Продуктивен икономичен заваръчен инвертор. Правила за поддръжка и ремонт на заваряване. Разходи за самостоятелно сглобяване.
МАШИНА ЗА ЗАВАРЯВАНЕ СОБСТВЕНИ РЪЦЕ
1. Малко теория и основни изисквания за заваръчна машина.
Поради факта, че това ръководство не е технологична карта, не давам нито оформлението на печатни платки, нито дизайна на радиаторите, нито реда на поставяне на частите в кутията, нито дизайна на самата кутия! Всичко това няма значение и не влияе на работата на устройството! Важно е само на транзисторите (на всички заедно, а не на един) на моста да се отделят около 50 вата и на силовите диоди също около 100 вата, общо около 150 вата! Как се разпореждате с тази топлина не ме притеснява много, поне ги сложете в чаша дестилирана вода (шегувам се :-))), основното е да не ги нагрявате над 120 градуса C. Е, разбрахме дизайн, сега малко теория и можете да започнете да настройвате.
Какво е машина за заваряване мощен блокзахранване, способно да работи в режим на образуване и непрекъснато изгаряне на дъгов разряд на изхода! Това е доста тежък режим и не всяко захранване може да работи в него! Когато краят на електрода докосне метала, който се заварява, възниква късо съединение на заваръчната верига, това е най-критичният режим на работа на захранващия блок (PSU), тъй като е необходима много повече енергия за нагряване, стопяване и изпарете студения електрод, отколкото просто да изгорите дъгата, т.е. Захранването трябва да има резерв от мощност, достатъчен за стабилно запалване на дъгата, когато се използва електрод с максимално допустимия диаметър за това устройство! В нашия случай е 4 мм. Електрод от типа ANO-21 с диаметър 3 мм гори стабилно при токове от 110-130 ампера, но ако това е максималният ток за PSU, тогава ще бъде много проблематично да запалите дъгата! За стабилно и лесно запалване на дъгата са необходими още 50-60 ампера, в нашия случай това са 180-190 ампера! И въпреки че режимът на запалване е краткотраен, PSU трябва да го издържи. Отиваме по-нататък, дъгата се запали, но според законите на физиката характеристиката ток-напрежение (CVC) на електрическа дъга във въздуха, при атмосферно налягане, при заваряване с електрод с покритие, има падаща форма, т.е. как по-актуаленв дъгата, толкова по-ниско е напрежението върху нея и само при токове по-големи от 80А напрежението на дъгата се стабилизира и остава постоянно с увеличаване на тока! Въз основа на това може да се заключи, че за лесно запалване и стабилно горене на дъгата, I–V характеристиката на BP трябва да се пресича два пъти с I–V характеристиката на дъгата! В противен случай дъгата няма да бъде стабилна с всички произтичащи от това последствия, като липса на проникване, порест шев, изгаряне! Сега можем накратко да формулираме изискванията към PSU;
а) като се вземе предвид ефективността (около 80-85%), мощността на PSU трябва да бъде най-малко 5 kW;
б) трябва да има плавно регулиранеизходен ток;
в) при малки токове е лесно да се запали дъгата, да има система за горещо запалване;
г) имат защита от претоварване при залепване на електрода;
д) изходното напрежение при xx не е по-ниско от 45V;
е) пълна галванична изолация от мрежи 220V;
ж) падаща характеристика ток-напрежение.
Това всъщност е всичко! На всички тези изисквания отговаря разработената от мен апаратура, чиито технически характеристики и електрическа схема са дадени по-долу.
2. Спецификации на домашна машина за заваряване
Захранващо напрежение 220 + 5% V
Заваръчен ток 30 - 160 A
Номинална мощност на дъгата 3,5 kVA
Волтаж празен ходпри 15 оборота в първичната намотка 62 V
PV (5 мин.), % при макс. ток 30 %
100% работен цикъл при 100 A (посоченият работен цикъл се отнася само за моята машина и зависи изцяло от охлаждането, колкото по-мощен е вентилаторът, толкова по-голям е работен цикъл)
ток от мрежата (измерен по константа) 18 A
Ефективност 90%
Тегло с кабели 5 кг
Диаметър на електрода 0,8 - 4 мм
Заваръчната машина е предназначена за ръчно електродъгово заваряванеи заваряване в защитен газ при постоянен ток. Осигурено е високо качество на заварените шевове допълнителни функцииизвършва се в автоматичен режим: с RDS
- Горещ старт: от момента на запалване на дъгата в рамките на 0,3 секунди, заваръчният ток е максимален
- Стабилизиране на горенето на дъгата: в момента на отделяне на капката от електрода, заваръчният ток автоматично се увеличава;
- При късо съединение и залепване на електрода автоматично се задейства защита от претоварване, след откъсване на електрода всички параметри се възстановяват след 1s.
- При прегряване на инвертора заваръчният ток плавно намалява до 30А и остава така докато изстине, след което автоматично се връща към зададената стойност.
Пълната галванична изолация осигурява 100% защита на заварчика от токов удар.
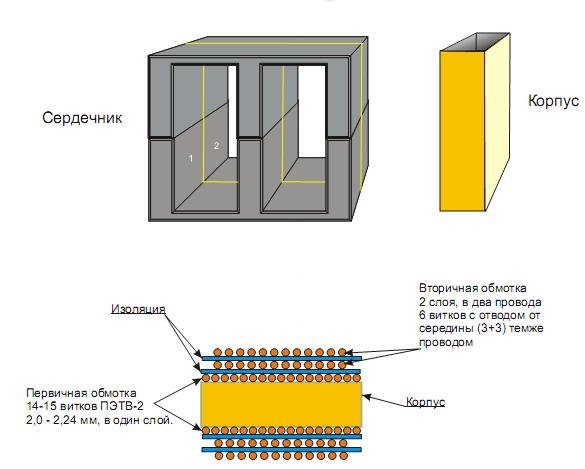
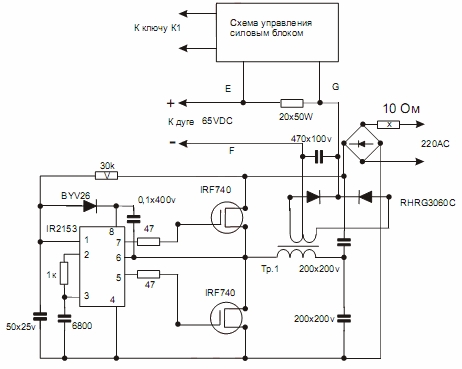
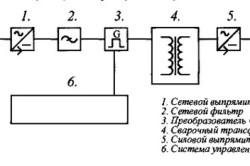
3. електрическа схемарезонансен заваръчен инвертор
Захранващ блок, натрупващ блок, защитен блок.
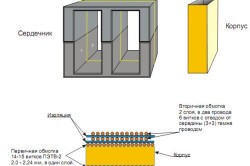
Dr.1 - резонансен дросел, 12 навивки 2xSh16x20, проводник PETV-2, диаметър 2.24, междина 0.6mm, L=88mkH Dr.2 - изходен дросел, 6,5 оборотаза 2xSh16x20, тел PEV2, 4x2.24, междина Zmm, L=10mkH Tr. 1 - силов трансформатор, първична намотка 14-15 оборота PETV-2, диаметър 2.24, вторичен 4x (3 + 3) със същия проводник, 2xSh20X28, 2000NM, L = 3.5mH Tr.2 - токов трансформатор, 40 оборота на феритен пръстен K20x12x6.2000NM, MGTF тел - 0.3. Tr.Z - главен трансформатор, 6x35 включва феритен пръстен K28x16x9.2000NM, проводник MGTF - 0.3. Tr.4 - понижаващ трансформатор 220-15-1. T1-T4 на радиатора, захранващи диоди на радиатора, 35A входен мост, на радиатора. * Всички синхронизиращи кондензатори са филмови кондензатори с минимален TKE! 0.25x3.2kV се набират от Yushtuk 0.1x1.6kV тип K73-16V в последователно-паралелно. Когато свързвате Tr.Z, обърнете внимание на фазите, транзисторите T1-T4 работят диагонално! Изходни диоди 150EBU04 , Необходими са RC низове в паралел с диодите! При такива данни за намотка диодите работят с претоварване, по-добре е да ги поставите два паралелно, централната е марка 70CRU04.
4. Избор на мощни транзистори
Силовите транзистори са сърцето на всеки заваръчен апарат!От правилния избор на мощни транзистори зависи надеждността на цялото устройство. Технологичният прогрес не стои неподвижен, на пазара се появяват много нови полупроводникови устройства и е доста трудно да се разбере това разнообразие. Ето защо в тази глава ще се опитам да очертая накратко основните принципи за избор на превключватели на мощността при изграждането на мощен резонансен инвертор. Първото нещо, с което трябва да започнете, е приблизителното определяне на мощността на бъдещия преобразувател. Няма да давам абстрактни изчисления и веднага ще премина към нашия заваръчен инвертор. Ако искаме да получим 160 ампера в дъга при напрежение от 24 волта, тогава чрез умножаване на тези стойности получаваме полезната мощност, която нашият инвертор трябва да даде и да не изгори. 24 волта е средното напрежение на горене на електрическа дъга с дължина 6 - 7 мм, всъщност дължината на дъгата се променя през цялото време и съответно напрежението върху нея се променя и токът също се променя. Но за нашите изчисления това не е много важно! И така, умножавайки тези стойности, получаваме 3840 W, грубо оценявайки ефективността на преобразувателя от 85%, можете да получите мощността, която транзисторите трябва да изпомпват през себе си, това е около 4517 W. Познавайки общата мощност, можете да изчислите тока, който тези транзистори ще трябва да превключват. Ако направим устройство да работи от мрежа от 220 волта, тогава просто като разделим общата мощност на мрежовото напрежение, можем да получим тока, който устройството ще консумира от мрежата. Това са около 20 ампера! Получавам много имейли с въпрос дали е възможно да се направи машина за заваряване, така че да може да работи с 12-волтова автомобилна батерия? Мисля, че тези прости изчисленияще помогне на всички аматьори да ги зададат. Предвиждам въпроса защо разделих общата мощност на 220 волта, а не на 310, които се получават след изправяне и филтриране мрежово напрежение, всичко е много просто, за да поддържаме 310 волта при ток от 20 ампера, имаме нужда от филтърен капацитет от 20 000 микрофарада! И ние задаваме не повече от 1000 микрофарада. Изчислихме стойността на тока, но това не трябва да е максималния ток на транзисторите, които сме избрали! Сега в референтните данни на много фирми са дадени два параметъра максимален ток, първата на 20 градуса по Целзий, а втората на 100! Така че, при големи токове, протичащи през транзистора, върху него се генерира топлина, но скоростта на нейното отстраняване от радиатора не е достатъчно висока и кристалът може да се нагрее до критична температура и колкото повече се нагрява, толкова по-ниска е неговата максимално допустимият ток ще бъде и в крайна сметка това може да доведе до разрушаване на захранващия ключ. Обикновено такова унищожаване изглежда като малка експлозия, за разлика от прекъсването на напрежението, когато транзисторът просто изгаря тихо. От това заключаваме, че за работен ток от 20 ампера е необходимо да изберете такива транзистори, в които работният ток ще бъде най-малко 20 ампера при 100 градуса по Целзий! Това веднага стеснява областта на нашето търсене до няколко десетки мощни транзистора.
Естествено, след като сте решили тока, не трябва да забравяте за работното напрежение, в мостовата верига на транзисторите напрежението не надвишава захранващото напрежение или, по-просто, не може да бъде повече от 310 волта, когато се захранва от 220 волта мрежа. Въз основа на това избираме транзистори с допустимо напрежение най-малко 400 волта. Мнозина могат да кажат, че веднага ще го настроим на 1200, ще бъде по-надеждно, но това не е съвсем вярно, транзисторите от един и същи тип, но за различни напрежения могат да бъдат много различни! Ще дам пример: IGBT транзистори на фирмата IR тип IRG4PC50UD - 600V - 55A, и същите транзистори за 1200 волта IRG4PH50UD - 1200V - 45A, и това не са всички разлики, с еднакви токове на тези транзистори, различно напрежение спад, на първия 1.65V, а на втория 2.75V! И при токове от 20 ампера, това са допълнителни ватове загуби, освен това, това е мощността, която се отделя под формата на топлина, тя трябва да бъде отклонена, което означава, че трябва почти да удвоите радиатора! И това е не само допълнително тегло, но и обем! И всичко това трябва да се помни при избора на мощни транзистори, но това е само първото облекло! Следващият етап е изборът на транзистори според работната честота, в нашия случай параметрите на транзисторите трябва да се поддържат поне до честота от 100 kHz! Има една малка тайна, не всички компании предоставят параметри на граничната честота за работа в резонансен режим, обикновено само за превключване на мощността, и тези честоти са поне 4 до 5 пъти по-ниски от граничната честота при използване на същия транзистор в резонансен режим. Това леко разширява областта на нашето търсене, но дори и с такива параметри има няколко десетки транзистори от различни компании. Най-достъпните от тях, както по отношение на цената, така и по отношение на наличността, са IR транзисторите. По принцип е IGBT, но има и добри. FETsс допустимо напрежение от 500 волта, те работят добре в такива вериги, но не са много удобни в крепежни елементи, няма дупка в кутията. Няма да разглеждам параметрите за включване и изключване на тези транзистори, въпреки че това също е много важни параметри, накратко ще кажа, че за нормалната работа на IGBT транзисторите е необходима пауза между затваряне и отваряне, за да завършат всички процеси вътре в транзистора, поне 1,2 микросекунди! За MOSFET, това време не може да бъде по-малко от 0,5 микросекунди! Ето всички изисквания за транзисторите и ако всички те са изпълнени, тогава ще получите надеждна машина за заваряване! Въз основа на всичко по-горе, най-добрият избор е IR тип транзистори IRG4PC50UD, IRG4PH50UD, полеви транзистори IRFPS37N50A, IRFPS40N50, IRFPS43N50K. Тези транзистори са тествани и доказани като надеждни и издръжливи, когато се използват в резонансен заваръчен инвертор. За преобразуватели с ниска мощност, чиято мощност не надвишава 2,5 kWможете безопасно да използвате IRFP460.
ПОПУЛЯРНИ ТРАНЗИСТОРИ ЗА ИМПУЛСНО ЗАХРАНВАНЕ |
|||||||
ИМЕ |
ВОЛТАЖ |
СЪПРОТИВЛЕНИЕ |
МОЩНОСТ |
КАПАЦИТЕТ |
Qg |
||
МРЕЖА (220 V) |
|||||||
17...23nC ( СВ) |
|
||||||
38...50nC ( СВ) |
|||||||
35...40nC ( СВ) |
|||||||
39...50nC ( СВ) |
|||||||
46nC ( СВ) |
|||||||
50...70nC ( СВ) |
|||||||
75nC( СВ) |
|||||||
84nC ( СВ) |
|||||||
65nC ( СВ) |
|||||||
46nC ( СВ) |
|
||||||
50...70nC ( СВ) |
|||||||
75nC( СВ) |
|||||||
65nC ( СВ) |
|||||||
| STP20NM60FP | 54nC ( СВ) |
||||||
|
|||||||
150nC (IR) |
|||||||
150...200nC (IN) |
|||||||
252...320nC (IN) |
|||||||
87...117nC ( СВ) |
|||||||
5. Описание на работата и методите за настройка на възлите на заваръчната машина.
Да преминем към електрическата верига. Главният осцилатор е сглобен на чип UC3825, това е един от най-добрите push-pull драйвери, има всичко, токова защита, защита по напрежение, защита на входа, защита на изхода. При нормална работа е почти невъзможно да изгори! Както се вижда от ZG диаграмата, това е класически двутактен преобразувател, чийто трансформатор управлява изходния етап.
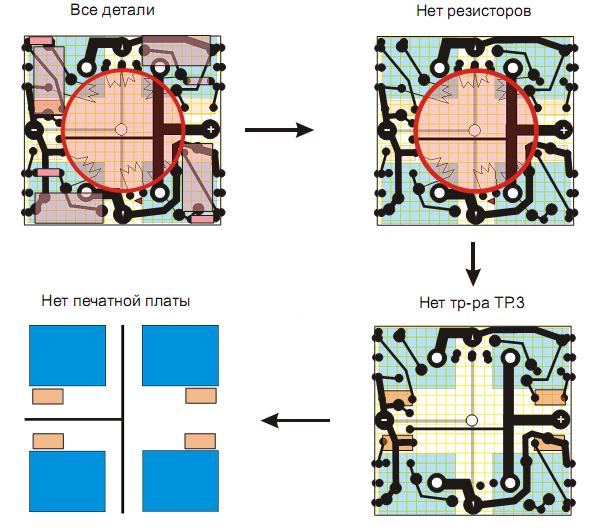
Главният осцилатор на заваръчната машина е конфигуриран по следния начин: включваме захранването и го задвижваме в диапазона 20-85 kHz с резистор за настройка на честотата, зареждаме изходната намотка на трансформатора Tr3 с резистор 56 Ohm и гледаме при формата на сигнала трябва да е като на фиг.1
![]()
Фиг. 1
Мъртво време или стъпка за IGBT транзистори трябва да бъде най-малко 1,2 µs, ако се използват MOSFET транзистори, тогава стъпката може да бъде по-малка, около 0,5 µs. Самата стъпка се формира от честотно задаващия капацитет на драйвера и с данните, посочени в диаграмата, това е около 2 μs. С това засега завършваме настройката на ZG
Изходният етап на захранването е пълен резонансен мост, сглобен на IGBT транзистори от типа IRG4PC50UD, тези транзистори могат да работят до 200 kHz в резонансен режим. В нашия случай изходният ток се контролира чрез промяна на честотата на CG от 35 kHz (максимален ток) на 60 kHz (минимален ток) и въпреки че резонансният мост е по-труден за производство и изисква по-внимателна настройка, всички тези трудности са повече от компенсирани от надеждна работа, висока ефективност, липсата на динамични загуби на транзисторите, транзисторите превключват при нулев ток, което позволява използването на минимални радиатори за охлаждане, друго забележително свойство на резонансната верига е самоограничаваща се мощност. Този ефект се обяснява просто, колкото повече натоварваме изходния трансформатор и той е активен елемент на резонансната верига, толкова по-силно се променя резонансната честота на тази верига и ако процесът на увеличаване на натоварването се извършва при постоянна честота, ефект на автоматично ограничаване на тока, протичащ през товара и естествено през целия мост!
Ето защо е толкова важно да настроите устройството под товар, т.е. за да получите максимална мощност в дъга с параметри 150A и 22-24V, е необходимо да свържете еквивалентен товар към изхода на устройството, това е 0,14 - 0,16 Ohm и регулирайте резонанса, като изберете честотата, а именно при това натоварване устройството ще има максимална мощност и максимална ефективност, а след това дори и в режим на късо съединение (късо съединение), въпреки факта, че ток превишаването на резонансния ток ще тече във външната верига, напрежението ще падне почти до нула и съответно мощността ще намалее и транзисторите няма да влязат в режим на претоварване! И все пак резонансната верига работи в синусоида и нарастването на тока също се извършва съгласно синусоидален закон, т.е. dl / dt не надвишава допустимите режими за транзистори и не се изискват снабери (RC вериги) за защита на транзисторите от динамични претоварвания или, по-разбираемо, от твърде стръмни фронтове, просто няма да ги има! Както можете да видите, всичко изглежда красиво и изглежда, че схемата за защита от свръхток изобщо не е необходима или е необходима само по време на процеса на настройка, не се ласкайте, защото токът се регулира чрез промяна на честотата и там е малка зона на честотната характеристика, когато възникне резонанс по време на късо съединение, в този момент токът през транзисторите може да надвиши допустимия ток за тях и транзисторите естествено ще изгорят. И въпреки че е доста трудно конкретно да влезете в този режим, но според закона на подлостта е напълно възможно! Точно тогава е необходима токова защита!
Волт-амперната характеристика на резонансния мост веднага има падащ вид и разбира се няма нужда да се формира изкуствено! Въпреки че, ако е необходимо, ъгълът на наклон на VAC лесно се регулира чрез резонансен дросел. И още едно свойство, за което не мога да не кажа, и след като научите за него, вие завинаги ще забравите веригите за превключване на мощността, които са в изобилие в интернет, това прекрасно свойство е способността да управлявате няколко резонансни вериги за едно натоварване с максимален ефективност! На практика това прави възможно създаването на заваръчни (или всякакви други) инвертори с неограничена мощност! Можете да създавате блокови структури, където всеки блок ще има възможност самостоятелна работа, това ще повиши надеждността на цялата структура и ще направи възможно лесното заместване на блокове, когато се повредят, или можете да стартирате няколко захранващи блока с един драйвер и всички те ще работят във фаза. Така че заваръчната машина, построена от мен по този принцип, лесно дава 300 ампера в дъгата, с тегло без тяло от 5 кг! И това е само двоен комплект, но можете да увеличите мощността неограничено!
Това беше леко отклонение от основната тема, но се надявам, че направи възможно разбирането и оценката на всички прелести на пълната резонансна мостова верига. Сега обратно към настройката!
Конфигурира се, както следва: свързваме ZG към моста, като вземаме предвид фазите (транзисторите работят диагонално), захранваме 12-25V, включваме 100W 12-24V крушка във вторичната намотка на силовия трансформатор Tr1 , променяйки честотата на ZG постигаме най-много ярък блясъкелектрически крушки, в нашия случай е 30-35kHz, това е резонансната честота, тогава ще се опитам да разкажа подробно как работи пълен резонансен мост.
Транзисторите в резонансния мост (както и в линейния) работят диагонално, изглежда така, горният ляв T4 и долният десен T2 са отворени едновременно, по това време горният десен T3 и долният ляв Т1 са затворени. Или обратното! Има четири фази в работата на резонансния мост. Нека разгледаме какво и как се случва, ако честотата на превключване на транзисторите съвпада с резонансната честота на веригата Dr.1-Cut.-Tr.1. Да предположим, че транзисторите T3, T1 се отварят в първата фаза, времето, в което са в отворено състояние, се задава от CG драйвера и при резонансна честота от 33 kHz е 14 μs. По това време през среза протича ток. - Dr.1 - Tr.1. Токът в тази верига първо се увеличава от нула до максималната стойност, а след това, тъй като кондензаторът Slice се зарежда. , намалява до нула. Резонансният индуктор Dr.1, свързан последователно с кондензатора, образува синусоидални фронтове. Ако включите резистор последователно с резонансната верига и свържете графика на осцилоскоп към него, можете да видите форма на вълната на тока, която прилича на полупериод на синусоида. Във втората фаза, с продължителност 2 μs, портите на транзисторите T1, T3 са свързани към земята чрез резистор 56 Ohm и намотката на импулсния трансформатор Tr.3, това е така нареченото "мъртво време". През това време капацитетът на портите на транзисторите T1, T3 е напълно разреден и транзисторите са затворени. Както може да се види от горното, моментът на преход от отворено към затворено състояние за транзисторите съвпада с нулев ток, тъй като кондензаторът Slice. вече е зареден и токът през него вече не тече. Идва третата фаза - отворени са транзисторите Т2, Т4. Времето, в което са в отворено състояние е 14 μs, през което време кондензаторът Srez., се презарежда напълно, образувайки втория полупериод на синусоидата. Напрежението, до което се презарежда Cut, зависи от съпротивлението на натоварване във вторичната намотка Tr.1 и колкото по-ниско е съпротивлението на натоварване, толкова по-голямо е напрежението на Cut. При натоварване от 0,15 ома напрежението в резонансния кондензатор може да достигне 3kV. Четвъртата фаза започва, както и втората, в момента, в който колекторен токтранзистори Т2, Т4 намалява до нула. Тази фаза също продължава 2 µs. Транзисторите са изключени. След това всичко се повтаря. Втората и четвъртата фаза на работа са необходими, така че транзисторите в рамената на моста да имат време да се затворят, преди да се отвори следващата двойка, ако времето на втората и четвъртата фаза е по-малко от времето, необходимо за пълно затваряне на избраните транзистори, a чрез токов импулс ще възникне практически късо съединение с високо напрежение, докато последствията са лесно предвидими, рамото (горни и долни транзистори) обикновено изгаря напълно, плюс захранващия мост, плюс задръстванията на съседа! :-))). За транзисторите, използвани в моята схема, "мъртвото време" трябва да бъде най-малко 1,2 µs, но като се има предвид разпространението на параметрите, аз умишлено го увеличих до 2 µs.
Още едно много важно нещо, което трябва да запомните е, че всички елементи на резонансния мост влияят на резонансната честота и при подмяна на някой от тях, независимо дали е кондензатор, индуктор, трансформатор или транзистори, за да се получи максимална ефективност, е необходимо да се -регулирайте резонансната честота! В диаграмата съм дал стойностите на индуктивностите, но това не означава, че като поставите дросел или трансформатор от друг дизайн с такава индуктивност, ще получите обещаните параметри. По-добре да направите както препоръчвам. Ще бъде по-евтино!
Как работи резонансният мост, в общи линии, изглежда стана ясно, сега нека разберем каква и доста важна функция изпълнява резонансният дросел Dr.1
Ако при първата настройка резонансът е много по-нисък от 30 kHz, не се тревожете! Само феритно ядро Dr1., Малко по-различно, това лесно се коригира чрез увеличаване на немагнитната междина, процесът на настройка и нюансите на дизайна на резонансния индуктор Dr.1 са описани подробно по-долу.
Най-важният елемент на резонансната верига е резонансен дроселДруго 1, мощността, подадена от инвертора към товара и резонансната честота на целия преобразувател зависят от качеството на изработката му! По време на процеса на предварителна настройка закрепете дросела, така че да може да бъде свален и разглобен, за да увеличите или намалите разстоянието. Цялата работа е в това феритни сърцевинитези, които използвам винаги са различни и всеки път трябва да регулирам дросела, като променям дебелината на немагнитната междина! В моята практика, за да получа идентични изходни параметри, трябваше да променя празнините от 0,2 на 0,8 mm! По-добре е да започнете с 0,1 mm, да намерите резонанса и едновременно да измерите изходната мощност, ако резонансната честота е под 20 kHz и изходният ток не надвишава 50-70A, тогава можете безопасно да увеличите разликата с 2- 2,5 пъти! Всички настройки на дросела трябва да се правят само чрез промяна на дебелината на немагнитната междина! Не променяйте броя на завъртанията! Използвайте само хартия или картон като уплътнения, никога не използвайте синтетични филми, те се държат непредвидимо, могат да се стопят или дори да изгорят! С параметрите, посочени в диаграмата, индуктивността на индуктора трябва да бъде приблизително 88-90 μH, това е с празнина от 0,6 mm, 12 навивки на проводник PETV2 с диаметър 2,24 mm. Още веднъж, можете да управлявате параметрите само чрез промяна на дебелината на празнината! Оптималната резонансна честота за ферити с пропускливост от 2000 NM е в диапазона 30-35 kHz, но това не означава, че те няма да работят по-ниско или по-високо, просто загубите ще бъдат малко по-различни. Сърцевината на дросела не трябва да се затяга с метална скоба, в зоната на процепа металът на скобата ще стане много горещ!
След това - резонансен кондензатор, също толкова важен детайл! В първите дизайни сложих K73 -16V, но те се нуждаят от поне 10 броя и дизайнът се оказва доста обемист, макар и доста надежден. Сега се появи вносни кондензатори WIMA MKP10, 0.22x1000V- това са специални кондензатори за големи токове, работят много надеждно, сложих само 4 броя, практически не заемат място и изобщо не се нагряват! Можете да използвате кондензатори от типа K78-2 0.15x1000V, ще ви трябват 6 броя. Те са свързани в два блока по три паралелно, оказва се 0,225x2000V. Работи нормално, почти не загрява. Или използвайте кондензатори, предназначени за работа в индукционни печки, като MKP от Китай.
Е, разбрахте, можете да продължите към допълнителни настройки.
Сменяме лампата на по-мощна и на напрежение 110V и повтаряме всичко отначало, като постепенно повишаваме напрежението до 220 волта. Ако всичко работи, изключете лампата, свържете захранващите диоди и индуктора Dr.2. Свързваме реостат със съпротивление 1 ом х 1 kW към изхода на устройството и повтаряме всичко първо, като измерваме напрежението при товара, регулираме честотата до резонанс, в този момент реостатът ще максимално напрежение, когато честотата се промени в която и да е посока, напрежението намалява! Ако всичко е правилно сглобено, тогава максималното напрежение при товара ще бъде около 40V. Съответно токът в товара е около 40А. Не е трудно да се изчисли мощността на 40x40, получаваме 1600W, допълнително намаляваме съпротивлението на натоварване, регулираме резонанса с резистор за настройка на честотата, максималният ток може да се получи само при резонансната честота, за това свързваме волтметър в успоредно с товара и чрез промяна на честотата на ZG намираме максималното напрежение. Изчисляването на резонансни вериги е описано подробно в (6). В този момент можете да видите формата на напрежението на резонансния кондензатор, трябва да има правилна синусоида с амплитуда до 1000 волта. С намаляване на съпротивлението на натоварване (увеличаване на мощността), амплитудата се увеличава до 3kV, но формата на напрежението трябва да остане синусоидална! Това е важно, ако се получи триъгълник, това означава, че капацитетът е счупен или намотката на резонансния дросел е затворена, а и двете не са желателни! При стойностите, посочени в диаграмата, резонансът ще бъде около 30-35kHz (силно зависи от пропускливостта на ферита).
Друг важен детайл, за да получите максимален ток в дъгата, трябва да регулирате резонанса при максимално натоварване, в нашия случай, за да получите ток в дъгата от 150А, натоварването по време на настройка трябва да бъде 0,14 ома! (Важно е!). Напрежението на товара, при настройка на максималния ток трябва да бъде 22-24V, това е нормалното напрежение на дъгата! Съответно мощността в дъгата ще бъде 150x24 \u003d 3600 W, това е достатъчно за нормално изгаряне на електрод с диаметър 3-3,6 mm. Можете да заварявате почти всяко парче желязо, аз заварих релсите!
Регулирането на изходния ток се извършва чрез промяна на честотата на CG.
С увеличаване на честотата на първо място се случва следното: съотношението на продължителността на импулса към паузата (стъпката) се променя; второ: трансдюсерът излиза от резонанс; и резонансният дросел се превръща в дросел за утечка, тоест неговото съпротивление става пряко зависимо от честотата, колкото по-висока е честотата, толкова повече индуктивно съпротивлениедросел. Естествено, всичко това води до намаляване на тока през изходния трансформатор, в нашия случай промяната на честотата от 30 kHz до 57 kHz води до промяна на тока в дъгата от 160A до 25A, т.е. 6 пъти! Ако честотата се променя автоматично, тогава е възможно да се контролира тока на дъгата по време на процеса на заваряване, на този принцип се изпълнява режимът "горещ старт", същността му е, че при всякакви стойности на заваръчния ток, първите 0,3 s токът ще бъде максимален! Това улеснява стартирането и поддържането на дъгата при ниски токове. Режимът на термична защита също е организиран за автоматично увеличаване на честотата при достигане на критичната температура, което естествено води до плавно намаляване на заваръчния ток до минималната стойност без внезапно изключване! Това е важно, тъй като не се образува кратер, както при рязко прекъсване на дъгата!
Но като цяло можете да правите без тези лосиони, всичко работи доста стабилно и ако работите без фанатизъм, устройството не се нагрява повече от 45 градуса C и дъгата се запалва лесно във всеки режим.
След това помислете за текущата верига за защита от претоварване, както бе споменато по-горе, тя е необходима само по време на настройка и в момента режимът на късо съединение съвпада с резонанс, ако електродът се залепи в този режим! Както можете да видите, той е сглобен на 561LA7, веригата е вид линия на забавяне, забавянето при включване е 4 ms, забавянето при изключване е 20 ms, забавянето при включване е необходимо за запалване на дъгата в всеки режим, дори когато режимът на късо съединение съвпада с резонанс!
Защитната верига е настроена на максимален ток в първичната верига, около 30A, по време на настройката е по-добре да намалите защитния ток до 10-15A, за това, вместо 6k резистор, поставете 15k в защитната верига. Ако всичко работи, опитайте да запалите дъга върху кламер.
По-долу ще се опитам да обясня защо горната схема за защита не е ефективна по време на нормална работа, факт е, че максималният ток, протичащ в първичната намотка на силовия трансформатор, зависи изцяло от конструкцията на резонансния индуктор, по-точно от празнината в магнитната сърцевина на този индуктор и за да не направим във вторичната намотка, токът в първичната не може да надвишава максималния ток на резонансната верига! Оттук и заключението - защитата, конфигурирана за максимален ток в първичната намотка на мощността tr-ra, може да работи само в момента на резонанс, но защо се нуждаем от нея в този момент? Само за да не се претоварват транзисторите в момента, когато режимът на късо съединение съвпада с резонанса, и естествено, в случай, че приемем, че резонансната верига и силовият трансформатор изгарят едновременно, тогава, разбира се, такова защитата всъщност е необходима, за това я включих във веригата от самото начало, когато експериментирах с различни транзистори и различни дизайни на индуктори, трансформатори, кондензатори. И като познавам любознателния ум на нашите хора, които няма да повярват на написаното и ще си навият три - ри, дросели, ще сложат кондензатори всички подред, аз го оставих, мисля, че не напразно! :-))) Има още един важен нюанс, без значение как сте настроили защитата, има само едно условие, на 9-ия крак на микросхемата Uc3825 не трябва да идва плавно нарастващо напрежение, само бърз фронт от 0 до + 3 (5) V, като разбирам това, ми струваше няколко мощни транзистора! И още един съвет:
- по-добре е да започнете настройката, ако няма празнина в резонансния дросел, това незабавно ще ограничи тока на късо съединение в изходната намотка на ниво 40 - 60A и след това постепенно ще увеличи празнината и съответно изхода текущ! Не забравяйте да регулирате резонанса всеки път, с увеличаване на празнината, той ще отиде в посока на увеличаване на честотата!
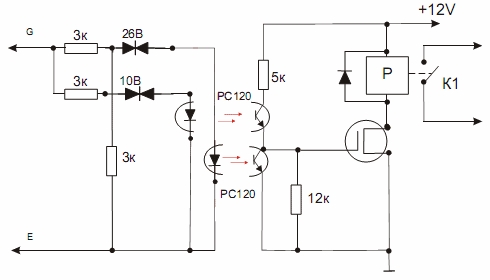
По-долу са диаграмите за температурна защита Фиг. 2, горещ старт и стабилизатор на дъгата Фиг. 3, въпреки че в последните разработки не ги инсталирам и като термична защита залепвам термични превключватели при 80 ° -100 ° С на диодите и в намотка на силовия трансформатор, свързвам ги всичко е последователно, и изключвам високото напрежение с допълнително реле, просто и надеждно! И дъгата, при 62V на XX, се запалва доста лесно и меко, но включването на веригата "горещ старт" ви позволява да избегнете режима на късо съединение - резонанс! Беше споменато по-горе.
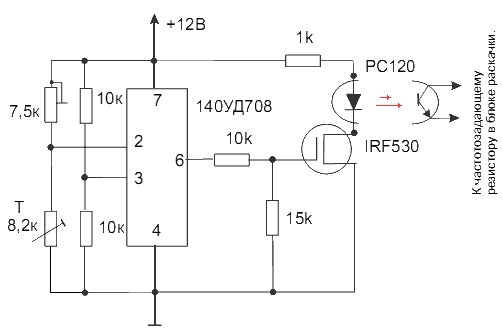
Фиг.2
Фиг.3
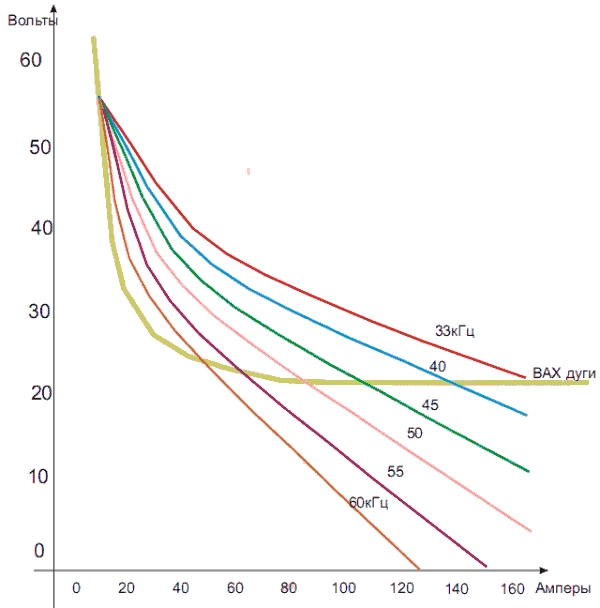
Промяната в наклона на CVC с честота, експериментално получени криви с празнина в резонансния индуктор от 0,5 mm. Когато празнината се промени в една или друга посока, стръмността на всички криви се променя съответно. С увеличаване на празнината, I–V характеристиките стават по-плоски, дъгата е по-твърда! Както може да се види от получените графики, чрез увеличаване на празнината може да се получи доста твърд CVC. И въпреки че първоначалната секция ще изглежда като стръмно падаща, захранващ блок с такъв CVC вече може да се използва с полуавтоматично устройство C02, ако вторичната намотка се намали до 2 + 2 оборота.
6. Нови разработки и описание на работата им.
Ето диаграмите на последните ми разработки и коментарите към тях.
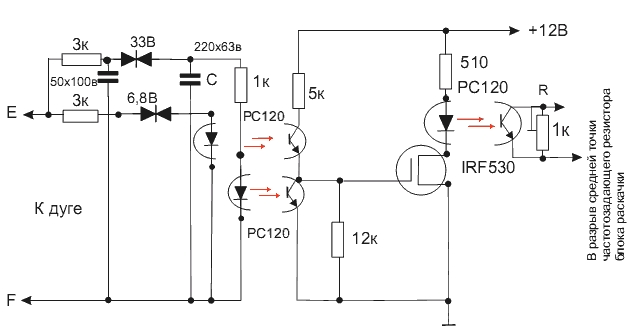
Фигура 5 показва диаграма на заваръчен инвертор с модифицирана верига на защитния блок, като сензор за ток се използва сензор на Хол от типа Ss495, този сензор има линейна зависимост на изходното напрежение от мощността магнитно поле, и вмъкнат в нарязан пермалоен пръстен, ви позволява да измервате токове до 100 ампера. През пръстена се прекарва проводник, чиято верига се нуждае от защита и когато се достигне максимално допустимият ток в тази верига, веригата ще даде команда за изключване. В моята схема, когато се достигне максимално допустимия ток, в защитената верига главният осцилатор се блокира. Прекарах положителен проводник с високо напрежение (+ 310V) през пръстена, като по този начин ограничих тока на целия мост до 20 - 25A. За да може дъгата да се запали лесно и защитната верига да не дава фалшиви изключения, след сензора на Хол се въвежда RC верига, чрез промяна на параметрите на която можете да зададете закъснение за изключване на захранващия блок. Това всъщност са всички промени, както можете да видите, на практика не промених силовата част, оказа се много надеждна, намалих само входния капацитет от 1000 на 470 микрофарада, но това вече е границата, не трябва задайте го по-малко. И без този капацитет изобщо не препоръчвам да включвате устройството, възникват пренапрежения на високо напрежение и входният мост може да изгори с всички произтичащи от това последствия! Успоредно на средния диод, препоръчвам да поставите трансил 1.5KE250CA, в RC вериги, успоредни на диодите, увеличете мощността на резисторите до 5 вата. Системата за стартиране е променена, сега е и защита срещу дълъг режим на късо съединение, когато електродът залепне, кондензаторът, свързан паралелно с релето, задава забавянето на изключване. Ако изходът има един захранващ диод 150EBU04 на рамо, тогава препоръчвам да не задавате повече от 50mF и въпреки че забавянето ще бъде само няколко десетки милисекунди, това е напълно достатъчно, за да запали дъгата и диодите нямат време да изгорят вън! Когато включите два диода паралелно, можете да увеличите капацитета до 470mF, съответно забавянето ще се увеличи до няколко секунди! Системата за стартиране работи по този начин, когато е свързана към мрежата променлив ток, RC верига, състояща се от 4mF кондензатор и резистор съпротивление 4-6 Ohm, ограничава входния ток до 0,3A, основният капацитет е 470gg ^ x350u, бавно се зарежда и естествено изходното напрежение се повишава, веднага щом изходното напрежение достигне около 40V, задействащото реле се активира, затваряйки RC веригата със своя контакти, след което изходното напрежение се повишава до 62V. Но всяко реле има интересно свойство, то работи при един ток и освобождава арматурата при друг ток. Обикновено това съотношение е 5/1, за да стане ясно, ако релето се включи при 5mA, то ще се изключи при 1mA. Съпротивлението, свързано последователно с релето, е избрано така, че да се включва при 40V и да се изключва при 10V. Тъй като релейната верига е резисторна, тя е свързана успоредно на дъгата и както знаем дъгата гори в диапазона 18 - 28V, тогава релето е във включено състояние, ако на изхода възникне късо съединение (залепване на електрода), тогава напрежението пада рязко до 3-5V, като се вземе предвид падането на кабелите и електрода. При това напрежение релето вече не може да бъде включено и отваря захранващата верига, RC веригата е включена, но докато режимът на късо съединение се поддържа в изходната верига, захранващото реле ще бъде отворено. След елиминиране на режима на късо съединение изходното напрежение започва да се покачва, захранващото реле се задейства и устройството отново е готово за работа, целият процес отнема 1-2 секунди и практически не се забелязва и след откъсване на електрода , веднага можете да започнете нови опити за запалване на дъгата. :-))) Обикновено дъгата е лошо запалена, ако токът е неправилно избран, сурови или некачествени електроди, покритието се поръсва. И като цяло трябва да се помни, че заваряването с постоянен ток, ако напрежението XX не надвишава 65V, изисква идеално сухи електроди! Обикновено на опаковката на електродите за заваряване при постоянен ток пише напрежение XX, при което електродът трябва да гори стабилно! За ANO21 напрежението XX трябва да е по-голямо от 50 волта! Но това е за калцинирани електроди! И ако са били съхранявани години наред във влажно мазе, тогава естествено ще изгорят зле и е по-добре, ако напрежението XX е по-високо. С 14 оборота в първичната намотка напрежението на ХХ е около 66V. При това напрежение повечето електроди горят нормално.
За да се намали теглото, вместо 15V трансформатор е използван преобразувател на чипа IR53HD420, това е много надеждна микросхема и е лесно да се създаде захранващ блок с мощност до 50W върху него. Трансформаторът в захранващия блок е навит в чаша B22 - 2000NM, първичната намотка е 60 оборота, проводникът PEV-2 с диаметър 0,3 mm, вторичният 7 + 7 оборота, с проводник с диаметър 0,7 мм. Честотата на преобразуване е 100 -120 kHz, препоръчвам да зададете тример като резистор за настройка на честотата, така че в случай на удари със захранващия блок да можете да промените честотата! Появата на удари - смъртта на апарата!
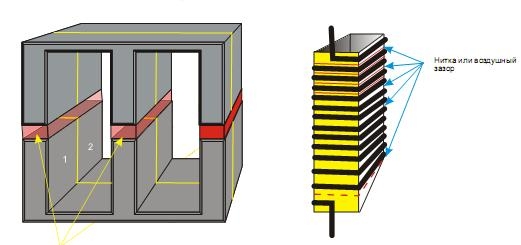
Конструкция на дросел Dr.1 и др.2
Картонени разделители, 3 бр. За Dr.1 0,1 - 0,8 mm (избрано по време на настройка) за Dr.2 - 3 mm.
Ядро 2хШ16х20 2000НМ
Рамката на намотката е залепена заедно от тънко фибростъкло, поставена върху дървен дорник и необходимия брой навивки е навит. Dr.1 - 12 навивки, проводник PETV-2, диаметър 2,24 mm, навит с въздушна междина, дебелина на междината 0,3 - 0,5 mm. Можете да използвате дебел памучен конец, като внимателно го поставите между навивките на жицата, вижте снимката. Dr.2 - 6,5 оборота се навиват на четири проводника, марка PETV-2, диаметър 2,24 мм, общо напречно сечение 16 кв. , навити плътно, на два слоя. Намотките трябва да бъдат закрепени, можете да използвате епоксидна смола.
Фиг.6 конструкция на резонансния и изходния дросел.
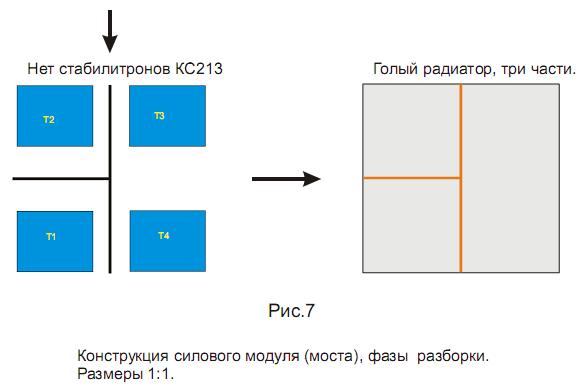
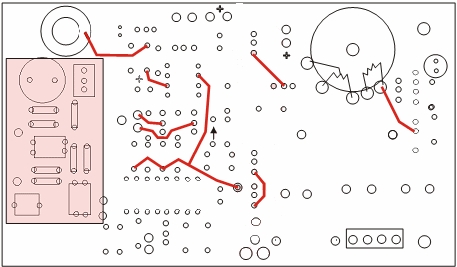
Фигура 7 показва дизайна на захранващия блок, един вид "слоеста торта", това е за мързеливите :-)))
Фиг.8
Фиг.9
Фиг.10
Фиг.11
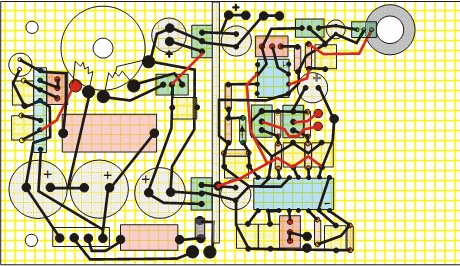
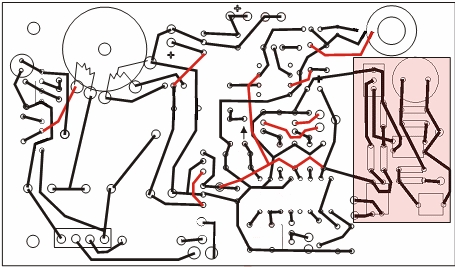
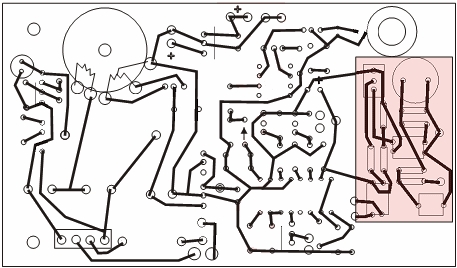
Фиг. 8 - 11 окабеляване на контролния блок, за тези, които обикновено имат всичко за скрап :-))). Въпреки че е необходимо да разберете какво и къде води!
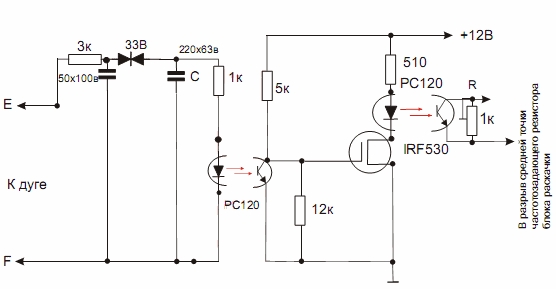
Схема за горещ старт
Фиг. 12 Схема на меко запалване
Фиг. 12 Система за меко запалване, много ефективна при работа при ниски токове. Почти невъзможно е да не запалите дъга, просто поставете електрода върху метала и постепенно започнете да се оттегляте, появява се дъга с нисък ампер, не може да заварява електрода, няма достатъчно мощност, но гори и се разтяга перфектно, свети като кибрит, много красиво! Е, когато тази дъга се запали, захранването е свързано паралелно, ако внезапно електродът е заседнал, той моментално се изключва мощност ток, остава само тока на запалване. И докато дъгата не се запали, захранващият ток не се включва! Съветвам ви да го поставите, дъгата ще бъде при всякакви условия, захранващият блок не е претоварен и винаги работи в оптимален режим, токовете на късо съединение са практически изключени!
Фиг.13
Блокът за управление на силовата дъга е показан на фиг.13. Работи така - измерва напрежението на изходния резистор на системата за запалване и дава сигнал за стартиране на захранващия блок само в диапазона на напрежението 55 - 25V, тоест само в момента, когато дъгата е включена!
Контактите на релето R работят за късо съединение и се включват в прекъсването на веригата за високо напрежение на захранващия блок. Реле 12VDC, 300VDC x 30A.
Доста е трудно да се намери реле с такива параметри, но можете да отидете по друг начин :-)) включете релето, за да отворите, свържете един контакт към + 12V, а вторият през резистор 1kΩ, свържете го към пин 9 на чипът Uc3825 в блока ZG. Работи не по-зле! Или приложете схемата по-долу на фиг. 15,
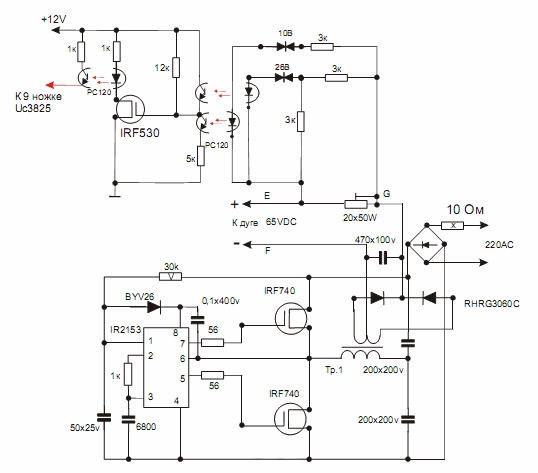
Веригата е абсолютно автономна, но с проста модификация може да се използва едновременно като захранване (12V) за управляващата верига, мощността на този преобразувател е не повече от 200W. Необходимо е да се поставят радиатори на транзистори и диоди. Изходните капацитети и изходният дросел в захранващия блок при свързване на "MP" трябва да бъдат напълно изключени. Фигура 14 показва пълна схема на заваръчен инвертор с мека система за запалване.
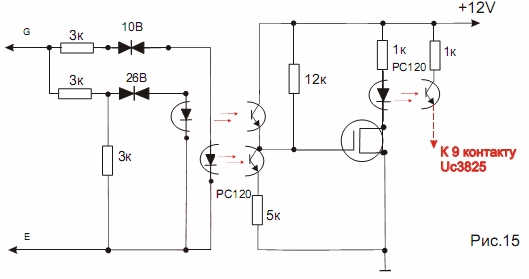
точката на свързване е показана като червена пунктирана линия на фиг.14
Фиг.16. Работната схема на един от вариантите за мек палеж
7. Заключение
В заключение искам накратко да отбележа основните точки, които трябва да запомните при проектирането на мощен резонансен заваръчен инвертор:
а) напълно елиминирайте ШИМ, това изисква стабилизирано захранващо напрежение на главния осцилатор, без промяна на напрежението към входовете на усилвателя "грешка" (1,3), минималното време " плавен старт" се задава от капацитета на (8), блокирането на микросхемата (9) се извършва само чрез рязък спад на напрежението, най-добре от всички логически от 0 до + 5V със стръмен ръб на нарастване, включване от същия логичен спад от + 5V до 0;
б) в портите на силовите транзистори е наложително да се инсталират двуанодни ценерови диоди от типа KS213;
в) поставете управляващия трансформатор в непосредствена близост до силовите транзистори, завъртете проводниците, водещи към портите, по двойки;
г) когато окабелявате платката на силовия мост, не забравяйте, че значителни токове (до 25A) ще протичат през коловозите, така че трябва да се направят шина (-) и шина (+), както и гумите за свързване на резонансната верига възможно най-широк, а медта трябва да е калайдисана;
д) всички захранващи вериги трябва да имат надеждни връзки, най-добре е да ги запоявате, лошият контакт, при токове по-големи от 100А, може да доведе до топене и запалване на вътрешните части на устройството;
f) кабелът за свързване към електрическата мрежа трябва да има достатъчно раздел 1.5- 2,5 мм квадрат;
ж) задължително поставяне на предпазител 25А на входа, може и автомат;
з) всички вериги за високо напрежение трябва да бъдат надеждно изолирани от корпуса и изхода;
i) не затягайте резонансния дросел с метална скоба и не го покривайте със здрав метален корпус;
й) трябва да се помни, че върху силовите елементи на веригата се отделя значително количество топлина, това трябва да се вземе предвид при поставянето на части в кутията, необходимо е да се осигури вентилационна система;
к) успоредно с диодите на изходната мощност е задължително да се монтират защитни RC вериги, те предпазват изходните диоди от прекъсване на напрежението;
м) никога не поставяйте боклук като резонансен кондензатор, това може да доведе до много катастрофални резултати, само онези типове, които са посочени на диаграмата, са K73-16V (0.1x1600V) или WIMA MKP10 (0.22x1000V), K78-2 ( 0.15x1000V ), като ги свържете последователно-паралелно.
Стриктното спазване на всички горепосочени точки ще гарантира 100% успех и вашата безопасност. Винаги трябва да помните - силовата електроника не прощава грешки!
8. Принципни диаграми и описание на работата на инвертор с утечка индуктор.
Един от начините за създаване на падаща волт-амперна характеристика на заваръчна машина е използването на дросел за утечка. По тази схема е изграден апаратът "Форсаж". Това е нещо между обикновен мост, токът в който се управлява от ШИМ, и резонансна, контролирана промяна на честотата.
Ще се опитам да подчертая всички плюсове и минуси на такава конструкция на заваръчен инвертор. Да започнем с плюсовете: а) регулиране на тока - честота, с увеличаване на честотата токът намалява. Това дава възможност за регулиране на тока в автоматичен режим, лесно се изгражда система за "горещ старт".
б) падащият CVC се формира от индуктор за утечка, такава конструкция е по-надеждна от параметричната стабилизация с PWM и по-бърза, няма забавяне при включване на активни елементи. Простота и надеждност! Може би това са всички плюсове. :-(^^^L
Сега относно минусите, те също не са много:
а) транзисторите работят в линеен режим на превключване;
б) за защита на транзисторите са необходими демпфери;
в) тесен диапазон на регулиране на тока;
г) ниските честоти на преобразуване се дължат на параметрите на превключването на мощността на транзисторите;
но те са доста значителни и изискват свои собствени методи за компенсация. Нека анализираме работата на инвертор, изграден по този принцип, вижте фиг. 17 Както можете да видите, неговата верига практически не се различава от веригата на резонансен инвертор, променят се само параметрите на LC веригата в диагонала на моста, въвеждат се демпфери за защита на транзисторите, съпротивлението на паралелно свързани резистори. с намотките на портата на главния трансформатор се намалява, мощността на този трансформатор се увеличава.
Помислете за LC верига, свързана последователно със силов трансформатор, капацитетът на кондензатор C е увеличен до 22 μR, сега той работи като балансиращ кондензатор, който предотвратява магнетизирането на сърцевината. Токът на късо съединение на преобразувателя, диапазонът на регулиране на мощността и честотата на преобразуване на инвертора напълно зависят от параметрите на индуктора L. При честотите на преобразуване на "Forsage 125", което е 10 - 50 kHz, индуктивността на индуктора е 70 μH, при честота от 10 kHz съпротивлението на такъв индуктор е 4,4 ома, следователно късото съединение токът през първичната верига ще бъде 50 ампера! Но не повече! :-) За транзисторите това разбира се е малко прекалено, така че Бързи и яростни използва двустепенна защита от свръхток, която ограничава тока на късо съединение на ниво от 20-25 ампера. I–V характеристиката на такъв преобразувател е рязко падаща права линия, линейно зависима от изходния ток.
С увеличаването на честотата реактивното съпротивление на индуктора се увеличава, следователно токът, протичащ през първичната намотка на изходния трансформатор, е ограничен, изходният ток намалява линейно. Недостатъкът на такава система за контрол на тока е, че формата на тока става като триъгълник с нарастваща честота и това увеличава динамичните загуби и се генерира излишна топлина върху транзисторите, но като се има предвид, че общата мощност намалява и токът през транзисторите също намалява, тези количества могат да бъдат пренебрегнати.
На практика най-същественият недостатък на инверторната верига с дросел за утечка е работата на транзисторите в линеен (мощен) режим на превключване на тока. Такова превключване налага повишени изисквания към драйвера, управляващ тези транзистори. Най-добре е да използвате IR драйвери за микрочипове, които са предназначени директно за управление на горните и долните превключватели на мостовия преобразувател. Те осигуряват ясни импулси към затворите на управляваните транзистори и, за разлика от системата, управлявана от трансформатор, не изискват много енергия. Но трансформаторната система образува галванична изолация и в случай на повреда на силовите транзистори управляващата верига остава работеща! Това е безспорно предимство не само от икономическа гледна точка на изграждането на заваръчен инвертор, но и от страна на простотата и надеждността. Фигура 18 показва диаграма на блока за управление на инвертора с драйвери, а на фигура 17 с управление чрез импулсен трансформатор. Изходният ток се регулира чрез промяна на честотата от 10kHz (Imax) до 50kHz (1m1p). Ако поставите транзистори с по-висока честота, тогава обхватът на текущите настройки може да бъде леко разширен.
При изграждането на инвертор от този тип е необходимо да се вземат предвид точно същите условия, както при изграждането на резонансен преобразувател, плюс всички характеристики на изграждането на преобразувател, работещ в режим на линейно превключване. Това са: твърда стабилизация на захранващото напрежение на главния модул, режимът на възникване на ШИМ е недопустим! И всички други функции, изброени в параграф 7 на страница 31. Ако се използват IC драйвери вместо управляващ трансформатор, винаги помнете, че минусът на захранването с ниско напрежение ще бъде свързан към мрежата и вземете допълнителни мерки за безопасност!
Блок за управление на IR2110
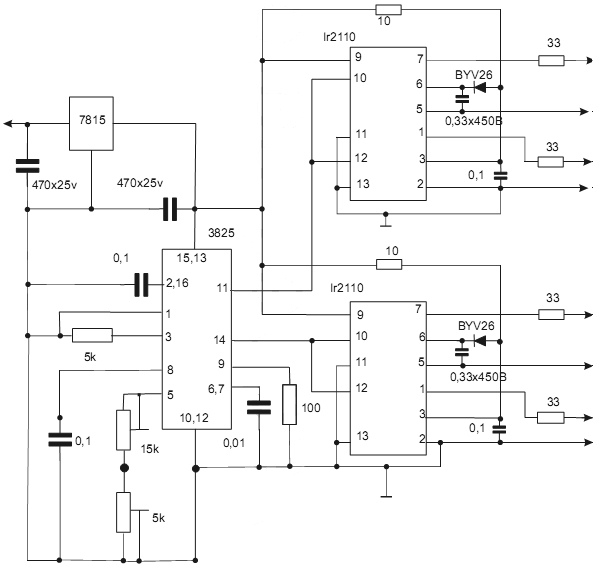
Фиг.18
9. Предложени и тествани конструктивни и схемни решения
моите приятели и последователи.
1. Силовият трансформатор е навит на едно ядро от типа Sh20x28 2500NMS, първичната намотка е 15 оборота, проводникът е PETV-2, диаметърът е 2,24 mm. Вторичен проводник 3+3 навивки 2,24 в четири проводника, общо сечение 15,7 мм кв.
Работи добре, намотките практически не се нагряват дори при високи токове, спокойно дава повече от 160A в дъгата! Но самото ядро се нагрява, до около 95 градуса, трябва да го поставите във вентилатора. Но за сметка на това се наддава тегло (0,5 кг) и се освобождава обем!
2. Вторичната намотка на силовия трансформатор е навита с медна лента 38x0.5mm, сърцевина 2Sh20x28, първична намотка 14 оборота, проводници PEV-2, диаметър 2.12.
Работи отлично, напрежението на ХХ е около 66V, загрява до 60 градуса.
3. Изходният дросел е навит на един Ш20х28, 7 навивки многожилен Меден проводник, със сечение от 10 до 20 мм квадрат, не влияе по никакъв начин на работата. Разстояние 1,5 mm, индуктивност 12 μH.
4. Резонансен дросел - навит на един Ш20х28, 2000NM, 11 навивки, проводник PETV2, диаметър 2,24. Разстояние 0,5 мм. Резонансната честота е 37kHz.
Работи добре.
5. Вместо Uc3825 е използван 1156EU2.
Работи чудесно.
6. Входният капацитет варира от 470uF до 2000uF. Ако клирънсът не се промени
в резонансен дросел, тогава с увеличаване на капацитета на входния кондензатор мощността, прехвърлена към дъгата, се увеличава пропорционално.
7. Токовата защита беше напълно изключена. Устройството работи почти година и няма да изгори.
Това подобрение опрости схемата до пълно безсрамие. Но използването на защита срещу дългосрочно късо съединение и системата "горещ старт" + "незалепващо" почти напълно изключват появата на свръхток.
8. Изходните транзистори се поставят на един радиатор чрез силикон-керамични уплътнения, като "NOMACON".
Те работят страхотно.
9. Вместо 150EBU04, два са поставени паралелно 85EPF06. Работи чудесно.
10. Системата за регулиране на тока е променена, преобразувателят работи на резонансна честота, а изходният ток се регулира чрез промяна на продължителността на управляващите импулси.
Проверено, работи отлично! Токът се регулира практически от 0 до макс! Схемата на апарата с такава настройка е показана на фиг. 21.
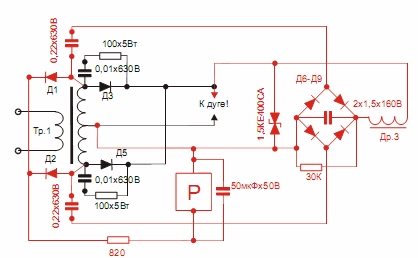
Tr.1 - силов трансформатор 2Sh20x28, първичен - 17 оборота, XX = 56V D1-D2 - HER208 D3, D5 - 150EBU04
D6-D9 - KD2997A
R - тригерно реле, 24V, 30A - 250VAC
Dr.3 - навит на феритен пръстен K28x16x9, 13-15 оборота
монтажен проводниксечение 0,75 мм кв. Индуктивност не по-малко от
200µN.
Веригата, показана на фигура 19, удвоява изходното напрежение. Успоредно на дъгата се прилага двойно напрежение. Това включване улеснява запалването във всички режими на работа, повишава стабилността на дъгата (дъгата лесно се разтяга до 2 см), подобрява качеството на заваръчния шев, възможно е да се заварява с електроди с голям диаметър при ниски токове, без да се прегрява заварената част. Позволява лесно да дозирате количеството отложен метал; при изтегляне на електрода дъгата не изгасва, но токът рязко намалява. При повишено напрежение електродите от всички марки лесно се запалват и изгарят. При заваряване с тънки електроди (1,0 - 2,5 mm) при ниски токове се постига идеалното качество на заварката, дори и за манекени. Успях да заваря лист с дебелина 0,8 мм към ъгъл с дебелина 5 мм (52x52) с четворка. Напрежението на ХХ без удвояване беше 56V, с удвоител 110V. Токът на удвоителя е ограничен от кондензатори 0.22x630V тип К78-2, на ниво 4 - 5 ампера в дъгов режим и до 10А при късо съединение. Както можете да видите, трябваше да добавим още два диода за тригерното реле, с това включване, това е и защита срещу режим на дълготрайно късо съединение, както в схемата на фиг. 5. Изходният индуктор Dr.2 не беше необходим, а това е 0,5 кг! Дъгата гори стабилно! Оригиналността на тази схема се крие във факта, че фазата на удвоеното напрежение се завърта на 180 градуса спрямо мощността, така че високото напрежение след разреждането на изходните кондензатори не блокира силовите диоди, а запълва празнините между импулси с удвоено напрежение. Именно този ефект повишава стабилността на дъгата и подобрява качеството на шева!
Италианците поставят подобни схеми в индустриални преносими инвертори.
Фигура 20 показва най-модерната конфигурация на заваръчния инвертор. Простота и надеждност, минимум подробности, по-долу са неговите технически характеристики.
1. Захранващо напрежение 210 -- 240 V
2. Ток на дъгата 20 - 200 A
3. Консумиран ток от мрежата 8 - 22 A
4. Напрежение XX 110V
5. Тегло без корпус по-малко от 2,5 кг
Както можете да видите, веригата на фиг.20 не се различава много от веригата на фиг.5. Но това е напълно завършена верига, на практика не се нуждае допълнителни системизапалване и стабилизиране на дъгата. Използването на удвоител на изходното напрежение направи възможно премахването на изходния дросел, увеличаване на изходния ток до 200A и подобряване на качеството на заваръчните шевове с порядък във всички режими на работа, от 20A до 200A. Дъгата се запалва много лесно и приятно, почти всички видове електроди горят стабилно. При заваряване неръждаеми стомани, качеството на заварката, направена с електрод, не отстъпва на заварката, направена в аргон!
Всички данни за намотките са подобни на предишните конструкции, само в силов трансформатор е възможно да се навие първичната намотка от 17-18 оборота, с проводник 2.0-2.12 PETV-2 или PEV-2. Сега няма смисъл да увеличавате изходното напрежение на трансформатора, 50-55V е достатъчно за отлична работа, удвоителят ще свърши останалото. Резонансният дросел е точно същият дизайн като в предишните схеми, само че има увеличена немагнитна междина (избрана експериментално, приблизително 0,6 - 0,8 mm).
Уважаеми читатели, на вашето внимание се предлагат няколко схеми, но всъщност това е едно и също. захранваща точкас различни допълнения и подобрения. Всички схеми са многократно тествани и са показали висока надеждност, непретенциозност и отлични резултати при работа в различни климатични условия. За производството на заваръчна машина можете да вземете някоя от горните схеми, да използвате предложените промени и да създадете машина, която напълно отговаря на вашите изисквания. Като не променяте практически нищо, само увеличавате или намалявате празнината в резонансния дросел, увеличавате или намалявате радиаторите на изходните диоди и транзистори, увеличавате или намалявате мощността на охладителя, можете да получите цяла серия заваръчни машини, с максимален изходен ток от 100A до 250A и PV=100%. PV зависи само от охладителната система и колкото по-мощни са използваните вентилатори и колкото по-голяма е площта на радиаторите, толкова по-дълго вашето устройство ще може да работи в непрекъснат режим при максимален ток! Но увеличаването на радиаторите води до увеличаване на размера и теглото на цялата конструкция, така че преди да започнете да произвеждате машина за заваряване, винаги трябва да седнете и да помислите за какви цели ще ви трябва! Както показа практиката, няма нищо супер сложно в проектирането на заваръчен инвертор с помощта на резонансен мост. Именно използването на резонансна верига за тази цел позволява 100% да се избегнат проблемите, свързани с инсталирането на силови вериги, а при производството на захранващо устройство у дома тези проблеми винаги възникват! Резонансната верига ги решава автоматично, спестявайки и удължавайки живота на силовите транзистори и диоди!
10. Заваръчна машина с фазова настройка на изходящия ток
Схемата представена на фиг.21 е най-привлекателна от моя гледна точка. Тестовете показват високата надеждност на такъв преобразувател. В тази схема предимствата на резонансния преобразувател се използват напълно, тъй като честотата не се променя, превключвателите на захранването винаги се изключват при нулев ток и това важен моментпо отношение на управлението на ключове. Токът се регулира чрез промяна на продължителността на управляващите импулси. Такова схемно решение ви позволява да променяте изходния ток практически от 0 до максималната стойност (200A). Скалата за настройка е напълно линейна! Промяната на продължителността на управляващите импулси се постига чрез прилагане на променливо напрежение в диапазона 3-4V към 8-ия крак на микросхемата Uc3825. Промяната на напрежението на този крак от 4V на 3V дава плавна промяна във времето на цикъла от 50% до 0%! Регулирането на тока по този начин позволява да се избегне такова неприятно явление като съвпадението на резонанса с режима на късо съединение, което е възможно при регулиране на честотата. Следователно друг възможен режим на претоварване е изключен! В резултат на това е възможно напълно да се премахне веригата за защита на тока, като се зададе максималния изходен ток веднъж с празнина в резонансния дросел. Устройството е конфигурирано точно както всички предишни модели. Единственото нещо, което трябва да се направи, е да се зададе максималната продължителност на цикъла, преди да започне настройката, като се зададе напрежението на 4V на 8-ия крак, ако това не бъде направено, резонансът ще се измести и при максимална мощност точката на превключване на ключовете може да не съвпадат с нулев ток. При големи отклонения това може да доведе до динамично претоварване на силовите транзистори, тяхното прегряване и повреда. Използването на удвоител на напрежението на изхода позволява да се намали натоварването на сърцевината чрез увеличаване на броя на завъртанията на първичната намотка до 20. Изходното напрежение на XX е съответно 46,5 V след удвоителя 93 V, което отговаря на всички стандарти за безопасност за инверторни заваръчни източници! Намаляването на изходното напрежение на захранващия блок позволява използването на изходни диоди с по-ниско напрежение (по-евтини). Можете спокойно да поставите 150EBU02 или BYV255V200. По-долу са данните за намотките на последния ми модел заваръчен инвертор.
Tr.1 Тел PEV-2, диаметър 1.81mm, брой навивки -20. Вторична намотка 3 + 3, 16mm kv, навита на 4 проводника с диаметър 2,24. Дизайнът е подобен на предишните. Ядро E65, № 87 от EPKOS. Нашият приблизителен аналог е 20x28, 2200NMS. Едно сърце!
Dr.1 10 оборота, PETV-2 с диаметър 2,24 мм. Ядро 20x28 2000NM. Разстояние 0,6-0,8 мм. Индуктивност 66mkG за максимален ток в дъгата 180-200A. Dr.3 12 навивки монтажен проводник, сечение 1 mm квадрат, пръстен 28x16x9, без междина, 2000NM1
При тези параметри резонансната честота е около 35kHz. Както се вижда от диаграмата, няма токова защита, няма изходен индуктор, няма изходни кондензатори. Силовият трансформатор и резонансният дросел са навити на единични ядра от типа Sh20x28. Всичко това направи възможно намаляването на теглото и освобождаването на обем в кутията и в резултат на това да се улесни температурен режимна целия апарат, и спокойно вдигнете тока в дъгата до 200А!
Списък на полезна литература.
1. "Радио" № 9, 1990 г
2. "Микросхеми за импулсни захранвания и тяхното приложение", 2001г. Издателство "ДОДЕКА".
3. "Силова електроника", B.Yu. Семьонов, Москва 2001 г
4. "Силови полупроводникови ключове", P.A. Воронин, "ДОДЕКА" 2001г
5. Каталог на p / p устройства на компанията NTE.
5. IR референтни материали.
6. TOE, Л. Р. Нейман и П. Л. Калантаров, част 2.
7. Заваряване и рязане на метали. Д.Л.Глизманенко.
8. "Микросхеми за линейни захранвания и тяхното приложение", 2001г. Издателство "ДОДЕКА".
9. "Теория и изчисление на IVE трансформатори". Хников А.В. Москва 2004 г
Домашен заваръчен инвертор до компютърно захранване:

Страницата е изготвена въз основа на книгата "Заваръчният инвертор е прост" на В.Ю.Негуляев
- Намаляване на броя на завоите
- Инсталационни работи: препоръки
- Основни проблеми и тяхното отстраняване
Почти всички заваръчни машини са направени по същия принцип. Използва се инверторна схема, в която превключвателите на мощността са транзистори с полеви ефекти с висока мощност. Благодарение на тази схема теглото на заваръчната машина намаля, а размерите на самото устройство намаляха. Използването му дава възможност за намаляване на теглото и размерите на конструкцията.
В магазините и на пазара се предлага широка гама от такива заваръчни машини. Всички те имат един и същ принцип на работа, но цената на такъв заваръчен инвертор е доста висока. Следователно възниква въпросът: как да направите заваръчен инвертор със собствените си ръце? Преди да му отговорите, е необходимо да разберете неговата структура и работата на вътрешната верига.
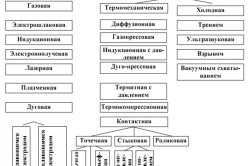
Видове заваряване и заваръчни машини
Технологичният процес на заваряване има няколко разновидности:
- дъга;
- електрошлака:
- плазма;
- електронен лъч;
- лазер;
- газ;
- контакт;
- ултразвукови;
- точка.
За да работите у дома, на личния си парцел, е достатъчно най-обикновеното електродъгово заваряване. За този тип заваряване се произвеждат два вида заваръчни машини:
- трансформатор;
- инвертор.
Трансформаторна заваръчна машина може да работи на почти всякакъв вид ток. Такова устройство има няколко положителни характеристики:
- надеждност;
- лекота на поддръжка;
- издръжливост;
- голямо тегло.
Такава машина за заваряване обаче реагира на пренапрежения на тока. Когато напрежението падне, когато е по-малко от 200 волта, цялата работа практически спира, тъй като е много трудно да се получи дъга и да се поддържа постоянно.
Инверторната заваръчна машина е изобретение от последните десетилетия. Това значително улеснява работата на заварчика. Благодарение на използването на съвременен електронен пълнеж, масата на устройството е значително намаляла.
Сега не надвишава 5 кг. Инверторната заваръчна машина е в състояние да стабилизира тока. Може да функционира при спад на напрежението в мрежата. Такова устройство едва доловимо усеща повишаването на температурата и силното нагряване. Работата с инвертор изисква специални умения, точност и предпазливост.
Назад към индекса
Подготовка на основата за производство на домашен инвертор

Основата на заваръчния инвертор може да бъде обикновен трансформатор от домашна микровълнова фурна. Структурата на трансформатора включва:
- бобини;
- Меден проводник;
- желязо;
- емайл.
Една намотка играе ролята на първична намотка, другата, разбира се, вторична. Цветна медна жица е навита върху желязна сърцевина и покрита с емайл.
Всяка намотка има определен брой навивки. Електрическа мрежаработи в тандем с първичната намотка. Поради индукцията във вторичната намотка се генерира ток. Има напрежение, много по-ниско от това, което е възникнало в първичната намотка. Но амперажът е много по-висок.
Инверторът се нуждае от D.C.който може да се регулира.
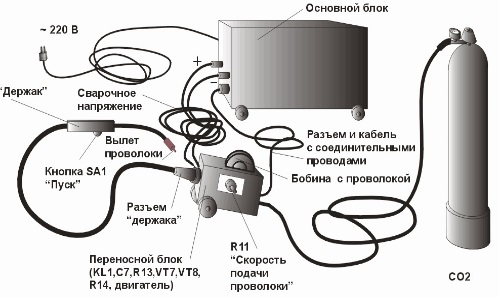
Максималната стойност на тока може да достигне 130 ампера. На първичната намотка максимумът ще бъде 20 A. За получаване на висококачествена заварена връзка се използват електроди, чийто диаметър не надвишава 3 mm. Заваръчното напрежение се включва от превключвател, разположен на държача на електрода. Този тип заваръчна машина може да заварява с обратна полярност. В резултат на това могат да се заваряват тънки стоманени листове.
Назад към индекса
Намаляване на броя на завоите
Намаляването на броя на завоите е просто необходимо, тъй като трансформаторът на микровълновата фурна дава напрежение над 2000 волта. Следователно има нужда от подобрение. За нормална работа трябва да направите следното:
- увеличаване на текущата стойност;
- намали напрежението.
Всеки професионален заварчик е наясно, че много малък ток влияе неблагоприятно върху качеството на заваръчния шев. Ако има голям ток, не само електродът ще изгори, но и самият метал ще се повреди.
За добра работа трябва да пренавиете вторичната намотка. Всеки завой трябва да е в близък контакт със следващия, но намотаващият проводник вече е различен. За това се използва емайлирана тел. Преди да започнете работа, старата намотка се изрязва и отстранява от намотката. Работата трябва да се извършва внимателно и внимателно, за да не се развали първичната намотка.
Новият проводник трябва да има определено напречно сечение, а намотката се извършва с определен брой завои. Всички тези параметри зависят от вида на трансформатора. Следователно е невъзможно да се каже какви точно трябва да бъдат тези данни. Всички изчисления са много лесни за извършване, просто погледнете училищен учебник по физика или използвайте услугите на специален онлайн калкулатор.
След производството на нова намотка тя трябва да бъде покрита с токоизолационен лак.
Назад към индекса
За домашен заваръчен инвертор трябва да изберете кутия, в която ще бъдат поставени всички части. Желателно е такъв контейнер да бъде компактен и лесен за транспортиране.
Трансформаторите трябва да бъдат свързани последователно един след друг. Тогава токът ще намалее до 50 ампера. Първичните намотки са монтирани успоредно, вторичните намотки могат да бъдат поставени последователно. Такава инсталация ще ви позволи да получите:
- 60 ампера при работа с товар;
- 38 волта навън.
Подробности електрическа веригафабрично монтиран. Монтажът на захранващата верига, нейната платка и драйвери се извършва отделно. Силовата част е отделена от платката с метален лист. Листът е свързан към корпуса на инвертора. Контролните проводници са свързани по двойки. Те трябва да бъдат запоени до краката на транзисторите. Размерът на такива проводници обикновено е не повече от 15 см, диаметърът на жицата няма значение.
Когато се извършват монтажни работи, е задължително да се направи подсилване на силовите коловози. Простото калайдисване тук не е достатъчно, необходимо е всички песни да се запояват с медна тел. Простата спойка може да се стопи, в резултат на това всички транзистори ще изгорят.
За да се отстрани по-добре топлината от мощни тринистори, те са инсталирани на специален радиатор, прикрепен към платката. Размерите на радиаторите, интензивността на въздушния поток оказват силно влияние върху работата на заваръчния инвертор. Колкото по-добри са те, толкова по-дълго ще работи устройството. Материалът за дъската е тънък текстолит, чиято дебелина не надвишава 1,5 мм.
Назад към индекса
Охладителна система: характеристики
В случай на домашен заваръчен инвертор са монтирани два вентилатора, по един от всяка страна. Те черпят въздух и работят от захранването на обикновен компютър. За да влезе въздух в корпуса на инвертора, отдолу се правят проходни отвори, от които може да има няколко десетки.
За да направи охладителната система по-надеждна и здрава, е монтиран още един допълнителен вентилатор. Монтира се директно в корпуса на инвертора.
Много по-лесно е да се извършват заваръчни операции с такъв инвертор, отколкото да се използва трансформатор. Качеството на шева е много по-високо. С този уред можете да готвите:
- черен метал;
- цветни метали;
- неръждаема стомана;
- тънки стоманени листове.
За да сглобите заваръчен инвертор, трябва да подготвите предварително:
- захранващ блок;
- шофьори;
- скоч;
- силови агрегати.
За регулиране на захранването се избира съпротивление, което може да създаде захранване от 20 волта. Много е важно входните токоизправители да имат мощни радиатори.
Вътре в кутията е монтиран термичен сензор, който ще улавя максималната температура на нагряване.
Като управляващо устройство за заваръчния инвертор е инсталиран ШИМ контролер. Използва само един канал за настройка. От него зависи каква ще е дъгата, колко стабилно ще гори. Инсталираният кондензатор ще определи напрежението на контролера. Именно той влияе върху големината на заваръчния ток.
Държачът, кабелната маса и други аксесоари могат да бъдат закупени във всеки специализиран магазин, тяхната цена е достъпна за всеки потребител.
Мнозина в домакинството ще имат нужда от апарат за електрическо заваряване на детайли от черни метали. Тъй като масово произвежданите заваръчни машини са доста скъпи, много радиолюбители се ангажират да ги произвеждат сами.
Вече имахме статия за това, но този път предлагаме още по-опростен вариант от лесно достъпни части.
От самото начало на работата си си поставих задачата да създам най-простата и евтина машина за заваряване, използвайки широко използвани части и възли в нея.
От двата основни варианта за проектиране на апарата - със заваръчен трансформатор или на базата на преобразувател - беше избран вторият.
Всъщност заваръчният трансформатор е голяма и тежка магнитна верига и много медна жица за намотки, което е недостъпно за мнозина. Електронните компоненти за преобразувателя, с правилния им избор, не са оскъдни и сравнително евтини.
Как направих заваръчна машина със собствените си ръце
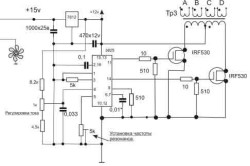
В резултат на доста продължителни експерименти с различни видовепреобразувател на транзистори и тринистори, е изготвена схема, показана на фиг. един.
Простите транзисторни преобразуватели се оказаха изключително капризни и ненадеждни, а тринисторните преобразуватели издържат на изхода без повреда, докато предпазителят изгори. Освен това тринисторите се нагряват много по-малко от транзисторите.
Както можете лесно да видите, дизайнът на веригата не е оригинален - това е обикновен едноциклен преобразувател, предимството му е в простотата на дизайна и липсата на оскъдни компоненти, устройството използва много радио компоненти от стари телевизори.
И накрая, практически не изисква корекция.
Вид на заваръчния ток - постоянен, регулиране - плавно.
При челно заваряване на стоманени листове с дебелина 3 mm с електрод с диаметър 3 mm, постоянният ток, консумиран от машината от мрежата, не надвишава 10 A. Заваръчното напрежение се включва от бутон, разположен на държача на електрода, което позволява , от една страна, за използване на повишено напрежение на запалване на дъгата и повишаване на електрическата безопасност, от друга страна, тъй като когато държачът на електрода се освободи, напрежението върху електрода автоматично се изключва. Повишеното напрежение улеснява запалването на дъгата и осигурява стабилността на нейното горене.
Използването на постоянен заваръчен ток с обратната полярност на заваръчното напрежение ви позволява да свързвате тънколистови части.
Мрежовото напрежение коригира диодния мост VD1-VD4. Ректифицираният ток, преминаващ през лампата HL1, започва да зарежда кондензатора C5. Лампата служи като ограничител заряден токи индикатор за този процес.
Заваряването трябва да започне само след като лампата HL1 изгасне. В същото време кондензаторите на батерията C6-C17 се зареждат през индуктора L1. Светенето на светодиода HL2 показва, че устройството е свързано към мрежата. Trinistor VS1 все още е затворен.
Когато натиснете бутона SB1, генераторът на импулси се стартира с честота 25 kHz, монтиран върху транзистор VT1. Импулсите на генератора отварят тринистора VS2, който от своя страна отваря тринисторите VS3-VS7, свързани паралелно. Кондензаторите C6-C17 се разреждат през индуктора L2 и първичната намотка на трансформатора T1. Дросел на веригата L2 - първична намотка на трансформатор Т1 - кондензатори C6-C17 е осцилаторна верига.
Когато посоката на тока във веригата се промени на противоположната, токът започва да тече през диодите VD8, VD9 и тринисторите VS3-VS7 се затварят до следващия импулс на генератора на транзистора VT1.
Импулсите, които се появяват на намотката III на трансформатора Т1, отварят тринистора VS1. който директно свързва мрежовия диоден токоизправител VD1 - VD4 с тринисторен преобразувател.
Светодиодът HL3 служи за индикация на процеса на генериране на импулсно напрежение. Диодите VD11-VD34 коригират заваръчното напрежение, а кондензаторите C19 - C24 го изглаждат, като по този начин улесняват запалването на заваръчната дъга.
Превключвател SA1 е партиден или друг превключвател за ток от най-малко 16 A. Секция SA1.3 затваря кондензатор C5 към резистор R6, когато е изключен и бързо разрежда този кондензатор, което позволява, без страх от токов удар, да се провери и поправи устройство.
Вентилаторът VN-2 (с електродвигател M1 по схема) осигурява принудително охлаждане на компонентите на устройството. Не се препоръчват по-малко мощни вентилатори или ще трябва да инсталирате няколко от тях. Кондензатор C1 - всеки, предназначен да работи при променливо напрежение от 220 V.
Токоизправителните диоди VD1-VD4 трябва да бъдат проектирани за ток от най-малко 16 A и обратно напрежение от най-малко 400 V. Те трябва да бъдат инсталирани на ъглови радиатори с форма на пластина с размери 60x15 mm, дебелина 2 mm, изработени от алуминиева сплав .
Вместо един кондензатор C5 можете да използвате батерия от няколко паралелно свързани за напрежение най-малко 400 V всяка, докато капацитетът на батерията може да бъде по-голям от посочения на диаграмата.
Дросел L1 е направен върху стоманена магнитна сърцевина PL 12.5x25-50. Всяка друга магнитна верига със същото или по-голямо напречно сечение също е подходяща, при условие че намотката е поставена в нейния прозорец. Намотката се състои от 175 навивки на тел PEV-2 1.32 (не може да се използва тел с по-малък диаметър!). Магнитната верига трябва да има немагнитна междина от 0,3 ... 0,5 mm. Индуктивност на дросела - 40±10 μH.
Кондензаторите C6-C24 трябва да имат малък тангенс на диелектричните загуби, а C6-C17 също трябва да имат работно напрежение поне 1000 V. Най-добрите кондензатори, които съм тествал, са K78-2, използвани в телевизори. Можете да използвате по-широко разпространени кондензатори от този тип с различен капацитет, привеждайки общия капацитет до посочения в диаграмата, както и вносни филмови.
Опитите за използване на хартиени или други кондензатори, предназначени за работа в нискочестотни вериги, като правило водят до техния отказ след известно време.
SCR KU221 (VS2-VS7) за предпочитане трябва да се използва с буквения индекс A или, в краен случай, B или G. Както показва практиката, по време на работа на устройството катодните клеми на SCR забележимо се нагряват, което може водят до разрушаване на спойките на платката и дори до повреда на тринистори.
Надеждността ще бъде по-висока, ако буталните тръби са направени от калайдисано медно фолио с дебелина 0,1 ... по цялата дължина. Буталото (превръзката) трябва да покрива цялата дължина на повода почти до основата. Необходимо е бързо да се споява, за да не се прегрее тринистора.
Вероятно ще имате въпрос: възможно ли е да инсталирате един мощен вместо няколко тринистора с относително ниска мощност? Да, това е възможно, когато се използва устройство, което превъзхожда (или поне сравнимо) по своите честотни характеристики с тринисторите KU221A. Но сред наличните, например от серията PM или TL, няма такива.
Преходът към нискочестотни устройства ще принуди работната честота да бъде намалена от 25 до 4 ... 6 kHz и това ще доведе до влошаване на много от най-важните характеристики на устройството и силен пронизителен скърцане по време на заваряване.
При монтаж на диоди и тринистори използването на топлопроводима паста е задължително.
Освен това е установено, че един мощен тринистор е по-малко надежден от няколко паралелно свързани, тъй като е по-лесно за тях да осигурят По-добри условияотвеждане на топлината. Достатъчно е да инсталирате група тринистори на една топлоотвеждаща плоча с дебелина най-малко 3 mm.
Тъй като резисторите за изравняване на тока R14-R18 (C5-16 V) могат да се нагорещят много по време на заваряване, те трябва да бъдат освободени от пластмасовата обвивка преди монтажа чрез изпичане или нагряване с ток, чиято стойност трябва да бъде избрана експериментално.
Диодите VD8 и VD9 са инсталирани на общ радиатор с тринистори, а диодът VD9 е изолиран от радиатора с уплътнение от слюда. Вместо KD213A са подходящи KD213B и KD213V, както и KD2999B, KD2997A, KD2997B.
Индукторът L2 е спирала без рамка от 11 навивки от тел с напречно сечение най-малко 4 mm2 в топлоустойчива изолация, навита на дорник с диаметър 12...14 mm.
Дроселът по време на заваряване е много горещ, поради което при навиване на спиралата трябва да се осигури празнина от 1 ... 1,5 mm между завоите и дроселът трябва да бъде разположен така, че да е във въздушния поток от вентилатора.  Ориз. 2Трансформаторно ядро
Ориз. 2Трансформаторно ядро
T1 се състои от три магнитни вериги PK30x16, направени от ферит 3000NMS-1, подредени заедно (те използваха хоризонтални трансформатори на стари телевизори).
Първичната и вторичната намотка са разделени на две секции (виж фиг. 2), навити с проводник PSD1.68x10.4 в изолация от фибростъкло и свързани последователно съгласно. Първичната намотка съдържа 2x4 оборота, вторичната - 2x2 оборота.
Секциите се навиват на специално изработен дървен дорник. Секциите са защитени от развиване от две превръзки, изработени от консервирана медна тел с диаметър 0,8 ... 1 mm. Ширина на превръзката - 10...11 mm. Под всяка превръзка се поставя лента от електрически картон или се навиват няколко навивки фибростъкло.
След навиването превръзките се запояват.
Една от превръзките на всяка секция служи като изход на нейното начало. За да направите това, изолацията под капака е направена така, че отвътре да е в пряк контакт с началото на намотката на секцията. След навиване превръзката се запоява към началото на секцията, за която изолацията се отстранява предварително от тази част на бобината и се калайдисва.
Трябва да се има предвид, че намотка I работи при най-тежки термични условия.По тази причина при навиване на нейните секции и по време на монтажа е необходимо да се осигурят въздушни междини между външните части на завоите, като се поставят между завоите къси, смазани с топлоустойчиво лепило, вложки от фибростъкло.
Като цяло, колкото повече въздушни междини са в намотките, толкова по-ефективно ще бъде отвеждането на топлината от трансформатора.
Тук също е уместно да се отбележи, че секциите за намотаване, направени със споменатите вложки и уплътнения с тел със същото сечение 1,68x10,4 mm 2 без изолация, ще се охлаждат по-добре при същите условия.
Превръзките в контакт се свързват чрез запояване, като към предните, които служат за изводи на секциите, е препоръчително да се запои медна подложка под формата на късо парче тел, от което е направено сечението.
Резултатът е твърда еднокомпонентна първична намотка на трансформатора.
Вторичният се прави по същия начин. Разликата е само в броя на завоите в секциите и във факта, че е необходимо да се осигури изход от средната точка. Намотките са монтирани на магнитната верига по строго определен начин - това е необходимо за правилната работа на токоизправителя VD11 - VD32.
Посоката на навиване на горната част на намотката I (когато се гледа трансформатора отгоре) трябва да бъде обратно на часовниковата стрелка, като се започне от горната клема, която трябва да бъде свързана към дросел L2.
Посоката на навиване на горната част на намотката II, напротив, е по посока на часовниковата стрелка, като се започне от горния изход, той е свързан към диодния блок VD21-VD32.
Намотка III е намотка от всяка жица с диаметър 0,35 ... 0,5 mm в топлоустойчива изолация, която може да издържи напрежение най-малко 500 V. Тя може да бъде поставена последна на всяко място на магнитната верига от страната на първичната намотка.
За да се осигури електрическа безопасност на заваръчната машина и ефективно охлаждане на всички елементи на трансформатора с въздушен поток, е много важно да се поддържат необходимите разстояния между намотките и магнитната верига.
Тази задача се изпълнява от четири фиксиращи плочи, положени в намотките по време на окончателното сглобяване на модула. Плочите са изработени от фибростъкло с дебелина 1,5 мм в съответствие с чертежа на фигурата.
След окончателното регулиране на плочата е препоръчително да я фиксирате с топлоустойчиво лепило. Трансформаторът се закрепва към основата на апарата с три скоби, извити от месингова или медна тел с диаметър 3 mm. Същите скоби фиксират взаимното положение на всички елементи на магнитната верига.
Преди да монтирате трансформатора върху основата, между половините на всеки от трите комплекта на магнитната верига е необходимо да поставите немагнитни уплътнения от електрически картон, гетинакс или текстолит с дебелина 0,2 ... 0,3 mm.
За производството на трансформатор можете да използвате магнитни ядра и други размери с напречно сечение най-малко 5,6 cm 2. Подходящ, например, W20x28 или два комплекта W 16x20 от ферит 2000NM1.
Намотка I за бронираната магнитна верига е направена под формата на единична секция от осем оборота, намотка II - подобно на описаното по-горе, от две секции от два оборота. Заваръчният токоизправител на диоди VD11-VD34 е структурно отделна единица, направена под формата на библиотека: 
Сглобява се по такъв начин, че всяка двойка диоди е поставена между две топлоотвеждащи плочи с размери 44x42 mm и дебелина 1 mm, изработени от лист от алуминиева сплав.
Целият пакет се затяга с четири стоманени резбови шпилки с диаметър 3 мм между два фланеца с дебелина 2 мм (от същия материал като плочите), към които от двете страни са завинтени две дъски, оформящи изводите на токоизправителя.
Всички диоди в блока са ориентирани по един и същи начин - катодните изводи са надясно според фигурата - а изводите са запоени в отворите на платката, която служи за общ положителен извод на токоизправителя и устройството като дупка. Анодните клеми на диодите са запоени в отворите на втората платка. На него се формират две групи изводи, свързани към крайните изводи на намотката II на трансформатора съгласно схемата.
Като се има предвид големият общ ток, протичащ през токоизправителя, всяка от трите му клеми е направена от няколко парчета тел с дължина 50 mm, всяко запоено в своя отвор и свързано чрез запояване в противоположния край. Група от десет диода е свързана в пет сегмента, от четиринадесет - в шест, втората платка с обща точка на всички диоди - в шест.
По-добре е да използвате гъвкав проводник с напречно сечение най-малко 4 mm.
По същия начин се правят силнотокови групови изходи от основната печатна платка на устройството.
Токоизправителните платки са изработени от фолио стъклопласт с дебелина 0,5 mm и калайдисани. Четири тесни слота във всяка платка спомагат за намаляване на напрежението върху диодните проводници по време на термични деформации. За същата цел диодните проводници трябва да бъдат формовани, както е показано на фигурата по-горе.
Заваръчният токоизправител може да използва и повече мощни диоди KD2999B, 2D2999B, KD2997A, KD2997B, 2D2997A, 2D2997B. Техният брой може да бъде по-малък. И така, в един от вариантите на устройството успешно работи токоизправител от девет диода 2D2997A (пет в едното рамо, четири в другото).
Площта на радиаторните плочи остава същата, възможно е да се увеличи дебелината им до 2 mm. Диодите бяха поставени не по двойки, а по един във всяко отделение.
Всички резистори (с изключение на R1 и R6), кондензатори C2-C4, C6-C18, транзистор VT1, тринистори VS2 - VS7, ценерови диоди VD5-VD7, диоди VD8-VD10 са монтирани на главната печатна платка, а тринисторите и диодите VD8, VD9 са монтирани на радиатор, завинтен към платка от фолиен текстолит с дебелина 1,5 mm:  Ориз. 5. Чертеж на дъска
Ориз. 5. Чертеж на дъска
Мащабът на чертежа на дъската е 1:2, но е лесно да се маркира дъската, дори без да се използват инструменти за уголемяване на снимки, тъй като центровете на почти всички отвори и границите на почти всички области на фолиото са разположени върху решетка с 2,5 мм стъпка.
Платката не изисква голяма точност при маркиране и пробиване на дупки, но трябва да се помни, че дупките в нея трябва да съвпадат със съответните дупки в плочата на радиатора. Джъмперът във веригата на диоди VD8, VD9 е направен от медна жица с диаметър 0,8 ... 1 mm. По-добре е да го запоите от страната на печат. Вторият джъмпер от проводника PEV-2 0.3 също може да бъде поставен отстрани на частите.
Груповият изход на платката, показан на фиг. 5 букви B, свързани с дросел L2. Проводниците от анодите на тринисторите са запоени в отворите от група B. Изводите G са свързани към долната клема на трансформатора T1 съгласно схемата, а D - към индуктора L1.
Парчетата тел във всяка група трябва да са с еднаква дължина и еднакво напречно сечение (най-малко 2,5 mm2).  Ориз. 6система за охлаждане
Ориз. 6система за охлаждане
Радиаторът е плоча с дебелина 3 мм и огънат ръб (виж фиг. 6).
Най-добрият материал за радиатор е мед (или месинг). При липсата му ще трябва да използвате плоча от алуминиева сплав.
Повърхността от страна на монтажа на частите трябва да е равна, без цепки и вдлъбнатини. В плочата се пробиват отвори с резба, за да се сглоби с печатна платка и да се закрепят елементите. През дупките без резби се прекарват изводите на частите и свързващи проводници. Анодните изводи на тринисторите се прекарват през отворите на огънатия ръб. Трите отвора M4 в радиатора са за електрическа връзкас печатна платка. За това са използвани три месингови винта с месингови гайки.
След окончателната настройка на апарата връзките се запояват.  Ориз. 7Чертеж на модула на радиатора с платката
Ориз. 7Чертеж на модула на радиатора с платката
Радиаторът се завинтва към печатната платка от страната на частите с разстояние от 3,2 mm (това е височината на стандартната гайка M4). След това се монтират резистори R7-R11, R14-R19, тринистори VS2-VS7 и диоди VD8, VD9.
Капацитетът на кондензаторната батерия C19-C24, посочен в диаграмата, трябва да се счита за минимално необходим. При по-голям капацитетулеснява се запалването на дъгата.
Резисторите са монтирани на дълги проводници, за да се охладят най-добре.  Ориз. осем.Поставяне на възел
Ориз. осем.Поставяне на възел
Еднократният транзистор VT1 обикновено не създава проблеми, но при наличие на генериране някои случаи не осигуряват амплитудата на импулса, необходима за стабилното отваряне на тринистора VS2.
Всички компоненти и части на заваръчната машина са монтирани върху основна плоча, изработена от гетинакс с дебелина 4 mm (подходящ е и текстолит с дебелина 4 ... 5 mm) от едната му страна. В центъра на основата се изрязва кръгъл прозорец за монтаж на вентилатора; той е инсталиран от същата страна.
Диоди VD1-VD4, тринистор VS1 и лампа HL1 са монтирани на ъглови скоби. При монтиране на трансформатора Т1 между съседни магнитни вериги трябва да се осигури въздушна междина от 2 mm Всяка от скобите за свързване на заваръчни кабели е меден болт M10 с медни гайки и шайби.
От вътрешната страна меден квадрат е притиснат към основата от главата на болта, допълнително фиксиран от завъртане с винт M4 с гайка. Дебелината на квадратния рафт е 3 мм. Вътрешен свързващ проводник е свързан към втория рафт с болт или запояване.
Монтажът на печатна платка-радиатор е монтиран с части към основата върху шест стоманени стелажи, извити от лента с ширина 12 и дебелина 2 mm.
От предната страна на основата, дръжката на превключвателя SA1, капака на държача на предпазителя, светодиодите HL2, HL3, дръжката променлив резистор R1, щипки за заваръчни кабели и кабел към бутон SB1.
Освен това към предната страна са закрепени четири стойки с диаметър 12 mm с вътрешна резба M5, обработени от текстолит. Към стелажите е прикрепен фалшив панел с отвори за управление на апарата и защитна решетка на вентилатора.
Фалшивият панел може да бъде изработен от ламарина или диелектрик с дебелина 1 ... 1,5 mm. Изрязах го от фибростъкло. Отвън към фалшивия панел се завинтват шест стелажи с диаметър 10 mm, върху които се навиват мрежови и заваръчни кабели след завършване на заваряването.
В свободните зони на фалшивия панел се пробиват отвори с диаметър 10 mm за улесняване на циркулацията на охлаждащия въздух.  Ориз. 9. Външен вид на заваръчната машина с положени кабели.
Ориз. 9. Външен вид на заваръчната машина с положени кабели.
Сглобената основа се поставя в корпус с капак, изработен от листов текстолит (можете да използвате гетинакс, фибростъкло, винилова пластмаса) с дебелина 3 ... 4 mm. Отворите за охлаждащ въздух са разположени на страничните стени.
Формата на отворите няма значение, но за по-сигурно е по-добре да са тесни и дълги.
Общата площ на изходните отвори не трябва да бъде по-малка от площта на входа. Калъфът е снабден с дръжка и презрамка за носене.
Електродържателят може да бъде с всякакъв дизайн, стига да осигурява удобство и лесна смяна на електрода.
На дръжката на държача на електрода трябва да монтирате бутона (SB1 според диаграмата) на такова място, че заварчикът да може лесно да го държи натиснат дори с ръка в ръкавица. Тъй като бутонът е под мрежово напрежение, е необходимо да се осигури надеждна изолация както на самия бутон, така и на свързания към него кабел. 
На вашето внимание е представена диаграма на заваръчен инвертор, който можете да сглобите със собствените си ръце. Максималната консумация на ток е 32 ампера, 220 волта. Заваръчният ток е около 250 ампера, което позволява безпроблемно заваряване с 5-ти електрод, дължината на дъгата е 1 см, която преминава повече от 1 см в нискотемпературна плазма. Ефективността на източника е на нивото на магазина, или може би по-добре (има предвид инвертор).
Фигура 1 показва схема на захранване за заваряване.
Фиг.1 Принципна схема на захранването
Трансформаторът е навит на ферит Ш7х7 или 8х8
Първичният има 100 навивки PEV проводник 0,3 мм
Вторичен 2 има 15 навивки от 1 mm PEV проводник
Вторичен 3 има 15 навивки на PEV 0,2 мм
Вторични 4 и 5, 20 навивки на проводник PEV 0,35 мм
Всички намотки трябва да бъдат навити по цялата ширина на рамката, това дава значително по-стабилно напрежение.
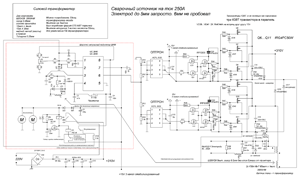
Фиг.2 Принципна схема на заваръчния инвертор
Фигура 2 е диаграма на заварчик. Честота - 41 kHz, но можете да опитате 55 kHz. Трансформатор при 55 kHz, след това 9 оборота по 3 оборота, за да се увеличи PV на трансформатора.
Трансформатор за 41kHz - два комплекта W20x28 2000nm, междина 0.05mm, уплътнение за вестник, 12w x 4w, 10kv mm x 30kv mm, медна лента (кала) в хартия. Намотките на трансформатора са изработени от медна ламарина с дебелина 0,25 мм, ширина 40 мм, обвити за изолация в хартия от касовия апарат. Вторицата е направена от три слоя калай (сандвич), разделени един от друг с флуоропластична лента, за изолация един от друг, за по-добра проводимост на високочестотни токове, контактните краища на вторичната на изхода на трансформатора са запоени. заедно.
Индуктор L2 е навит на сърцевина W20x28, ферит 2000nm, 5 навивки, 25 кв.мм, междина 0,15 - 0,5 мм (два пласта хартия от принтера). Токов трансформатор - датчик за ток два пръстена K30x18x7 първичен проводник с резба през пръстена, вторичен 85 навивки проводник с дебелина 0,5 мм.
Заваръчен монтаж
намотаващ трансформатор
Намотката на трансформатора трябва да се извърши с медна ламарина с дебелина 0,3 мм и ширина 40 мм, трябва да се обвие с термохартия от касов апарат с дебелина 0,05 мм, тази хартия е здрава и не се къса, т.к. обичайно при навиване на трансформатор.
Ти ми кажи защо не го намота с обикновена дебела жица, но това е невъзможно, защото този трансформатор работи на високочестотни токове и тези токове се изтласкват към повърхността на проводника и не използват средата на дебелия проводник, което води до нагряване, това явление се нарича скин ефект!
И вие трябва да се борите с него, просто трябва да направите проводник с голяма повърхност, това е, което има тънката медна тенекия, има голяма повърхност, през която тече токът, а вторичната намотка трябва да се състои от сандвич от три медни ленти разделени от флуоропластичен филм, той е по-тънък и обвит всички тези слоеве в термична хартия. Тази хартия има свойството да потъмнява при нагряване, не ни трябва и е лошо, няма да я пусне и основното ще остане, че не се разкъсва.
Намотките могат да се навиват PEV проводникс напречно сечение от 0,5 ... 0,7 mm, състоящ се от няколко десетки ядра, но това е по-лошо, тъй като проводниците са кръгли и се свързват един с друг с въздушни междини, които забавят топлообмена и имат по-малко общо напречно сечение площта на проводниците, взети заедно, в сравнение с калай с 30%, което може да пасне на прозорци с феритно ядро.
Трансформаторът не загрява ферита, а намотката, така че трябва да следвате тези препоръки.
Трансформаторът и цялата конструкция трябва да бъдат продухани вътре в корпуса от вентилатор от 220 волта 0,13 ампера или повече.
Дизайн
За охлаждане на всички мощни компоненти е добре да използвате радиатори с вентилатори от стари компютри Pentium 4 и Athlon 64. Взех тези радиатори от компютърен магазин, който прави надстройки, само $ 3 ... 4 на брой.
Силовият наклонен мост трябва да бъде направен на два такива радиатора, горната част на моста на единия, долната част на другия. Завийте мостовите диоди HFA30 и HFA25 към тези радиатори чрез уплътнение от слюда. IRG4PC50W трябва да се завинтва без слюда чрез топлопроводима паста KTP8.
Изводите на диодите и транзисторите трябва да се завинтят така, че да се срещнат на двата радиатора, а между изводите и двата радиатора поставете платка, свързваща 300-волтовите захранващи вериги с детайлите на моста.
На диаграмата не е посочено, че трябва да запоите 12 ... 14 броя кондензатори от 0,15 микрона 630 волта към тази платка при захранване от 300 V. Това е необходимо, така че пренапреженията на трансформатора да преминат в захранващата верига, елиминирайки резонансните токови пренапрежения на превключвателите на захранването от трансформатора.
Останалата част от моста е свързана чрез повърхностен монтаж с проводници с малка дължина.
Диаграмата също показва снабери, те имат кондензатори C15 C16, те трябва да бъдат от марката K78-2 или SVV-81. Не можете да поставите боклук там, тъй като демпферите играят важна роля:
първи- потискат резонансните емисии на трансформатора
второ- значително намаляват загубите на IGBT по време на изключване, тъй като IGBT се отварят бързо, но близомного по-бавно и по време на затваряне, капацитетът C15 и C16 се зарежда през диода VD32 VD31 по-дълго от времето за затваряне на IGBT, т.е. този демпфер прихваща цялата мощност за себе си, предотвратявайки отделянето на топлина върху IGBT ключа три пъти повече от него би било без него.
Когато IGBT е бърз отворен,след това през резисторите R24 R25 снаберите се разреждат плавно и основното захранване се освобождава на тези резистори.
Настройка
Приложете захранване към PWM 15 волта и поне един вентилатор за разреждане на капацитета C6, който контролира времето за работа на релето.
Релето K1 е необходимо за затваряне на резистора R11, след като кондензаторите C9 ... 12 се зареждат през резистора R11, което намалява тока на тока, когато заваряването е включено в мрежата от 220 волта.
Без резистор R11 директно, когато е включен, ще се получи голям BAH при зареждане на капацитет от 3000 микрона 400V, за това е необходима тази мярка.
Проверете работата на затварящия резистор на релето R11 2 ... 10 секунди след подаване на захранване към платката на PWM.
Проверете PWM платката за наличие правоъгълни импулсиотиване към оптроните HCPL3120, след като и двете релета K1 и K2 са били задействани.
Ширината на импулсите трябва да бъде ширината спрямо нулевата пауза 44% нула 66%
Проверете драйверите на оптрони и усилватели, водещи правоъгълен сигнал с амплитуда от 15 волта, за да се уверите, че напрежението на IGBT портите не надвишава 16 волта.
Приложете 15 волта към моста, за да проверите работата му за правилното производство на моста.
Консумацията на ток в този случай не трябва да надвишава 100mA на празен ход.
Проверете правилното формулиране на намотките на силовия трансформатор и токовия трансформатор с помощта на двулъчев осцилоскоп.
Единият лъч на осцилоскопа на първичната, вторият на вторичната, така че фазите на импулсите да са еднакви, разликата е само в напрежението на намотките.
Приложете захранване към моста от силови кондензатори C9 ... C12 през 220 волта 150..200 вата електрическа крушка, като предварително сте задали честотата на PWM на 55 kHz, свържете осцилоскопа към колекторния емитер на долния IGBT транзистор, за да видите формата на сигнала, така че да няма скокове на напрежение над 330 волта, както обикновено.
Започнете да намалявате тактовата честота на PWM, докато се появи малка кривина на долния IGBT ключ, което показва пренасищане на трансформатора, запишете тази честота, при която е настъпило кривина, разделете я на 2 и добавете резултата към честотата на пренасищане, например разделете пренасищане от 30 kHz с 2 = 15 и 30 + 15 = 45 , 45 това е работната честота на трансформатора и ШИМ.
Консумацията на ток на моста трябва да бъде около 150 mA и светлината трябва да свети едва, ако свети много ярко, това показва повреда на намотките на трансформатора или неправилно сглобен мост.
Свържете заваръчен проводник с дължина най-малко 2 метра към изхода, за да създадете допълнителна изходна индуктивност.
Приложете захранване към моста вече чрез 2200-ватов чайник и настройте тока към PWM поне R3 по-близо до резистора R5 на електрическата крушка, затворете изхода за заваряване, проверете напрежението на долния ключ на моста, така че на осцилоскопа е не повече от 360 волта, докато от трансформатора не трябва да има шум. Ако е, уверете се, че сензорът за ток на трансформатора е в правилната фаза, прекарайте проводника в обратната посока през пръстена.
Ако шумът остане, тогава трябва да поставите PWM платката и драйверите на оптрони далеч от източници на смущения, главно силов трансформатор и L2 дросел и захранващи проводници.
Дори при сглобяването на моста драйверите трябва да бъдат инсталирани до радиаторите на моста над IGBT транзисторите и не по-близо до резисторите R24 R25 с 3 сантиметра. Изходът на драйвера и връзките на IGBT порта трябва да са къси. Проводниците от PWM към оптроните не трябва да минават близо до източници на шум и трябва да бъдат възможно най-къси.
Всички сигнални проводници от токовия трансформатор и до PWM оптроните трябва да бъдат усукани, за да се намали шумът, и трябва да бъдат възможно най-къси.
След това започваме да увеличаваме заваръчния ток, като използваме резистор R3 по-близо до резистор R4, изходът за заваряване е затворен на ключа на долния IGBT, ширината на импулса се увеличава леко, което показва работата на PWM. Повече ток - повече ширина, по-малко ток - по-малка ширина.
Не трябва да има никакъв шум, в противен случай те ще се повредятIGBT.
Добавете ток и слушайте, наблюдавайте осцилоскопа за излишък на долното напрежение на превключвателя, за да не надвишите 500 волта, максимум 550 волта при пренапрежение, но обикновено 340 волта.
Достигнете тока, където ширината рязко става максимална, казвайки, че чайникът не може да даде максималния ток.
Всичко, сега вървим направо без чайник от минимум до максимум, гледайте осцилоскопа и слушайте, за да е тихо. Достигнете максималния ток, ширината трябва да се увеличи, емисиите са нормални, обикновено не повече от 340 волта.
Започнете готвенето в началото на 10 секунди. Проверяваме радиаторите, след това 20 секунди, също студени и 1 минута трансформаторът е топъл, изгарят 2 дълги електрода 4 мм трансформатор горчив
Радиаторите на диодите 150ebu02 забележимо се затоплиха след три електрода, вече е трудно да се готви, човек се уморява, въпреки че е готино да се готви, трансформаторът е горещ и никой не готви така или иначе. Вентилаторът, след 2 минути, трансформаторът се затопля и можете да готвите отново, докато набъбне.
По-долу можете да изтеглите печатни платкивъв формат LAY и други файлове
Евгений Родиков (evgen100777 [куче] rambler.ru).Ако имате въпроси при сглобяването на заварчик, пишете на E-Mail.
Списък на радио елементи
| Обозначаване | Тип | Деноминация | Количество | Забележка | резултат | Моят бележник | |
|---|---|---|---|---|---|---|---|
| Захранване | |||||||
| Линеен регулатор | LM78L15 | 2 | Fivel Search | Към бележника | |||
| AC/DC конвертор | TOP224Y | 1 | Fivel Search | Към бележника | |||
| Референтен IC | TL431 | 1 | Fivel Search | Към бележника | |||
| токоизправителен диод | BYV26C | 1 | Fivel Search | Към бележника | |||
| токоизправителен диод | HER307 | 2 | Fivel Search | Към бележника | |||
| токоизправителен диод | 1N4148 | 1 | Fivel Search | Към бележника | |||
| диод на Шотки | MBR20100CT | 1 | Fivel Search | Към бележника | |||
| Защитен диод | P6KE200A | 1 | Fivel Search | Към бележника | |||
| Диоден мост | KBPC3510 | 1 | Fivel Search | Към бележника | |||
| оптрон | PC817 | 1 | Fivel Search | Към бележника | |||
| C1, C2 | 10uF 450V | 2 | Fivel Search | Към бележника | |||
| електролитен кондензатор | 100uF 100V | 2 | Fivel Search | Към бележника | |||
| електролитен кондензатор | 470uF 400V | 6 | Fivel Search | Към бележника | |||
| електролитен кондензатор | 50uF 25V | 1 | Fivel Search | Към бележника | |||
| C4, C6, C8 | Кондензатор | 0,1uF | 3 | Fivel Search | Към бележника | ||
| C5 | Кондензатор | 1nF 1000V | 1 | Fivel Search | Към бележника | ||
| C7 | електролитен кондензатор | 1000uF 25V | 1 | Fivel Search | Към бележника | ||
| Кондензатор | 510 pF | 2 | Fivel Search | Към бележника | |||
| C13, C14 | електролитен кондензатор | 10 uF | 2 | Fivel Search | Към бележника | ||
| VDS1 | Диоден мост | 600V 2A | 1 | Fivel Search | Към бележника | ||
| NTC1 | Термистор | 10 ома | 1 | Fivel Search | Към бележника | ||
| R1 | Резистор | 47 kOhm | 1 | Fivel Search | Към бележника | ||
| R2 | Резистор | 510 ома | 1 | Fivel Search | Към бележника | ||
| R3 | Резистор | 200 ома | 1 | Fivel Search | Към бележника | ||
| R4 | Резистор | 10 kOhm | 1 | Fivel Search | Към бележника | ||
| Резистор | 6,2 ома | 1 | Fivel Search | Към бележника | |||
| Резистор | 30 ома 5 W | 2 | Fivel Search | Към бележника | |||
| Заваръчен инвертор | |||||||
| PWM контролер | UC3845 | 1 | Fivel Search | Към бележника | |||
| VT1 | MOSFET транзистор | IRF120 | 1 | Fivel Search | Към бележника | ||
| VD1 | токоизправителен диод | 1N4148 | 1 | Fivel Search | Към бележника | ||
| VD2, VD3 | диод на Шотки | 1N5819 | 2 | Fivel Search | Към бележника | ||
| VD4 | ценеров диод | 1N4739A | 1 | 9B | Fivel Search | Към бележника | |
| VD5-VD7 | токоизправителен диод | 1N4007 | 3 | За намаляване на напрежението | Fivel Search | Към бележника | |
| VD8 | Диоден мост | KBPC3510 | 2 | ||||
Съвсем наскоро заваръчната машина беше голяма, тежка и неудобна единица. Всичко се промени, когато се появи инверторната технология и помогна да се създадат условия за лесно заваряване. Самото устройство от инверторен тип се оказа компактно, леко и лесно за работа. Това беше оценено от домашни занаятчии, които периодично използват електрическо заваряване в страната или в частна къща. И въпреки че тези устройства отдавна са на пазара, въпросът коя инверторна заваръчна машина е по-добра тревожи мнозина. Затова си струва да разгледаме този въпрос.
Три категории инверторен тип заваръчно оборудване, които са разделени според чисто технически спецификации, където водеща роляиграе силата на устройството, продължителността на неговата непрекъсната работа и големината на силата на заваръчния ток.
- Битови (домашни) инвертори, които се използват у дома и в гаражи. С тяхна помощ можете да постигнете добро качество на заваръчния шев, но продължителността на работата е кратка. Стойността на номиналния ток на заваряване варира в диапазона от 120-200 ампера.
- Професионален. Те се използват по-често за чисто търговски цели за производство на монтаж на тръбопроводи с малък диаметър, монтаж на рамки, огради и т.н. Такива заваръчни машини от инверторен тип работят дълго време. Сила на заваръчния ток: 200-300 ампера.
- Индустриален. Това са големи заваръчни агрегати, които работят непрекъснато. Използват се за изграждане на големи метални конструкции, към които се предявяват високи изисквания за здравина и надеждност. С тяхна помощ се заваряват тръбопроводи, в които течности и газове се движат под високо налягане. Сериозно заваръчно оборудване с номинален ток от 250 до 500 ампера.
Всяка категория има свои собствени задачи и изисквания, количество извършена работа плюс условия на работа. Цената на инверторите е различна. Съответно изборът на заваръчен инвертор зависи от неговия клас.
Битови инвертори

Домашен или домашен заваръчен инвертор се избира според няколко параметъра. Тъй като е най-простият, той има малко критерии за избор.
- Мощност (номинален заваръчен ток).
- Параметри на мрежата.
- Единична цена.
- Модел.
Що се отнася до мощността, има един важен нюанс. Зависимост от условията на работа, приложени към апарата. Каква дебелина на металните заготовки ще заваряват. Ако трябва да се заваряват листове с дебелина 2-3 mm, тогава за това ще трябва да се използва електрод с диаметър 3 mm. Това означава, че за тези работи ще ви е необходимо устройство с номинален ток от 120 ампера. Това е токът, при който устройството няма да прегрее. В този случай това е максималната стойност. Но ще трябва да изберете този индикатор с 30-50% повече. Всъщност трябва да имаш 160-180 ампера. Защо го правят?
- Домашните електропроводи не могат да осигурят стабилни мрежови параметри. Това е особено вярно в селските райони и малките градове. Следователно спадът на напрежението в мрежата е нещо обичайно. Напрежението падна, мощността на заваръчния инвертор падна. Номиналният ток става по-нисък, качеството на заваръчния шев намалява. Захранващият кабел също влияе върху спада на заваръчния ток. Дължината е повече от 15 м, а малкото напречно сечение на жицата също влияе върху този показател не за по-добро.
- Добавяме, че не всички производители посочват точните параметри и технически характеристики в паспорта на продукта. Така че си струва да се уверите.
- Освен това отбелязваме, че всички домакински заваръчни инверторифункционалността е същата. Закупувайки устройство с по-голяма мощност, никой не губи.
Параметрите на мрежата за домакински уреди са както следва: напрежение 220 волта, усвояване в рамките на 20-30%. Тук минималната стойност е 150 V, максималната е 264 V.
внимание! Ако напрежението в захранващата мрежа винаги е намалено, тогава се препоръчва да изберете инверторни заваръчни машини, в паспорта на които е написано - работа при ниско напрежение, възможна е работа от генератори.
На пазара има инверторни модели, предназначени за стабилни мрежи. Те имат други индикатори за намаляване: от 180 до 253 волта. Такива модели се използват най-добре в градска среда. Моля, обърнете внимание, че тези заваръчни модули се изключват незабавно, когато напрежението падне или се повиши повече от посочените по-горе. И ги спасява от провал. Вярно е, че автоматичното изключване не е на всички модели.
Не последната дума по въпроса как да изберем заваръчен инвертор за дома и градината, цената му ще каже. Тук, както и в много други неща, цената определя качеството. Въпреки че на пазара днес можете да намерите добри заваръчни машини с оптимално съотношение на качество и цена. Но най-евтините са китайските заваръчни устройства. Те включват модели с една дъска. При тях основните части и елементи са събрани на едно плато. Ако изгори по време на претоварване, тогава цената на ремонта ще бъде равна на закупуването на нов инвертор. Можете да идентифицирате този модел по вертикално разположени захранващи конектори за свързване на захранващия кабел.
Допълнителни функции
Днес на пазара се появяват все повече заваръчни инвертори с допълнителни функции, които опростяват самия процес на заваряване. Това е важно за начинаещите заварчици (както се казва в Украйна).
- Функцията се нарича "ARC FORCE" - доизгаряне (сила) на дъгата. Позволява на електрода да не залепва за повърхността на заварявания метал. Увеличава се автоматично номинален токзаваряване.
- HOT START е функция, която опростява запалването на дъгата. Ако това се направи с помощта на конвенционален заваръчен трансформатор, тогава дори опитни заварчици понякога го правят трудно. В инвертора токът на електрода се увеличава за момент, така че дъгата гори стабилно.
- ANTI STICK е необходима функция. С негова помощ можете да се отървете от залепването на електрода към повърхността на заваряваните метални части. Устройството незабавно се изключва, ако електродът е заседнал, защото това може да причини късо съединение.
И още един критерий за избор. Преди да изберете инверторен заваръчен апарат за вашия дом, трябва да съберете информация за сервизни центровевъв вашия град, които при необходимост ще могат да ремонтират модела, който сте избрали. Ако има такъв център, тогава можете спокойно да закупите устройството, което сте избрали.
Рейтинг на най-добрите заваръчни инвертори
И последният критерий за избор е моделът. Нека да разгледаме рейтинга на надеждността на устройствата и да определим ТОП 10 на най-добрите. Изборът се основава на обратна връзка от потребители и професионалисти. И така, в ТОП 10 са включени.
- Най-добрите ръчни заваръчни инвертори за електродъгово заваряване. FUBAG IR 200, SVAROG ARC 205, RESANTA SAI 220.
- Добри полуавтоматични инвертори за заваряване. AURORA OVERMAN 180, SVAROG EASY MIG 160, ELITECH IS 190P.
- Универсални модели (надеждни). TORUS 200С Super, SVAROG TECH ARC 205 B, FORCING 161, KEDR MIG 160GDM.
Компаниите и фирмите в топ 10 на класацията са с богат опит в производството на заваръчно оборудване. Те са лидери в своята категория. В техния състав има бюджетни опции и скъпи, но многофункционални. Следователно изборът на добър заваръчен инвертор (по отношение на надеждността) днес не е проблем. Когато го избирате, не забравяйте да прецените кой вариант от предложените модели искате да имате в гаража или дома си.
Моля, имайте предвид, че Сварог присъства във всички категории. Това е съвместен проект на Русия и Китай. Устройството на тази марка работи както като конвенционален инвертор с ръчно електродъгово заваряване, така и като машина за заваряване с аргон. Вярно е, че не може да работи напълно с аргоново заваряване, тъй като няма превключвател към режим на променлив ток, от който е възможно да се заварява алуминий. Високата популярност спомогна за разширяването на регионите, където се продава този модел. Днес можете да закупите инвертори Svarog почти навсякъде в Русия.
Заключение по темата
Когато отговаряте на въпроса кой заваръчен инвертор е по-добър за дома или лятната вила, не обръщайте внимание на условията му на работа. От всички машини за заваряване е по-добре да закупите тази, която отговаря на вашите изисквания. И изискванията не са толкова сложни - той си вършеше работата дълго и безпроблемно. И за това ще трябва да преминете през критериите за избор: техническите характеристики на самото устройство и захранването. Не пропускайте да гледате видеото - как да изберете правилния заваръчен инвертор за вашия дом. Не забравяйте, че е по-добре да изберете висококачествен и скъп вариант, отколкото евтин, с който ще имате само трудности.