изберем електрод
За да изберем електрод при заваряване с инвертор, трябва да знаем: вида на метала и неговата дебелина. По-опитните заварчици също вземат предвид позицията за заваряване, дълбочината на проникване и други нюанси, но само две точки ще бъдат достатъчни за нас. За всеки тип метал има вид електрод, те се произвеждат за определена марка метал. Неръждаема сплав, чугун или обикновена стомана не могат да бъдат заварявани с една и съща степен. Дебелината на електрода се избира въз основа на дебелината на метала и желаната дълбочина на проникване. За начинаещи ви съветваме да вземете стоманени части и да ги заварявате с избрани електроди, например ANO-21 или UONI 13/55, чието напречно сечение е 3 - 5 mm.

Електроди UONI
Схема на свързване на инвертора, полярност
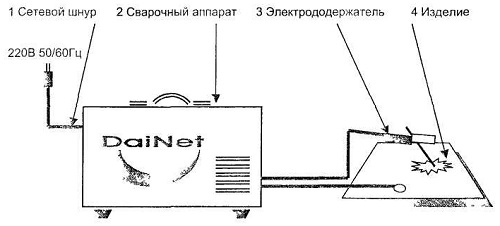
Общата схема изглежда така - гнездо за заваръчен инвертор, масов кабел и кабел с електрод. Тук се интересуваме повече от свързването на заваръчния инверторен проводник. От устройството идват два кабела, първият е маса, има щипка или скоба в края, вторият кабел е направен под формата на дръжка със скоба за електрода. Ние закачаме масовия кабел директно към детайла, който ще бъде заварен, или към заваръчната маса в контакт с детайла. Вкарваме и привличаме електрода в жицата със скобата.
Има два варианта за свързване на земята и ръкохватката: директно (земя +, дръжка -) и обратна (земя - дръжка +). При директна полярност количеството топлина, действащо върху метала, намалява, проникването е по-дълбоко. Директното свързване на заваръчния инвертор ви позволява да заварявате дебел метал.
Обратната полярност при заваряване с инвертор концентрира топлината върху продукта и ви позволява да поставите по-широк шев, но с по-малко проникване. С тази връзка се вари тънък метал, който лесно се изгаря.
Свързване на заваръчния инвертор към мрежата
Метална подготовка
Частите, които ще бъдат заварени, трябва да бъдат внимателно подготвени. За да направите това, ръбовете се почистват със специална четка, като се отстранява оксидният слой. След грубо почистване се извършва допълнително обезмасляване със специални средства.
Правилно позиционирайте частите за заваряване. В зависимост от тяхното положение се разграничават не само видовете връзки, но и схемата на движение на електрода, напрежението, директен или обратен наклон. Има следните връзки:
- задник;
- ъгъл;
- тениска;
- край;
- обиколка.
Това завършва подготвителната работа. Въпросът за силата на тока остана нерешен. Като начало си струва да изберете този параметър според стойностите, посочени от производителя на електродите. Те могат да бъдат намерени на кутията. Не трябва да задавате стойност по-висока от максималната, в противен случай металът ще изгори, но можете също да режете метал по този начин. Ако токът е настроен твърде ниско, дъгата няма да се запали и електродът ще започне да залепва.
Заваряването може не само да свързва, но и да изрязва части. След като научихте как да използвате инвертор за заваряване, можете да разберете - "Как да режем метал?" Достатъчно е да увеличите силата на тока и можете да отрежете фитингите или ъглите. Също така си струва да се отбележи, че не може да става въпрос за равномерно изрязване.

Избор на сила на тока при заваряване с електрод
Как да работите със заваръчен инвертор
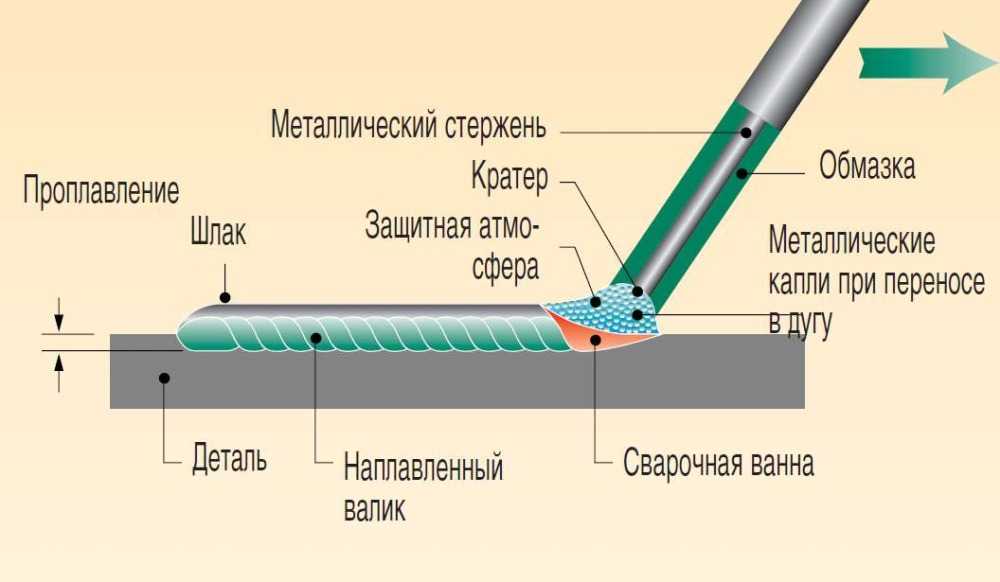
Инверторното заваряване се случва, когато дъгата, образувана между метала и електрода, започне да стопява пръта на електрода, както и част от метала. В получената баня металите се смесват и образуват шев. Предпазва от окисляване и пръски от разтопен метал във ваната, помага за слой специално покритиеотложен върху електрода.
Запалване на дъгата
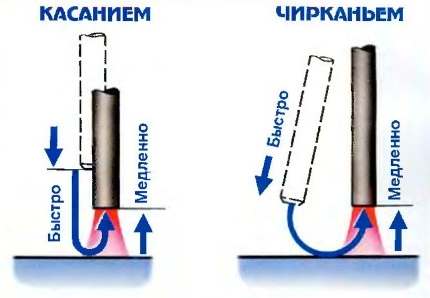
Историята за правилното готвене с инвертор започва - със запалване на дъгата. Това става по един от двата начина:
- стачка;
- потупване.
Удряйки (като кибрит) с електрод, провокираме началото на дъгата до мястото, където започва заваряването. За да бъдем точни, докосваме метала с електрода, след което го водим до повърхността и плавно повдигаме електрода до зададеното разстояние. В този случай, ако не възникне запалване, части от разтопения електрод могат да останат върху метала. Следователно трябва да ударите директно на кръстовището или близо до него.
Почти по същия начин електродът се запалва чрез почукване. Разликата е, че ние не го водим по металната повърхност, а просто докосваме ръба на заваръчния кабел до мястото, където започва заварката и отстраняваме електрода.
Методи за запалване на дъгата
Как да преместите електрода по време на заваряване
Всички процеси, описани по-рано, не бяха трудни за начинаещ, но сега преминаваме към по-сложни задачи. Първата трудност, пред която е изправен начинаещият заварчик, е схемата за движение на електрода, за да се образува равномерен шев. Ако запалите дъгата и след това просто насочите електрода равномерно по кръстовището, тогава вероятността да получите добро проникване и равномерен шев е минимална. Изключение правят тънките метали, за които се използва този метод на заваряване.
Трите стълба, държащи красивия шев, са:
- ъгъл на наклон на електрода;
- схема на надлъжни и напречни движения;
- скорост на електрода.
Как да се научите да заварявате метал равномерно
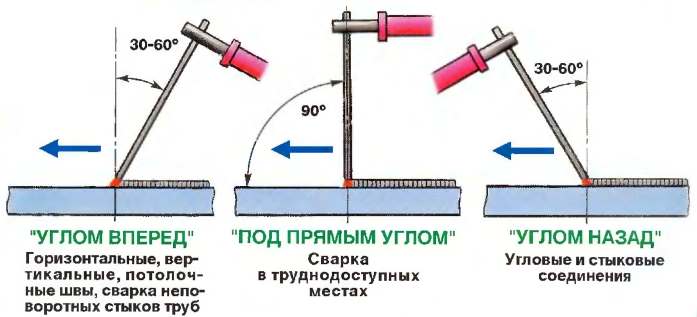
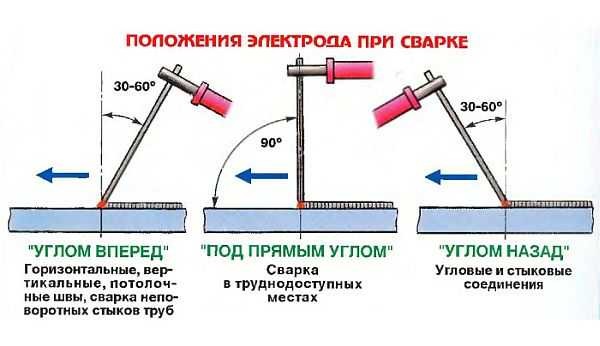
Да започнем по ред, с ъгъла на наклон. Оптимален за заваряване напред и назад се счита за ъгъл от 30 до 40 градуса. За труднодостъпни места може да се работи под прав (90 градуса) ъгъл.
Ъгъл на наклон на електрода по време на заваряване
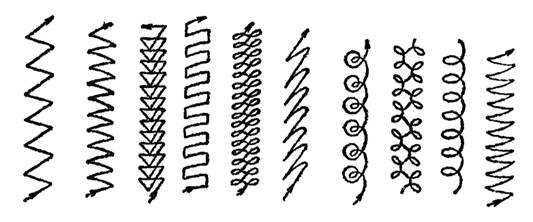
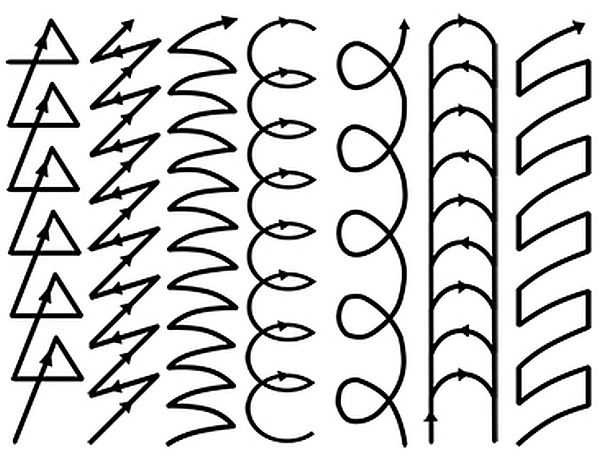
Както вече казахме, шевът не се поставя в линейно движение, а в комбинирано надлъжно и напречно. Има специални модели, с които можете да тренирате да движите електрода. Можете да започнете с прости къдрици в двете посоки, след това да практикувате по-сложни и ъглови модели. Всеки заварчик самостоятелно избира удобна схема за себе си. Можете да тренирате ръката си у дома и без заваряване, като рисувате диаграми на хартия.
Начини за извършване на заварки
Скоростта се тренира частично при рисуване на диаграми. Всяка линия трябва да бъде ясно очертана, така че всички движения да се извършват плавно и умерено. С течение на времето, в зависимост от състоянието на ваната, ще можете да регулирате скоростта си.
Колкото по-бързо се движи електродът, толкова по-малко проникване се получава. Ако го карате бавно, тогава може да се получи прегряване на метала и неговото изгаряне.
Контрол на междината на дъгата
Последната, но не на последно място, точка е разстоянието от електрода до метала или междината на дъгата. Малка празнина, до 2 мм, води до образуването на къса дъга. Той не може да загрее достатъчно прехода, така че проникването е плитко и част от разтопения електрод стърчи силно над повърхността. голяма празнина, повече от 3милиметра води до факта, че дъгата е много голяма. Голяма дъга е нестабилна, постоянно променя посоката на топене. Освен това при такова голямо разстояние басейнът за топене не е напълно покрит със защитен слой, което означава, че пръскането се увеличава.
За да готвите добре с инвертор, имате нужда от правилно избрана празнина. Оптималната междина на дъгата за начинаещ заварчик е 2-3 mm. При такова разстояние дъгата загрява метала достатъчно, за да получи дълбоко и широко проникване, плюс защитният слой работи напълно.
В зависимост от модела на инвертора и наличието на различни функции в него, които улесняват заваряването, понякога не се изисква поддържане на разстоянието между електрода и метала. Ще бъде достатъчно да водите електрода по повърхността на метала.
Полезно допълнение към горното е да гледате следния видеоклип:
- Не пренебрегвайте предпазните средства, особено защитата на очите. Дори един бегъл поглед към заваряването може да причини изгаряне на ретината, а по-продължителното излагане неизбежно ще доведе до влошаване или дори загуба на зрението.
- Първия път се опитах да заварявам различни връзкище получите много грешки. Преди да започнете да довършвате работата, съветваме ви да практикувате няколко дни в различни видовевръзки.
- Дори дете може да започне да работи със заваряване, но равномерната и надеждна заварена връзка е резултат от обучение и задълбочен подход към бизнеса.
- Не забравяйте да победите шлаката след заваряване, в противен случай стимулирате корозионните процеси.
- Не сте сигурни защо електродът залепва? Обърнете внимание на текущите настройки, както и на сухотата на електродите.
- Електродите за инвертора трябва да се навиват в сухо помещение. Суровите електроди могат да се изсушат във фурната.
- Преди включване/изключване проверете позицията на проводника, в противен случай може да се получи късо съединение.
- Инструкциите за експлоатация на заваръчния инвертор съдържат информация за работния цикъл. Това е оптималната продължителност на непрекъсната работа на механизма, след което работното устройство ще започне да се прегрява. Работният цикъл трябва да се редува с почивки.
Надяваме се, че този материал е отговорил напълно на вашите въпроси и можете лесно да свържете заваръчен инвертор, техниката на инверторно заваряване стана достъпна за вас. Използвайки това ръководство, вие постепенно ще започнете да подобрявате уменията си, ще можете да заварявате метал с инвертор без никакви проблеми. След малко практика можете самостоятелно да смените оградата, да заварявате арка за грозде и редица други. заваръчни работи. Късмет
Заваряването е една от доста сложните, но много търсени технологии за работа с метали. Където и да погледнете, задължително се използват заварени съединения. Нито едно индустриално производство не може без този процес, строителна компания, ремонтна или сервизна фирма. Заваряването става незаменимо при изграждането и подобряването на собствения дом.
Но тук е проблемът - заваряването изисква определена степен на подготовка. Можете, разбира се, ако е необходимо, да се свържете с майсторите заварчици за реклами или с вашите приятели, които имат необходимите умения. Но е по-добре да си зададете въпроса - как да се научите сами да работите с електрическо заваряване, за да не сте зависими от никого. Днес, когато домашното заваръчно оборудване е престанало да бъде проблем, възможността за извършване на такава работа, особено за собственика на индивидуално жилище, е безценен плюс, тъй като много проблеми просто престават да съществуват.
Но преди всичко трябва да разберете основните понятия за електрическо заваряване и да закупите необходимото оборудване и оборудване. Заваряването е такъв технологичен процес, при който качеството на работа зависи пряко от оборудването на работното място.
Самата същност на електрическото заваряване е следната. Power pointгенерира мощен заваръчен ток, който се подава към работния пост чрез кабели. Между електрода и повърхността на заварения метал се създава електрическа заваръчна дъга - стабилен разряд, характеризиращ се с най-високи температурни стойности. Това води до разтопяване на метала и добавъчния материал. Образува се така наречената заваръчна вана - зона на стопилка, контролираща и насочваща, която заварчикът образува шев. След отстраняване на дъгата разтопеният метал кристализира и се създава здрава монолитна връзка на частите.
Тази много опростена схема се прилага в няколко технологии за заваряване:
- повечето широко разпространене ръчно дъгово заваряване, което според съществуващата терминология има съкращението ММА (от английско име « Наръчник Метал Дъга»). основна характеристика- използването на топими електроди със специално покритие. Предимства - няма особено сложна техническа поддръжка, необходимо е газобалонно оборудване. Недостатъкът е възможността за заваряване само с черни метали или неръждаема стомана.
В по-голямата част от случаите, ако заваряването се разглежда на ниво домакинство, тогава се има предвид тази технология.
- Технологията за заваряване TIG ви позволява да работите с легирани стомани и някои цветни метали. Терминът " Волфрам Инертен Газговори само за себе си: волфрам и инертен газ. В този случай дъгата се създава между заваряваната повърхност и нетопимия волфрамов електрод и като пълнеж се въвежда един или друг вид пълнеж. В същото време през заваръчната горелка с топлоустойчива керамична дюза непрекъснато се подава защитен инертен газ, който осигурява чистотата на шева.
Заваряването по тази технология има много предимства, но изисква специално оборудване и висококвалифицирани работници.
- Метален инертен газ - Метал Активен Газ) е една от най-модерните съвременни технологии, която все повече се използва от домашни майстори. Процесът на заваряване също се извършва в среда от инертни или активни газове с автоматично подаване на добавъчен материал (заваръчна тел), който играе ролята на електрод.
Тази технология дава възможност да се произвеждат висококачествени шевове във всяка равнина и с много висока производителност. До известна степен е дори по-просто от М MA, но изисква сложно и доста обемисто оборудване - самата заваръчна машина, телоподаващо устройство, газобалонно устройство, горелка със специална втулка, през която се излива телта и защитния газ.
- Има и точково електрическо заваряване - SPOT, което намира най-широко приложение, по-специално в секциите на каросерията на предприятията за обслужване на автомобили. Освен това ще изисква специално сложно оборудване и практически не се използва у дома.
Ръчно дъгово заваряване MMA - какво е необходимо за работа?
Всеки начинаещ винаги започва с овладяване на техниките за ръчно дъгово заваряване (MMA), така че всички въпроси, разгледани по-долу, ще бъдат посветени специално на нея.
За да започнете да практикувате сами, трябва да подготвите определено оборудване, оборудване и консумативи.
машина за електродъгово заваряване
За заваряване с помощта на MMA технология се използва един от трите вида устройства:
- Заваръчният трансформатор е един от най-простите видове оборудване. Принципът на работа е елементарен - мрежовото напрежение е 220 V (или 380, напр трифазна мрежа) се преобразува в по-ниска, от порядъка на 25 - 50 V, но поради това стойността на тока се увеличава рязко.Предимствата на такава схема са нейната простота, висока надеждност и лекота на поддръжка, висока номинална мощност . Такива устройства са евтини, което вероятно до голяма степен определя тяхното разпространение.
Недостатъците на трансформатора са много по-големи - заваръчната дъга от променлив ток не се различава по стабилност, има чести случаи на залепване на електродите, голямо пръскане на метал, шевовете не са точни. Освен това ще са необходими специални електроди специално за „промяната“. Заваръчните трансформатори са силно зависими от мрежово напрежение, а самите в процеса на работа могат сериозно да "увиснат" мрежата. Те не се различават по компактност и лекота. С една дума, не е желателно да започнете обучение с такова оборудване. По правило са необходими добри умения за работа на такива устройства.
- Заваръчните MMA токоизправители се различават от трансформаторите по това, че дават постоянен ток на изхода. С тях е много по-лесно да се работи, тъй като "постоянната" дъга е много по-стабилна, а шевовете са по-точни.
Въпреки това, остават недостатъци- същата масивност и габаритни размери, дори повече от тази на заваръчните трансформатори, зависимост от захранващото напрежение и голямо натоварване на мрежата. На цена те са по-скъпи от трансформаторните устройства.
- Без преувеличение можем да кажем, че буквално революция в заваръчната технология е направена от устройства, работещи на инверторна верига. Мрежовото променливо напрежение 220 V с честота 50 Hz преминава през цяла каскада от честотни и амплитудни трансформации, като на входа се получава необходимия постоянен ток с най-висока степен на стабилизация. Всички процеси се контролират от микропроцесорен модул, който ви позволява да правите необходимите настройки с висока степен на точност.
Най-модерното решение - заваръчен инвертор
Всичко това дава цял "букет" от предимства на такова устройство:
- Оборудването спокойно понася доста сериозни колебания в m = мрежово напрежение, което е особено важно в крайградските села, където подобни проблеми са много често срещано явление.
- В същото време инверторите, в сравнение с други устройства, имат минимална консумация на енергия - те практически не претоварват мрежата.
- Стабилизираният ток и възможността за неговото фино регулиране ви позволяват да изпълнявате точни и точни шевове. Практически няма пръски.
- Устройството е компактно и леко.
Произвежда се широка гама от такива устройства - от битови инвертори до професионално оборудване. За начинаещи заварчици най-оптималниятрешение , Цените за висококачествени инвертори са доста високи, но, първо, те са склонни да намаляват, и второ, такава еднократна покупка ще се оправдае напълно. И много евтини устройства с много съмнителен монтаж се появиха в продажба. Ето защо е много важно да се подходи правилно към проблема. избор на инвертор -Трябва да обърнете внимание на редица важни нюанси:
- Максимален заваръчен ток. Ако устройството е планирано да се използва в домакинска среда, тогава, като правило, Спри сепри модели със стойност 150 - 200 A. това е напълно достатъчно за работа с електроди с диаметър до 4 mm.
- устойчивост електронна схемана колебания в мрежовото напрежение. Качествените инвертори трябва да издържат на колебания в рамките на ± 20 ÷ 25 %.
- Инверторът трябва да има система за принудително охлаждане, която работи постоянно при включено захранване, или оборудвана с автоматично оборудване, което стартира вентилация при определена температура на радиаторите.
- Не трябва да забравяме и консумацията на енергия на устройството - тя може да бъде от порядъка на 2 ÷ 3 kW за малки модели, но може да достигне дори по-значителни стойности за устройства полупрофесионаленили професионаленклас.
- Какво относно ммнозина просто не знаят: параметърът, който определя допустимата продължителност на процеса на заваряване, е времето за включване (ST). Никое устройство не може да работи без прекъсвания, а параметрите трябва да показват PV, изразено като процент от общата продължителност на оборудването. За домакинските модели това обикновено възлиза на около 40% - нищо не може да се направи, това е цената за компактността на устройството. На практика това означава, че периодът на "почивка", в този случай, в 1,5 пътипо-дълго от времето за заваряване, например, 1 минута непрекъсната работа ще изисква поне минута и половина пауза.
- Ще бъде много удобно за начинаещи заварчици, ако има такива полезни функции:
- "HotStart" значително улеснява първоначалното запалване на заваръчната дъга. Електрониката автоматично увеличава в импулси стойността на тока в момента на запалване.
- "ArcForce" ще ви помогне да се справите с вечния проблем на начинаещите - залепването на електрода към металната повърхност. С намаляване на необходимото разстояние между електрода и метала, токът се увеличава, предотвратявайки този проблем.
- "AntiStick" - функция, която ще предпази машината от прегряване, ако залепването все още не може да бъде избегнато. В този случай захранването просто ще се изключи автоматично.
Друг важен съвет. „Ахилесовата пета“ на инверторите е известна трудност при извършване на ремонтни дейности в случай на повреда на веригата. При избора на устройство е по-добре да се даде предпочитание на модели с многоплатково оформление на електронната схема. Например, такива устройства са малко по-скъпи, но диагностицирането на повреди става по-лесно, поддръжката е много по-висока.
Видео: как да изберем заваръчен инвертор
Заваръчни проводници, държач за електроди, заземителна скоба
Заваръчните инвертори, като правило, вече са оборудвани с проводници, държач за електроди и заземителна скоба. Въпреки това, когато купувате тези елементи, трябва също да обърнете голямо внимание - понякога можете да попаднете на продукти с ниско качество.
- Заваръчните проводници трябва да са в гъвкава гумена изолация, да имат надеждни месингови контактни щепсели, подходящи за съединителите на конкретна машина. Напречното сечение на кабела трябва да бъде най-малко 16 mm², ако устройството е проектирано за токове до 150 A, 25 mm² - при 200 A и дори 35 mm², ако се очаква да работи с токове от 250 A и повече. Не преследвайте дълги проводници и не ги удължавайте сами - това може да доведе до претоварване на електрониката и повреда на инвертора.
- Държачът на електрода е най-важният елемент от оборудването на заварчика, тъй като майсторът го манипулира в процеса на работа. Не използвайте домашни "щепсели" за работа - това е доста опасно от гледна точка на получаване на леки изгаряния на очите или токов удар. от най-много широко разпространени удобни днес са държачи тип клещи - "щипки". Някои са удобни, позволяват лесна и бърза смяна на електрода, добре изолирани са от всички страни и осигуряват необходимата безопасност.
Едни от най-често срещаните - държачи - "щипки" тип клещи
Държачът трябва да има надеждна скоба за електродите, позволяваща поставянето им не само перпендикулярно, но и под ъгъл от 45º. Необходимо е да не бъдете твърде мързеливи и да проверите материала на контактната част - трябва да има мед или месинг, но не и стомана с медно покритие. Това е ясен знакевтин фалшификат, който лесно се открива с малък магнит. Необходимо е да се провери надеждността на фиксирането на електрода, особено на малък диаметър (2 mm) - това често е проблем за нискокачествени държачи тип клещи.
Важен фактор е удобството на държача, неговия баланс, "разпределение на теглото" - работата с него не трябва да причинява бърза умора на ръцете. Трябва да има дръжка, достатъчно дълга, за да позволи най-удобната позиция на ръката, гофрирана повърхност, за да предотврати подхлъзване в дланта с ръкавица. Не забравяйте, че за държачите се определя и максималната стойност на заваръчния ток.
- Скобата за свързване на земята трябва да има мощна пружина, надеждна връзка с проводника, месингови контакти за кримпване на метален детайл, свързан с медна шина.
Оборудване за заваряване
- На първо място, за заваряване ще ви е необходима маска или щит. Щитовете често идват с инвертори, но имат неудобство - трябва да се държат със свободна ръка и това далеч не винаги е възможно. По-добре е да си купите пълна маска.
Това оборудване предпазва очите от леки изгаряния, покрива лицето от пръски метал или искри, а дихателните органи до известна степен от издигащи се газове. В същото време светлинният филтър трябва да осигурява добра видимост на наслагвания шев при запалване на дъгата - изборът се извършва индивидуално. Светлинният филтър трябва да бъде покрит със защитно стъкло.
Самата маска е изработена от термоустойчива пластмаса. Не трябва да е тежък и обемист, причиняващ бърза умора. Необходимо е да се провери удобството на лентата за глава и нейното фиксиране желана позиция, възможност за регулиране на необходимия размер.
Маски - "хамелеони", оборудвани със специални течнокристални филтри, които моментално се сменят предаване на светлинав момента на запалване на дъгата. Удобството е неоспоримо - няма нужда постоянно да сгъвате назад маската за визуален контрол на завършения шев, а процесът на запалване на дъгата също е опростен. Такива маски имат известна степен на регулиране на скоростта на реакция и степента на затъмняване - това е още едно значително предимство. Недостатъкът им е доста висока цена.
- За работа ще ви трябват специални дрехи, ушити от тяхната издръжлива плътна тъкан, която изключва моментално топене или изгаряне при удар на искри (напр. брезент)Кръпките на сакото или панталоните са строго забранени.
Обувките трябва да са кожени, напълно затворени, горната част трябва да бъде надеждно покрита с панталон. Ръцете трябва да бъдат защитени с кожени или дебели платнени ръкавици или ръкавици (гети) с дълги маншети, които напълно покриват областта на китките.
- За производството на заваръчни работи, освен това, ще ви е необходим специален чук за раздробяване на шлака, желязна четка за почистване на повърхността на метала. Рязането на заготовки и режещи части (скосяване и т.н.) ще изисква машина за мелница с режещи и шлифовъчни колела.
Какви електроди да използвам?
Електрод представлява aстоманен прът, покрит със слой покритие. Пръчката е едновременно проводник за заваръчния ток и добавъчен материал. Покритието, когато е изложено на високи температури, създава защитен слой от шлака и газ, който предпазва заваръчния шев от мигновено окисляване от кислород и азот във въздуха.
Много е важно да изберете правилните електроди
Има ситуации, когато оборудването е добро и изглежда, че всичко е направено според правилата, но заваръчният шев не работи. Може би причината се крие в неправилния избор на електроди. Уви, много начинаещи занаятчии ги избират, като се фокусират само върху дебелината на секцията на пръта, губейки от поглед останалите характеристики. Междувременно класификацията на електродите е доста сложна и разнообразна. Разбира се, можете да получите съвет при покупка, освен ако разбира се самият продавач не разбира това. Но можете да опитате да се справите сами с някои проблеми.
Например електрод E42 A-U ОХИ-13/45— 3.0-UD (ГОСТ 9966-75) или E-432(5) – B 1 0 (ГОСТ 9967-75). За какво могат да говорят цифрите и буквите?
- E42 А– специално обозначение, което говори за механичните и якостни качества на създадения шев. Характеристика, необходима повече за инженерни изчисления.
- UONI -13/45 - марката на продукта е криптирана тук. зададени от производителя.
- 3,0 – диаметърът на металния прът е 3 мм.
- Писмо "U" казва, че е предназначен за заваряване на въглеродни или нисколегирани стомани - това, което най-често се изисква у дома. Можете да намерите обозначения "L", "T", "V" са електроди за легирани и в инструменталнастомани различни видове, а "Н" - за създаване на повърхностен слой върху металната повърхност.
- Писмо "Д" в този пример се говори за дебело покритие. Тънкият слой ще бъде маркиран "М" , средно аритметично - „ОТ“ и много дебел "G". Предпочитание трябва да се даде на дебело покритие.
Съгласно следния GOST декодирането е както следва:
- E-432(5) - информация за специалистите за физичните и химичните свойства на внесената добавка.
"Б" е класификация на покритието. В дадения пример основният. Освен товаМожете да намерите следните обозначения:
- "НО" - киселинно покритие, подходящо за константи, и за промяна, за всякаквивидове шевове, но дава силни пръски.
- "Б" - основният, използван за заваряване на мощни дебели части с обратна полярност.
- "R" - рутилно покритие - едно от най-често срещаните, идеално за начинаещ заварчик и за работа у дома.
- "° С" - покритие с целулозен компонент. Той е много удобен за мащабна работа, но изисква специална квалификация на заварчика, тъй като не толерира прегряване.
- "RC", "RTsZh" — комбиниран тип. Буквата "Zh", освен това, показва включването на железен прах в състава. Използва се предимно от квалифицирани специалисти за специален вид работа.
- Следващата фигура показва пространственото разположение на шевовете, които могат да бъдат изпълнени с този електрод.
— "един" - универсален;
- "2" - всичко освен вертикално отгоре надолу;
— "3" - "таванът" и вертикалата са неприемливи, точно както в точка 2;
- "четири" - електродът може да изпълнява само долни шевове.
- Последната цифра на маркировката е индекс, показващ параметрите на необходимия заваръчен ток. Данните се обобщават в специална таблица, като се вземат предвид както вида на тока, така и големината на напрежението. празен ходмашина и правилната полярност. За да не навлизаме в подробности - само няколко думи за това, което трябва да се има предвид. Има общо десет градации, от «0» преди "9" . За променлив ток, всеки, с изключение на «0» . Когато е "постоянен", полярността на връзката няма да има значение за индексите "1", "4", "7" . електроди "2", "5" и "осем" - изключително за директна полярност и "0", "3", "6" , и "9" - само за реверс.
Диаметърът на електродите се избира в зависимост от дебелината на заваряваните части. Можете лесно да се съсредоточите върху следните параметри:
— За детайли с дебелина до 2 mm — Ø 1,5 ÷ 2,5 mm
- 3 мм - Ø 3,0;
— 4 ÷ 5 mm – Ø 3,0 ÷ 4,0
— 6 ÷ 12 mm – Ø 4,0 ÷ 5,0
- над 12 мм - Ø 5,0.
Видео: класификация на електродите за ръчно електродъгово заваряване
Подготовка на работното място
За да започнете практически упражнения, трябва да си подготвите работно място:
- Най-добре е да работите на открито и на открито - вероятността от пожар на строителни конструкции е изключена, по-малко излагане на токсични изпарения.
- В близост до работното място не трябва да има запалими материали или течности.
- В случай на пожар трябва да се подготвят средства за гасене на пожар - вода, огнеупорна пелерина от плътен плат, пясък. В същото време водата може да се използва за гасене на пламъка само когато апаратът е напълно изключен.
Оптималното решение е стенд за заваряване на метал
- Най-добре е да работите на метална работна маса. Трябва да разгледате въпроса за фиксирането на детайлите (мегемета, скоби и др.). )
- Удължителният кабел трябва да бъде оразмерен така, че да отговаря на пиковата консумация на енергия на заваръчната машина.
- Преди започване на работа е необходимо да се осигурят мерки за изключване на появата на непознати и по-специално деца.
Първи практически стъпки
Ако всичко е готово, можете да продължите към практически действия. За начало е най-добре да подготвите лист метал, почистен от мръсотия и ръжда - по-добре е да изработите първите стъпки върху него, без да бързате незабавно да заварявате части с четка
Най-добре е да започнете обучението с електроди Ø 3 mm - по-лесно е да „напълните ръката си“ с тях. Стойността на заваръчния ток в този случай ще бъде около 80 - 100 A. Електродът се вкарва в държача, проверява се надеждността на закрепването му.
- Първото "упражнение" ще бъде удар и задържане на заваръчната дъга. За да направите това, след като включите устройството и спуснете маската, трябва или да ударите електрода върху металната повърхност, или да почукате няколко пъти на едно място. Трябва да се появи искра и сега най-важното е да запазите горящата дъга. За да направите това, е необходимо стриктно да се поддържа разстоянието между електрода и металната повърхност. Позицията на електрода е приблизително 30º от перпендикуляра на повърхността.
За нормална междина се счита тази, която е приблизително равна на дебелината на пръта на електрода - това се нарича къса дъга. При инверторно заваряване с висококачествени и сухи електроди обикновено няма проблеми със стабилността на дъгата. С увеличаване на празнината до 4 - 5 mm се получава дълга дъга, която няма да даде висококачествен шев. Прекомерното приближаване на електрода към повърхността може да доведе до залепването му. В този случай трябва незабавно да завъртите държача настрани, докато прътът прегрее.
При поддържане на дъгата трябва да се помни, че електродът постоянно изгаря и позицията му спрямо металната повърхност трябва да се коригира.
- Сега трябва ясно да разберете структурата на разтопения метал в областта на дъгата. В началото на нагряването се появява червено течно петно - това все още не е метал, а разтопено покритие на електрода, което създава защитен слой. След 2-3 секунди в центъра на това място ще се появи ярко оранжева или дори белезникава капка с леко трептене или вълни на повърхността му - това е заваръчната вана, областта на разтопения метал. Важно е да се научите ясно да разграничавате течната шлака от самата баня - качеството на наслагвания шев също ще зависи от това.
- Веднага след като ваната се образува, започваме да се опитваме да извършим нейното движение, плавно премествайки електрода, без да променяме празнината. Капка метал винаги се премества в зона с повишена температура, така че банята също ще има тенденция да следва дъгата. От своя страна налягането на дъгата донякъде избутва ваната в обратна посока. След като сте работили практически и сте разбрали този принцип, можете да опитате да оформите зърно от заваръчен метал върху повърхността на листа.
- За известно усложняване на задачата е най-добре да очертаете линия върху металната повърхност, която трябва да се поддържа при създаването на заварена перла. Електродът ще се движи по линията с малки колебателни движения в страни - както е показано на диаграмата.
След като нанесете този „шев“, е необходимо да го оставите да изстине и след това да отрежете слой шлака, за да оцените визуално качеството. Може да се наложи да регулирате силата на тока. Това, например, ще бъде забележимо в неварени зони - токът очевидно е недостатъчен. По-висока стойност може да доведе до изгаряне на листа. Всичко това се определя само експериментално, трудно е да се дадат ясни препоръки.
Първото упражнение - създаване на гладки ролки
Порьозността на шевовете, включването на частици шлака в металната конструкция не е разрешено - тази връзка не е издръжлива.
В хода на практиката ще бъде възможно да се реши коя посока на заваряване ще бъде най-удобна - към вас или далеч от вас, издърпвайки банята зад електрода или обратно, бутайки го напред. Много занаятчии съветват въпреки това да извършват заваряване, ако започнат да се получават гладки и висококачествени ролки, можете да преминете към следващия етап - заваряване на две детайли.
- Първо, трябва да научите как да прилагате еднослойни шевове върху тънки 3-4 mm заготовки. По-сложни вариации, със заваряване на корен и запълване, могат да бъдат усвоени, години с най-простите техники, ще бъдат постигнати стабилни умения.
Не трябва да се страхувате от такива първи провали - опитът определено ще дойде
С една дума, всичко останало ще зависи само от усърдието и редовното практическо обучение на начинаещ заварчик. Добре е, ако има възможност да се свържете със специалист, за да може той да оцени резултатите. Ако не, можете да сравните резултатите от работата си с видеоклиповете, показани в интернет с майсторски класове в електродъгово заваряване. Опитът, твърдостта на ръката, способността да избирате правилните параметри и самочувствието определено ще дойдат.
Видео: майсторски клас по ръчно електродъгово заваряване
Заваряването е най-разпространеният начин за свързване на две отделни метални части в наши дни. Отвън изглежда, че готвенето е просто и неусложнено, но всъщност професията на заварчика е доста сложна и изисква определени умения. Има много за учене и много за обмисляне, преди да започнете процеса на заваряване.
За начинаещи заварчици и за професионалисти, работещи на височина, бяха пуснати в продажба компактни модерни устройства за електродъгово заваряване - инвертори.
Заваръчната машина извършва работа с помощта на източник на захранване и електроди.
Има два вида устройства:
- инвертор;
- трансформатор.
Апарат тип трансформаторлесен за използване, но тежък и големи размери, издръжлив и издръжлив, както и много надежден. Задължително за работа променлив ток. За заваряване се използват електроди с калциев флуорид или рутил. Мерна единица има ниска ефективност, а заварката направена с трансформаторно устройство, е със средно качество. При работа с този вид електрозаваряване е необходима висока квалификация на заварчика.
Инверторът е електрическа машина за заваряване, която работи на постоянен ток, за разлика от трансформатор. На входа на веригата на устройството входящото напрежение се преобразува от директно в променливо, което след това влиза в трансформатора. Основната разлика между този тип заваряване е следната:
- леко тегло;
- мобилност;
- компактност;
- добре доказано устройство в областта;
- независимост от входното напрежение;
- икономика.
Инверторите са много икономични при използване на устройството загубите на енергия са десет пъти по-малкоотколкото при използване на трансформаторни модели. Устройството има ефективност от 85 до 90 процента.
С помощта на инвертор можете да свържете както малки, така и големи метални изделия. Инверторите в наше време се превърнаха в голям пробив в областта на заваръчните агрегати, старите обемисти трансформатори постепенно се изместват от ежедневната употреба поради техния размер и трудности при използване. Инверторът е достъпен както като цена, така и като класификация за всеки заварчик, достатъчно е да познавате основите и принципите на самия процес на заваряване, за да работи.
Електричеството, което тази малка заваръчна машина консумира, отива изключително за работата на самата дъга, която директно извършва процеса на заваряване.
Основи на инвертора
Заваръчните машини от инверторен тип са много удобни за използване и възможно най-икономични, това е важно за начинаещи, които нямат опит като заварчици. Като начало трябва да разберете това инвертора е електронен машина за заваряване , така че основното натоварване при работа с него ще отиде във вашата електрическа мрежа.
За сравнение: старата машина за заваряване на трансформатор, когато е включена, произведе максимален и силен тласък на електричество, поради което имаше прекъсване на захранването в мрежата на вашия дом. Инверторът, напротив, има кондензатори за съхранение, които първо натрупват електричество, а след това осигуряват непрекъсната работа на вашата електрическа мрежа и леко запалват електрическата дъга.
Можете да научите и самостоятелно да изучавате уроци по инверторно заваряване в достъпна форма. От наша страна можем да ви дадем някои полезни и необходими предложения, ако имате въпроси. В статията ще ви кажем на какво първо трябва да обърнете внимание, преди да започнете заваряването.
Важен момент, който трябва да разберете, е фактът, че консумацията на енергия на инвертора е пряко свързана с диаметъра на вашия електрод. Колкото по-голям е диаметърът на електрода, който използвате, толкова повече електричество ще изисква. Ето защо, преди да започнете работа, трябва изчислете приблизителната максимална стойност на електроенергията, консумирана от вашето устройствоза да не изгорите кабелите или уредите в дома си.
Освен това за всеки диаметър на електрода, който използвате, се изисква минималната препоръчителна сила на тока, тоест, ако искате да намалите силата на тока, тогава няма да можете да заварявате.
Ако искате да експериментирате и да увеличите силата на тока, тогава самият шев ще се окаже, докато електродът може да изгори или да се залепи много бързо. Както вече разбрахте, важен елемент за процеса на заваряване е правилният избор на електрода и тока на машината.
Структурно електродът се състои от метален прът, върху който се напръсква специален прахообразен състав. Праховото покритие е необходима бариера за достъп до заваръчния шев на околния въздух. Околен свят влияе неблагоприятно върху образуването на заваръчния шев, окислявайки го, което влошава качеството на шева. Праховото покритие също е необходимо за поддържане на нормалния процес на дъга.
За заваряване с инвертор се използват електроди UONI, MR, ANO, OZS. Качеството на закупените електроди до голяма степен зависи от условията на транспортиране и съхранение. Диаметърът на необходимия електрод варира от 2 до 5 mm. Всичко зависи от материала и дебелината на частите, които ще бъдат заварени.
Инструкция стъпка по стъпка за начинаещи при използване на инвертор
Дължината на дъгата
Това е разстоянието, което се образува между метала и електрода по време на процеса на заваряване. Важно е да поддържате постоянно правилно разстояние по време на заваряване.
малка празнина
Наличието на малка празнина ще доведе до факта, че металът няма време да се затопли напълно, докато шевът ще излезе изпъкнал и не е слят отстрани.
Голяма празнина
Наличието на голяма празнина ще доведе до скок на дъгата, което ще предотврати проникването, което означава, че горещият метал, който се отлага, ще лежи неравномерно.
Изисква се правилно разстояние
Осигуряването на правилното постоянно разстояние ще доведе до добро проникване и отлично образуване на шевове.
С опит ще можете правилно да контролирате дължината на дъгатакоето ще ви даде най-добри резултати. Дъгата образува заваръчна вана, докато преминава през пролуката, като в процеса се разтапя основния метал. Той също така гарантира, че разтопеният метал влиза във ваната.
Правилно оформен заваръчен шев и неговите дефекти
В процеса на заваряване, с бързото движение на електрода, се образува дефектен шев. Линията на ваната е разположена по-ниско от линията на повърхността на основния метал. Ако запалената дъга проникне дълбоко и интензивно в заварявания метал, тя избутва басейна назад и образува шев. Следователно в процеса е необходимо да се гарантира, че заваръчният шев е на нивото на заварения метал.
Идеалният заваръчен шев ще помогне да се образуват зигзагообразни и кръгови движения. Извършвайки движения в кръг, е необходимо да следвате шева, равномерно разпределяйки банята.
Когато електродът се движи в различни посоки на зигзаг образува се добър шев, докато е необходим контрол върху образуването на шева. В процеса ние образуваме шев първо от левия ръб, след това в центъра на банята, след това от лявата страна и т.н. Трябва да се помни, че банята следва топлината.
Подрязване се образува, когато няма достатъчно електроден метал, когато ваната е пълна и когато се движи напречно. За да се предотврати образуването на подрязване, е необходимо да се наблюдават външните граници на шева, внимателно да се наблюдава банята и, ако е необходимо, да се изтъни.
За управление на банята се прилага дъгово напрежение, разположено в края на електродния прът. По време на накланянето на пръта банята не се разтяга, а избутва. Не забравяйте, че колкото по-вертикален е електродът по време на процеса на заваряване, толкова по-малко изпъкнал е заваръчният шев.
Когато държите електрода вертикално, ваната се притиска надолу, тъй като цялата топлина се концентрира над нея. В същото време се разнася добре наоколо и се топи.
Когато вашият електрод е леко наклонен, цялата сила се изтегля назад и шевът плава (повдига се). Когато електродът има голям ъгъл, силата се прилага по протежение на вектора на шева, което прави невъзможно контролирането на горещата баня.
Ако е необходимо да преместите банята назад или да получите плосък шев, нанесете наклоните на електрода под различни ъгли. Работата на електрода започва от ъгъл от 45 градуса до 90, тъй като този ъгъл ви позволява да контролирате банята и да заварявате нормално.
Обратен и директен поляритет при заваряване с инвертор
При обратна полярност има намален внос на топлина в продукта. Зоната на топене е плитка, но доста широка. Може да се наблюдава катоден почистващ ефектповърхност за заваряване.
При директна полярност има намален внос на топлина в метала. Зоната на топене е дълбока, но в същото време тясна.
Инверторен процес на заваряване на тънък метал
Инверторът е добър за начинаещи заварчици, тъй като има редица функции, а именно:
- hotstart - помага при първоначалното образуване на заваръчната дъга;
- arcforce - за предотвратяване на залепването на електрода, когато е на близко разстояние от детайла. Функцията увеличава заваръчния ток;
- анти-залепване - предпазва устройството от прегряване чрез изключване на напрежението.
всичко тези функции се активират автоматичнопо време на непредвидена критична ситуация, което позволява на начинаещите да извършват заваръчни работи на добро ниво.
За да се образува заваръчният шев върху тънък метален лист добро качествои не са получени изгаряния върху заварените листове, е необходимо да се гарантира, че по време на процеса на заваряване можете да видите шева.
Електродът трябва да бъде избран с по-малък диаметър и поставен възможно най-близо до метала. След това изчакваме, докато започне да се образува червено петно, под него се образува капка метал, която ще свърже заедно тънки метални заготовки.
Бавно водейки електрода върху повърхността на тънки метални части, се образуват метални капки, които свързват детайлите заедно, образувайки заваръчен шев.
След като прочетете нашата статия, ще научите как да работите правилно с електрически заваръчен инвертор. Надяваме се, че ще намерите процеса на заваряване лесен и забавен. Преди да започнете процеса на заваряване, прочетете ръководството за инвертора и препоръкитеот производителя, за да защитите не само заваръчната машина, но и вашето имущество от повреда.
В частна къща и в страната винаги има нужда да се готви нещо. За да не се обръщате към професионалистите за дреболии (и да не им плащате), можете да си купите евтина машина за заваряване и да я научите сами. За да придобиете тези умения, се препоръчва да закупите машини за заваряване с постоянен ток и по-специално заваръчни инвертори. Те са малки по размер, тежат малко и с тяхна помощ можете да получите висококачествен шев дори без много опит. Не по-малко важно е, че в тази категория има добри устройства на ниска цена (5-10 хиляди рубли). Следователно заваряването с инвертор за начинаещи е най-доброто, което пазарът може да предложи днес.
Какво е заваръчен инвертор и как работи
Това устройство се нарича инвертор, защото преобразува променливия ток от мрежата 220 V с честота 50 Hz в високочестотни вибрациии след това в постоянен ток. В същото време устройството има висока ефективност: около 85-90% и дори при доста големи натоварвания, броячът "навива" малко. Във всеки случай няма да се налага да плащате луди сметки. Консумацията ще бъде малко по-висока, отколкото без заваряване, но не много.

Повечето инверторни заваръчни машини работят от домакинска мрежа от 220 V (има и машини от 380 V). И това е едно от предимствата им. Освен това те практически не го засягат по никакъв начин; не "седнете" напрежение. Що се отнася до съседите, бъдете спокойни: те няма да разберат, че заварявате. Вторият важен плюс е, че те могат да работят повече или по-малко нормално дори при ниско напрежение. Разбира се, трябва да погледнете характеристиките, но при 170 V повечето от тях все още ви позволяват да работите с 3 mm електрод. Това е много важно, особено в селските райони, където ниско напрежениее по-скоро норма, отколкото изключение.
Това, което друго е добро за начинаещи, е, че дъгата с инверторно заваряване е по-лесна за получаване и задържане. И като цяло според мнозина се готви от „по-меко“ и дъгата му е „по-лека“. Така че, ако искате да се научите да готвите, първо опитайте инверторно заваряване.
Основи на инверторното заваряване
Първо, нека да разгледаме дизайна на заваръчния инвертор. Няма да разглеждаме „пълнежа“, ще разгледаме какво е отгоре и какво ще трябва да използваме.

От какво се състои инверторната заваръчна машина (За да увеличите размера на снимката, щракнете върху нея с десния бутон на мишката)
Това устройство представлява малка метална кутия, която в зависимост от мощността тежи от 3 кг до 6-7 кг. Корпусът обикновено е метален, някои производители правят вентилационни отвори в него - за по-добро охлаждане на "пълнежа" ( през по-голямата част- трансформатор). Има колан за носене, понякога има и дръжка: коланът се поставя на рамото, ако работата изисква движение.
На един от панелите има ключ или ключ за захранване. В предната част има индикатори за мощност и прегряване. Има и копчета за настройка на напрежението и заваръчния ток. Също така на предния панел има два изхода - "+" и "-", към които са свързани работещи кабели. Единият кабел завършва с клипс-щифт, който е прикрепен към детайла, вторият - с държач за електрод. Конекторът за свързване на захранващия кабел обикновено се намира отзад. Това всъщност е всичко.
Когато купувате инвертор, уверете се, че кабелите са достатъчно дълги и достатъчно гъвкави, за да улесните работата с него. Потребителите на популярната марка имат най-много оплаквания от недостатъчно дълги и твърди работещи кабели.
Основни принципиработата с инверторна заваръчна машина е описана в това видео.
Инверторно заваряване за начинаещи
Както при всяко електрическо заваряване, топенето на метала се дължи на топлината на електрическата дъга. Възниква между заваръчния електрод и метала, който ще се заварява. За да се създаде дъга, те са свързани с противоположни полюси: „+“ се сервира на единия, „-“ на втория.
При свързване на електрода към „минус“ и детайлите към „плюс“, връзката се нарича „директна“. Ако към електрода се приложи „плюс“, връзката е обърната. И двата варианта се използват при заваряване, но само за метали с различна дебелина: обратен - за прави - за заваряване на дебели метали (с дебелина над 3 mm). Но това не е неизменно правило, понякога правят обратното.

Каква е причината за това разделение на практика? Физиката на процеса. Когато възникне дъга, електродите се преместват от минус към плюс. В същото време те също предават енергията си на положително заредена повърхност, повишавайки нейната температура. Следователно елементът, който е свързан към положителния изход, се нагрява повече. При заваряване на метали с достатъчна дебелина те трябва да бъдат добре нагрети, така че да се стопят и шевът да е с високо качество. Затова им се дава "+". Тънкият метал, напротив, може да изгори от прегряване и към него се прикрепя „минус“, загрявайки електрода по-силно, от който повече разтопен метал влиза в шева.
Възможно е да заварявате метал правилно с инвертор само ако електродът се контролира добре от вас. За да направите това, трябва да вземете правилно дръжката. Как да направите това, вижте видеото.
Как се образува шев по време на заваряване
Сега относно самия процес на заваряване. Електрическа дъга се образува, когато сърцевината на електрода и металът влязат в контакт (прочетете по-долу как да запалите дъгата). В същото време покритието започва да гори. Частично се топи, преминавайки в течно състояние, частично се превръща в газове. Тези газове обграждат заваръчната зона - заваръчната вана. Те не позволяват на кислорода от въздуха да "пробие" до разтопения метал. Тази част от покритието, която е преминала в течно състояние, покрива разтопения метал, създавайки втори слой защита. След охлаждане се превръща в шлака, която покрива шева с кора. И на този етап шлаката предпазва все още горещия метал от кислорода.
Но шлаката и защитата далеч не са единственият процес, който се случва и трябва да се контролира. При заваряване е необходимо да се гарантира, че съединението на две парчета метал се нагрява равномерно и достатъчно. И двете части трябва да се стопят на еднакво разстояние от ръба. За да бъде нагряването равномерно, трябва да поддържате същото разстояние от върха на електрода до детайла. Не е много лесно да се направи това: електродът се топи по време на заваряване и частиците от неговия разтопен метал се прехвърлят от дъгата в шева. Следователно държачът на електрода трябва постепенно да се приближи до детайла. Но това не е краят на техниката за заваряване с електрод. Също така трябва да „изпишете“ някои фигури с върха му - зигзаг, кръгове, коледни елхи и др. Те ви позволяват да направите шева по-широк и да слеете двете части заедно. Най-често срещаните движения на електрода са показани на снимката по-долу.
Тоест, трябва да преместите електрода от едната страна на другата по ширината на шева по една от тези траектории, като същевременно наблюдавате състоянието на заваръчната вана и спуснете електрода, докато изгаря, поддържайки постоянно разстоянието до частта . Това е толкова трудна задача за тези, които искат да се научат как да заваряват метал. По-лесно е със заваръчен инвертор - дъгата е постоянна и не скача, но в началото може да не успеете.
Това много забавено видео показва прехвърлянето на метални частици от електрода към заваръчната вана и как се формира.
Как да се научите да заварявате метал с инвертор
Започнете обучението със запалването на дъгата. За да направите това, освен апарата, метал (дебелина 5-6 мм) и електрод, ще ви трябват и маска и клин (тесни кожени ръкавици) на заварчик, както и дебели дрехи и ботуши от дебела кожа - за защита от искри и котлен камък.
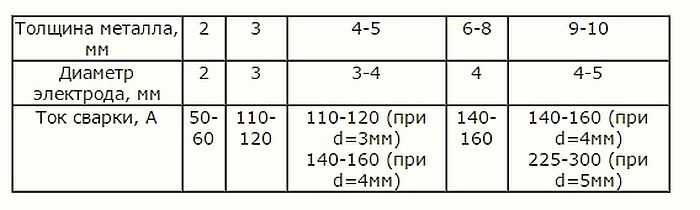
Започнете работа, като свържете заваръчните кабели. След това избраният електрод се вкарва в държача (за начало вземете MP 3 с диаметър 3 mm - лесно се запалват и се готвят добре). След включване на захранването настройте заваръчния ток (вижте таблицата). За електрод с диаметър 3 mm се задава ток 90-120 A. Токът по време на процеса на заваряване може да се регулира. Ако видите, че това не е валяк, а само няколко несвързани ивици, увеличете го. Ако, напротив, металът е много течен и е трудно да се движи заваръчната вана, намалете го. Настройките са много зависими от устройството и избрания електрод. Така че опитайте и променете. След като зададоха тока, те сложиха маска на заварчик (ще бъде по-лесно за начинаещи да работят, можете да работите.
Инверторното заваряване за начинаещи започва с обучението как да запалите дъга. Има два метода: ударете детайла с върха на електрода няколко пъти или го ударете като кибрит. И двата метода работят. Което ви е по-удобно, използвайте го. Но за в бъдеще имайте предвид, че трябва да ударите по линията на шева - така че да няма следи върху продукта. За да запалите дъгата стабилно, ще трябва да практикувате известно време и да изгорите няколко електрода.
Когато дъгата вече е запалена без проблеми, можете да продължите - овладейте движенията. Те правят това чрез полагане на ролки върху дебел метал. Върху метална плоча начертайте линия с тебешир, която ще замести вашия шев. След това запалвате дъгата. На мястото, където е останал, металът се топи и се покрива с филм от течна шлака. Това място се нарича заваръчен басейн. Тук ще трябва да го преместите по начертаната линия. Направете това с едно от движенията, показани на фигурата по-горе.
За да може ваната да се движи, електродът трябва да бъде леко наклонен, приблизително под ъгъл от 50-45 °. Някои хора имат повече ъгли, други по-малко. Като цяло, чрез накланяне на електрода, вие променяте размерите (ширината) на заваръчната вана. Можете да експериментирате: има много различни техники за заваряване и е важно само шевът да е с високо качество и как ще постигнете това зависи от вас, особено след като ще работите за себе си и за себе си.
Има две основни работни позиции на електрода: под ъгъл напред и под ъгъл назад. При заваряване с преден ъгъл получаваме по-малко топлина, шевът ще бъде по-широк. Тази техника се използва при заваряване на тънки метали. . Дебелите са заварени, като правило, с ъгъл назад.
Но ъгълът на наклон не е всички параметри, които ще трябва да се поддържат. Има и дължината на дъгата. Това е разстоянието от върха на електрода до повърхността на детайла. Средната дъга е 2-3 mm, късата е 1 mm или дори от край до край, дългата е 5 mm или повече, докато се счупи. Практиката започва с средна дължинадъги. попийте до метал 2-3мм. Тогава шевът ще се окаже по-гладък и по-добър: ако празнината е твърде голяма, дъгата започва да скача, нагряването на метала е недостатъчно, шевът се оказва размазан, връзката е ненадеждна. При къса дъга възниква друг проблем - шевът е твърде изпъкнал поради факта, че нагревателната зона е твърде малка. Това също не е добре, тъй като остават подрязвания - бразди по шева на частта - намалявайки здравината на връзката.

След като сте се упражнявали известно време върху полагането на ролките с различни движения, след като ролките са с еднаква ширина, люспите на повърхността са приблизително еднакви по размер, можете да опитате да заварявате шевовете. Можете да прочетете или можете да гледате друг урок "Заваряване за манекени".
Всички основи на инверторното заваряване за начинаещи. Всичко, което ви остава, е практика: трябва да носите повече от един електрод за тренировка. Може би дори не един килограм. Когато самата ръка извършва всички движения, всичко ще ви се стори доста просто.
За да консолидирате получените знания, вижте този видеоклип. Тук се предлага да започнете с малко трениране на ръката без електрод, като упражнявате движенията, докато държите молив в ръката си. Също добър вариант, може би ще ви се стори по-приемлив. В този видео урок за заваряване с инвертор за начинаещи всичко е много разумно, просто и достъпно. Ако има някакви неясноти, моля прегледайте. Разберете как да готвите с инверторно заваряване. Много полезна информация за начинаещи заварчици.
И накрая, за някои характеристики на работа заваръчни инвертори. Те много се страхуват от прах, особено от метал. Затова е препоръчително да не използвате мелница до тях и да извършвате редовно почистване с прахосмукачка отвътре (след изтичане на гаранционния срок). Не се препоръчва работа при дъжд или във влажни помещения. Това важи особено за евтините домакински модели. Въпреки че имат защита срещу токов удар, по-добре е да играете на сигурно.
Когато избирате електроди, обърнете внимание на областта на тяхното използване: те трябва да са подходящи за работа постоянен ток. При заваряване при най-висок ток или напрежение режимът на работа е прекъснат. Посочено е за всяко устройство в паспорта.