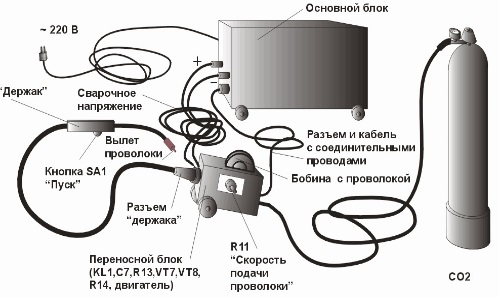
Invertor de sudare productiv, economic. Reguli de întreținere și reparare a echipamentelor de sudură. Costuri de auto-asamblare.
MAȘINA DE SUDARE DIY
1. Puțină teorie și cerințe de bază pentru o mașină de sudură.
Datorită faptului că acest manual nu este o hartă tehnologică, nu ofer dispunerea plăcilor cu circuite imprimate, nici designul radiatoarelor, nici ordinea de amplasare a pieselor în carcasă, nici designul carcasei în sine!
Toate acestea nu contează și nu afectează în niciun fel funcționarea dispozitivului! Singurul lucru important este că pe tranzistoarele (toți împreună, nu doar unul) sunt alocați aproximativ 50 de wați și pe diodele de putere aproximativ 100 de wați, pentru un total de aproximativ 150 de wați! Nu mă interesează foarte mult cum folosești această căldură, chiar dacă le pui într-un pahar cu apă distilată (glumesc :-))), principalul lucru este să nu le încălzești peste 120 de grade C. Ei bine, noi' Am rezolvat designul, acum puțină teorie și puteți începe să îl configurați. Ce este un aparat de sudura? bloc puternic sursă de alimentare capabilă să funcționeze în modul de formare și ardere continuă a unei descărcări de arc la ieșire! Acesta este un mod de lucru destul de greu și nu orice sursă de alimentare poate funcționa în el! Când capătul electrodului atinge metalul care este sudat, are loc un scurtcircuit în circuitul de sudare, acesta este cel mai critic mod de funcționare al unității de alimentare (PSU), deoarece încălzirea, topirea și evaporarea unui electrod rece necesită mult; mai multă energie decât pur și simplu arderea unui arc, de ex. Sursa de alimentare trebuie să aibă o rezervă de putere suficientă pentru aprinderea stabilă a arcului, atunci când se utilizează electrodul maxim admisibil pentru a acestui aparat diametru! În cazul nostru este de 4 mm. Un electrod de tip ANO-21 cu un diametru de 3 mm arde stabil la curenți de 110-130 de amperi, dar dacă acesta este curentul maxim pentru o unitate de alimentare, atunci aprinderea arcului va fi foarte problematică! Pentru aprinderea stabilă și ușoară a arcului este nevoie de încă 50-60 de amperi, care în cazul nostru este de 180-190 de amperi! Și deși modul de aprindere este pe termen scurt, sursa de alimentare trebuie să-i reziste. Să mergem mai departe, arcul s-a aprins, dar conform legilor fizicii, caracteristica curent-tensiune (caracteristica volt-amperi) a unui arc electric în aer, la presiunea atmosferică, la sudarea cu un electrod acoperit, are un aspect de cădere. , adică Cumîntr-un arc, cu cât tensiunea pe acesta este mai mică și numai la curenți mai mari de 80A tensiunea arcului se stabilizează și rămâne constantă pe măsură ce curentul crește! Pe baza acestui fapt, se poate înțelege că pentru aprinderea ușoară și arderea stabilă a arcului, caracteristica curent-tensiune a sursei de alimentare trebuie să se intersecteze de două ori cu caracteristica arc-tensiune! În caz contrar, arcul nu va fi stabil cu toate consecințele care decurg, cum ar fi lipsa de penetrare, cusătură poroasă, arsuri! Acum putem formula pe scurt cerințele pentru alimentarea cu energie;
a) luând în considerare randamentul (circa 80-85%), puterea sursei de alimentare trebuie să fie de minim 5 kW;
b) trebuie să aibă reglare lină curent de ieșire;
c) la curenți mici se aprinde ușor un arc, au sistem de aprindere la cald;
d) au protecţie la suprasarcină atunci când electrodul se lipeşte;
e) tensiunea de ieșire la xx nu este mai mică de 45V;
e) izolare galvanică completă de Rețea 220V;
g) caracteristica curent-tensiune în cădere.
Asta e tot! Dispozitivul pe care l-am dezvoltat îndeplinește toate aceste cerințe, ale căror caracteristici tehnice și schema electrică sunt prezentate mai jos.
2. Caracteristicile tehnice ale unui aparat de sudura de casa
Tensiune de alimentare 220 + 5% V
Curent de sudare 30 - 160 A
Puterea nominală a arcului 3,5 kVA
Voltaj viteza de mers în gol la 15 spire în înfășurarea primară 62 V
Ciclu de funcționare (5 min.),% La curent maxim 30%
PV la un curent de 100A 100% (PV dat se aplică numai dispozitivului meu și depinde complet de răcire, cu cât ventilatorul este mai puternic, cu atât PV este mai mare) Maximul consumat
curent din rețea (măsurat prin constantă) 18 A
Eficiență 90%
Greutate inclusiv cabluri 5 kg
Diametrul electrodului 0,8 - 4 mm
Aparatul de sudura este proiectat pentru sudarea manuala cu arc si sudarea cu gaz de protectie pe curent continuu. Sunt asigurate suduri de înaltă calitate funcții suplimentare, efectuat în regim automat: cu RDS
- Pornire la cald: din momentul aprinderii arcului, curentul de sudare este maxim timp de 0,3 secunde
- Stabilizarea arderii arcului: in momentul in care picatura se desprinde de electrod, curentul de sudare creste automat;
- În cazul unui scurtcircuit și lipire a electrodului, protecția la suprasarcină este activată automat după ruperea electrodului, toți parametrii sunt restabiliți după 1s.
- Cand invertorul se supraincalzeste, curentul de sudare scade treptat la 30A, si ramane asa pana se raceste complet, apoi revine automat la valoarea setata.
Izolarea galvanică completă asigură protecție 100% a sudorului împotriva șocurilor electrice.
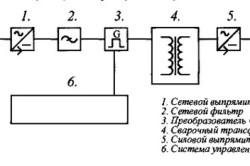
3. Diagrama schematică invertor de sudura rezonanta
Bloc de putere, bloc de balansare, bloc de protecție.
Dr.1 - choke rezonant, 12 spire la 2xW16x20, fir PETV-2, diametru 2.24, distanță 0.6mm, L=88mkH Dr.2 - șocul de ieșire, 6,5 ture pe 2xL16x20, fir PEV2, 4x2,24, gol Zmm, L=10mkH Tr. 1 - transformator de putere, infasurare primara 14-15 spire PETV-2, diametru 2,24, secundar 4x(3+3) cu acelasi fir, 2xW20X28, 2000NM, L=3,5mH Tr.2 - transformator de curent, 40 spire pe inel ferit K20x12x6,2000NM, fir MGTF - 0,3. Tr.Z - transformator principal, 6x35 se rotește pe un inel de ferită K28x16x9.2000NM, fir MGTF - 0,3. Tr.4 - transformator coborâtor 220-15-1. T1-T4 pe radiator, diode de putere pe radiator, punte de intrare 35A pe radiator. * Toți condensatorii de sincronizare sunt condensatori de film cu TKE minim! 0,25x3,2 kV sunt colectate de la Yushtuk 0,1x1,6 kV tip K73-16V în serie-paralel. La conectarea Tr.Z, atentie la fazele T1-T4 functioneaza in diagonala! Diode de ieșire 150EBU04, sunt necesare circuite RC paralele cu diodele! Cu astfel de date de înfășurare, diodele funcționează cu suprasarcină, este mai bine să le instalați două în paralel, cea centrală este marca 70CRU04.
4. Selectarea tranzistoarelor de putere
Tranzistoarele de putere sunt inima oricărei aparate de sudură! Fiabilitatea întregului dispozitiv depinde de alegerea corectă a tranzistoarelor de putere. Progresul tehnologic nu stă pe loc, multe dispozitive semiconductoare noi apar pe piață și este destul de greu de înțeles această diversitate. Prin urmare, în acest capitol voi încerca să subliniez pe scurt principiile de bază pentru alegerea întrerupătoarelor de alimentare la construirea unui invertor rezonant puternic. Primul lucru cu care trebuie să începeți este o determinare aproximativă a puterii viitorului convertor. Nu voi da calcule abstracte și voi trece imediat la invertorul nostru de sudură. Dacă dorim să obținem 160 de amperi într-un arc la o tensiune de 24 de volți, atunci prin înmulțirea acestor valori vom obține puterea utilă pe care trebuie să o furnizeze invertorul nostru fără să se ardă. 24 de volți este tensiunea medie de ardere a unui arc electric de 6 - 7 mm lungime, de fapt, lungimea arcului se schimbă tot timpul și, în consecință, tensiunea de pe acesta se modifică și curentul; Dar pentru calculul nostru acest lucru nu este foarte important! Deci, înmulțind aceste valori, obținem 3840 W, estimând aproximativ eficiența convertorului de 85%, puteți obține puterea pe care tranzistoarele trebuie să o pompeze prin ei înșiși, aceasta este de aproximativ 4517 W. Cunoscând puterea totală, puteți calcula curentul pe care acești tranzistori vor trebui să îl comute. Dacă facem ca un dispozitiv să funcționeze dintr-o rețea de 220 de volți, atunci pur și simplu împărțind puterea totală la tensiunea rețelei, putem obține curentul pe care dispozitivul îl va consuma din rețea. Adică aproximativ 20 de amperi! Primesc o mulțime de e-mailuri în care se întreabă dacă este posibil să faci un aparat de sudură astfel încât să poată funcționa cu o baterie de mașină de 12 volți? cred ca astea calcule simpleîi va ajuta pe toți cei cărora le place să le întrebe. Prevăd întrebarea de ce am împărțit puterea totală în 220 volți, și nu în 310, care se obține după rectificare și filtrare tensiunea de rețea, totul este foarte simplu, pentru a menține 310 volți la un curent de 20 de amperi, avem nevoie de o capacitate de filtrare de 20.000 de microfarade! Și nu setăm mai mult de 1000 uF. Se pare că am rezolvat valoarea curentului, dar acesta nu ar trebui să fie curentul maxim al tranzistorilor pe care i-am ales! Acum, în datele de referință ale multor companii sunt dați doi parametri curent maxim, primul la 20 de grade Celsius, iar al doilea la 100! Deci, cu curenți mari care curg prin tranzistor, se generează căldură pe acesta, dar viteza de îndepărtare a acestuia de către radiator nu este suficient de mare și cristalul se poate încălzi până la o temperatură critică și, cu cât se încălzește mai mult, cu atât este mai puțin. curentul maxim admisibil va fi și, în cele din urmă, acest lucru poate duce la distrugerea cheii de pornire. De obicei, o astfel de distrugere arată ca o mică explozie, spre deosebire de o întrerupere a tensiunii, când tranzistorul pur și simplu arde în liniște. De aici concluzionam ca pentru un curent de functionare de 20 de amperi este necesar sa alegem tranzistoare al caror curent de functionare va fi de minim 20 de amperi la 100 de grade Celsius! Acest lucru restrânge imediat zona noastră de căutare la câteva zeci de tranzistoare de putere.
Desigur, după ce ne-am hotărât asupra curentului, nu trebuie să uităm de tensiunea de funcționare într-un circuit de punte cu tranzistori, tensiunea nu depășește tensiunea de alimentare sau, mai simplu spus, nu poate fi mai mare de 310 de volți, atunci când este alimentată de la un retea de 220 volti. Pe baza acestui lucru, selectăm tranzistori cu tensiune admisibilă nu mai mic de 400 volți. Mulți pot spune că îl vom seta imediat la 1200, se presupune că va fi mai fiabil, dar acest lucru nu este în întregime adevărat, tranzistorii sunt de același tip, dar pentru tensiuni diferite pot fi foarte diferiți! Permiteți-mi să dau un exemplu: tranzistoare IGBT de tip IR IRG4PC50UD - 600V - 55A și aceleași tranzistoare pentru 1200 volți IRG4PH50UD - 1200V - 45A, și asta nu sunt toate diferențele, cu curenți egali pe acești tranzistori există o cădere de tensiune diferită, pe primul 1,65V, iar pe al doilea 2,75V! Și cu curenți de 20 de amperi, acesta este un watt suplimentar de pierdere, în plus, aceasta este puterea care se eliberează sub formă de căldură, trebuie îndepărtată, ceea ce înseamnă că trebuie să dublezi aproape caloriferul! Și aceasta nu este doar greutate suplimentară, ci și volum! Și toate acestea trebuie reținute atunci când alegeți tranzistoarele de putere, dar aceasta este doar prima estimare! Următoarea etapă este selectarea tranzistorilor în funcție de frecvența de funcționare în cazul nostru, parametrii tranzistorilor trebuie menținuți cel puțin până la o frecvență de 100 kHz! Există un mic secret: nu toate companiile oferă parametri de frecvență de tăiere pentru funcționarea în modul rezonant, de obicei doar pentru comutarea alimentării, iar aceste frecvențe sunt de cel puțin 4 până la 5 ori mai mici decât frecvența de tăiere atunci când se utilizează același tranzistor în modul rezonant. Acest lucru extinde ușor zona de căutare, dar chiar și cu astfel de parametri există câteva zeci de tranzistori de la diferite companii. Cele mai accesibile dintre ele, atât ca preț, cât și ca disponibilitate, sunt tranzistoarele din IR. În cea mai mare parte, acestea sunt IGBT, dar există și unele bune tranzistoare cu efect de câmp cu o tensiune admisă de 500 de volți, funcționează bine în astfel de circuite, dar nu sunt foarte convenabile de fixat, nu există nicio gaură în carcasă. Nu voi lua în considerare parametrii pentru pornirea și oprirea acestor tranzistoare, deși acest lucru este, de asemenea, foarte parametri importanti, voi spune pe scurt că pentru funcționarea normală a tranzistoarelor IGBT, este necesară o pauză între închidere și deschidere pentru ca toate procesele din interiorul tranzistorului să se termine, cel puțin 1,2 microsecunde! Pentru tranzistoarele MOSFET, acest timp nu poate fi mai mic de 0,5 microsecunde! Acestea sunt de fapt toate cerințele pentru tranzistori și, dacă toate sunt îndeplinite, atunci veți obține o mașină de sudură fiabilă! Pe baza tuturor celor de mai sus, cea mai bună alegere sunt tranzistoarele de tip IR IRG4PC50UD, IRG4PH50UD, tranzistoarele cu efect de câmp IRFPS37N50A, IRFPS40N50, IRFPS43N50K . Aceste tranzistoare au fost testate și s-au dovedit a fi fiabile și durabile atunci când funcționează într-un invertor de sudură rezonantă. Pentru convertoare de putere redusă a căror putere nu depășește puteți utiliza în siguranță IRFP460.
TRANZISTORI POPULARI PENTRU ALIMENTAREA PULS |
|||||||
NUME |
VOLTAJ |
REZISTENŢĂ |
PUTERE |
CAPACITATE |
Qg |
||
REȚEA (220 V) |
|||||||
17...23nC ( SF) |
|
||||||
38...50nC ( SF) |
|||||||
35...40nC ( SF) |
|||||||
39...50nC ( SF) |
|||||||
46 nC ( SF) |
|||||||
50...70nC ( SF) |
|||||||
75nC ( SF) |
|||||||
84nC ( SF) |
|||||||
65nC ( SF) |
|||||||
46 nC ( SF) |
|
||||||
50...70nC ( SF) |
|||||||
75nC ( SF) |
|||||||
65nC ( SF) |
|||||||
| STP20NM60FP | 54nC ( SF) |
||||||
|
|||||||
150nC(IR) |
|||||||
150...200 nC (IN) |
|||||||
252...320nC (IN) |
|||||||
87...117nC ( SF) |
|||||||
5. Descrierea funcționării și metoda de montare a componentelor mașinii de sudură.
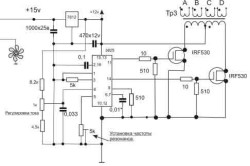
Să trecem la schema electrică. Oscilatorul master este asamblat pe cipul UC3825, acesta este unul dintre cele mai bune drivere push-pull, are de toate, protecție pentru curent, tensiune, intrare, ieșire. În timpul funcționării normale este practic imposibil să-l arzi! După cum se poate vedea din schema de circuit, acesta este un convertor clasic push-pull, al cărui transformator controlează treapta de ieșire.
Generatorul principal al mașinii de sudură este configurat după cum urmează: furnizăm putere și conducem rezistența de setare a frecvenței în intervalul 20-85 kHz, încărcăm înfășurarea de ieșire a transformatorului Tr3 cu un rezistor de 56 Ohm și ne uităm la forma semnalului. , ar trebui să fie la fel ca în Fig. 1
![]()
Fig.1
Timpul mort sau pasul pentru tranzistoarele IGBT trebuie să fie de cel puțin 1,2 μs dacă se folosesc tranzistori MOSFET, atunci pasul poate fi mai mic, aproximativ 0,5 μs; Pasul în sine este format din capacitatea de setare a frecvenței driverului, iar cu detaliile indicate în diagramă, aceasta este de aproximativ 2 μs. Aici completăm configurarea SG pentru moment.
Etapa de ieșire a unității de alimentare este o punte rezonantă completă asamblată pe tranzistoare IGBT, cum ar fi IRG4PC50UD, acești tranzistori pot funcționa până la 200 kHz în modul rezonant. În cazul nostru, curentul de ieșire este controlat prin schimbarea frecvenței generatorului principal de la 35 kHz (curent maxim) la 60 kHz (curent minim) și, deși o punte rezonantă este mai dificil de fabricat și necesită o reglare mai atentă, toate aceste dificultăți sunt mai mult decât compensate de funcționare fiabilă și eficiență ridicată, absența pierderilor dinamice pe tranzistoare, tranzistoarele comută la curent zero, ceea ce permite utilizarea radiatoarelor minime pentru răcire o altă proprietate remarcabilă a circuitului rezonant este puterea de autolimitare. Acest efect este explicat simplu, cu cât încărcăm mai mult transformatorul de ieșire și este un element activ al circuitului rezonant, cu atât frecvența de rezonanță a acestui circuit se modifică și dacă procesul de creștere a sarcinii are loc la o frecvență constantă, efect de limitare automată a curentului care circulă prin sarcină și, firește, prin întreaga punte!
Acesta este motivul pentru care este atât de important să reglați dispozitivul sub sarcină, adică pentru a obține putere maximă într-un arc cu parametri de 150A și 22-24V, trebuie să conectați o sarcină echivalentă la ieșirea dispozitivului, aceasta este de 0,14 - 0,16 Ohm, iar prin selectarea frecvenței, reglați rezonanța, și anume la această sarcină dispozitivul va avea putere maximă și eficiență maximă, iar apoi chiar și în modul de scurtcircuit (scurtcircuit), în ciuda faptului că un curent care depășește unul rezonant va curge în circuitul extern, tensiunea va scădea aproape la zero și, în consecință, puterea va scădea și tranzistoarele nu vor intra în modul de suprasarcină! Și totuși, circuitul rezonant funcționează într-o sinusoidă, iar curentul crește, de asemenea, conform legii sinusoidale, adică dl/dt nu depășește modurile permise pentru tranzistori, iar amortizoarele (lanțuri RC) nu sunt necesare pentru a proteja tranzistoarele de dinamica. supraîncărcări, sau, mai înțeles, de la prea abrupte pur și simplu nu vor exista fronturi deloc!
După cum vedem, totul pare să fie frumos și se pare că circuitul de protecție la supracurent nu este deloc necesar, sau este necesar doar în timpul procesului de configurare, nu vă lăsați păcăliți, deoarece curentul este reglat prin schimbarea frecvenței și există o mică secțiune a răspunsului în frecvență atunci când are loc rezonanța în timpul unui scurtcircuit, în În acest moment, curentul prin tranzistori poate depăși curentul permis pentru acestea, iar tranzistoarele se vor arde în mod natural. Și, deși este destul de dificil să intri în acest mod special, conform legii ticăloșiei, este foarte posibil! Acesta este momentul în care veți avea nevoie de protecție curentă! Caracteristica volt-amperi a podului rezonant are imediat un aspect de cădere și, în mod natural, nu este nevoie să o modelați artificial! Deși, dacă este necesar, unghiul de înclinare a caracteristicii curent-tensiune poate fi reglat cu ușurință folosind o bobine rezonantă. Și încă o proprietate, despre care nu pot să nu vă spun și, după ce ați învățat despre ea, veți uita pentru totdeauna circuitele de comutare a puterii care sunt disponibile din abundență pe Internet, această proprietate minunată este capacitatea de a opera mai multe circuite rezonante la o singură sarcină. cu eficienta maxima! În practică, acest lucru face posibilă crearea de invertoare de sudură (sau orice alte) cu putere nelimitată! Puteți crea structuri de bloc, în care fiecare bloc va avea capacitatea, acest lucru va crește fiabilitatea întregii structuri și va face posibilă înlocuirea cu ușurință a unităților atunci când acestea eșuează, sau puteți rula mai multe unități de alimentare cu un singur driver și toate vor funcționa în fază. Deci aparatul de sudura, construit de mine dupa acest principiu, produce usor un arc de 300 de amperi, cu o greutate fara corp de 5 kg! Și acesta este doar un set dublu, puteți crește puterea fără limite!
Aceasta a fost o ușoară abatere de la subiectul principal, dar sper că a oferit o oportunitate de a înțelege și de a aprecia toate deliciile circuitului de pod rezonant complet. Acum să revenim la configurare!
Este configurat astfel: conectăm SG la punte, ținând cont de faze (tranzistoarele funcționează în diagonală), furnizăm putere 12-25V, pornim un bec de 100W 12-24V în înfășurarea secundară a transformatorului de putere Tr1, schimbând frecvența SG-ului realizăm cel mai mult strălucire strălucitoare becuri, în cazul nostru este de 30-35 kHz, aceasta este frecvența de rezonanță, apoi voi încerca să vorbesc în detaliu despre cum funcționează o punte rezonantă completă.
Tranzistorii dintr-o punte rezonantă (ca și într-o punte liniară) funcționează în diagonală, arată astfel: T4-ul din stânga sus și T2 din dreapta jos sunt simultan deschise, în acest moment T3 din dreapta sus și T1 din stânga jos sunt închise. Sau invers! Funcționarea unei punți rezonante poate fi împărțită în patru faze. Să luăm în considerare ce și cum se întâmplă dacă frecvența de comutare a tranzistoarelor coincide cu frecvența de rezonanță a circuitului Dr.1-Cut.-Tr.1. Să presupunem că tranzistoarele T3, T1 se deschid în prima fază, timpul în care rămân în stare deschisă este setat de driverul 3G, iar la o frecvență de rezonanță de 33 kHz, este de 14 μs. În acest moment, curentul curge prin Cut. - Dr.1 - Tr.1. Curentul din acest circuit crește mai întâi de la zero la valoarea maximă și apoi, pe măsură ce condensatorul se încarcă, Cut. , scade la zero. Inductorul rezonant Dr.1, conectat în serie cu condensatorul, formează fronturi sinusoidale. Dacă conectați un rezistor în serie cu circuitul de rezonanță și conectați un osciloscop la acesta, puteți vedea o formă de curent care seamănă cu un semiciclu al unei unde sinusoidale. În a doua fază, cu o durată de 2 μs, porțile tranzistoarelor T1, T3 sunt conectate la masă printr-un rezistor de 56 Ohm și înfășurarea transformatorului de impulsuri Tr.3, acesta este așa-numitul „timp mort”. În acest timp, capacitățile de poartă ale tranzistoarelor T1, T3 sunt complet descărcate, iar tranzistoarele se opresc. După cum se poate observa din cele de mai sus, momentul trecerii de la o stare deschisă la o stare închisă pentru tranzistoare coincide cu curentul zero, deoarece condensatorul este Cut. deja încărcat și curent nu mai curge prin el. Începe a treia fază - tranzistoarele T2, T4 se deschid. Timpul în care rămân în stare deschisă este de 14 μs, timp în care condensatorul Slice este complet reîncărcat, formând al doilea semiciclu al sinusoidei. Tensiunea la care este reîncărcat Cut depinde de rezistența de sarcină din înfășurarea secundară a Tr.1, iar cu cât rezistența de sarcină este mai mică, cu atât este mai mare tensiunea de pe Cut. Cu o sarcină de 0,15 Ohm, tensiunea pe condensatorul rezonant poate ajunge la 3 kV. A patra faza incepe, ca si a doua, in momentul in care, sunt necesare pentru ca tranzistoarele din brațele puntei să aibă timp să se închidă înainte ca următoarea pereche să se deschidă, dacă timpul pentru faza a doua și a patra este mai mic decât timpul necesar pentru a închide complet tranzistoarele selectate, va apărea un impuls de curent; aproape o tensiune mare de scurtcircuit, iar consecințele sunt ușor de previzibil, de obicei brațul (tranzistoarele superioare și inferioare) se arde complet, plus podul de alimentare, plus ambuteiajele vecinului! :-))). Pentru tranzistoarele folosite în circuitul meu, „timpul mort” ar trebui să fie de cel puțin 1,2 μs, dar ținând cont de răspândirea parametrilor, l-am crescut în mod deliberat la 2 μs.
Un alt lucru foarte important de reținut este că toate elementele punții rezonante afectează frecvența de rezonanță și atunci când înlocuiți oricare dintre ele, fie că este vorba despre un condensator, inductor, transformator sau tranzistori, pentru a obține o eficiență maximă, trebuie să reajustați rezonanța. frecvenţă! În diagramă am dat valorile inductanței, dar asta nu înseamnă că prin instalarea unei șocuri sau a unui transformator de alt design care are o astfel de inductanță, vei primi parametrii promisi. Este mai bine să faci așa cum recomand.
Va fi mai ieftin!
Cum funcționează o punte rezonantă, în termeni generali, pare să fi devenit clar, acum să ne dăm seama ce funcție și destul de importantă este îndeplinită de inductorul rezonant Dr.1
Dacă la prima ajustare rezonanța se dovedește a fi mult mai mică de 30 kHz, nu vă alarmați! Este doar miezul de ferită Dr1., puțin diferit, acest lucru poate fi corectat cu ușurință prin creșterea decalajului nemagnetic, mai jos descriem în detaliu procesul de reglare și nuanțele de proiectare ale choke-ului rezonant Dr1. Cel mai important element al circuitului rezonant este sufocare rezonantă Dr.1, puterea furnizată de invertor la sarcină și frecvența de rezonanță a întregului convertor depind de calitatea fabricării acestuia! În timpul procesului de pre-ajustare, asigurați clapeta de accelerație astfel încât să poată fi scoasă și dezasamblată pentru a crește sau a reduce jocul. Ideea este că! Toate reglajele clapetei de accelerație trebuie făcute numai prin modificarea grosimii golului nemagnetic! Nu schimbați numărul de ture!
Folosiți doar hârtie sau carton ca garnituri, nu folosiți niciodată folii sintetice, acestea se comportă imprevizibil și se pot topi sau chiar arde! Cu parametrii indicați în diagramă, inductanța inductorului ar trebui să fie de aproximativ 88-90 μH, aceasta cu un spațiu de 0,6 mm, 12 spire de sârmă PETV2 cu un diametru de 2,24 mm. Repet inca o data, poti ajusta parametrii doar prin modificarea grosimii golului! Frecvența optimă de rezonanță pentru ferite cu o permeabilitate de 2000NM se află în intervalul 30-35 kHz, dar asta nu înseamnă că nu vor funcționa mai jos sau mai mult, doar că pierderile vor fi ușor diferite. Miezul clapetei de accelerație nu trebuie strâns cu un suport metalic în zona golului, metalul suportului va deveni foarte fierbinte! Urmează condensatorul rezonant, un detaliu la fel de important! În primele modele am instalat K73 -16V, dar aveți nevoie de cel puțin 10 dintre ele, iar designul se dovedește a fi destul de greoi, deși destul de fiabil. Acum au apărut condensatoare importate WIMA
MKP10, 0,22x1000V
- sunt condensatori speciali pentru curenți mari, funcționează foarte fiabil, instalez doar 4 dintre ei, practic nu ocupă spațiu și nu se încălzesc deloc! Puteți folosi condensatoare precum K78-2 0.15x1000V, veți avea nevoie de 6 dintre ei. Ele sunt conectate în două blocuri de trei în paralel, rezultând 0,225x2000V. Funcționează bine și cu greu se încălzesc. Sau folosiți condensatoare concepute pentru a fi utilizate în aragazele cu inducție, tip MKP din China. Ei bine, se pare că ne-am dat seama, putem trece la configurarea ulterioară., când frecvența se schimbă în orice direcție, tensiunea scade! Dacă totul este asamblat corect, tensiunea maximă pe sarcină va fi de aproximativ 40V. În consecință, curentul de sarcină este de aproximativ 40 A. Nu este dificil să calculăm puterea de 40x40, obținem 1600 W, apoi prin reducerea rezistenței de sarcină, ajustăm rezonanța cu un rezistor de setare a frecvenței, curentul maxim poate fi obținut numai la frecvența de rezonanță, pentru aceasta conectăm un voltmetru în paralel cu sarcina și prin modificarea frecvenței generatorului găsim tensiunea maximă. Calculul circuitelor rezonante este descris în detaliu în (6).
În acest moment, puteți privi forma de undă a tensiunii de pe condensatorul rezonant, ar trebui să existe o sinusoidă corectă cu o amplitudine de până la 1000 de volți. Când rezistența de sarcină scade (puterea crește), amplitudinea crește la 3 kV, dar forma tensiunii trebuie să rămână sinusoidală! Acest lucru este important, dacă apare un triunghi, înseamnă că capacitatea este ruptă sau înfășurarea șoculului rezonant este scurtcircuitat, ambele nu sunt de dorit! La valorile indicate în diagramă, rezonanța va fi de aproximativ 30-35 kHz (foarte dependentă de permeabilitatea feritei).
Un alt detaliu important, pentru a obține curentul maxim în arc, trebuie să reglați rezonanța la sarcina maximă, în cazul nostru, pentru a obține un curent în arc de 150A, sarcina în timpul ajustării ar trebui să fie de 0,14 ohmi! (Acest lucru este important!). Tensiunea la sarcină, la setarea curentului maxim, ar trebui să fie de 22 -24V, aceasta este tensiunea normală de arc! În consecință, puterea în arc va fi de 150 x 24 = 3600 W, aceasta este suficientă pentru arderea normală a unui electrod cu un diametru de 3-3,6 mm. Poți suda aproape orice bucată de fier, eu am sudat șine!
Curentul de ieșire este reglat prin schimbarea frecvenței generatorului. Pe măsură ce frecvența crește, se întâmplă, în primul rând: raportul dintre durata pulsului și pauza (pasul) se modifică; în al doilea rând: convertorul iese din rezonanță; iar șocul de la unul rezonant se transformă într-un șoc de scurgere, adică rezistența sa devine direct dependentă de frecvență, cu cât frecvența este mai mare, cu atât este mai mare. reactanța inductivă clapeta de acceleratie. Desigur, toate acestea duc la o scădere a curentului prin transformatorul de ieșire în cazul nostru, o schimbare a frecvenței de la 30 kHz la 57 kHz determină o modificare a curentului în arc de la 160 A la 25 A, adică. de 6 ori! Dacă schimbați frecvența automat, puteți controla curentul arcului în timpul procesului de sudare, modul „pornire la cald” este implementat pe acest principiu, esența sa este aceea la orice valoare, primele 0.3s curentul va fi maxim! Acest lucru face posibilă aprinderea și menținerea cu ușurință a unui arc la curenți scăzuti. Modul de protecție termică este, de asemenea, organizat pentru a crește automat frecvența atunci când este atinsă o temperatură critică, ceea ce determină în mod natural o scădere lină a curentului de sudare la o valoare minimă fără oprire bruscă! Acest lucru este important deoarece un crater nu se formează ca și cum arcul ar fi întrerupt brusc!
Dar, în general, te poți descurca fără aceste clopote și fluiere, totul funcționează destul de stabil, iar dacă lucrezi fără fanatism, dispozitivul nu se încălzește mai mult de 45 de grade C, iar arcul se aprinde ușor în orice mod.
În continuare, vom lua în considerare circuitul de protecție la supracurent, așa cum s-a menționat mai sus, este necesar doar în momentul instalării și în momentul în care modul de scurtcircuit coincide cu rezonanța, dacă electrodul se blochează în acest mod!
După cum puteți vedea, este asamblat pe un 561LA7, circuitul este un fel de linie de întârziere, întârzierea la pornire este de 4 ms, întârzierea la oprire este de 20 ms, întârzierea la pornire este necesară pentru a aprinde arcul. în orice mod, chiar și atunci când modul de scurtcircuit coincide cu rezonanța!
Mai jos voi încerca să explic de ce circuitul de protecție de mai sus nu este eficient în timpul funcționării normale, faptul este că curentul maxim care curge în înfășurarea primară a unui transformator de putere depinde complet numai de proiectarea inductorului rezonant, mai precis de decalaj. în miezul magnetic al acestui inductor și pentru a nu face acest lucru în înfășurarea secundară, curentul din primar nu poate depăși curentul maxim al circuitului rezonant! De aici concluzia - protecția configurată pentru curent maxim în înfășurarea primară a transformatorului de putere poate funcționa doar în momentul rezonanței, dar de ce avem nevoie de ea în acest moment? Pentru a nu supraîncărca tranzistoarele în momentul în care modul de scurtcircuit coincide cu rezonanța și, desigur, în cazul în care presupunem că circuitul rezonant și transformatorul de putere se ard în același timp, atunci, desigur, o astfel de protecție este necesar, de fapt, în acest scop l-am inclus în circuit încă de la început, când am experimentat cu diferite tranzistoare și diferite modele de bobine, transformatoare și condensatoare. Și cunoscând mintea iscoditoare a poporului nostru, care nu va crede ce este scris și își va vânt, se sufocă, va instala condensatoare la rând, am lăsat-o, cred că nu a fost în zadar! :-))) Mai există o nuanță importantă, indiferent de modul în care configurați protecția, există o singură condiție, pe al 9-lea picior al microcircuitului Uc3825 nu ar trebui să sosească o tensiune în creștere lină, ci doar o margine rapidă de la 0. la +3(5) V, înțelegând asta, m-au costat mai multe tranzistoare de putere!
Și încă un sfat:
- este mai bine să începeți reglarea dacă nu există un spațiu în șocul rezonant, acest lucru va limita imediat curentul de scurtcircuit în înfășurarea de ieșire la 40 - 60A, apoi va crește treptat decalajul și, în consecință, curentul de ieșire! Amintiți-vă să ajustați rezonanța de fiecare dată, pe măsură ce decalajul crește, se va îndrepta către o creștere a frecvenței!
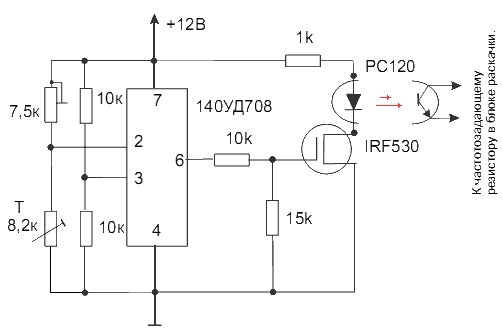
Mai jos sunt diagrame de protecție la temperatură Fig. 2, stabilizator de pornire la cald și de ardere cu arc Fig. 3, deși în ultimele dezvoltări nu le instalez și, ca protecție termică, lipesc întrerupătoare termice 80°-100°C pe diode și în înfășurarea transformatorului de putere și conectați-le totul este consecvent și opresc tensiunea înaltă cu un releu suplimentar, simplu și fiabil! Și arcul, la 62V la XX, se aprinde destul de ușor și ușor, dar pornirea circuitului „pornire la cald” vă permite să evitați modul de scurtcircuit - rezonanță! S-a menționat mai sus.
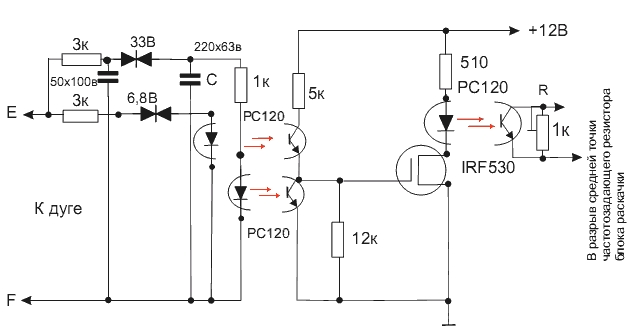
Fig.2
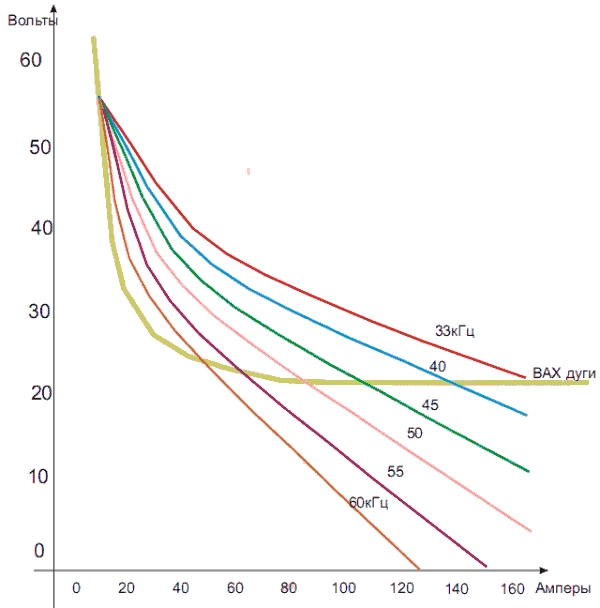
Modificarea pantei caracteristicii curent-tensiune în funcție de frecvență, curbe obținute experimental cu un decalaj în șocul rezonant de 0,5 mm. Când decalajul se modifică într-o direcție sau alta, abruptul tuturor curbelor se modifică în consecință. Pe măsură ce decalajul crește, caracteristicile curent-tensiune devin mai plate și arcul devine mai rigid! După cum se poate observa din graficele obținute, prin creșterea decalajului, puteți obține o caracteristică curent-tensiune destul de rigidă. Și, deși secțiunea inițială va părea în scădere abruptă, o sursă de alimentare cu o astfel de caracteristică curent-tensiune poate fi deja utilizată cu un semi-automat C02, dacă înfășurarea secundară este redusă la 2+2 spire.
6. Noi dezvoltări și descrierea activității lor.
Iată diagrame ale ultimelor evoluții ale mele și comentarii la acestea.
Figura 5 prezintă o diagramă a unui invertor de sudare cu un circuit modificat al unității de protecție, un senzor Hall de tip Ss495 este utilizat ca senzor de curent, care are o dependență liniară a tensiunii de ieșire; câmp magnetic, și introdus într-un inel de permalloy tăiat, vă permite să măsurați curenți de până la 100 de amperi. Un fir este trecut prin inel, al cărui circuit are nevoie de protecție, iar când este atins curentul maxim admisibil în acest circuit, circuitul va da o comandă de oprire. În circuitul meu, când se atinge curentul maxim admisibil în circuitul protejat, oscilatorul principal este blocat. Am trecut un fir pozitiv de înaltă tensiune (+310V) prin inel, limitând astfel curentul întregului pod la 20 - 25A. Pentru a vă asigura că arcul se aprinde ușor și circuitul de protecție nu dă opriri false, după senzorul Hall este introdus un circuit RC, prin modificarea parametrilor cărora puteți seta o întârziere pentru oprirea unității de alimentare. Asta sunt de fapt toate modificările, după cum puteți vedea, practic nu am schimbat partea de putere, s-a dovedit a fi foarte fiabilă, am redus doar capacitatea de intrare de la 1000 la 470 microfarad, dar aceasta este deja limita, nu este merită să stabiliți mai puțin. Și fără această capacitate, nu recomand deloc pornirea dispozitivului, apar supratensiuni de înaltă tensiune și puntea de intrare se poate arde, cu toate consecințele care decurg! Recomand instalarea unui transil de 1.5KE250CA în paralel cu dioda din mijloc, în circuite RC paralele cu diodele și creșterea puterii rezistențelor la 5 W. Sistemul de pornire a fost schimbat, acum este protecție împotriva modului de scurtcircuit pe termen lung, când electrodul se lipește, un condensator conectat în paralel cu releul stabilește o întârziere de oprire. Dacă ieșirea are o diodă de putere 150EBU04 în fiecare braț, atunci recomand să nu setați mai mult de 50mF și, deși întârzierea va fi de doar câteva zeci de milisecunde, aceasta este suficientă pentru a aprinde arcul și diodele nu vor avea timp să arde! Când conectați două diode în paralel, puteți crește capacitatea la 470mF și, în consecință, întârzierea va crește la câteva secunde! Ohm, limiteaza curentul de intrare la 0.3A, capacitatea principala este de 470gg^x350y, se incarca incet si in mod natural creste tensiunea de iesire, de indata ce tensiunea de iesire ajunge la aproximativ 40V, se declanseaza releul de declansare, inchizand circuitul RC cu el. contacte, după care tensiunea de ieșire crește până la 62V. Dar orice releu are o proprietate interesantă: funcționează la un curent și eliberează armătura la un alt curent. De obicei, acest raport este de 5/1, pentru a fi mai clar, dacă releul pornește la un curent de 5mA, se va opri la un curent de 1mA. Rezistența conectată în serie cu releul este selectată astfel încât să pornească la 40V și să se oprească la 10V. Deoarece lanțul de relee - un rezistor - este conectat paralel cu arcul și, după cum știm, arcul arde în intervalul 18 - 28V, atunci releul este în starea de pornire, dacă apare un scurtcircuit la ieșire (electrodul lipire), apoi tensiunea scade brusc la 3-5V, ținând cont de căderea de pe cabluri și electrod. La această tensiune, releul nu mai poate fi menținut în starea de pornire și deschide circuitul de alimentare, circuitul RC este pornit, dar atâta timp cât modul de scurtcircuit rămâne în circuitul de ieșire, releul de putere va fi deschis. După eliminarea modului de scurtcircuit, tensiunea de ieșire începe să crească, releul de putere este activat și dispozitivul este gata de funcționare din nou, întregul proces durează 1-2 secunde și este practic inobservabil, iar după ruperea electrodului, puteți începe imediat noi încercări de a aprinde arcul. :-))) De obicei arcul nu se aprinde bine dacă curentul este selectat incorect, electrozii sunt umezi sau de calitate proastă sau acoperirea este stropită.
Pentru a reduce și greutatea, în loc de un transformator de 15V, a fost folosit un convertor pe cipul IR53HD420, acesta este un cip foarte fiabil și este ușor să creați o sursă de alimentare cu o putere de până la 50W. Transformatorul din sursa de alimentare este înfășurat într-o cupă B22 - 2000NM, înfășurarea primară este de 60 de spire, fir PEV-2, 0,3 mm în diametru, secundarul este de 7+7 spire, sârmă cu diametrul de 0,7 mm. Frecvența de conversie este de 100 -120 kHz, recomand instalarea unui trimmer pe post de rezistență de setare a frecvenței, astfel încât în cazul bătăilor cu unitatea de alimentare să puteți schimba frecvența! Apariția bătăilor înseamnă moartea dispozitivului!
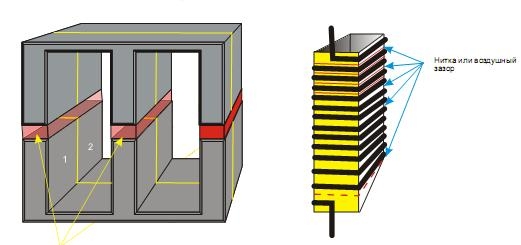
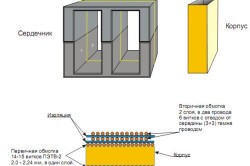
Design de accelerație Dr.1 și dr.2
Distanțiere din carton, 3 buc. Pentru Dr.1 0,1 - 0,8 mm (selectat în timpul configurării) pentru Dr.2 - 3 mm.
Miez 2xW16x20 2000NM
Cadrul mulinetei este lipit împreună din fibră de sticlă subțire, pus pe un cadru de lemn și înfășurat cantitatea necesară se întoarce. Dr.1 - 12 spire, fir PETV-2, diametru 2,24 mm, bobinat cu un spațiu de aer între spire, grosime gol 0,3 - 0,5 mm. Puteți folosi un fir gros de bumbac, așezându-l cu grijă între spirele firului, vezi imaginea. Dr.2 - 6,5 transformări bobinate în patru fire, marca PETV -2, diametru 2,24 mm, secțiune transversală totală 16 mp. , este înfăşurat strâns, în două straturi. Bobinele trebuie fixate, folosind rășină epoxidică.
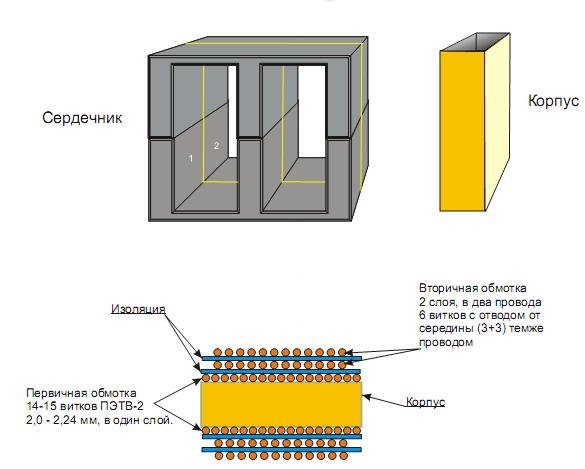
Fig. 6 proiectarea bobinei de rezonanță și de ieșire.
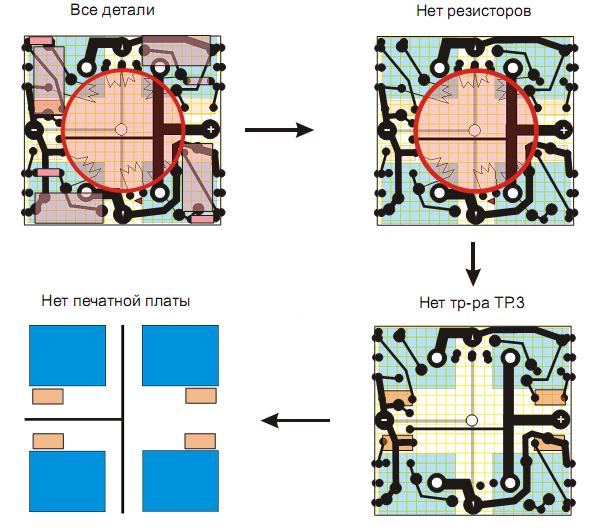
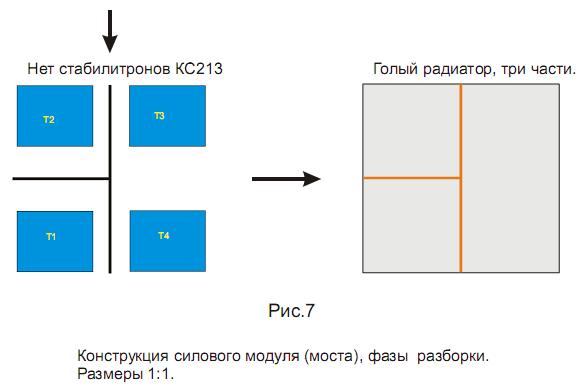
Fig. 7 arată designul unității de alimentare, un fel de „tort în straturi”, acesta este pentru leneși :-)))
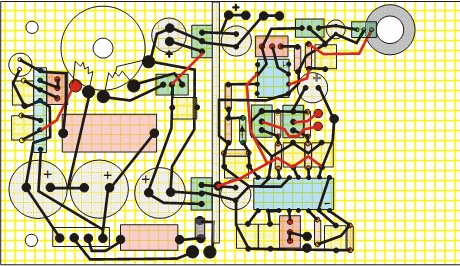
Fig.8
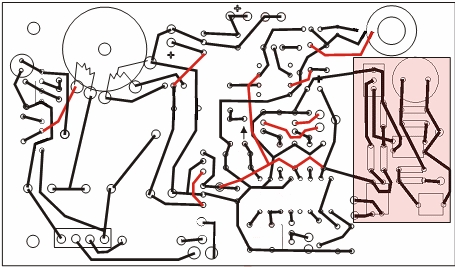
Fig.9
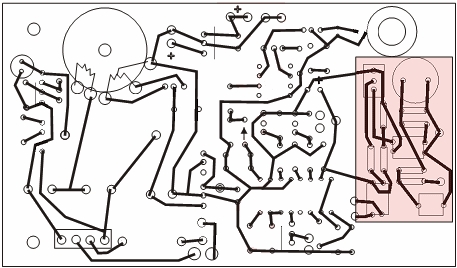
Fig.10
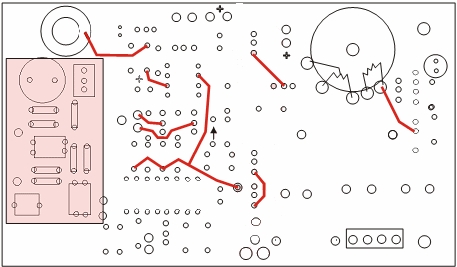
Fig.11
Fig. 8 - 11 cablarea unității de comandă, pentru cei care sunt în general confuzi în legătură cu totul :-))). Deși este necesar să ne dăm seama ce duce unde și unde!
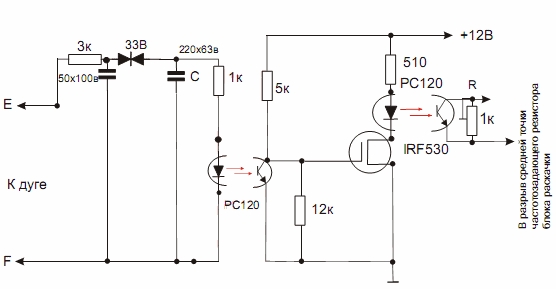
Schema de pornire la cald
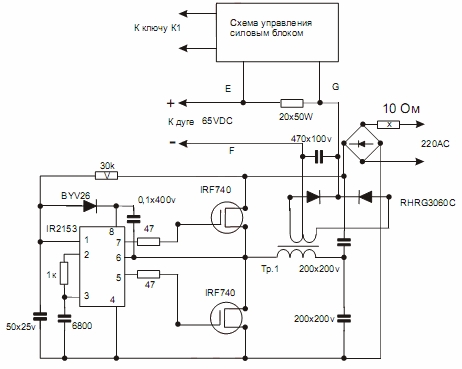
Fig. 12 Circuitul de aprindere moale
Fig. 12 Sistem de aprindere moale, foarte eficient atunci când funcționează la curenți mici. Este practic imposibil să nu se lovească un arc, doar așezați electrodul pe metal și începeți treptat să vă retrageți, apare un arc de amperaj scăzut, nu poate suda electrodul, nu este suficientă putere, dar arde și se întinde perfect, lumini ca un chibrit, foarte frumos! Ei bine, când acest arc se aprinde, cel de putere este conectat în paralel, dacă brusc electrodul se blochează, se oprește instantaneu curent de putere, rămâne doar curentul de aprindere. Și până când arcul se aprinde, curentul de alimentare nu se pornește! Vă sfătuiesc să îl instalați, arcul va fi în orice condiții, unitatea de alimentare nu este supraîncărcată și funcționează întotdeauna în modul optim, curenții de scurtcircuit sunt practic eliminați!
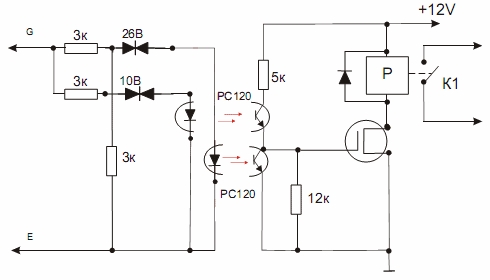
Fig.13
Unitatea de control al arcului de putere este prezentată în Fig. 13. Funcționează astfel - măsoară tensiunea la rezistența de ieșire a sistemului de aprindere și dă un semnal de pornire a unității de alimentare numai în intervalul de tensiune 55 - 25V, adică numai în momentul în care arcul arde!
Contactele releului P funcționează pentru a se închide și sunt conectate la întreruperea circuitului de înaltă tensiune al unității de alimentare. Releu 12VDC, 300VDC x 30A.
Este destul de dificil să găsești un releu cu astfel de parametri, dar poți merge invers :-)) rotiți releul pentru a se deschide, conectați un contact la +12V, iar al doilea printr-un rezistor de 1kOhm, conectați-l la al 9-lea picior al microcircuitul Uc3825 din blocul ZG. Funcționează la fel de bine! Sau aplicați diagrama de mai jos în Fig. 15,
Circuitul este complet autonom, dar cu modificări simple, poate fi folosit simultan ca sursă de alimentare (12V) pentru circuitul de control, puterea acestui convertor nu este mai mare de 200W. Este necesar să instalați radiatoare pe tranzistoare și diode. Condensatorii de ieșire și șocul de ieșire din unitatea de alimentare, atunci când conectați „MP”, ar trebui excluse complet. Figura 14 prezintă o diagramă completă a unui invertor de sudare cu un sistem de aprindere moale.
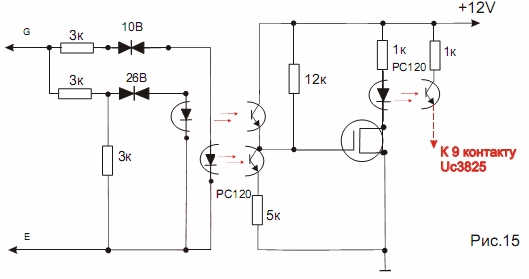
punctul de conectare este prezentat cu o linie punctată roșie în Fig. 14
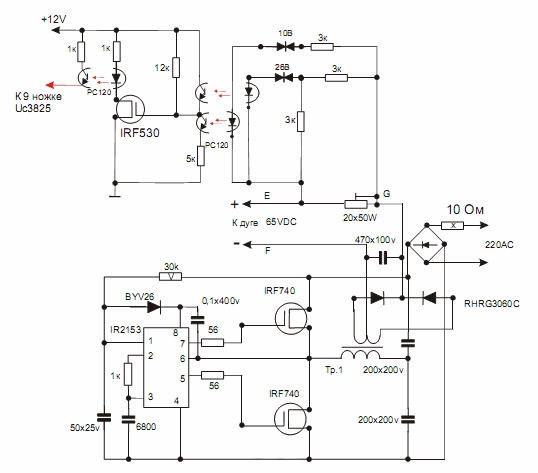
Fig. 16. Diagrama de lucru a uneia dintre opțiunile pentru incendierea moale
7. Concluzie
În concluzie, aș dori să notez pe scurt principalele puncte care trebuie reținute atunci când proiectați un invertor puternic de sudură rezonantă:
a) eliminați complet PWM, aceasta necesită o tensiune de alimentare stabilizată a oscilatorului principal, fără schimbarea tensiunilor la intrările amplificatorului „de eroare” (1.3), un timp minim „ pornire lină" este setat de capacitatea la (8), blocarea microcircuitului (9) ar trebui făcută numai printr-o scădere bruscă de tensiune, cel mai bine logic de la 0 la +5V cu o margine de creștere abruptă, pornit de aceeași scădere logică de la +5V la 0;
b) este imperativ să instalați diode zener cu doi anozi de tip KS213 în porțile tranzistoarelor de putere;
c) plasați transformatorul de comandă în imediata apropiere a tranzistoarelor de putere, răsuciți firele care merg la porți în perechi;
d) la cablarea plăcii punții de alimentare, amintiți-vă că de-a lungul șinelor vor curge curenți semnificativi (până la 25A), astfel încât magistrala (-) și magistrala (+), precum și barele colectoare pentru conectarea circuitului rezonant, trebuie realizate cat mai lat, iar cuprul trebuie cositorit;
e) toate circuitele de putere trebuie să aibă conexiuni fiabile, cel mai bine este să le lipiți, contactul slab, cu curenți mai mari de 100A, poate duce la topirea și incendiul părților interne ale dispozitivului;
e) cablul de conectare la rețea trebuie să aibă suficient secțiune transversală 1.5- 2,5 mm patrati;
g) asigurați-vă că instalați o siguranță de 25A la intrare, puteți instala o mașină;
h) toate circuitele de înaltă tensiune trebuie să fie izolate în mod fiabil de carcasă și de ieșire;
i) nu strângeți șocul rezonant cu un suport metalic și nu îl acoperiți cu o carcasă metalică solidă;
j) trebuie reținut că se generează o cantitate semnificativă de căldură pe elementele de putere ale circuitului, aceasta trebuie luată în considerare la plasarea pieselor în carcasă;
k) este imperativ să se instaleze circuite de protecție RC în paralel cu diodele de putere de ieșire, acestea protejează diodele de ieșire de întreruperea tensiunii;
l) nu utilizați niciodată gunoi ca condensator rezonant, acest lucru poate duce la rezultate foarte dezastruoase, doar acele tipuri care sunt indicate în diagramă sunt K73-16V (0.1x1600V) sau WIMA MKP10 (0.22x1000V), K78-2 ( 0.15x1000V). ) prin conectarea lor în serie și în paralel.
Respectarea strictă a tuturor punctelor de mai sus va asigura 100% succes și siguranța dumneavoastră.
Trebuie să vă amintiți întotdeauna - electronica de putere nu iartă greșelile!
8. Scheme schematice și descrierea funcționării unui invertor cu bobine de scurgere.
Una dintre modalitățile de a crea o scădere a volt-amperi caracteristică a unei mașini de sudură este utilizarea unui șoc de scurgere. Aparatul Fast and Furious a fost construit după această schemă. Acesta este ceva între o punte obișnuită, în care curentul este controlat de PWM, și o punte rezonantă, controlată de o schimbare a frecvenței.
Voi încerca să evidențiez toate avantajele și dezavantajele acestei construcție a unui invertor de sudură.
Să începem cu avantajele: a) reglarea curentului este bazată pe frecvență pe măsură ce frecvența crește, curentul scade. Acest lucru face posibilă reglarea curentului în modul automat, facilitând construirea unui sistem de „pornire la cald”.
b) caracteristica curent-tensiune în scădere este formată dintr-un inductor de scurgere, această construcție este mai fiabilă decât stabilizarea parametrică cu PWM și, mai rapid, nu există întârziere pentru pornirea elementelor active.
Simplitate si fiabilitate! Poate toate acestea sunt avantaje. :-(^^^L
Acum despre dezavantaje, nici nu sunt multe:
a) tranzistoarele funcționează în modul de comutare liniară;
dar sunt destul de semnificative și necesită propriile metode de compensare a acestora. Să analizăm funcționarea unui invertor construit pe acest principiu, vezi Fig. 17 După cum puteți vedea, circuitul său nu este practic diferit de circuitul unui invertor rezonant, doar parametrii lanțului LC din diagonala podului au fost modificați, au fost introduse amortizoare pentru a proteja tranzistoarele, rezistența rezistențelor conectate. în paralel cu înfășurările de poartă ale transformatorului principal a fost redusă, iar puterea acestui transformator a fost mărită.
Să luăm în considerare un circuit LC conectat în serie cu un transformator de putere, capacitatea condensatorului C a fost mărită la 22 μR, acum funcționează ca un condensator de echilibrare care împiedică magnetizarea miezului. Curentul de scurtcircuit al convertorului, domeniul de reglare a puterii și frecvența de conversie a invertorului depind complet de parametrii inductorului L. La frecvențele de conversie ale dispozitivului „Forsage 125”, care este de 10 - 50 kHz, inductanța inductorului este de 70 μH, la o frecvență de 10 kHz rezistența unui astfel de inductor este de 4,4 ohmi, prin urmare curentul de scurtcircuit prin circuitul primar va fi 50 de amperi! Dar nu mai mult! :-) Pentru tranzistori, acest lucru este, desigur, un pic cam mult, așa că Fast and Furious folosește protecție la supracurent în două trepte, limitând curentul de scurtcircuit la 20-25 de amperi. Caracteristica curent-tensiune a unui astfel de convertor este o linie dreaptă în scădere abruptă, dependentă liniar de curentul de ieșire.
Pe măsură ce frecvența crește, reactanța inductorului crește, prin urmare, curentul care curge prin înfășurarea primară a transformatorului de ieșire este limitat, iar curentul de ieșire scade liniar. Dezavantajul unui astfel de sistem de control al curentului este că forma curentului cu frecvența crescândă devine asemănătoare unui triunghi, iar acest lucru crește pierderile dinamice, iar pe tranzistori se generează căldură în exces, dar având în vedere că puterea totală scade și curentul prin tranzistoarele scade și ele, aceste valori pot fi neglijate.
În practică, cel mai semnificativ dezavantaj al unui circuit invertor cu o bobină de scurgere este funcționarea tranzistoarelor în modul de comutare a curentului liniar (de putere). O astfel de comutare impune cerințe crescute driverului care controlează acești tranzistori. Cel mai bine este să utilizați drivere pe microcircuite IR, care sunt proiectate direct pentru a controla comutatoarele superioare și inferioare ale convertorului punte. Ele produc impulsuri clare în porțile tranzistoarelor controlate și, spre deosebire de un sistem de control al transformatorului, nu necesită multă putere. Dar sistemul de transformare formează o izolare galvanică, iar dacă tranzistoarele de putere se defectează, circuitul de control rămâne funcțional! Acesta este un avantaj incontestabil nu numai din punct de vedere economic al construcției unui invertor de sudură, ci și din punct de vedere al simplității și fiabilității. Fig. 18 prezintă o diagramă a unității de control a invertorului cu drivere, iar Fig. 17, cu control prin transformator de impulsuri. Curentul de ieșire este reglat prin schimbarea frecvenței de la 10 kHz (Imax) la 50 kHz (1t1p).
Dacă instalați tranzistori de frecvență mai mare, gama de ajustări de curent poate fi ușor extinsă.
La construirea unui invertor de acest tip, este necesar să se țină seama de exact aceleași condiții ca la construirea unui convertor rezonant, plus toate caracteristicile construcției unui convertor care funcționează în modul de comutare liniară. Aceasta este: stabilizarea strictă a tensiunii de alimentare a unității master, modul de apariție a PWM este inacceptabil! Și toate celelalte caracteristici enumerate în paragraful 7 de la pagina 31. Dacă se folosesc drivere pe microcircuite în locul unui transformator de control, amintiți-vă întotdeauna că minusul sursei de joasă tensiune va fi conectat la rețea și luați măsuri suplimentare de siguranță!
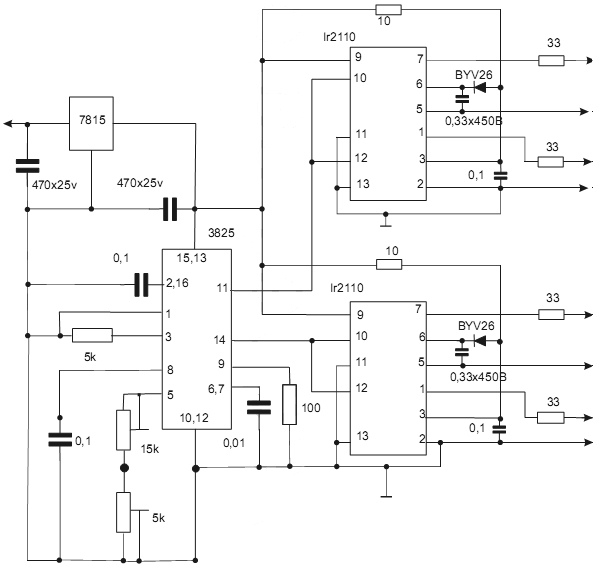
Unitate de control pe IR2110
Fig.18
9. Proiectare și soluții de circuit propuse și testate
prietenii și adepții mei.
1. Transformatorul de putere este înfășurat pe un tip de miez Sh20x28 2500NMS, înfășurarea primară este de 15 spire, fir PETV-2, diametru - 2,24 mm. Sârmă secundară cu 3+3 spire 2,24 în patru fire, secțiune transversală totală 15,7 mm sq.
Funcționează bine, înfășurările practic nu se încălzesc nici la curenți mari și descarcă cu ușurință mai mult de 160A în arc! Dar miezul în sine se încălzește, până la aproximativ 95 de grade, trebuie să îl puneți în flux de aer. Dar, pe de altă parte, se câștigă în greutate (0,5 kg) și se eliberează volum!
Funcționează excelent, tensiunea este de aproximativ 66V, se încălzește până la 60 de grade.
3. Choke-ul de ieșire este înfășurat pe un Ш20х28, 7 spire fir de cupru, cu o secțiune transversală de la 10 la 20 mm pătrați, nu afectează în niciun fel lucrarea. Gap 1,5 mm, inductanță 12 μH.
4. Choke de rezonanță - înfășurat pe unul Ш20х28, 2000НМ, 11 spire, fir PETV2, diametru 2,24. Distanța este de 0,5 mm. Frecvența de rezonanță 37 kHz.
Funcționează bine.
5. În loc de Uc3825, a fost folosit 1156EU2.
Funcționează grozav.
6. Capacitatea de intrare a variat de la 470 µF la 2000 µF. Dacă decalajul nu se schimbă
într-o sufocare rezonantă, apoi cu creșterea capacității condensator de intrare, puterea furnizată arcului crește proporțional.
7. Protecția curentă a fost complet eliminată. Aparatul funcționează de aproape un an și nu se va arde.
Această îmbunătățire a simplificat schema până la un punct de nerușinare completă. Dar utilizarea protecției împotriva scurtcircuitului de lungă durată și a sistemului „pornire la cald” + „antiaderență” elimină aproape complet apariția supraîncărcării curentului.
8. Tranzistoarele de ieșire sunt așezate pe un radiator prin garnituri silicon-ceramice, tip „NOMAKON”.
Lucrează grozav.
9. În loc de 150EBU04, două 85EPF06 au fost instalate în paralel. Funcționează grozav.
10. Sistemul de reglare a curentului a fost schimbat, convertizorul funcționează la o frecvență de rezonanță, iar curentul de ieșire este reglat prin modificarea duratei impulsurilor de control.
L-am verificat, merge grozav! Curentul este reglabil practic de la 0 la max! Schema dispozitivului cu o astfel de reglare este prezentată în Fig. 21.
Tr.1 - transformator de putere 2Ш20х28, primar - 17 spire, XX=56V D1-D2 - HER208 D3,D5 - 150EBU04
D6-D9 - KD2997A
P - releu de pornire, 24V, 30A - 250VAC
Dr.3 - leagăne pe un inel de ferită K28x16x9, 13-15 spire
fir de instalare secțiune transversală 0,75 mm pătrat. Inductanța nu mai puțin
200 µN.
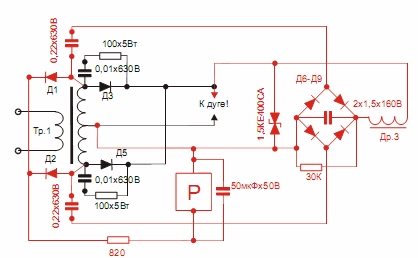
Circuitul prezentat în Fig. 19 dublează tensiunea de ieșire. Tensiunea dublă este aplicată paralel cu arcul. Această includere facilitează aprinderea în toate modurile de funcționare, crește stabilitatea arcului (arcul se întinde cu ușurință până la 2 cm), îmbunătățește calitatea sudurii și puteți suda cu electrozi de diametru mare la curenți mici, fără a supraîncălzi piesa care este sudată. Vă permite să dozați cu ușurință cantitatea de metal depusă atunci când electrodul este retras, arcul nu se stinge, dar curentul scade brusc. La o tensiune crescută, electrozii de toate mărcile se aprind și ard ușor. La sudarea cu electrozi subțiri (1,0 - 2,5 mm) la curenți scăzuti, se obține calitatea ideală a sudurii, chiar și pentru „manichini”. Am putut folosi un format din patru piese pentru a suda o foaie de 0,8 mm grosime la un colț de 5 mm grosime (52x52). Tensiunea XX fără dublare a fost de 56V, cu un dublator de 110V.
Curentul dublator este limitat de condensatoare de 0,22x630V tip K78-2, la nivelul de 4 - 5 Amperi în modul arc, și până la 10A în timpul scurtcircuitului. După cum puteți vedea, a trebuit să mai adăugăm două diode pentru releul de declanșare cu această conexiune, oferind și protecție împotriva modului de scurtcircuit pe termen lung, ca în circuitul din Fig. Choke-ul de ieșire Dr.2 s-a dovedit a fi inutil, iar acesta este de 0,5 kg! Arcul arde constant! Originalitatea acestui circuit constă în faptul că faza cu dublă tensiune este rotită cu 180 de grade în raport cu tensiunea de alimentare, astfel încât tensiunea înaltă după descărcarea condensatoarelor de ieșire nu blochează diodele de putere, ci umple golurile dintre impulsuri cu dublă tensiune. .
Acesta este efectul care crește stabilitatea arcului și îmbunătățește calitatea cusăturii!
Italienii folosesc scheme similare în invertoarele portabile industriale.
Figura 20 prezintă o diagramă a unui invertor de sudare cu cea mai avansată configurație.
Simplitate și fiabilitate, mai jos sunt caracteristicile sale tehnice.
1. Tensiune de alimentare 210 -- 240 V
2. Curent de arc 20 - 200 A
3. Curent consumat din retea 8 - 22 A 4. Tensiune XX 110V 5. Greutate fără carcasă mai mică de 2,5 kg După cum puteți vedea, circuitul din Fig. 20 nu este foarte diferit de circuitul din Fig. 5. Dar aceasta este o schemă complet terminată, practic nu are nevoie, calitatea unei suduri realizate cu electrod nu este inferioara unei suduri realizate in argon!
Toate datele de înfășurare sunt similare cu modelele anterioare, doar într-un transformator de putere puteți înfășura înfășurarea primară de 17-18 spire folosind 2.0-2.12 PETV-2 sau PEV-2 fir. Acum nu are rost să creștem tensiunea de ieșire a transformatorului, 50-55V este suficient pentru o funcționare excelentă, dublatorul va face restul.
Choke-ul rezonant are exact același design ca în circuitele anterioare, doar că are un spațiu nemagnetic crescut (selectat experimental, aproximativ 0,6 - 0,8 mm). Dragi cititori, vă sunt oferite atenției mai multe scheme, dar de fapt sunt aceleași power point cu diverse completări și îmbunătățiri. Toate circuitele au fost testate de mai multe ori și au demonstrat fiabilitate ridicată, nepretențiune și rezultate excelente atunci când funcționează în diferite condiții climatice. Pentru a realiza o mașină de sudură, puteți lua oricare dintre diagramele de mai sus, puteți utiliza modificările propuse și puteți crea o mașină care să vă satisfacă pe deplin cerințele. Fără a schimba practic nimic, doar crescând sau micșorând decalajul în șocul rezonant, mărind sau micșorând radiatoarele pe diodele de ieșire și tranzistoare, crescând sau micșorând puterea răcitorului, puteți obține o serie întreagă aparate de sudat
, cu un curent de ieșire maxim de la 100A la 250A și ciclu de lucru = 100%. PV depinde doar de sistemul de răcire, iar cu cât ventilatoarele utilizate sunt mai puternice și cu cât suprafața radiatoarelor este mai mare, cu atât dispozitivul tău poate funcționa mai mult în modul continuu la curent maxim! Dar o creștere a caloriferelor presupune o creștere a dimensiunii și greutății întregii structuri, așa că înainte de a începe să faci un aparat de sudură, trebuie să te așezi mereu și să te gândești în ce scop vei avea nevoie de el! După cum a arătat practica, nu este nimic foarte complicat în proiectarea unui invertor de sudură folosind o punte rezonantă. Utilizarea unui circuit rezonant în acest scop face posibilă evitarea 100% a problemelor asociate cu instalarea circuitelor de alimentare, iar la fabricarea unui dispozitiv de alimentare acasă, aceste probleme apar întotdeauna!
Schema prezentată în Fig. 21 este cea mai atractivă din punctul meu de vedere. Testele au arătat fiabilitatea ridicată a unui astfel de convertor. Acest circuit profită din plin de convertorul rezonant, deoarece frecvența nu se modifică, întrerupătoarele de alimentare sunt întotdeauna oprite la curent zero și acest lucru punct importantîn ceea ce privește managementul cheilor. Curentul este reglat prin modificarea duratei impulsurilor de control. Această soluție de circuit vă permite să schimbați curentul de ieșire practic de la 0 la valoarea maximă (200A). Scara de ajustare este complet liniară! Modificarea duratei impulsurilor de control se realizează prin aplicarea unei tensiuni variabile în intervalul 3-4V la al 8-lea picior al microcircuitului Uc3825. Schimbarea tensiunii pe acest picior de la 4V la 3V oferă o schimbare lină a duratei ciclului de la 50% la 0%! Reglarea curentului în acest fel vă permite să evitați un fenomen atât de neplăcut precum coincidența rezonanței cu modul de scurtcircuit, care este posibil cu reglarea frecvenței. Prin urmare, un alt mod posibil de suprasarcină este eliminat!
Ca rezultat, puteți elimina complet circuitul de protecție a curentului, ajustând o dată curentul maxim de ieșire cu golul din șocul rezonant. Dispozitivul este configurat exact ca toate modelele anterioare. Singurul lucru care trebuie făcut este să setați durata maximă a ciclului înainte de a începe configurarea, setând tensiunea la 4V pe piciorul 8, dacă acest lucru nu se face, rezonanța va fi deplasată, iar la puterea maximă punctul de comutare al este posibil ca cheile să nu coincidă cu curentul zero. Cu abateri mari, acest lucru poate duce la supraîncărcarea dinamică a tranzistoarelor de putere, supraîncălzirea și defecțiunea acestora. Utilizarea unui dublator de tensiune la ieșire face posibilă reducerea sarcinii asupra miezului prin creșterea numărului de spire ale înfășurării primare la 20. Tensiunea de ieșire XX este de 46,5 V, respectiv, după dublatorul 93 V, care îndeplinește toate standardele de siguranță pentru sursele de sudare cu invertor! Scăderea tensiunii de ieșire a unității de putere permite utilizarea diodelor de ieșire cu tensiune mai mică (mai ieftine). Puteți pune în siguranță 150EBU02 sau BYV255V200. Mai jos sunt datele de cablare pentru cel mai recent model meu de invertor de sudare.
Dr.1 10 spire, PETV-2 cu diametrul de 2,24 mm. Miez 20x28 2000NM. Distanța este de 0,6-0,8 mm.
Inductanță 66 µH pentru curent maxim în arc 180-200A. Dr.3 12 spire de fir de instalare, sectiune 1 mm kV, inel 28x16x9, fara gol, 2000NM1 Cu acești parametri, frecvența de rezonanță este de aproximativ 35 kHz. După cum se poate vedea din diagramă, nu există protecție de curent, nu există bobine de ieșire, nu există condensatori de ieșire. Transformatorul de putere și șocul de rezonanță sunt înfășurate pe miezuri simple de tip Ш20х28. Toate acestea au făcut posibilă reducerea greutății și eliberarea volumului în interiorul carcasei și, ca rezultat, ușurarea regim de temperatură
a întregului aparat și crește calm curentul în arc până la 200A!
Lista literaturii utile.
1. „Radio” nr. 9, 1990
2. „Microcircuite pentru comutarea surselor de alimentare și aplicarea acestora”, 2001.
Editura „DODEKA”.
3. „Electronica de putere”, B.Yu. Semenov, Moscova 2001
4. „Comutatoare semiconductoare de putere”, P.A. Voronin, „DODEKA” 2001
5. Catalogul aparatelor semiautomate de la NTE.
5. Materiale de referință din IR.
6. TOE, L.R Neumann și P.L. Kalantarov, partea 2.
7. Sudarea și tăierea metalelor. D.L. Glizmanenko.
8. „Microcircuite pentru surse de alimentare liniare și aplicarea acestora”, 2001.

Editura „DODEKA”.
- 9. „Teoria și calculul transformatoarelor IVE”. Hnikov A.V. Moscova 2004
- Invertor de sudură de casă lângă sursa de alimentare a computerului:
- Pagina a fost pregătită pe baza cărții „Invertor de sudare - este simplu” de V.Yu
Reducerea numărului de ture Lucrari de instalare: recomandari Probleme de bază și reparațiile acestora
Aproape toate aparatele de sudura sunt realizate dupa acelasi principiu. Se folosește un circuit invertor, în care comutatoarele de alimentare sunt tranzistoare cu efect de câmp
putere mare
. Datorită acestei scheme, greutatea mașinii de sudură a fost redusă și dimensiunile dispozitivului în sine au fost reduse. Utilizarea acestuia face posibilă reducerea greutății și dimensiunilor structurii.
- O gamă largă de astfel de aparate de sudură este oferită în magazine și pe piață. Toate au același principiu de funcționare, dar costul unui astfel de invertor de sudură este destul de mare. Prin urmare, apare întrebarea: cum să faci un invertor de sudură cu propriile mâini? Înainte de a răspunde, trebuie să înțelegeți structura sa și funcționarea circuitelor sale interne.
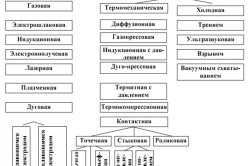
- Tipuri de aparate de sudura si sudura
- Procesul de sudare are mai multe variante:
- arc;
- zgura electrica:
- plasmă;
- fascicul de electroni;
- laser;
- gaz;
Pentru a lucra acasă, pe propriul teren, este suficientă cea mai obișnuită sudare cu arc electric. Pentru acest tip lucrari de sudare Sunt fabricate două tipuri de mașini de sudură:
- transformator;
- invertor
Un aparat de sudat cu transformator poate funcționa pe aproape orice tip de curent. Acest dispozitiv are mai multe caracteristici pozitive:
- fiabilitate;
- ușurința întreținerii;
- durabilitate;
- greutate mare.
Cu toate acestea, o astfel de mașină de sudură reacționează la supratensiuni. Când tensiunea scade, când este mai mică de 200 de volți, toate lucrările se opresc practic, deoarece este foarte dificil să obțineți un arc și să-l mențineți constant.
Mașina de sudură cu invertor este o invenție a ultimelor decenii. Ușurează mult munca sudorului. Datorită utilizării umplerii electronice moderne, greutatea dispozitivului a fost redusă semnificativ.
Acum nu depășește 5 kg. Mașina de sudură cu invertor este capabilă să stabilizeze curentul. Poate funcționa atunci când există o cădere de tensiune în rețea. Un astfel de dispozitiv detectează subtil temperaturile în creștere și încălzirea puternică. Lucrul cu un invertor necesită abilități speciale, precizie și prudență.
Reveniți la cuprins
Pregătirea bazei pentru realizarea unui invertor de casă

Baza invertorului de sudură poate fi un transformator obișnuit dintr-o casă cuptor cu microunde. Transformatorul include:
- bobine;
- sârmă de cupru;
- fier;
- email.
O bobină joacă rolul înfășurării primare, cealaltă, în mod natural, secundară. Sârma de cupru colorată este înfășurată în jurul unui miez din fier și acoperit cu email.
Fiecare bobină are un anumit număr de spire. Rețea electrică functioneaza in tandem cu infasurarea primara. Datorită inducției, curent este generat în înfășurarea secundară. Are o tensiune mult mai mică decât cea care a apărut în înfășurarea primară. Dar amperajul este mult mai mare.
Pentru a opera invertorul are nevoie D.C., care poate fi reglat.
Valoarea maximă a curentului poate ajunge la 130 de amperi. Pe înfășurarea primară, maximul va fi de 20 A. Pentru a obține o calitate înaltă îmbinare sudata, se folosesc electrozi al căror diametru nu depășește 3 mm. Tensiunea de sudare este pornită cu ajutorul unui comutator basculant situat pe suportul electrodului. Acest tip de aparat de sudură este capabil să sudeze la polaritate inversă. Ca rezultat, tablele subțiri de oțel pot fi sudate.
Reveniți la cuprins
Reducerea numărului de ture
Reducerea numărului de spire este pur și simplu necesară, deoarece transformatorul cuptorului cu microunde produce o tensiune de peste 2000 de volți. Prin urmare, necesită îmbunătățiri. Pentru o funcționare normală, trebuie să faceți următoarele:
- crește valoarea curentă;
- reduce tensiunea.
Fiecare sudor profesionist știe bine că un curent foarte scăzut are un efect negativ asupra calității sudurii. Dacă există un curent mare, nu numai că electrodul va arde, dar metalul în sine va fi deteriorat.
Pentru o funcționare bună, trebuie să derulați înfășurarea secundară. Fiecare tură ar trebui să fie în contact strâns cu următorul, dar firul de înfășurare este diferit. În acest scop, se folosește un fir acoperit cu email. Înainte de a începe lucrul, bobina veche este tăiată și îndepărtată din bobină. Lucrarea trebuie făcută cu grijă și cu atenție pentru a nu deteriora înfășurarea primară.
Noul fir trebuie să aibă o secțiune transversală specifică, iar înfășurarea se realizează cu un anumit număr de spire. Toți acești parametri depind de tipul de transformator. Prin urmare, este imposibil să spunem exact care ar trebui să fie aceste date. Toate calculele sunt foarte simplu de făcut, doar căutați într-un manual de fizică școlar sau utilizați serviciile unui calculator special online.
După realizarea unei noi înfășurări, aceasta trebuie acoperită cu lac izolator de curent.
Reveniți la cuprins
Pentru un invertor de sudură de casă, trebuie să selectați o carcasă în care vor fi introduse toate piesele. Este de dorit ca un astfel de container să fie compact și ușor de transportat.
Transformatoarele trebuie montate în serie, unul după altul. Apoi curentul va scădea la 50 de amperi. Înfășurările primare sunt instalate în paralel, înfășurările secundare pot fi amplasate în serie. Această instalare vă va permite să obțineți:
- 60 de amperi când funcționează cu sarcină;
- Ieșire 38 volți.
Detalii schema electrica montat pe placa din fabrică. Instalarea circuitului de alimentare, a plăcii sale și a driverelor se realizează separat. Secțiunea de putere este separată de placă printr-o foaie de metal. Foaia este conectată la corpul invertorului. Conductoarele de control sunt conectate în perechi. Ele trebuie lipite lângă picioarele tranzistoarelor. Dimensiunea unor astfel de conductori nu este de obicei mai mare de 15 cm, diametrul firului nu contează.
Când se efectuează lucrări de asamblare, este necesar să se consolideze căile de alimentare. Coitorirea simplă nu este suficientă aici, trebuie să lipiți toate pistele cu sârmă de cupru. Lipirea simplă se poate topi, provocând arderea tuturor tranzistorilor.
Pentru a elimina mai bine căldura de la SCR puternice, acestea sunt instalate pe un radiator special atașat la placă. Dimensiunile radiatoarelor si intensitatea suflarii influenteaza foarte mult caracteristicile de performanta ale invertorului de sudura. Cu cât sunt mai bune, cu atât dispozitivul va funcționa mai mult. Materialul pentru placă este textolit subțire, a cărui grosime nu depășește 1,5 mm.
Reveniți la cuprins
Sistem de racire: caracteristici
Două ventilatoare sunt instalate în carcasa unui invertor de sudură de casă, câte unul pe fiecare parte. Ele extrag aer și funcționează de la sursa de alimentare a unui computer obișnuit. Pentru a permite aerului să pătrundă în carcasa invertorului, de dedesubt se fac găuri de trecere, dintre care pot fi câteva zeci.
Pentru a face sistemul de răcire mai fiabil și mai puternic, este instalat un alt ventilator suplimentar. Este montat direct în carcasa invertorului.
Este mult mai ușor să efectuați operațiuni de sudare cu un astfel de invertor decât cu o unitate de transformare. Calitatea cusăturii este mult mai mare. Cu acest aparat puteți găti:
- metal negru;
- metale neferoase;
- oţel inoxidabil;
- table subtiri de otel.
Pentru a asambla un invertor de sudură, trebuie să vă pregătiți în avans:
- unitate de putere;
- șoferi;
- scotch;
- unități de putere.
Pentru a regla sursa de alimentare, este selectată o rezistență care ar putea crea o sursă de alimentare de 20 de volți. Este foarte important ca redresoarele de intrare să aibă radiatoare puternice.
În interiorul carcasei este instalat un senzor termic, deoarece va detecta temperatura maximă de încălzire.
Un controler PWM este instalat ca unitate de control pentru invertorul de sudare. Folosește doar un canal de acord. Determină cum va fi arcul și cât de stabil va arde. Condensatorul instalat va determina tensiunea controlerului. Acesta este cel care influențează cantitatea de curent de sudare.
Suportul, masa cablului și alte accesorii pot fi achiziționate de la orice magazin specializat, costul acestora fiind accesibil fiecărui consumator.
Multe gospodării ar beneficia de un dispozitiv pentru sudarea electrică a pieselor din metale feroase. Deoarece aparatele de sudură produse comercial sunt destul de scumpe, mulți radioamatori preia provocarea de a le fabrica ei înșiși.
Aveam deja un articol despre asta, dar de data aceasta oferim o opțiune și mai simplă din părți ușor accesibile.
De la începutul activității mele, mi-am propus să creez cea mai simplă și mai ieftină mașină de sudură posibilă, folosind piese și ansambluri utilizate pe scară largă.
Dintre cele două opțiuni principale de proiectare pentru aparat - cu un transformator de sudură sau bazat pe un convertor - a fost aleasă a doua.
Într-adevăr, un transformator de sudură are o secțiune transversală mare și un circuit magnetic greu și o mulțime de sârmă de cupru pentru înfășurări, care este inaccesibil pentru mulți. Componentele electronice pentru convertor, dacă sunt alese corect, nu sunt puține și sunt relativ ieftine.
Cum am făcut un aparat de sudură cu propriile mele mâini
Ca urmare a unor experimente destul de lungi cu diverse tipuri convertor folosind tranzistoare și tiristoare, circuitul prezentat în Fig. 1.
Convertoarele simple cu tranzistori s-au dovedit a fi extrem de capricioase și nesigure, în timp ce convertoarele cu tiristoare pot rezista la scurtcircuitarea ieșirii fără a se deteriora până când siguranța se declanșează. În plus, SCR-urile se încălzesc mult mai puțin decât tranzistoarele.
După cum puteți vedea cu ușurință, designul circuitului nu este original - este un convertor obișnuit cu un singur ciclu, avantajul său este simplitatea designului și absența componentelor rare, dispozitivul utilizează multe componente radio de la televizoarele vechi;
Și, în sfârșit, nu necesită practic nicio configurare.
Tipul de curent de sudare este constant, reglarea este lină.
La sudarea cap la cap a tablelor de oțel de 3 mm grosime cu un electrod de 3 mm în diametru, curentul constant consumat de mașină de la rețea nu depășește 10 A. Tensiunea de sudare este pornită cu un buton situat pe suportul electrodului, care permite, pe de o parte, utilizarea unei tensiuni crescute de aprindere a arcului și creșterea siguranței electrice, pe de altă parte, deoarece atunci când suportul electrodului este eliberat, tensiunea de pe electrod este oprită automat. Tensiunea crescută facilitează aprinderea arcului și asigură stabilitatea la ardere a acestuia.
Utilizarea curentului de sudare direct cu polaritatea inversă a tensiunii de sudare face posibilă îmbinarea pieselor din tablă subțire.
Tensiunea de rețea redresează puntea de diode VD1-VD4. Curentul redresat, care curge prin lampa HL1, începe să încarce condensatorul C5. Lampa servește ca limitator curent de încărcareși un indicator al acestui proces.
Sudarea ar trebui să înceapă numai după ce lampa HL1 se stinge. În același timp, condensatoarele bateriei C6-C17 sunt încărcate prin inductorul L1. Lumina LED-ului HL2 indică faptul că dispozitivul este conectat la rețea. SCR VS1 este încă închis.
Când apăsați butonul SB1, pornește un generator de impulsuri cu o frecvență de 25 kHz, asamblat pe un tranzistor unijunction VT1. Impulsurile generatorului deschid tiristorul VS2, care, la rândul său, deschide tiristoarele VS3-VS7 conectate în paralel. Condensatoarele C6-C17 sunt descărcate prin inductorul L2 și înfășurarea primară a transformatorului T1. Circuitul inductor L2 - înfășurarea primară a transformatorului T1 - condensatoare C6-C17 este un circuit oscilator.
Când direcția curentului din circuit se schimbă în sens opus, curentul începe să curgă prin diodele VD8, VD9, iar tiristoarele VS3-VS7 se închid până la următorul impuls generator pe tranzistorul VT1.
Impulsurile care apar pe înfășurarea III a transformatorului T1 deschid tiristorul VS1. care conectează direct redresorul pe bază de diode VD1 - VD4 cu convertorul tiristor.
LED-ul HL3 servește la indicarea procesului de generare a tensiunii impulsului. Diodele VD11-VD34 redresează tensiunea de sudare, iar condensatoarele C19 - C24 o netezesc, facilitând astfel aprinderea arcului de sudare.
Comutatorul SA1 este un lot sau alt comutator cu un curent de cel puțin 16 A. Secțiunea SA1.3 închide condensatorul C5 la rezistorul R6 când este oprit și descarcă rapid acest condensator, ceea ce vă permite să inspectați și să reparați dispozitivul fără teama de șoc electric .
Ventilatorul VN-2 (cu motor electric M1 conform diagramei) asigură răcirea forțată a componentelor dispozitivului. Nu este recomandat să folosiți ventilatoare mai puțin puternice, sau va trebui să instalați mai multe dintre ele. Condensator C1 - oricare proiectat să funcționeze la o tensiune alternativă de 220 V.
Diodele redresoare VD1-VD4 trebuie proiectate pentru un curent de cel puțin 16 A și o tensiune inversă de minim 400 V. Acestea trebuie instalate pe radiatoare de colț cu plăci cu dimensiuni de 60x15 mm, grosime 2 mm, din aliaj de aluminiu.
În loc de un singur condensator C5, puteți utiliza o baterie de mai multe conectate în paralel cu o tensiune de cel puțin 400 V fiecare, iar capacitatea bateriei poate fi mai mare decât cea indicată în diagramă.
Choke L1 este realizat pe un miez magnetic din otel PL 12,5x25-50. Orice alt circuit magnetic de aceeași secțiune transversală sau mai mare este, de asemenea, potrivit, cu condiția să fie îndeplinită condiția plasării înfășurării în fereastra sa. Înfășurarea constă din 175 de spire de sârmă PEV-2 1,32 (nu poate fi folosit sârmă cu un diametru mai mic!). Miezul magnetic trebuie să aibă un spațiu nemagnetic de 0,3...0,5 mm. Inductanța șoculului este de 40±10 μH.
Condensatoarele C6-C24 trebuie să aibă o mică tangentă de pierderi dielectrice, iar C6-C17 trebuie să aibă și o tensiune de funcționare de cel puțin 1000 V. Cele mai bune condensatoare pe care i-am testat sunt K78-2, folosite la televizoare. De asemenea, puteți folosi condensatoare de acest tip mai utilizate cu o capacitate diferită, aducând capacitatea totală la cea indicată în circuit, precum și condensatoare cu film importate.
Încercările de a utiliza hârtie sau alți condensatori proiectați să funcționeze în circuite de joasă frecvență duc de obicei la eșecul acestora după un timp.
Este recomandabil să folosiți tiristoare KU221 (VS2-VS7) cu litera indice A sau, în cazuri extreme, B sau D. După cum a arătat practica, în timpul funcționării dispozitivului bornele catodice ale tiristoarelor se încălzesc vizibil, motiv pentru care este posibil ca lipirea de pe placă să fie distrusă și chiar să eșueze SCR.
Fiabilitatea va fi mai mare dacă pe terminal se pun fie pistoane tubulare din folie de cupru cositorit cu o grosime de 0,1...0,15 mm, fie bandaje sub formă de spirală strâns laminată de sârmă de cupru cositorită cu un diametru de 0,2 mm. a catodului SCR și lipit pe toată lungimea. Pistonul (pansajul) ar trebui să acopere toată lungimea terminalului aproape până la bază. Trebuie să lipiți rapid pentru a nu supraîncălzi tiristorul.
Probabil veți avea o întrebare: este posibil să instalați unul puternic în loc de mai multe SCR-uri de putere relativ scăzută? Da, acest lucru este posibil atunci când utilizați un dispozitiv care este superior (sau cel puțin comparabil) în caracteristicile sale de frecvență cu tiristoarele KU221A. Dar printre cele disponibile, de exemplu, din seria PM sau TL, nu există.
Trecerea la dispozitive de joasă frecvență va forța frecvența de operare să fie scăzută de la 25 la 4...6 kHz, iar acest lucru va duce la o deteriorare a multor dintre cele mai importante caracteristici ale dispozitivului și la un scârțâit puternic și strident la sudare. .
La instalarea diodelor și a SCR-urilor este obligatorie utilizarea pastei termoconductoare.
În plus, s-a stabilit că un tiristor puternic este mai puțin fiabil decât mai multe conectate în paralel, deoarece le este mai ușor să furnizeze cele mai bune conditiiîndepărtarea căldurii. Este suficient să instalați un grup de SCR-uri pe o placă de radiator cu o grosime de cel puțin 3 mm.
Deoarece rezistențele de egalizare de curent R14-R18 (C5-16 V) pot deveni foarte fierbinți în timpul sudării, înainte de instalare, acestea trebuie eliberate de carcasa de plastic prin ardere sau încălzire cu un curent, a cărui valoare trebuie selectată experimental.
Diodele VD8 și VD9 sunt instalate pe un radiator comun cu tiristoare, iar dioda VD9 este izolată de radiator cu un distanțier în mica. În loc de KD213A, sunt potrivite KD213B și KD213V, precum și KD2999B, KD2997A, KD2997B.
Choke L2 este o spirală fără cadru de 11 spire de sârmă cu o secțiune transversală de cel puțin 4 mm2 în izolație termorezistentă, înfășurată pe un dorn cu diametrul de 12...14 mm.
Choke-ul devine foarte fierbinte în timpul sudării, așa că la înfășurarea spiralei trebuie prevăzut un spațiu de 1...1,5 mm între spire, iar șocul trebuie poziționat astfel încât să fie în fluxul de aer de la ventilator.  Orez. 2 Miez magnetic al transformatorului
Orez. 2 Miez magnetic al transformatorului
T1 este alcătuit din trei miezuri magnetice PK30x16 pliate împreună din ferită 3000NMS-1 (pe ele au fost realizate transformatoarele orizontale ale televizoarelor vechi).
Înfășurările primare și secundare sunt împărțite în două secțiuni fiecare (vezi Fig. 2), înfășurate cu fir PSD1,68x10,4 în izolație din fibră de sticlă și conectate în serie conform. Înfășurarea primară conține 2x4 spire, înfășurarea secundară conține 2x2 spire.
Secțiunile sunt înfășurate pe un dorn de lemn special realizat. Sectiunile sunt protejate de derularea spirelor prin doua benzi din sarma de cupru cositorita cu diametrul de 0,8...1 mm. Lățimea bandajului - 10...11 mm. Sub fiecare bandaj se pune o bandă de carton electric sau se înfășoară mai multe spire de bandă din fibră de sticlă.
După înfășurare, bandajele sunt lipite.
Una dintre benzile fiecărei secțiuni servește drept ieșire a începutului acesteia. Pentru a face acest lucru, izolația de sub bandaj este realizată astfel încât în interior să fie în contact direct cu începutul înfășurării secțiunii. După înfășurare, bandajul este lipit la începutul secțiunii, scop în care izolația este îndepărtată în avans din această secțiune a bobinei și este cositorită.
Trebuie avut în vedere faptul că înfășurarea I funcționează în cele mai severe condiții termice. Din acest motiv, la înfășurarea secțiunilor sale și în timpul asamblarii, trebuie prevăzute goluri de aer între părțile exterioare ale spirelor, plasând inserții scurte din fibră de sticlă lubrifiate cu căldură. adeziv rezistent între spire.
În general, cu cât mai multe goluri de aer în înfășurări, cu atât mai eficientă va fi îndepărtarea căldurii din transformator.
De asemenea, este de remarcat aici că secțiunile de înfășurare realizate cu inserțiile și garniturile menționate cu sârmă de aceeași secțiune transversală 1,68x10,4 mm 2 fără izolație vor fi răcite mai bine în aceleași condiții.
Benzile de contact sunt conectate prin lipire și este indicat să lipiți o placă de cupru sub forma unei bucăți scurte de sârmă din care se realizează secțiunea la cele din față, care servesc drept conductoare ale secțiunilor.
Rezultatul este o înfășurare primară rigidă, dintr-o singură bucată, a transformatorului.
Cel secundar se face la fel. Singura diferență este numărul de ture în secțiuni și faptul că este necesar să se asigure o ieșire din punctul de mijloc. Înfășurările sunt instalate pe circuitul magnetic într-un mod strict definit - acest lucru este necesar pentru funcționarea corectă a redresorului VD11 - VD32.
Direcția de înfășurare a secțiunii superioare a înfășurării I (când se privește transformatorul de sus) ar trebui să fie în sens invers acelor de ceasornic, începând de la borna superioară, care trebuie conectată la inductorul L2.
Direcția de înfășurare a secțiunii superioare a înfășurării II, dimpotrivă, este în sensul acelor de ceasornic, pornind de la borna superioară, este conectată la blocul de diode VD21-VD32.
Înfășurarea III este o rotire a oricărui fir cu diametrul de 0,35...0,5 mm în izolație termorezistentă care poate rezista la o tensiune de cel puțin 500 V. Poate fi plasat ultimul, oriunde în circuitul magnetic, pe partea laterală a înfăşurare primară.
Pentru a asigura siguranța electrică a aparatului de sudură și răcirea eficientă a tuturor elementelor transformatorului prin flux de aer, este foarte important să se mențină golurile necesare între înfășurări și miezul magnetic.
Această sarcină este îndeplinită de patru plăci de fixare, care sunt plasate în înfășurări în timpul asamblarii finale a unității. Plăcile sunt realizate din laminat din fibră de sticlă cu o grosime de 1,5 mm conform desenului din figură.
După reglarea finală, se recomandă fixarea plăcilor cu adeziv rezistent la căldură. Transformatorul este atașat la baza dispozitivului cu trei console îndoite din sârmă de alamă sau cupru cu diametrul de 3 mm. Aceleași paranteze fixează poziția relativă a tuturor elementelor circuitului magnetic.
Înainte de a instala transformatorul pe baza între jumătățile fiecăruia dintre cele trei seturi de circuite magnetice, este necesar să se introducă garnituri nemagnetice din carton electric, getinax sau textolit cu o grosime de 0,2...0,3 mm.
Pentru a fabrica un transformator, puteți utiliza miezuri magnetice de alte dimensiuni cu o secțiune transversală de cel puțin 5,6 cm 2. De exemplu, W20x28 sau două seturi de W 16x20 din ferită de 2000NM1 sunt potrivite.
Înfășurarea I pentru circuitul magnetic blindat se realizează sub forma unei singure secțiuni de opt spire, înfășurarea II este similară cu cea descrisă mai sus, din două secțiuni de două spire. Redresorul de sudare pe diode VD11-VD34 este structural o unitate separată, realizată sub forma unui raft: 
Se asambleaza in asa fel incat fiecare pereche de diode sa fie asezata intre doua placi radiatoare de 44x42 mm si 1 mm grosime, din tabla de aliaj de aluminiu.
Întregul pachet este strâns cu patru tije filetate din oțel cu diametrul de 3 mm între două flanșe de 2 mm grosime (din același material ca și plăcile), de care se prind cu șuruburi pe ambele părți două plăci care formează bornele redresorului.
Toate diodele din bloc sunt orientate în același mod - cu bornele catodice în dreapta în figură - iar bornele sunt lipite în găurile plăcii, care servește ca terminal pozitiv comun al redresorului și al dispozitivului ca un întreg. Conductoarele anodului diodelor sunt lipite în găurile celei de-a doua plăci. Pe el sunt formate două grupuri de terminale, conectate la bornele extreme ale înfășurării II a transformatorului conform diagramei.
Având în vedere curentul total mare care curge prin redresor, fiecare dintre cele trei terminale ale sale este alcătuit din mai multe bucăți de sârmă de 50 mm lungime, fiecare lipită în propriul orificiu și conectată prin lipire la capătul opus. Un grup de zece diode este conectat prin cinci segmente, de paisprezece - cu șase, a doua placă cu un punct comun al tuturor diodelor - cu șase.
Este mai bine să utilizați un fir flexibil cu o secțiune transversală de cel puțin 4 mm.
Ieșirile de grup de curent ridicat de pe placa principală de circuit imprimat a dispozitivului sunt realizate în același mod.
Plăcile redresoare sunt realizate din folie laminată din fibră de sticlă de 0,5 mm grosime și cositorită. Patru fante înguste din fiecare placă ajută la reducerea sarcinii pe cablurile diodei în timpul deformării termice. În același scop, cablurile diodelor trebuie turnate, așa cum se arată în figura de mai sus.
Redresorul de sudură poate folosi și mai mult diode puternice KD2999B, 2D2999B, KD2997A, KD2997B, 2D2997A, 2D2997B. Numărul lor poate fi mai mic. Astfel, într-una dintre variantele dispozitivului, a funcționat cu succes un redresor format din nouă diode 2D2997A (cinci într-un braț, patru în celălalt).
Zona plăcilor radiatorului a rămas aceeași, dar a fost posibilă creșterea grosimii acestora la 2 mm. Diodele nu au fost așezate în perechi, ci câte una în fiecare compartiment.
Toate rezistențele (cu excepția R1 și R6), condensatoarele C2-C4, C6-C18, tranzistorul VT1, SCR-urile VS2 - VS7, diodele zener VD5-VD7, diodele VD8-VD10 sunt montate pe placa principală de circuit imprimat, cu SCR și diode VD8 , VD9 instalat pe radiator înșurubat pe o placă din folie PCB de 1,5 mm grosime:  Orez. 5. Desen pe tablă
Orez. 5. Desen pe tablă
Scara desenului pe tablă este 1:2, cu toate acestea, placa este ușor de marcat, chiar și fără a utiliza măriri foto, deoarece centrele aproape tuturor găurilor și limitele aproape tuturor plăcuțelor de folie sunt situate pe o grilă cu un pas de 2,5 mm.
Placa nu necesită o mare precizie la marcarea și forarea găurilor, dar rețineți că găurile din ea trebuie să coincidă cu găurile corespunzătoare din placa radiatorului. Jumperul din circuitul diodelor VD8, VD9 este realizat din fir de cupru cu diametrul de 0,8...1 mm. Este mai bine să-l lipiți din partea de imprimare. Al doilea jumper din fire PEV-2 0,3 poate fi plasat și pe partea părților.
Ieșirea de grup a plăcii, indicată în Fig. 5 litere B, conectate la inductorul L2. Conductorii de la anozii SCR sunt lipiți în găurile grupului B. Bornele G sunt conectate la borna inferioară a transformatorului T1 conform diagramei, iar borna D este conectată la inductorul L1.
Piesele de sârmă din fiecare grup trebuie să aibă aceeași lungime și aceeași secțiune transversală (cel puțin 2,5 mm2).  Orez. 6 Radiator
Orez. 6 Radiator
Radiatorul de căldură este o placă de 3 mm grosime cu o margine îndoită (vezi Fig. 6).
Cel mai bun material pentru un radiator este cuprul (sau alama). Dacă nu este disponibil, va trebui să utilizați o placă din aliaj de aluminiu.
Suprafața de pe partea de instalare a pieselor trebuie să fie netedă, fără spărturi sau adâncituri. Placa are gauri filetate gaurite pentru asamblare cu placa de circuit imprimat si elemente de prindere. Plumburile pieselor sunt trecute prin găuri fără fire și fire de conectare. Terminalele anodice ale tiristoarelor sunt trecute prin găurile din marginea îndoită. Trei găuri M4 din radiatorul sunt destinate acestuia conexiune electrică cu placa de circuit imprimat. Pentru aceasta s-au folosit trei șuruburi din alamă cu piulițe din alamă.
După reglarea finală a aparatului, conexiunile sunt lipite.  Orez. 7 Desen al radiatorului asamblat cu placa
Orez. 7 Desen al radiatorului asamblat cu placa
Radiatorul de căldură este înșurubat pe placa de circuit imprimat din partea pieselor cu un spațiu de 3,2 mm (aceasta este înălțimea unei piulițe M4 standard). După aceasta, se montează rezistențele R7-R11, R14-R19, tiristoarele VS2-VS7 și diodele VD8, VD9.
Capacitatea bateriei condensatoarelor C19-C24 indicată în diagramă trebuie considerată minimă necesară. La capacitate mai mare aprinderea arcului este mai ușoară.
Rezistoarele sunt montate pe terminale lungi pentru a cea mai buna racire.  Orez. 8. Plasarea nodului
Orez. 8. Plasarea nodului
Tranzistorul unijoncție VT1 de obicei nu provoacă probleme, cu toate acestea, unele cazuri, în prezența generării, nu asigură amplitudinea impulsului necesară pentru deschiderea stabilă a SCR VS2.
Toate componentele și piesele aparatului de sudură sunt instalate pe o placă de bază din getinax de 4 mm grosime (este potrivit și textolitul de 4...5 mm grosime) pe o parte. Există o fereastră rotundă tăiată în centrul bazei pentru montarea unui ventilator; se instaleaza pe aceeasi parte.
Diodele VD1-VD4, tiristorul VS1 și lampa HL1 sunt montate pe colțare. La instalarea transformatorului T1 între miezurile magnetice adiacente, ar trebui să fie prevăzut un spațiu de aer de 2 mm. Fiecare dintre clemele pentru conectarea cablurilor de sudură este un șurub de cupru M10 cu piulițe și șaibe de cupru.
Capul șurubului presează un pătrat de cupru pe bază din interior, care este asigurat suplimentar împotriva rotirii cu un șurub și piuliță M4. Grosimea raftului unghiular este de 3 mm. Un fir de conectare intern este conectat la al doilea raft prin șuruburi sau lipire.
Ansamblul placă de circuit imprimat-radiator de căldură este montat pe părți la bază pe șase stâlpi de oțel îndoiți dintr-o bandă de 12 mm lățime și 2 mm grosime.
Pe partea frontală a bazei există un mâner comutator SA1, un capac pentru suport pentru siguranțe, LED-uri HL2, HL3, un mâner rezistor variabil R1, cleme pentru cabluri de sudura si cablu la butonul SB1.
În plus, patru stâlpi de bucșă cu diametrul de 12 mm cu filete interne M5, prelucrate din PCB, sunt atașați pe partea frontală. Un panou fals cu găuri pentru comenzile dispozitivului și un grilaj de protecție pentru ventilator este atașat de rafturi.
Panoul fals poate fi din tabla sau dielectric cu grosimea de 1... 1,5 mm. L-am tăiat din fibră de sticlă. La exterior, șase stâlpi cu diametrul de 10 mm sunt înșurubate pe panoul fals, pe care sunt înfășurate rețeaua și cablurile de sudură la terminarea sudurii.
În zonele libere ale panoului fals sunt găurite găuri cu diametrul de 10 mm pentru a facilita circulația aerului de răcire.  Orez. 9. Vedere exterioară a aparatului de sudură cu cabluri pozate.
Orez. 9. Vedere exterioară a aparatului de sudură cu cabluri pozate.
Baza asamblata se aseaza intr-o carcasa cu capac din tabla de textolit (se poate folosi getinax, fibra de sticla, plastic vinil) de 3...4 mm grosime. Orificiile de evacuare a aerului de răcire sunt amplasate pe pereții laterali.
Forma găurilor nu contează, dar pentru siguranță este mai bine dacă sunt înguste și lungi.
Suprafața totală a orificiilor de ieșire nu trebuie să fie mai mică decât aria deschiderii de intrare. Carcasa este prevazuta cu maner si curea de umar pentru transport.
Suportul de electrod poate fi de orice design, atâta timp cât asigură o operare ușoară și o înlocuire ușoară a electrodului.
Pe mânerul suportului de electrod, trebuie să montați butonul (SB1 conform diagramei) într-un astfel de loc încât sudorul să-l țină ușor apăsat chiar și cu o mână de mănușă. Deoarece butonul se află sub tensiune de rețea, este necesar să se asigure izolarea fiabilă atât a butonului în sine, cât și a cablului conectat la acesta. 
Vă prezentăm atenției o diagramă a unui invertor de sudură pe care o puteți asambla cu propriile mâini. Consumul maxim de curent este de 32 de amperi, 220 de volți. Curentul de sudare este de aproximativ 250 de amperi, ceea ce vă permite să sudați cu ușurință cu un electrod din 5 piese, o lungime de arc de 1 cm, care trece mai mult de 1 cm în plasmă la temperatură joasă. Eficiența sursei este la nivelul celor cumpărate din magazin, și poate mai bună (adică cele cu invertor).
Figura 1 prezintă o diagramă a sursei de alimentare pentru sudare.
Fig.1 Schema schematică a sursei de alimentare
Transformatorul este înfășurat pe ferită Ш7х7 sau 8х8
Primarul are 100 de spire de fir PEV de 0,3 mm
Secundarul 2 are 15 spire de fir PEV de 1 mm
Secundarul 3 are 15 spire de 0,2 mm PEV
Secundar 4 și 5, 20 de spire de sârmă PEV 0,35 mm
Toate înfășurările trebuie înfășurate pe toată lățimea cadrului, ceea ce oferă o tensiune vizibil mai stabilă.
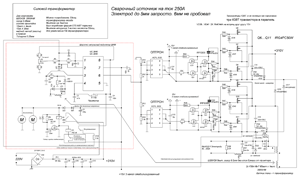
Fig.2 Schema schematică a unui invertor de sudare
Figura 2 prezintă o diagramă a sudorului. Frecvența este de 41 kHz, dar puteți încerca 55 kHz. Transformatorul la 55 kHz este apoi de 9 spire cu 3 spire, pentru a crește PV-ul transformatorului.
Transformator 41kHz - două seturi Ш20х28 2000nm, decalaj 0,05mm, garnitură de ziar, 12vit x 4vit, 10kv mm x 30kv mm, bandă de cupru (staniu) în hârtie. Infasurarile transformatorului sunt realizate din tabla de cupru de 0,25 mm grosime si 40 mm latime, ambalate in hartie de casa de marcat pentru izolare. Secundarul este alcătuit din trei straturi de tablă (sandwich) separate între ele prin bandă fluoroplastică, pentru izolare între ele, pentru o mai bună conductivitate a curenților de înaltă frecvență, capetele de contact ale secundarului la ieșirea transformatorului sunt lipite între ele.
Inductorul L2 este înfășurat pe un miez Ш20x28, ferită 2000nm, 5 spire, 25 mm², distanță 0,15 - 0,5 mm (două straturi de hârtie de la imprimantă). Transformator de curent - senzor de curent două inele K30x18x7 fir primar filetat prin inel, secundar 85 spire de sârmă de 0,5 mm grosime.
Ansamblu de sudare
Înfășurarea transformatorului
Înfășurarea transformatorului trebuie făcută folosind tablă de cupru de 0,3mm grosime și 40mm lățime, aceasta trebuie învelită în hârtie termică de la o casă de marcat grosimea de 0,05mm, această hârtie este rezistentă și nu se rupe atât de mult ca de obicei la bobinarea unui transformator.
Spuneți-mi, de ce să nu-l înfășurați cu un fir obișnuit gros, dar nu este posibil pentru că acest transformator funcționează pe curenți de înaltă frecvență și acești curenți sunt deplasați pe suprafața conductorului și nu se folosește mijlocul firului gros, ceea ce duce la încălzire, acest fenomen se numește efectul Pielei!
Și trebuie să lupți, trebuie doar să faci un conductor cu o suprafață mare, așa că o foaie subțire de cupru are asta, are o suprafață mare de-a lungul căreia curge curentul, iar înfășurarea secundară ar trebui să fie formată dintr-un sandwich de trei benzi de cupru separate. prin film fluoroplastic, este mai subtire si toate acestea sunt straturi invelite in hartie termica. Această hârtie are proprietatea de a se întuneca atunci când este încălzită, nu avem nevoie de acest lucru și este rău, nu va face nimic, să rămână principalul lucru că nu se rupe.
Înfășurările pot fi înfășurate fir PEV cu o secțiune transversală de 0,5...0,7 mm constând din câteva zeci de fire, dar acest lucru este mai rău, deoarece firele sunt rotunde și sunt conectate între ele cu goluri de aer, care încetinesc transferul de căldură și au mai puțin suprafata totala secțiunea transversală a firelor combinată în comparație cu staniul cu 30%, care se poate încadra într-o fereastră cu miez de ferită.
Nu ferita este cea care încălzește transformatorul, ci înfășurarea, așa că trebuie să urmați aceste recomandări.
Transformatorul și întreaga structură trebuie suflate în interiorul carcasei de un ventilator de 220 volți 0,13 amperi sau mai mult.
Proiecta
Pentru a răci toate componentele puternice, este bine să folosești radiatoare cu ventilatoare de la computerele vechi Pentium 4 și Athlon 64. Am luat aceste calorifere de la un magazin de calculatoare care fac upgrade, la doar 3...4 dolari bucata.
Podul oblic de putere trebuie realizat pe două astfel de radiatoare, partea superioară a podului pe una, partea inferioară pe cealaltă. Înșurubați diodele punte HFA30 și HFA25 pe aceste radiatoare printr-un distanțier de mică. IRG4PC50W trebuie înșurubat fără mica prin pasta termoconductoare KTP8.
Bornele diodelor și tranzistorilor trebuie să fie înșurubate unul față de celălalt pe ambele radiatoare, iar între terminale și cele două radiatoare, introduceți o placă care conectează circuitul de alimentare de 300 de volți la părțile podului.
Diagrama nu indică necesitatea de a lipi 12...14 bucăți de condensatoare de 0,15 microni 630 volți la această placă într-o sursă de alimentare de 300V. Acest lucru este necesar pentru ca emisiile transformatorului să intre în circuitul de putere, eliminând supratensiunile de rezonanță ale comutatoarelor de putere de la transformator.
Restul podului este conectat între ele prin instalație suspendată cu conductori de lungime mică.
Diagrama arată și amortizoare, au condensatoare C15 C16, ar trebui să fie marca K78-2 sau SVV-81. Nu puteți pune gunoi acolo, deoarece snubberii joacă un rol important:
primul- atenuează emisiile rezonante ale transformatorului
doilea- reduc semnificativ pierderile de IGBT la oprire, deoarece IGBT-urile se deschid rapid, dar se inchid mult mai lent și în timpul închiderii, capacitatea C15 și C16 este încărcată prin dioda VD32 VD31 mai mult decât timpul de închidere al IGBT, adică acest amortizor interceptează toată puterea pe sine, împiedicând eliberarea căldurii pe comutatorul IGBT de trei ori. decât ar fi fără el.
Când IGBT este rapid deschide, apoi prin rezistențele R24 R25 amortizoarele sunt descărcate fără probleme și puterea principală este eliberată pe aceste rezistențe.
Setări
Aplicați putere la PWM de 15 volți și la cel puțin un ventilator pentru a descărca capacitatea C6, care controlează timpul de răspuns al releului.
Releul K1 este necesar pentru a închide rezistorul R11 după ce condensatoarele C9...12 sunt încărcate prin rezistorul R11, ceea ce reduce creșterea curentului atunci când aparatul de sudură este pornit la o rețea de 220 de volți.
Fără rezistorul direct R11, atunci când este pornit, ar exista un BAM mare în timp ce se încarcă o capacitate de 3000 microni 400V, motiv pentru care este necesară această măsură.
Verificați funcționarea rezistenței de închidere a releului R11 la 2...10 secunde după alimentarea plăcii PWM.
Verificați prezența plăcii PWM impulsuri dreptunghiulare mergând la optocuptoarele HCPL3120 după ce ambele relee K1 și K2 sunt activate.
Lățimea impulsurilor ar trebui să fie relativă la pauza zero 44% zero 66%
Verificați driverele de pe optocuptoarele și amplificatoarele care conduc un semnal dreptunghiular cu o amplitudine de 15 volți și asigurați-vă că tensiunea de pe porțile IGBT nu depășește 16 volți.
Aplicați o putere de 15 volți podului pentru a verifica funcționarea acestuia și pentru a vă asigura că podul este fabricat corect.
Consumul de curent nu trebuie să depășească 100mA la ralanti.
Verificați formularea corectă a înfășurărilor transformatorului de putere și transformatorului de curent folosind un osciloscop cu două fascicule.
Un fascicul al osciloscopului este pe primar, al doilea pe secundar, astfel încât fazele impulsurilor să fie aceleași, singura diferență este în tensiunea înfășurărilor.
Aplicați puterea podului de la condensatoarele de putere C9...C12 printr-un bec de 220 volți 150..200 wați, după ce a setat anterior frecvența PWM la 55 kHz, conectați un osciloscop la colectorul-emițător al tranzistorului IGBT inferior, uitați-vă la forma semnalului, astfel încât să nu existe supratensiuni peste 330 de volți, ca de obicei.
Începeți să reduceți frecvența ceasului PWM până când apare o mică îndoire pe comutatorul IGBT inferior care indică suprasaturarea transformatorului, notați această frecvență la care a avut loc îndoirea, împărțiți-o la 2 și adăugați rezultatul la frecvența de suprasaturare, de exemplu, împărțiți 30. Suprasaturare kHz cu 2 = 15 și 30 + 15 = 45 , 45 aceasta este frecvența de funcționare a transformatorului și a PWM.
Consumul de curent al podului ar trebui să fie de aproximativ 150 mA și becul abia ar trebui să strălucească dacă strălucește foarte puternic, aceasta indică o defecțiune a înfășurărilor transformatorului sau un pod asamblat incorect.
Conectați un fir de sudură de cel puțin 2 metri lungime la ieșire pentru a crea o inductanță suplimentară de ieșire.
Aplicați puterea podului printr-un ibric de 2200 de wați și setați curentul de pe bec la PWM cel puțin R3 mai aproape de rezistența R5, închideți ieșirea de sudură, verificați tensiunea de pe comutatorul inferior al podului, astfel încât să nu fie mai mult de 360 de volți conform osciloscopului și nu ar trebui să existe zgomot de la transformator. Dacă există unul, asigurați-vă că senzorul de curent al transformatorului este corect fazat, treceți firul în reversul prin inel.
Dacă zgomotul rămâne, atunci trebuie să plasați placa PWM și driverele optocuplerului departe de sursele de interferență, în principal transformatorul de putere și inductorul L2 și conductorii de putere.
Chiar și la asamblarea podului, driverele trebuie instalate lângă radiatoarele punte deasupra tranzistoarelor IGBT și nu mai aproape de rezistențele R24 R25 cu 3 centimetri. Ieșirea driverului și conexiunile porții IGBT trebuie să fie scurte. Conductoarele care merg de la PWM la optocuple nu trebuie să treacă în apropierea surselor de interferență și ar trebui să fie cât mai scurte posibil.
Toate firele de semnal de la transformatorul de curent și care merg la optocuplele de la PWM ar trebui să fie răsucite pentru a reduce zgomotul și ar trebui să fie cât mai scurte posibil.
În continuare, începem să creștem curentul de sudare folosind rezistorul R3 mai aproape de rezistorul R4, ieșirea de sudare este închisă pe comutatorul IGBT inferior, lățimea impulsului crește ușor, ceea ce indică funcționarea PWM. Mai mult curent înseamnă mai multă lățime, mai puțin curent înseamnă mai puțină lățime.
Nu ar trebui să fie niciun zgomot, altfel va eșua.IGBT.
Adăugați curent și ascultați, urmăriți osciloscopul pentru excesul de tensiune al tastei inferioare, astfel încât să nu depășească 500 de volți, maxim 550 de volți la supratensiune, dar de obicei 340 de volți.
Atingeți curentul unde lățimea devine brusc maximă, indicând faptul că fierbătorul nu poate furniza curent maxim.
Gata, acum mergem drept fara ibric de la minim la maxim, urmarim osciloscopul si ascultam ca sa fie liniste. Atingeți curentul maxim, lățimea ar trebui să crească, emisiile sunt normale, nu mai mult de 340 de volți de obicei.
Începeți să gătiți timp de 10 secunde la început. Verificăm caloriferele, apoi 20 de secunde, tot la rece și 1 minut transformatorul este cald, ardem 2 electrozi lungi 4mm transformatorul este amar
Radiatoarele diodelor 150ebu02 s-au încălzit vizibil după trei electrozi, este deja dificil de gătit, o persoană se obosește, deși gătește grozav, transformatorul este fierbinte și oricum nimeni nu gătește. Ventilatorul, după 2 minute, aduce transformatorul într-o stare caldă și îl puteți găti din nou până devine umflat.
Mai jos puteți descărca plăci de circuite imprimateîn format LAY și alte fișiere
Evgeny Rodikov (evgen100777 [câine] rambler.ru). Dacă aveți întrebări la asamblarea sudorului, scrieți pe e-mail.
Lista radioelementelor
| Desemnare | Tip | Denumire | Cantitate | Nota | Magazin | Blocnotesul meu | |
|---|---|---|---|---|---|---|---|
| unitate de putere | |||||||
| Regulator liniar | LM78L15 | 2 | Caută în Fivel | La blocnotes | |||
| Convertor AC/DC | TOP224Y | 1 | Caută în Fivel | La blocnotes | |||
| IC de referință de tensiune | TL431 | 1 | Caută în Fivel | La blocnotes | |||
| Dioda redresoare | BYV26C | 1 | Caută în Fivel | La blocnotes | |||
| Dioda redresoare | HER307 | 2 | Caută în Fivel | La blocnotes | |||
| Dioda redresoare | 1N4148 | 1 | Caută în Fivel | La blocnotes | |||
| Dioda Schottky | MBR20100CT | 1 | Caută în Fivel | La blocnotes | |||
| Dioda de protectie | P6KE200A | 1 | Caută în Fivel | La blocnotes | |||
| Pod de diode | KBPC3510 | 1 | Caută în Fivel | La blocnotes | |||
| Optocupler | PC817 | 1 | Caută în Fivel | La blocnotes | |||
| C1, C2 | 10uF 450V | 2 | Caută în Fivel | La blocnotes | |||
| Condensator electrolitic | 100uF 100V | 2 | Caută în Fivel | La blocnotes | |||
| Condensator electrolitic | 470uF 400V | 6 | Caută în Fivel | La blocnotes | |||
| Condensator electrolitic | 50uF 25V | 1 | Caută în Fivel | La blocnotes | |||
| C4, C6, C8 | Condensator | 0,1 uF | 3 | Caută în Fivel | La blocnotes | ||
| C5 | Condensator | 1nF 1000V | 1 | Caută în Fivel | La blocnotes | ||
| C7 | Condensator electrolitic | 1000uF 25V | 1 | Caută în Fivel | La blocnotes | ||
| Condensator | 510 pF | 2 | Caută în Fivel | La blocnotes | |||
| C13, C14 | Condensator electrolitic | 10 uF | 2 | Caută în Fivel | La blocnotes | ||
| VDS1 | Pod de diode | 600V 2A | 1 | Caută în Fivel | La blocnotes | ||
| NTC1 | Termistor | 10 ohmi | 1 | Caută în Fivel | La blocnotes | ||
| R1 | Rezistor | 47 kOhm | 1 | Caută în Fivel | La blocnotes | ||
| R2 | Rezistor | 510 ohmi | 1 | Caută în Fivel | La blocnotes | ||
| R3 | Rezistor | 200 ohmi | 1 | Caută în Fivel | La blocnotes | ||
| R4 | Rezistor | 10 kOhm | 1 | Caută în Fivel | La blocnotes | ||
| Rezistor | 6,2 ohmi | 1 | Caută în Fivel | La blocnotes | |||
| Rezistor | 30Ohm 5W | 2 | Caută în Fivel | La blocnotes | |||
| Invertor de sudare | |||||||
| Controler PWM | UC3845 | 1 | Caută în Fivel | La blocnotes | |||
| VT1 | tranzistor MOSFET | IRF120 | 1 | Caută în Fivel | La blocnotes | ||
| VD1 | Dioda redresoare | 1N4148 | 1 | Caută în Fivel | La blocnotes | ||
| VD2, VD3 | Dioda Schottky | 1N5819 | 2 | Caută în Fivel | La blocnotes | ||
| VD4 | Dioda Zener | 1N4739A | 1 | 9V | Caută în Fivel | La blocnotes | |
| VD5-VD7 | Dioda redresoare | 1N4007 | 3 | Pentru a reduce tensiunea | Caută în Fivel | La blocnotes | |
| VD8 | Pod de diode | KBPC3510 | 2 | ||||
Până de curând, un aparat de sudură era o unitate mare, grea și incomodă. Totul s-a schimbat când a apărut tehnologia inverter, care a contribuit la crearea condițiilor pentru ușurința sudurii. Dispozitivul în sine tip invertor S-a dovedit a fi un lucru compact, ușor și ușor de efectuat. Acest lucru a fost apreciat de meșterii de acasă care folosesc periodic sudarea electrică la țară sau într-o locuință privată. Și deși aceste unități sunt pe piață de mult timp, întrebarea care aparat de sudură cu invertor este mai bună îi îngrijorează pe mulți. Prin urmare, merită să analizați această problemă.
Trei categorii de dispozitive de sudare de tip invertor, care sunt împărțite în funcție de pur specificatii tehnice, Unde rol principal Puterea dispozitivului, durata funcționării lui neîntrerupte și mărimea curentului de sudare joacă un rol.
- Invertoare de uz casnic care sunt utilizate acasă și în garaje. Cu ajutorul lor puteți obține o cusătură de sudură de bună calitate, dar timpul de lucru este scurt. Curentul nominal de sudare variază în intervalul 120-200 de amperi.
- Profesional. Ele sunt utilizate mai des în scopuri pur comerciale pentru instalarea conductelor cu diametru mic, asamblarea cadrelor, gardurilor și așa mai departe. Astfel de mașini de sudat de tip invertor funcționează mult timp. Curent de sudare: 200-300 amperi.
- Industrial. Acestea sunt unități mari de sudură care funcționează continuu. Ele sunt utilizate pentru construcția de structuri metalice mari, care sunt supuse unor cerințe stricte de rezistență și fiabilitate. Ele sunt folosite pentru a suda conducte în care lichidele și gazele se deplasează sub presiune ridicată. Echipamente serioase de sudare cu curent nominal de la 250 la 500 de amperi.
Fiecare categorie are propriile sarcini și cerințe atribuite, domeniul de aplicare a lucrărilor efectuate, plus condițiile de funcționare. Invertoarele au prețuri diferite. În consecință, alegerea unui invertor de sudură depinde de clasa sa.
Invertoare de uz casnic

Un invertor de sudură de uz casnic sau casnic este selectat în funcție de mai mulți parametri. Deoarece este cel mai simplu, are puține criterii de selecție.
- Putere (curent nominal de sudare).
- Parametrii sursei de alimentare.
- Preț unitar.
- Model.
În ceea ce privește puterea, există o nuanță importantă. Dependența de condițiile de funcționare aplicate dispozitivului. Ce grosime a pieselor metalice va fi folosită pentru sudare. Dacă sudați foi cu o grosime de 2-3 mm, atunci va trebui să utilizați un electrod cu un diametru de 3 mm. Aceasta înseamnă că pentru aceste lucrări veți avea nevoie de un dispozitiv cu un curent nominal de 120 de amperi. Acesta este curentul la care dispozitivul nu se va supraîncălzi. În acest caz este valoarea maximă. Dar va trebui să alegeți această cifră cu 30-50% mai mult. De fapt, ar trebui să aveți 160-180 de amperi. De ce fac asta?
- Liniile electrice interne nu pot oferi parametri stabili de rețea. Acest lucru este valabil mai ales în zonele rurale și orașele mici. Prin urmare, căderile de tensiune în rețea sunt frecvente. Tensiunea a scăzut, puterea invertorului de sudură a scăzut. Curentul nominal scade, calitatea sudurii scade. Scăderea curentului de sudare este afectată și de cablul de alimentare. O lungime mai mare de 15 m și o secțiune transversală mică a firului afectează, de asemenea, acest indicator nu în bine.
- Dorim să adăugăm că nu toți producătorii indică parametrii și caracteristicile tehnice exacte în pașaportul produsului. Deci, merită să fii în siguranță.
- În plus, observăm că toate gospodăriile invertoare de sudare funcționalitatea este aceeași. Cumpărând un dispozitiv cu mai multă putere, nimeni nu pierde.
Parametrii de rețea pentru aparatele de uz casnic sunt următorii: tensiune 220 volți, reduceri de 20-30%. Aici valoarea minimă este 150 V, cea maximă este 264 V.
Atenţie! Dacă tensiunea din rețeaua de alimentare este întotdeauna redusă, atunci se recomandă selectarea mașinilor de sudură cu invertor, al căror pașaport spune - funcționarea la tensiune redusă, funcționarea de la generatoare este posibilă.
Pe piață există modele de invertoare care sunt destinate rețelelor stabile. Au indicatori de reducere diferiți: de la 180 la 253 de volți. Astfel de modele sunt cel mai bine utilizate în condiții urbane de funcționare. Vă rugăm să rețineți că aceste unități de sudură sunt oprite imediat atunci când valorile tensiunii scad sau cresc peste cele indicate mai sus. Și asta îi salvează de eșec. Adevărat, oprirea automată nu este disponibilă pe toate modelele.
Nu ultimul cuvânt cu privire la întrebarea cum să alegeți un invertor de sudură pentru casa și grădina dvs. va fi prețul acestuia. Aici, ca și în multe alte lucruri, prețul determină calitatea. Deși astăzi pe piață găsești aparate de sudură bune cu un raport optim calitate-preț. Dar cele mai ieftine sunt aparatele de sudura chinezesti. Acestea includ modele cu o singură placă. În ele, părțile și elementele principale sunt colectate pe un platou. Dacă se arde în timpul supraîncărcărilor, costul reparației va fi egal cu achiziționarea unui nou invertor. Acest model poate fi identificat prin conectorii de alimentare amplasați vertical pentru conectarea cablului de alimentare.
Caracteristici suplimentare
Astăzi, pe piață apar din ce în ce mai mult invertoarele de sudură cu funcții suplimentare care simplifică procesul de sudare. Acest lucru este important pentru sudorii începători (cum se spune în Ucraina).
- Funcția se numește „ARC FORCE” - arz post-arc (forță). Permite electrodului să nu se lipească de suprafața metalului sudat. Crește automat curent nominal sudare
- HOT START este o funcție care simplifică aprinderea arcului. Dacă acest lucru se face folosind un transformator de sudură convențional, atunci chiar și sudorii experimentați le este uneori dificil de realizat. În invertor, curentul la electrod crește momentan, astfel încât arcul arde stabil.
- ANTI STICK este o funcție necesară. Cu ajutorul acestuia, puteți scăpa de lipirea electrodului de suprafața pieselor metalice care sunt sudate. Dispozitivul se oprește imediat dacă electrodul este blocat, deoarece acest lucru poate provoca un scurtcircuit.
Și încă un criteriu de selecție. Înainte de a alege o mașină de sudură cu invertor pentru casa dvs., trebuie să colectați informații despre centre de servicii in orasul tau, care, daca va fi nevoie, va putea repara modelul pe care l-ai ales. Dacă un astfel de centru există, atunci puteți cumpăra în siguranță dispozitivul pe care l-ați ales.
Evaluarea celor mai bune invertoare de sudare
Iar ultimul criteriu de selecție este modelul. Să ne uităm la ratingul de fiabilitate al dispozitivelor și să determinăm cele mai bune TOP 10. Alegerea se bazează pe recenzii de la consumatori și experți. Deci, TOP 10 include.
- Cele mai bune invertoare de sudare manuală pentru sudarea cu arc. FUBAG IR 200, SVAROG ARC 205, RESANTA SAI 220.
- Invertoare de sudare semi-automate bune. AURORA OVERMAN 180, SVAROG EASY MIG 160, ELITECH IS 190P.
- Modele universale (fiabile). TORUS 200C Super, SVAROG TECH ARC 205 B, FORSAZH 161, KEDR MIG 160GDM.
Companiile și firmele din top 10 au o vastă experiență în producție echipamente de sudare. Aceștia sunt lideri în categoria lor. Gama lor de modele include atât opțiuni bugetare, cât și scumpe, dar multifuncționale. Prin urmare, alegerea unui invertor de sudură bun (din punct de vedere al fiabilității) nu este o problemă astăzi. Atunci când îl alegeți, asigurați-vă că aveți în vedere ce opțiune dintre modelele propuse doriți să aveți în garaj sau acasă.
Vă rugăm să rețineți că Svarog este prezent în toate categoriile. Acesta este un proiect comun între Rusia și China. Un dispozitiv al acestui brand funcționează și ca un invertor obișnuit cu arc sudare manualăși ca mașină de sudat cu arc cu argon. Adevărat, nu poate funcționa pe deplin cu sudarea cu argon, deoarece nu are un comutator la modul de curent alternativ, din care poate suda aluminiu. Popularitatea ridicată a ajutat la extinderea regiunilor în care este vândut acest model. Astăzi puteți cumpăra invertoare Svarog aproape peste tot în Rusia.
Concluzie asupra subiectului
Când răspundeți la întrebarea care invertor de sudură este cel mai bun pentru o casă sau o cabană de vară, nu acordați atenție condițiilor de funcționare a acestuia. Dintre toate aparatele de sudură, este mai bine să-l cumpărați pe cel care se potrivește cerințelor dumneavoastră. Și cerințele nu sunt atât de complicate - mi-am făcut treaba mult timp și fără probleme. Și pentru aceasta va trebui să parcurgeți criteriile de selecție: caracteristicile tehnice ale dispozitivului în sine și rețeaua de alimentare. Asigurați-vă că urmăriți videoclipul despre cum să alegeți invertorul de sudură potrivit pentru casa dvs. Nu uitați că este mai bine să alegeți o opțiune de înaltă calitate și costisitoare decât una ieftină, cu care nu veți avea decât dificultăți.